- Vidy_litnikovoy_sistemy

Содержание
- 2. Основные типы литниковых систем Существует три основных способа построения литниковой системы. Непосредственное питание объектов литья. Бесколлекторное
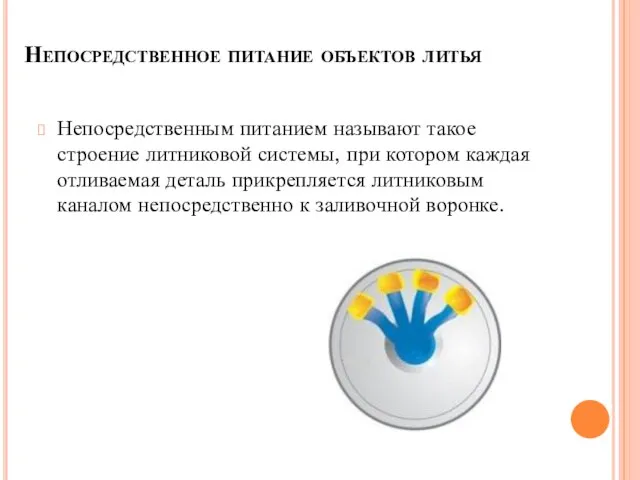
- 3. Непосредственное питание объектов литья Непосредственным питанием называют такое строение литниковой системы, при котором каждая отливаемая деталь
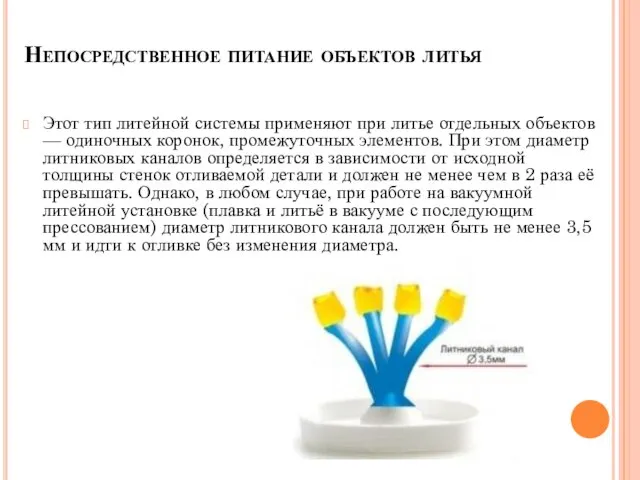
- 4. Этот тип литейной системы применяют при литье отдельных объектов — одиночных коронок, промежуточных элементов. При этом
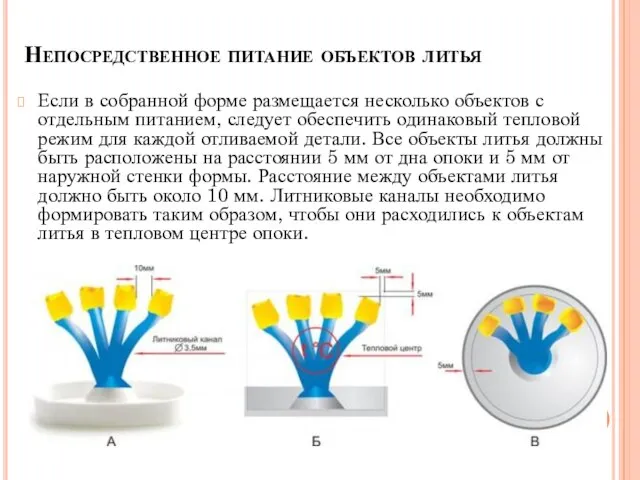
- 5. Если в собранной форме размещается несколько объектов с отдельным питанием, следует обеспечить одинаковый тепловой режим для
- 6. Бесколлекторное питание объектов литья Бесколлекторное питание объектов литья представляет собой разновидность непосредственного питания. Отличие заключается в
