- Вкр: повышение эффективности работы установки гидроочистки за счет оптимизации блока стабилизации

Содержание
- 2. Цель дипломной работы-проекта: выбор режимов работы стабилизационной колонны, позволяющих снизить конец кипения отгона на 15-200С для
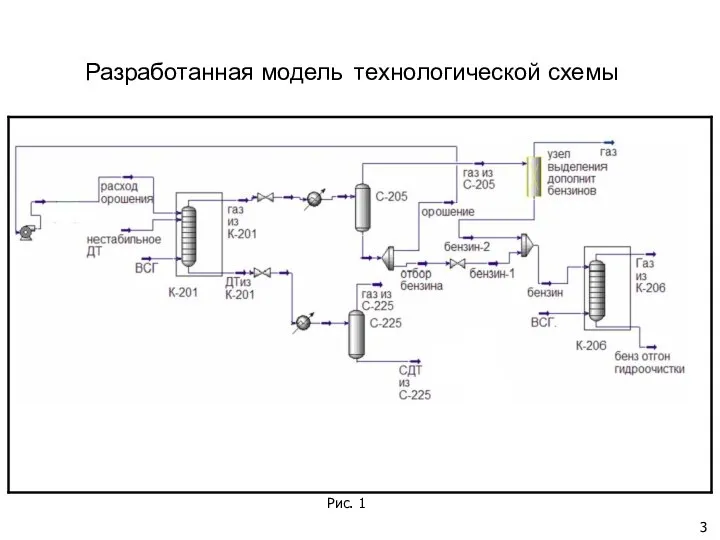
- 3. Разработанная модель технологической схемы Рис. 1 3
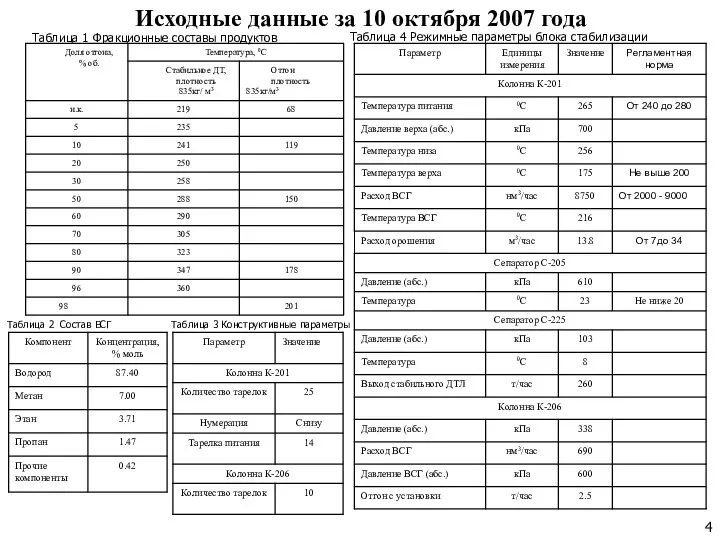
- 4. Исходные данные за 10 октября 2007 года Таблица 4 Режимные параметры блока стабилизации Таблица 1 Фракционные
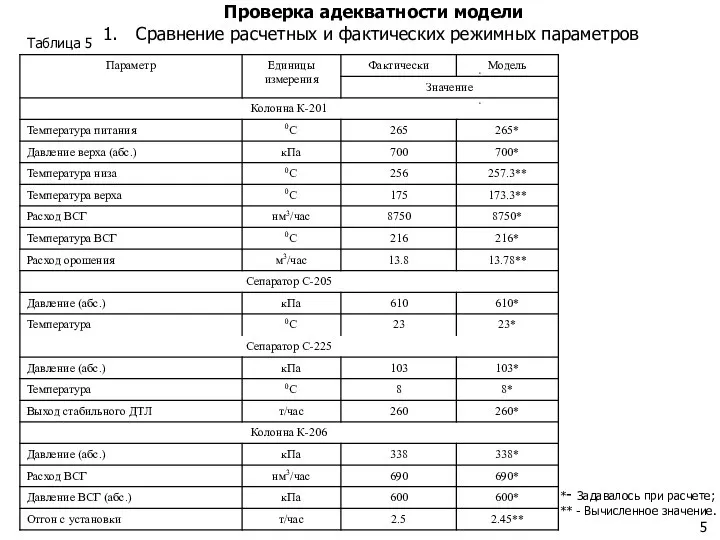
- 5. Проверка адекватности модели Сравнение расчетных и фактических режимных параметров *- Задавалось при расчете; ** - Вычисленное
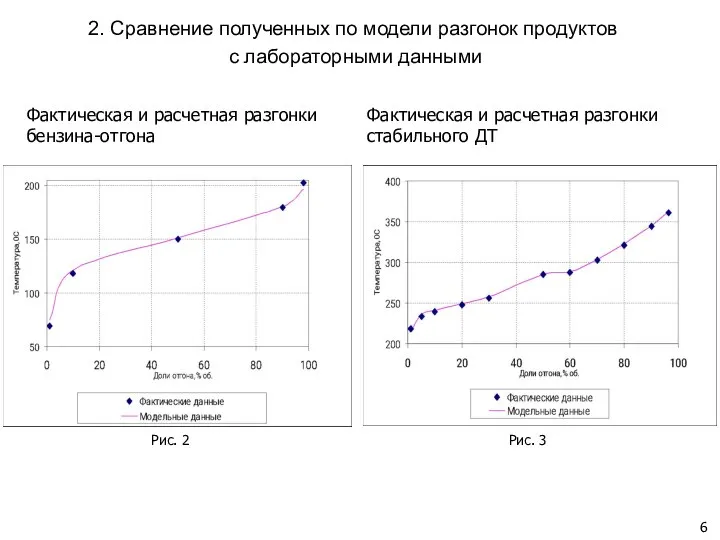
- 6. 2. Сравнение полученных по модели разгонок продуктов с лабораторными данными Фактическая и расчетная разгонки бензина-отгона Фактическая
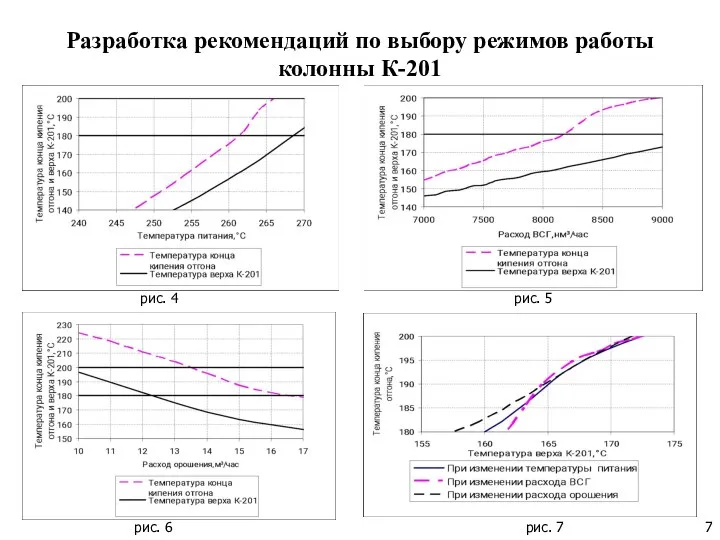
- 7. Разработка рекомендаций по выбору режимов работы колонны К-201 рис. 4 рис. 5 рис. 7 рис. 6
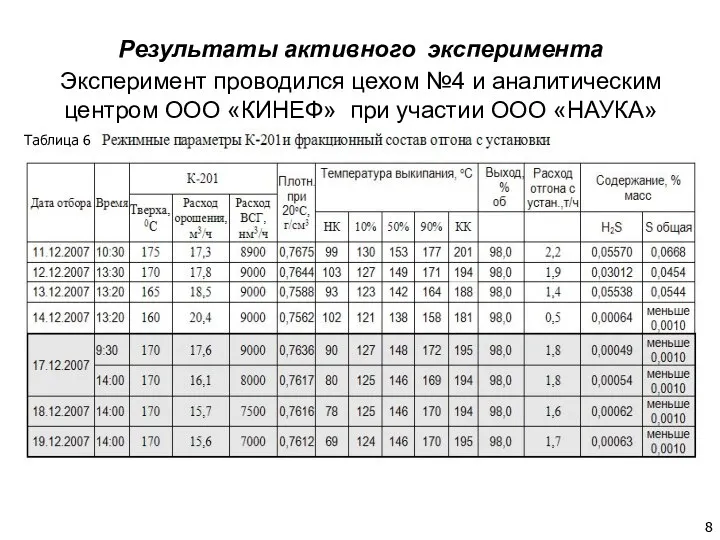
- 8. Результаты активного эксперимента Эксперимент проводился цехом №4 и аналитическим центром ООО «КИНЕФ» при участии ООО «НАУКА»
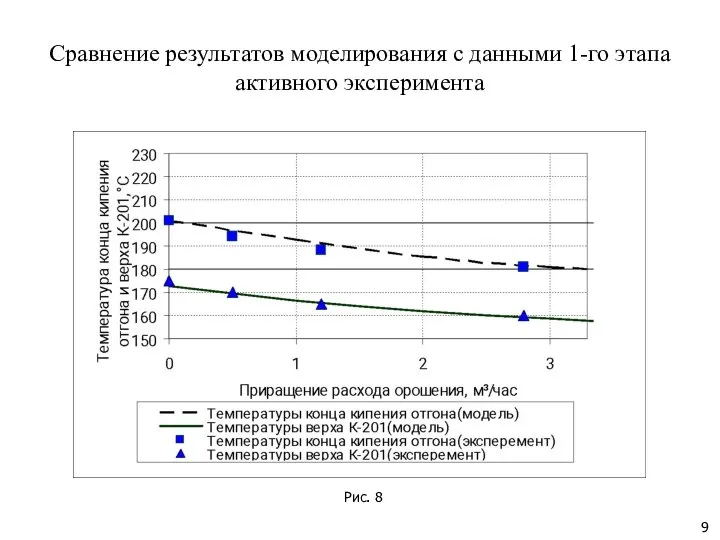
- 9. Сравнение результатов моделирования с данными 1-го этапа активного эксперимента Рис. 8 9
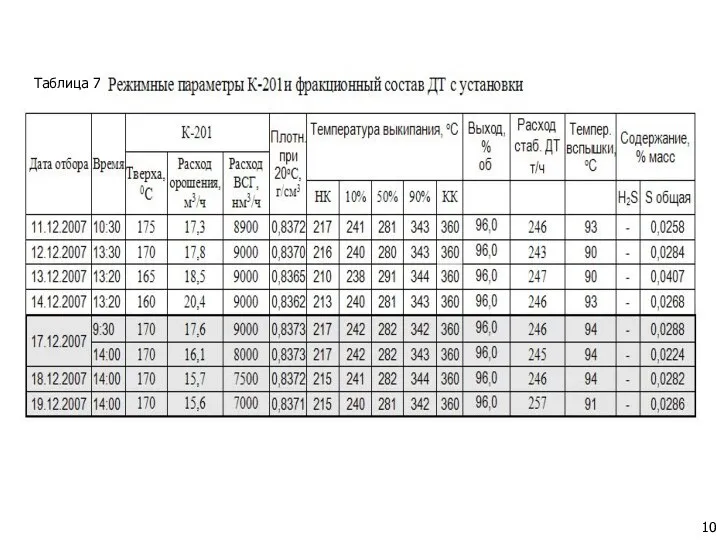
- 10. 10 Таблица 7
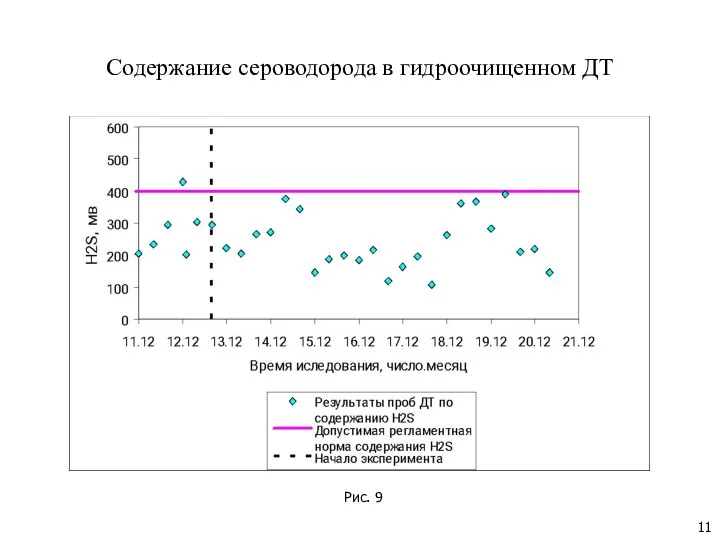
