- ВКР: Разработка технологии инкрементальной штамповки детали

Содержание
- 2. 2 ЦЕЛЬ И ЗАДАЧИ Цель данной работы: усовершенствованный способ инкрементальной штамповки полусферических изделий, по обработки траектории
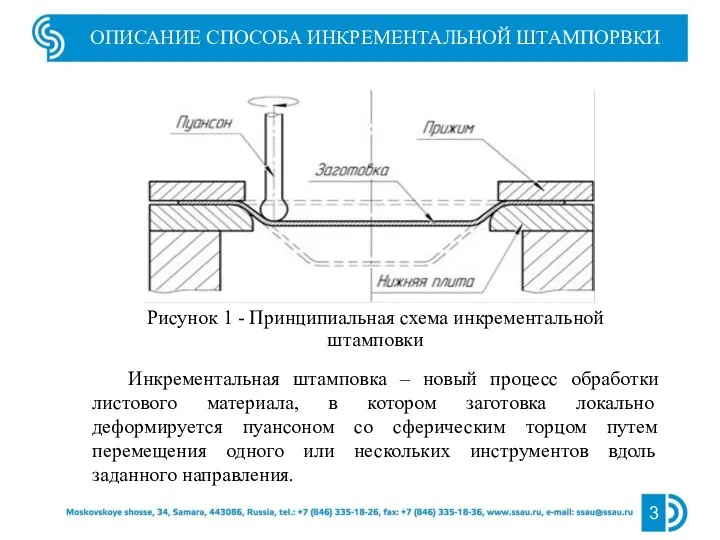
- 3. 3 ОПИСАНИЕ СПОСОБА ИНКРЕМЕНТАЛЬНОЙ ШТАМПОРВКИ Рисунок 1 - Принципиальная схема инкрементальной штамповки Инкрементальная штамповка – новый
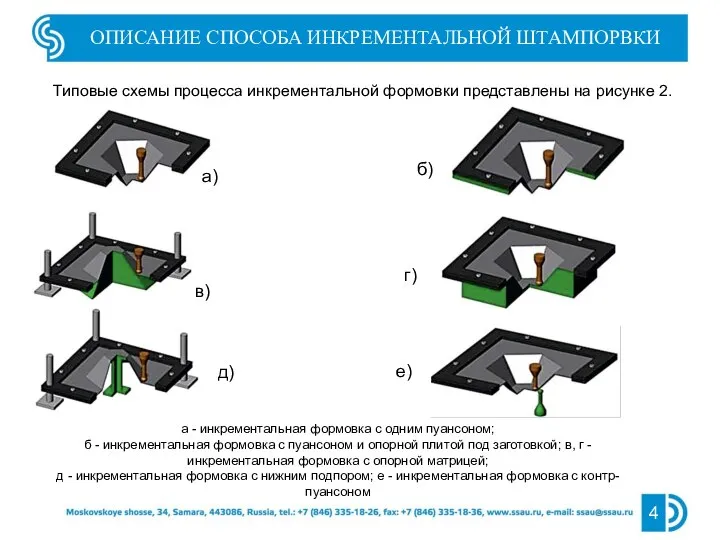
- 4. 4 ОПИСАНИЕ СПОСОБА ИНКРЕМЕНТАЛЬНОЙ ШТАМПОРВКИ Типовые схемы процесса инкрементальной формовки представлены на рисунке 2. а) в)
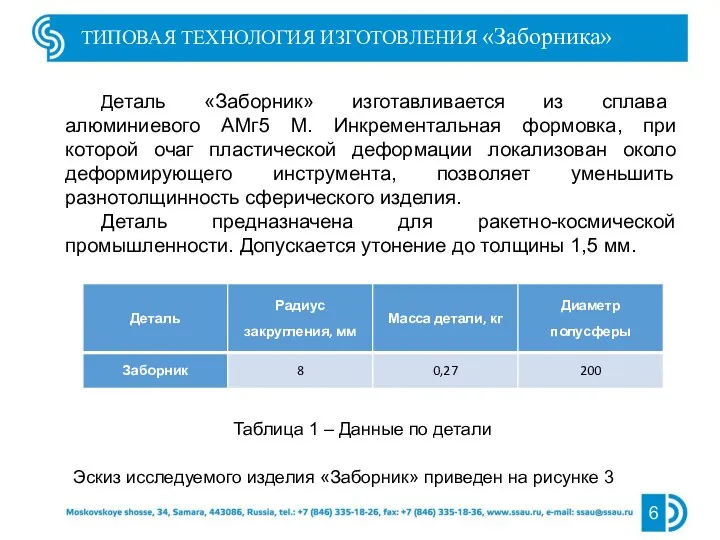
- 5. 6 ТИПОВАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ «Заборника» Деталь «Заборник» изготавливается из сплава алюминиевого АМг5 М. Инкрементальная формовка, при
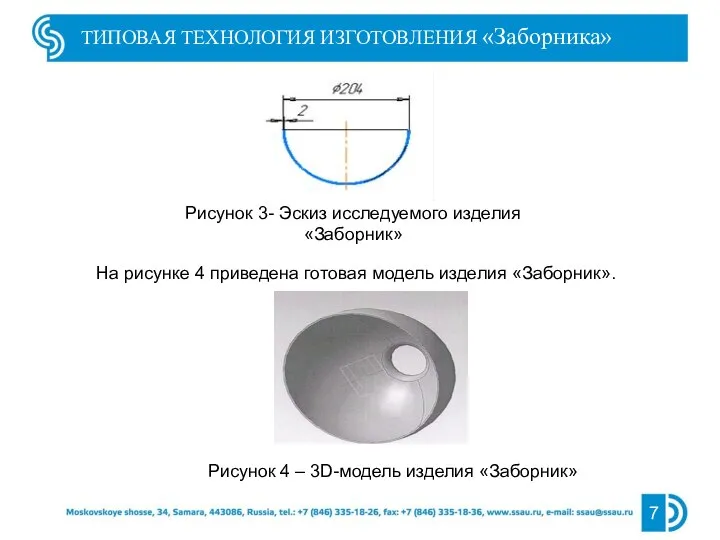
- 6. 7 ТИПОВАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ «Заборника» Рисунок 3- Эскиз исследуемого изделия «Заборник» На рисунке 4 приведена готовая