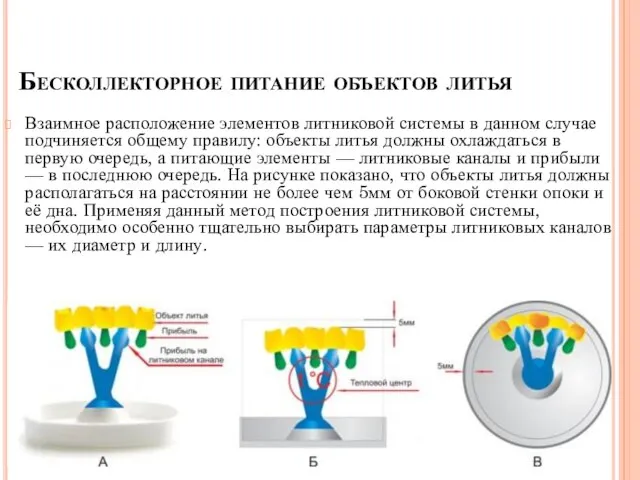
- 7. Взаимное расположение элементов литниковой системы в данном случае подчиняется общему правилу: объекты литья должны охлаждаться в
- 8. Основными факторами, определяющими диаметр литниковых каналов являются свойства сплава (его жидкотекучесть и плотность) и характеристиками объекта
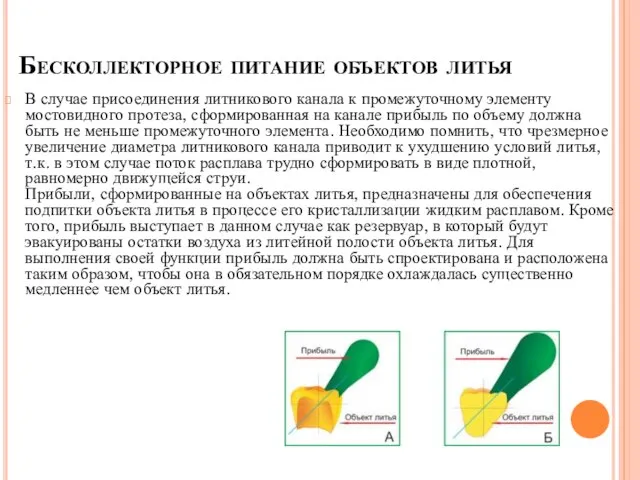
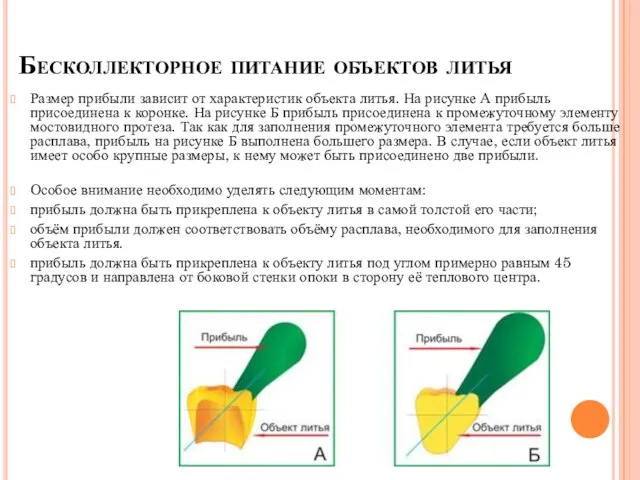
- 9. В случае присоединения литникового канала к промежуточному элементу мостовидного протеза, сформированная на канале прибыль по объему
- 10. Размер прибыли зависит от характеристик объекта литья. На рисунке А прибыль присоединена к коронке. На рисунке
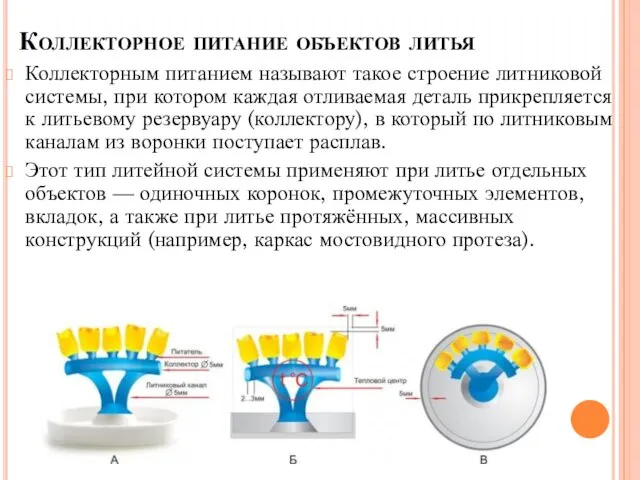