- 11. Содержание сероводорода в гидроочищенном ДТ Рис. 9 11
- 12. Экономическая оценка принятых проектных решений 1. Существующий вариант Количество легких углеводородов – 2.2 т/ч Отводятся как
- 13. выводы Температура конца кипения бензина-отгона может быть снижена на 15-20оС за счет изменения режима работы К-201
- 14. Первая стадия эксперимента Расход орошения К-201, м3/ч Расход отгона из К-201, м3/ч Температура верха К-201,0С Расход
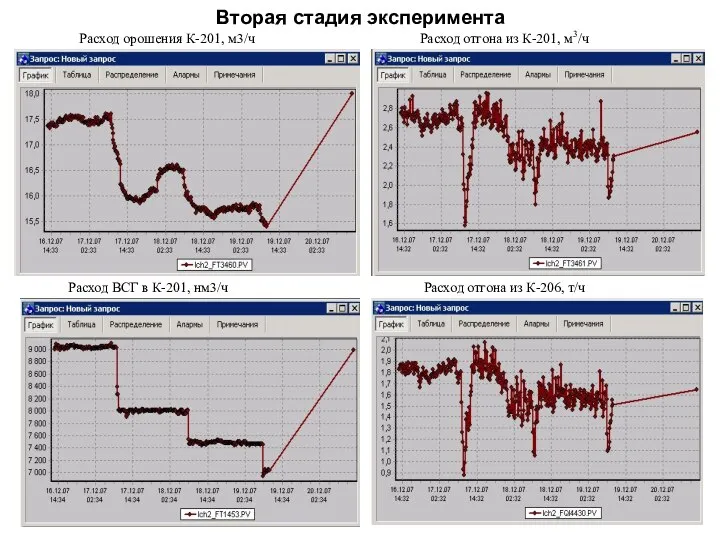
- 15. Вторая стадия эксперимента Расход орошения К-201, м3/ч Расход ВСГ в К-201, нм3/ч Расход отгона из К-201,
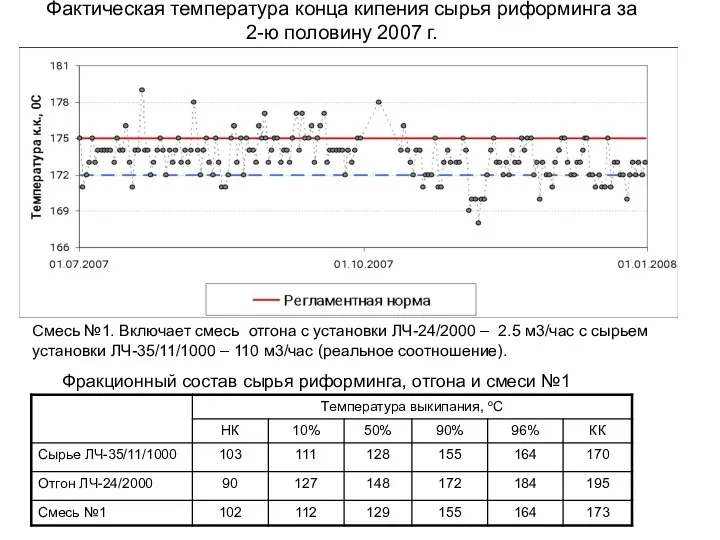
- 16. Фактическая температура конца кипения сырья риформинга за 2-ю половину 2007 г. Фракционный состав сырья риформинга, отгона
- 18. Скачать презентацию
Слайд 2Цель дипломной работы-проекта:
выбор режимов работы стабилизационной колонны, позволяющих снизить конец кипения
Цель дипломной работы-проекта: выбор режимов работы стабилизационной колонны, позволяющих снизить конец кипения
Слайд 3
Разработанная модель технологической схемы
Рис. 1
3
Разработанная модель технологической схемы
Рис. 1
3
Слайд 4Исходные данные за 10 октября 2007 года
Таблица 4 Режимные параметры блока
Исходные данные за 10 октября 2007 года
Таблица 4 Режимные параметры блока
Слайд 5Проверка адекватности модели
Сравнение расчетных и фактических режимных параметров