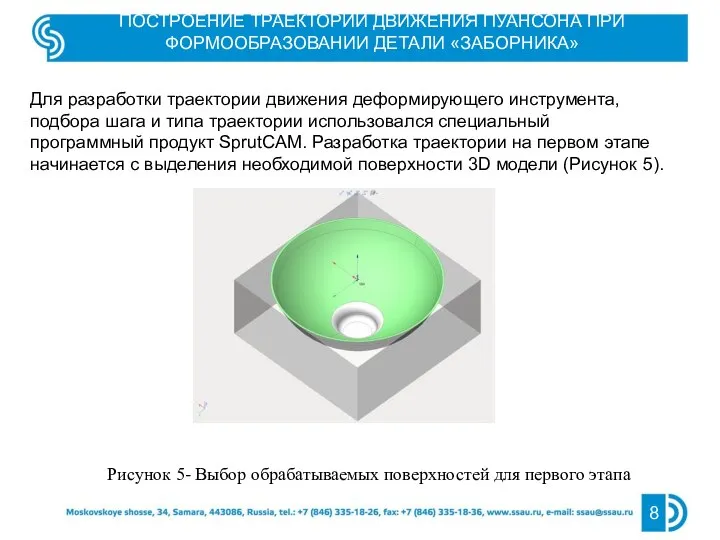
- 7. 8 Рисунок 5- Выбор обрабатываемых поверхностей для первого этапа ПОСТРОЕНИЕ ТРАЕКТОРИИ ДВИЖЕНИЯ ПУАНСОНА ПРИ ФОРМООБРАЗОВАНИИ ДЕТАЛИ
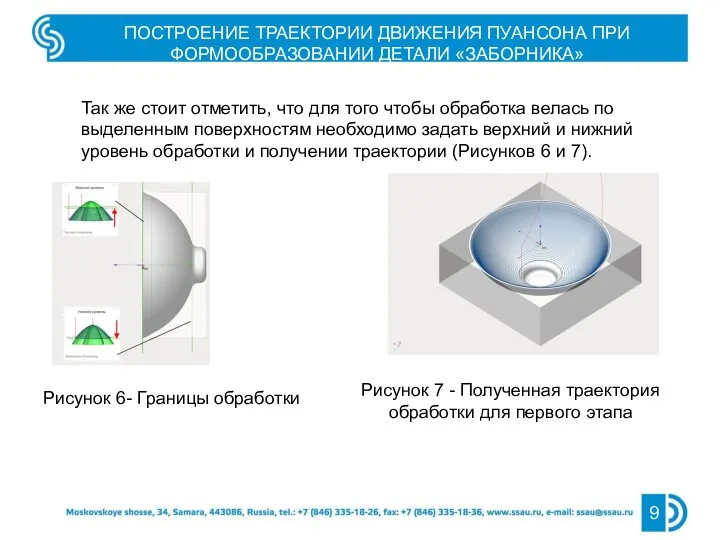
- 8. 9 ПОСТРОЕНИЕ ТРАЕКТОРИИ ДВИЖЕНИЯ ПУАНСОНА ПРИ ФОРМООБРАЗОВАНИИ ДЕТАЛИ «ЗАБОРНИКА» Так же стоит отметить, что для того
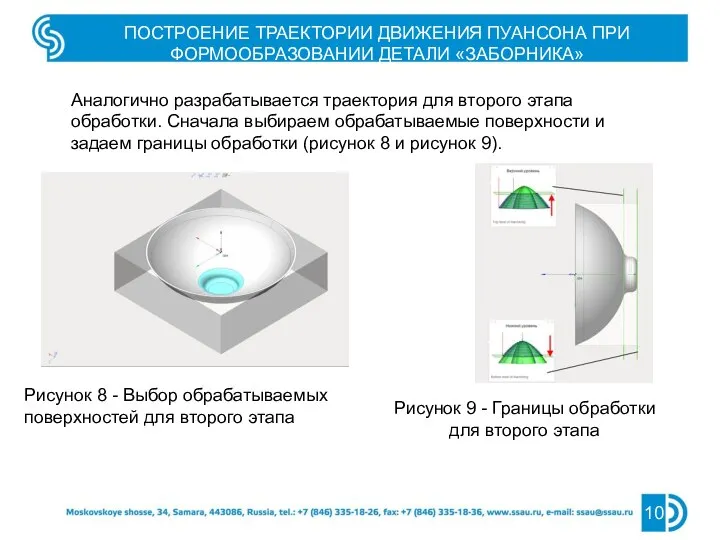
- 9. 10 ПОСТРОЕНИЕ ТРАЕКТОРИИ ДВИЖЕНИЯ ПУАНСОНА ПРИ ФОРМООБРАЗОВАНИИ ДЕТАЛИ «ЗАБОРНИКА» Аналогично разрабатывается траектория для второго этапа обработки.
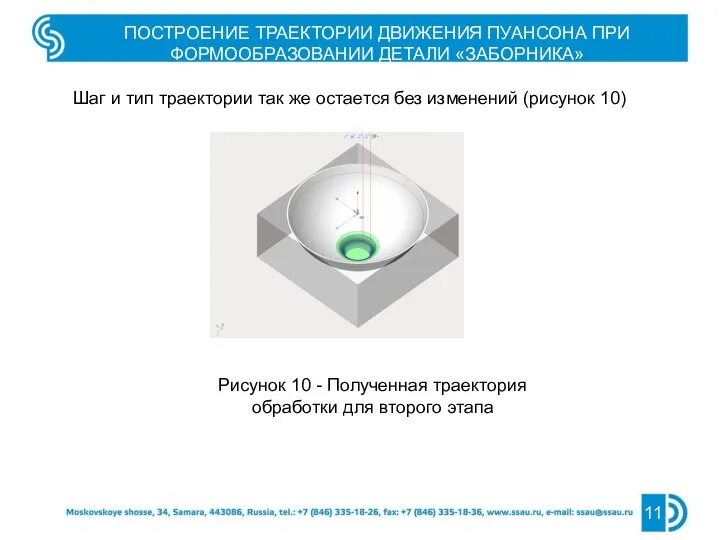
- 10. 11 ПОСТРОЕНИЕ ТРАЕКТОРИИ ДВИЖЕНИЯ ПУАНСОНА ПРИ ФОРМООБРАЗОВАНИИ ДЕТАЛИ «ЗАБОРНИКА» Рисунок 10 - Полученная траектория обработки для
- 11. 12 ОБОРУДОВАНИЕ Установка робота KUKA KR160 R1570 nano производилась в специально подготовленном помещении. На рисунке 11
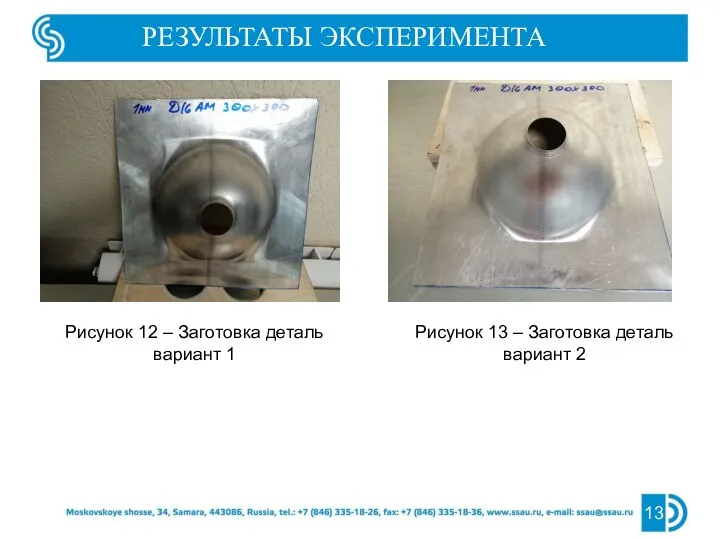
- 12. 13 РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТА Рисунок 12 – Заготовка деталь вариант 1 Рисунок 13 – Заготовка деталь вариант