- 11. Коллекторным питанием называют такое строение литниковой системы, при котором каждая отливаемая деталь прикрепляется к литьевому резервуару
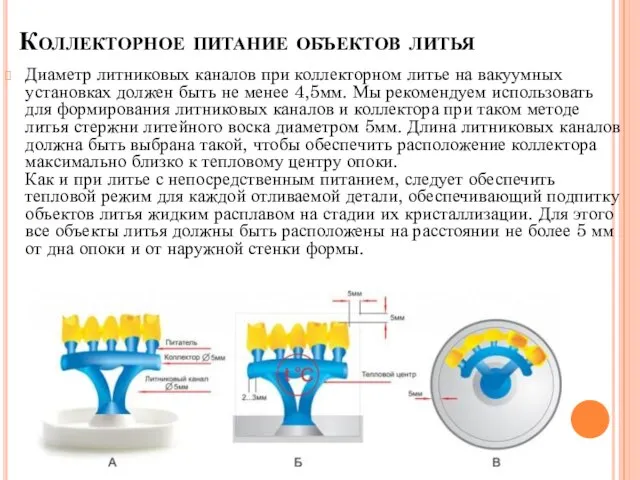
- 12. Диаметр литниковых каналов при коллекторном литье на вакуумных установках должен быть не менее 4,5мм. Мы рекомендуем
- 13. Форма и размеры опоки выбираются исходя из характеристик восковой композиции. Обязательным условием является выполнение условий правильного
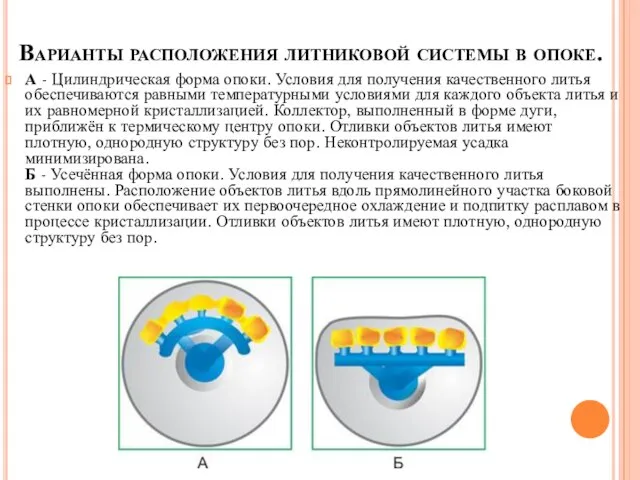
- 14. А - Цилиндрическая форма опоки. Условия для получения качественного литья обеспечиваются равными температурными условиями для каждого
- 15. В - Усечённая форма опоки. Условия для получения качественного литья выполнены. Объекты литья расположены на минимальном
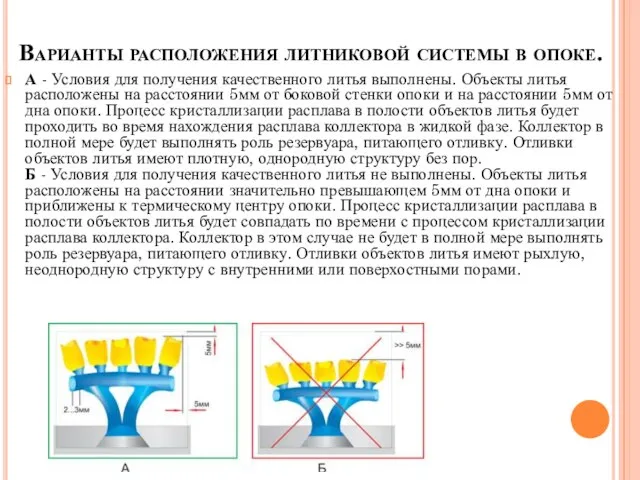
- 16. А - Условия для получения качественного литья выполнены. Объекты литья расположены на расстоянии 5мм от боковой