*- Задавалось при
Сравнение расчетных и фактических режимных параметров
*- Задавалось при
Слайд 62. Сравнение полученных по модели разгонок продуктов
с лабораторными данными
Фактическая и
2. Сравнение полученных по модели разгонок продуктов
с лабораторными данными
Фактическая и
Слайд 7Разработка рекомендаций по выбору режимов работы колонны К-201
рис. 4
рис. 5
рис. 7
рис. 6
Разработка рекомендаций по выбору режимов работы колонны К-201
рис. 4
рис. 5
рис. 7
рис. 6
Слайд 8Результаты активного эксперимента
Эксперимент проводился цехом №4 и аналитическим центром ООО «КИНЕФ» при
Результаты активного эксперимента Эксперимент проводился цехом №4 и аналитическим центром ООО «КИНЕФ» при
Слайд 9Сравнение результатов моделирования с данными 1-го этапа активного эксперимента
Рис. 8
9
Сравнение результатов моделирования с данными 1-го этапа активного эксперимента
Рис. 8
9
Слайд 10 10
Таблица 7
10
Таблица 7
Слайд 11Содержание сероводорода в гидроочищенном ДТ
Рис. 9
11
Содержание сероводорода в гидроочищенном ДТ
Рис. 9
11
Слайд 12Экономическая оценка принятых проектных решений
1. Существующий вариант
Количество легких углеводородов – 2.2 т/ч
Экономическая оценка принятых проектных решений
1. Существующий вариант
Количество легких углеводородов – 2.2 т/ч
Слайд 13выводы
Температура конца кипения бензина-отгона может быть снижена на 15-20оС за счет изменения
выводы