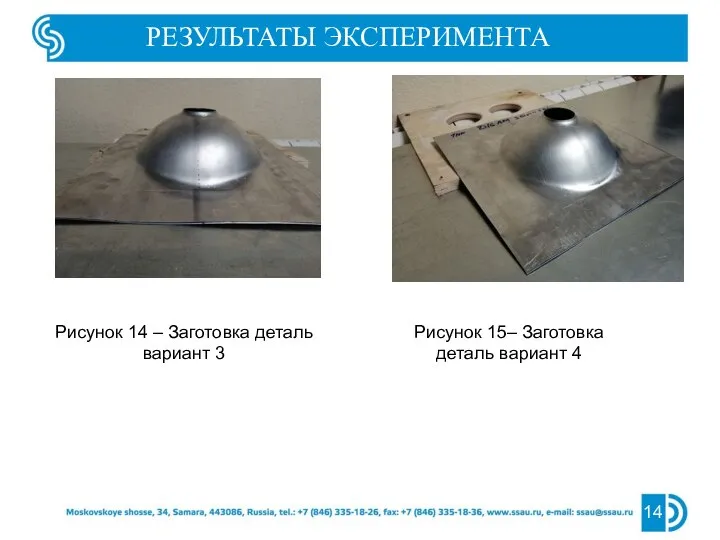
- 13. 14 РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТА Рисунок 14 – Заготовка деталь вариант 3 Рисунок 15– Заготовка деталь вариант 4
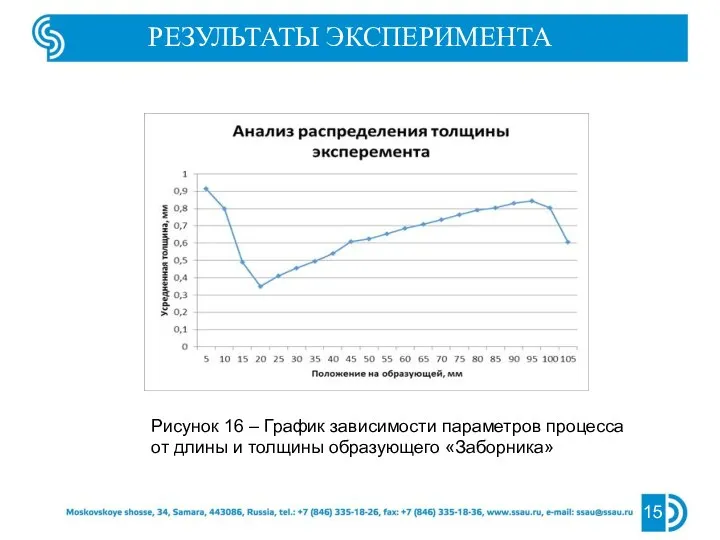
- 14. 15 РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТА Рисунок 16 – График зависимости параметров процесса от длины и толщины образующего «Заборника»
- 15. 16 ЗАКЛЮЧЕНИЕ При выполнении работ проведен анализ способов и схем инкрементальной штамповки, применяемого оборудования и его
- 17. Скачать презентацию
Слайд 22
ЦЕЛЬ И ЗАДАЧИ
Цель данной работы:
усовершенствованный способ инкрементальной штамповки полусферических изделий,
2
ЦЕЛЬ И ЗАДАЧИ
Цель данной работы:
усовершенствованный способ инкрементальной штамповки полусферических изделий,
Слайд 33
ОПИСАНИЕ СПОСОБА ИНКРЕМЕНТАЛЬНОЙ ШТАМПОРВКИ
Рисунок 1 - Принципиальная схема инкрементальной штамповки
Инкрементальная штамповка
3
ОПИСАНИЕ СПОСОБА ИНКРЕМЕНТАЛЬНОЙ ШТАМПОРВКИ