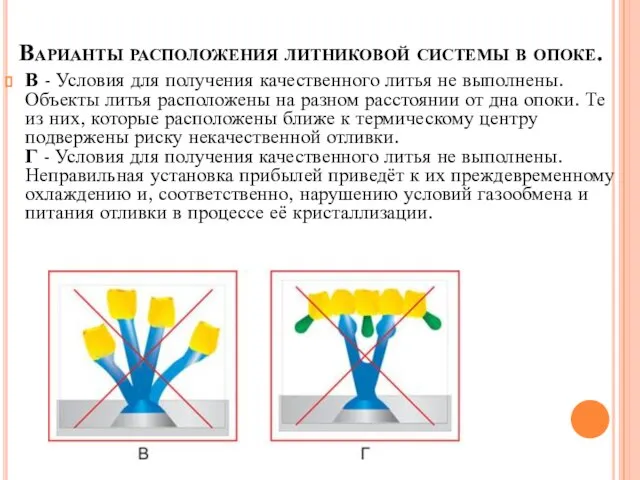
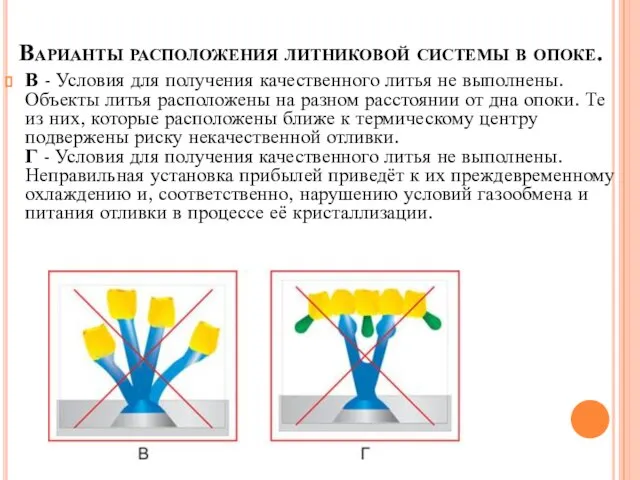
- 17. В - Условия для получения качественного литья не выполнены. Объекты литья расположены на разном расстоянии от
- 18. В - Условия для получения качественного литья не выполнены. Объекты литья расположены на разном расстоянии от
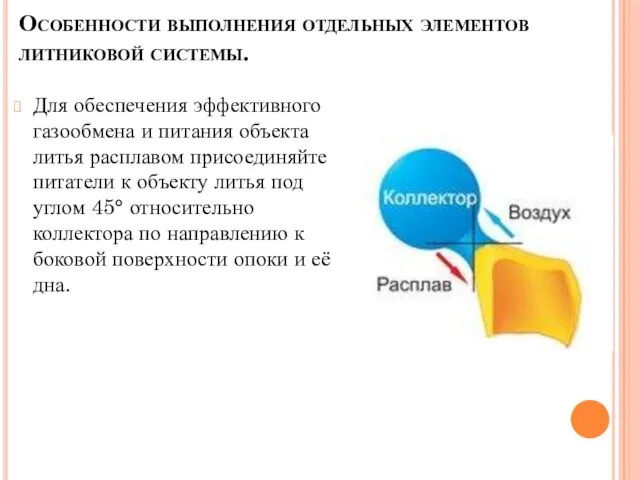
- 19. Для обеспечения эффективного газообмена и питания объекта литья расплавом присоединяйте питатели к объекту литья под углом
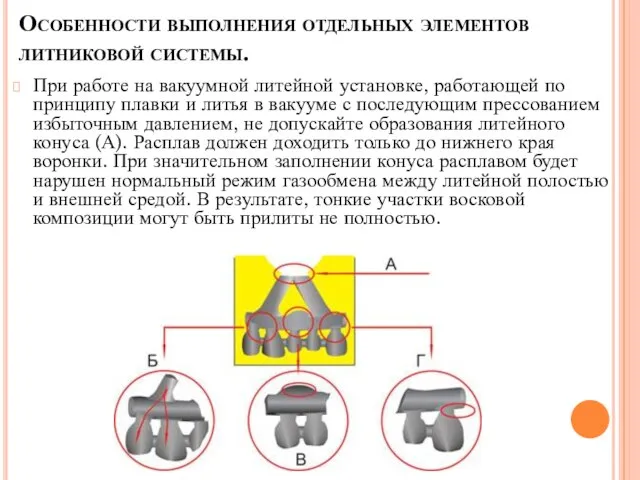
- 20. При работе на вакуумной литейной установке, работающей по принципу плавки и литья в вакууме с последующим
- 22. Скачать презентацию
Слайд 2Основные типы литниковых систем
Существует три основных способа построения литниковой системы.