Температура конца кипения бензина-отгона может быть снижена на 15-20оС за счет изменения
Слайд 14Первая стадия эксперимента
Расход орошения К-201, м3/ч
Расход отгона из К-201, м3/ч
Первая стадия эксперимента
Расход орошения К-201, м3/ч
Расход отгона из К-201, м3/ч

Слайд 15Вторая стадия эксперимента
Расход орошения К-201, м3/ч
Расход ВСГ в К-201, нм3/ч
Вторая стадия эксперимента
Расход орошения К-201, м3/ч
Расход ВСГ в К-201, нм3/ч
Слайд 16Фактическая температура конца кипения сырья риформинга за 2-ю половину 2007 г.
Фракционный состав
Фактическая температура конца кипения сырья риформинга за 2-ю половину 2007 г.
Фракционный состав
 Голубь мира
Голубь мира Храм книги. Необыкновенные библиотеки. Виртуальная экскурсия
Храм книги. Необыкновенные библиотеки. Виртуальная экскурсия Презентация (1) (1)
Презентация (1) (1) Прогрессивное налогообложение в разных странах
Прогрессивное налогообложение в разных странах Путешествие с приключениями во рту
Путешествие с приключениями во рту СОЗДАНИЕ РАДИОПРОГРАММкак социальной рекламы
СОЗДАНИЕ РАДИОПРОГРАММкак социальной рекламы Евгений Онегин
Евгений Онегин Особенности рельефа России
Особенности рельефа России Презентация на тему Групповая дифференциация и лидерство
Презентация на тему Групповая дифференциация и лидерство Подвиг в тылу
Подвиг в тылу Искусство первобытного человека
Искусство первобытного человека Компьютерное тестирование