Рисунок 1 - Принципиальная схема инкрементальной штамповки
Инкрементальная штамповка
Слайд 44
ОПИСАНИЕ СПОСОБА ИНКРЕМЕНТАЛЬНОЙ ШТАМПОРВКИ
Типовые схемы процесса инкрементальной формовки представлены на рисунке
4
ОПИСАНИЕ СПОСОБА ИНКРЕМЕНТАЛЬНОЙ ШТАМПОРВКИ
Типовые схемы процесса инкрементальной формовки представлены на рисунке
Слайд 56
ТИПОВАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ «Заборника»
Деталь «Заборник» изготавливается из сплава алюминиевого АМг5 М. Инкрементальная
6
ТИПОВАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ «Заборника»
Деталь «Заборник» изготавливается из сплава алюминиевого АМг5 М. Инкрементальная
Слайд 67
ТИПОВАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ «Заборника»
Рисунок 3- Эскиз исследуемого изделия «Заборник»
На рисунке 4
7
ТИПОВАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ «Заборника»
Рисунок 3- Эскиз исследуемого изделия «Заборник»
На рисунке 4
Слайд 78
Рисунок 5- Выбор обрабатываемых поверхностей для первого этапа
ПОСТРОЕНИЕ ТРАЕКТОРИИ ДВИЖЕНИЯ ПУАНСОНА
8
Рисунок 5- Выбор обрабатываемых поверхностей для первого этапа
ПОСТРОЕНИЕ ТРАЕКТОРИИ ДВИЖЕНИЯ ПУАНСОНА
Слайд 89
ПОСТРОЕНИЕ ТРАЕКТОРИИ ДВИЖЕНИЯ ПУАНСОНА ПРИ ФОРМООБРАЗОВАНИИ ДЕТАЛИ «ЗАБОРНИКА»
Так же стоит отметить, что
9
ПОСТРОЕНИЕ ТРАЕКТОРИИ ДВИЖЕНИЯ ПУАНСОНА ПРИ ФОРМООБРАЗОВАНИИ ДЕТАЛИ «ЗАБОРНИКА»
Так же стоит отметить, что
Слайд 910
ПОСТРОЕНИЕ ТРАЕКТОРИИ ДВИЖЕНИЯ ПУАНСОНА ПРИ ФОРМООБРАЗОВАНИИ ДЕТАЛИ «ЗАБОРНИКА»
Аналогично разрабатывается траектория для второго
10
ПОСТРОЕНИЕ ТРАЕКТОРИИ ДВИЖЕНИЯ ПУАНСОНА ПРИ ФОРМООБРАЗОВАНИИ ДЕТАЛИ «ЗАБОРНИКА»
Аналогично разрабатывается траектория для второго
Слайд 1011
ПОСТРОЕНИЕ ТРАЕКТОРИИ ДВИЖЕНИЯ ПУАНСОНА ПРИ ФОРМООБРАЗОВАНИИ ДЕТАЛИ «ЗАБОРНИКА»
Рисунок 10 - Полученная траектория
11
ПОСТРОЕНИЕ ТРАЕКТОРИИ ДВИЖЕНИЯ ПУАНСОНА ПРИ ФОРМООБРАЗОВАНИИ ДЕТАЛИ «ЗАБОРНИКА»
Рисунок 10 - Полученная траектория
Слайд 1112
ОБОРУДОВАНИЕ
Установка робота KUKA KR160 R1570 nano производилась в специально подготовленном помещении.