Непосредственное питание объектов
Основные типы литниковых систем
Существует три основных способа построения литниковой системы.
Непосредственное питание объектов
Слайд 3Непосредственное питание объектов литья
Непосредственным питанием называют такое строение литниковой системы, при котором
Непосредственное питание объектов литья
Непосредственным питанием называют такое строение литниковой системы, при котором
Слайд 4Этот тип литейной системы применяют при литье отдельных объектов — одиночных коронок,
Этот тип литейной системы применяют при литье отдельных объектов — одиночных коронок,
Слайд 5Если в собранной форме размещается несколько объектов с отдельным питанием, следует обеспечить
Если в собранной форме размещается несколько объектов с отдельным питанием, следует обеспечить
Слайд 6Бесколлекторное питание объектов литья
Бесколлекторное питание объектов литья представляет собой разновидность непосредственного питания.
Бесколлекторное питание объектов литья
Бесколлекторное питание объектов литья представляет собой разновидность непосредственного питания.
Слайд 7Взаимное расположение элементов литниковой системы в данном случае подчиняется общему правилу: объекты
Взаимное расположение элементов литниковой системы в данном случае подчиняется общему правилу: объекты
Слайд 8Основными факторами, определяющими диаметр литниковых каналов являются свойства сплава (его жидкотекучесть и
Основными факторами, определяющими диаметр литниковых каналов являются свойства сплава (его жидкотекучесть и
Слайд 9В случае присоединения литникового канала к промежуточному элементу мостовидного протеза, сформированная на
В случае присоединения литникового канала к промежуточному элементу мостовидного протеза, сформированная на
Слайд 10Размер прибыли зависит от характеристик объекта литья. На рисунке А прибыль присоединена
Размер прибыли зависит от характеристик объекта литья. На рисунке А прибыль присоединена
Слайд 11Коллекторным питанием называют такое строение литниковой системы, при котором каждая отливаемая деталь
Коллекторным питанием называют такое строение литниковой системы, при котором каждая отливаемая деталь
Слайд 12Диаметр литниковых каналов при коллекторном литье на вакуумных установках должен быть не
Диаметр литниковых каналов при коллекторном литье на вакуумных установках должен быть не
Слайд 13Форма и размеры опоки выбираются исходя из характеристик восковой композиции. Обязательным условием
Форма и размеры опоки выбираются исходя из характеристик восковой композиции. Обязательным условием
Слайд 14А - Цилиндрическая форма опоки. Условия для получения качественного литья обеспечиваются равными температурными
А - Цилиндрическая форма опоки. Условия для получения качественного литья обеспечиваются равными температурными
Слайд 15В - Усечённая форма опоки. Условия для получения качественного литья выполнены. Объекты литья
В - Усечённая форма опоки. Условия для получения качественного литья выполнены. Объекты литья

Слайд 16А - Условия для получения качественного литья выполнены. Объекты литья расположены на расстоянии
А - Условия для получения качественного литья выполнены. Объекты литья расположены на расстоянии