Компьютерное тестирование Всероссийская электронная музыкальная библиотека LibMusicЗадачи первого этапа разработки
Всероссийская электронная музыкальная библиотека LibMusicЗадачи первого этапа разработки Тренажёр по английскому языку "Найди рифму"
Тренажёр по английскому языку "Найди рифму" Leadership styles
Leadership styles Зіставна лінгвістика як наука і навчальна дисципліна
Зіставна лінгвістика як наука і навчальна дисципліна Презентация к уроку литературного чтения по теме: В.Ю.Драгунский «Что любит Мишка»
Презентация к уроку литературного чтения по теме: В.Ю.Драгунский «Что любит Мишка» Символика Краснодарского края
Символика Краснодарского края Цвета на грядке
Цвета на грядке Вода-вещество №1
Вода-вещество №1 Фотографии
Фотографии ОСВЕЩЕНИЕ. СВЕТ И ТЕНЬ
ОСВЕЩЕНИЕ. СВЕТ И ТЕНЬ Программируем в Windows Forms
Программируем в Windows Forms  Памяти нашей мамочки посвящается
Памяти нашей мамочки посвящается Анализ учебно-воспитательной работы МОУ « СОШ № 108»
Анализ учебно-воспитательной работы МОУ « СОШ № 108» Финансовая грамотность в event, сметы и планирование
Финансовая грамотность в event, сметы и планирование Выполнила: Лупанова Эмилия ученица 4 «В» класса Руководитель: Кириченко Н. М. Муниципальное общеобразовательное учреждение «Гимна
Выполнила: Лупанова Эмилия ученица 4 «В» класса Руководитель: Кириченко Н. М. Муниципальное общеобразовательное учреждение «Гимна Госпожа Метелиця
Госпожа Метелиця