Слайд 17В - Условия для получения качественного литья не выполнены. Объекты литья расположены на
В - Условия для получения качественного литья не выполнены. Объекты литья расположены на
Слайд 18В - Условия для получения качественного литья не выполнены. Объекты литья расположены на
В - Условия для получения качественного литья не выполнены. Объекты литья расположены на
Слайд 19Для обеспечения эффективного газообмена и питания объекта литья расплавом присоединяйте питатели к
Для обеспечения эффективного газообмена и питания объекта литья расплавом присоединяйте питатели к
Слайд 20При работе на вакуумной литейной установке, работающей по принципу плавки и литья
При работе на вакуумной литейной установке, работающей по принципу плавки и литья
 Технология работы над сочинением-рассуждением
Технология работы над сочинением-рассуждением Przydomowa Oczyszalnia Ścieków
Przydomowa Oczyszalnia Ścieków Эротизация в рекламе
Эротизация в рекламе ОСОБЕННОСТИ ДЕФЕКТООБРАЗОВАНИЯ ПРИ ВЫРАЩИВАНИИ БЕЗДИСЛОКАЦИОННЫХ МОНОКРИСТАЛЛОВ КРЕМНИЯ И ТЕРМООБРАБОТКЕ ПЛАСТИН
ОСОБЕННОСТИ ДЕФЕКТООБРАЗОВАНИЯ ПРИ ВЫРАЩИВАНИИ БЕЗДИСЛОКАЦИОННЫХ МОНОКРИСТАЛЛОВ КРЕМНИЯ И ТЕРМООБРАБОТКЕ ПЛАСТИН Воздушно-десантные войска Российской Федерации
Воздушно-десантные войска Российской Федерации Загальні відомості про теорію систем і системний аналіз
Загальні відомості про теорію систем і системний аналіз The Tower of London
The Tower of London Эсхатология. Последние явления и события
Эсхатология. Последние явления и события Черт вас возьми, степи,
Черт вас возьми, степи, Pasaulio virtuve japonija
Pasaulio virtuve japonija Добро и зло в сказке Ханса Кристиана Андерсена «Снежная королева»
Добро и зло в сказке Ханса Кристиана Андерсена «Снежная королева» Иван Александрович Гончаров 1812 – 1891г.г
Иван Александрович Гончаров 1812 – 1891г.г Презентация на тему ПРЕДПОСЫЛКИ И ЭТАПЫ РАЗВИТИЯ НАУКИ
Презентация на тему ПРЕДПОСЫЛКИ И ЭТАПЫ РАЗВИТИЯ НАУКИ  Олимпида 2020
Олимпида 2020 Военная биография моего прадеда Нестерова Михаила Нестеровича
Военная биография моего прадеда Нестерова Михаила Нестеровича Игра волейбол
Игра волейбол Important Information
Important Information Презентация на тему Модерн
Презентация на тему Модерн Плюсы членов профсоюза
Плюсы членов профсоюза Формы и методы работы учителя по развитию творческих способностей учащихся на уроках музыки»
Формы и методы работы учителя по развитию творческих способностей учащихся на уроках музыки» «Как повысить эффективность размещения на прайсовых площадках?
«Как повысить эффективность размещения на прайсовых площадках? Прямоугольный треугольник 8 класс
Прямоугольный треугольник 8 класс Удмуртский народный костюм
Удмуртский народный костюм Бизнес-план бара Пивная закуска
Бизнес-план бара Пивная закуска Работа мышц
Работа мышц Основные особенности SureLATCH™ – быстрая, удобная и безопасная установка кресла Infinite Slide™ – простая и безопасная регулировка плече
Основные особенности SureLATCH™ – быстрая, удобная и безопасная установка кресла Infinite Slide™ – простая и безопасная регулировка плече Что такое право
Что такое право Презентация к уроку по курсу «Окружающий мир» 1 класс
Презентация к уроку по курсу «Окружающий мир» 1 класс