12
ОБОРУДОВАНИЕ
Установка робота KUKA KR160 R1570 nano производилась в специально подготовленном помещении.

Слайд 1213
РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТА
Рисунок 12 – Заготовка деталь вариант 1
Рисунок 13 – Заготовка деталь
13
РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТА
Рисунок 12 – Заготовка деталь вариант 1
Рисунок 13 – Заготовка деталь
Слайд 1314
РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТА
Рисунок 14 – Заготовка деталь вариант 3
Рисунок 15– Заготовка деталь вариант
14
РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТА
Рисунок 14 – Заготовка деталь вариант 3
Рисунок 15– Заготовка деталь вариант
Слайд 1415
РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТА
Рисунок 16 – График зависимости параметров процесса от длины и толщины
15
РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТА
Рисунок 16 – График зависимости параметров процесса от длины и толщины
Слайд 1516
ЗАКЛЮЧЕНИЕ
При выполнении работ проведен анализ способов и схем инкрементальной штамповки, применяемого
16
ЗАКЛЮЧЕНИЕ
При выполнении работ проведен анализ способов и схем инкрементальной штамповки, применяемого
 Юридическая клиника ФГБОУ ВПО «Российская правовая академия Министерства Юстиции Российской Федерации»
Юридическая клиника ФГБОУ ВПО «Российская правовая академия Министерства Юстиции Российской Федерации» Очистка поверхностных вод Минско-Вилейской системы
Очистка поверхностных вод Минско-Вилейской системы Опыт разработки для Windows Phone 7 и публикации в Marketplace
Опыт разработки для Windows Phone 7 и публикации в Marketplace Презентация на тему Согласование времен английского языка
Презентация на тему Согласование времен английского языка  Модернизация обслуживания ресторана путем введения систем автоматизации
Модернизация обслуживания ресторана путем введения систем автоматизации Декларационная кампания 2021 года
Декларационная кампания 2021 года Урок математики в 6 классе по теме: «Координатная плоскость»
Урок математики в 6 классе по теме: «Координатная плоскость» 1 декабря – Всемирный день борьбы со СПИДом.
1 декабря – Всемирный день борьбы со СПИДом. Функция y=kx
Функция y=kx Евклидово физическое пространство, циклическое время и универсальность взаимодействий
Евклидово физическое пространство, циклическое время и универсальность взаимодействий Cостояние практики правоприменения в сфере ИКТ
Cостояние практики правоприменения в сфере ИКТ Физика для всех
Физика для всех Чудеса своими руками
Чудеса своими руками На зарядку становись!
На зарядку становись! Главные условия сохранения здоровья: а) Постоянная физическая активность б) ограничение калорийности питания в)отказ от вредных п
Главные условия сохранения здоровья: а) Постоянная физическая активность б) ограничение калорийности питания в)отказ от вредных п Открытие счета
Открытие счета СРАВНИТЕЛЬНЫЙ АНАЛИЗ ДИЗЕЛЬ-ГИДРАВЛИЧЕСКИХ ЛОКОМОТИВОВ (ДГЛ) С ФРИКЦИОННЫМИ (типа KPCS) И ЗУБЧАТЫМИ (типа KPZS) ПРИВОДАМИ
СРАВНИТЕЛЬНЫЙ АНАЛИЗ ДИЗЕЛЬ-ГИДРАВЛИЧЕСКИХ ЛОКОМОТИВОВ (ДГЛ) С ФРИКЦИОННЫМИ (типа KPCS) И ЗУБЧАТЫМИ (типа KPZS) ПРИВОДАМИ Современная финансовая архитектура
Современная финансовая архитектура Основные положения теории принятия управленческих решений
Основные положения теории принятия управленческих решений Эксплуатация пружинных манометров для измерения давления
Эксплуатация пружинных манометров для измерения давления Мемы в промышленности
Мемы в промышленности PlayStation 5: обзор и характеристики
PlayStation 5: обзор и характеристики © Julius Blum GmbH
© Julius Blum GmbH Золотые ворота
Золотые ворота остров
остров Психология и индивидуальные свойства личности
Психология и индивидуальные свойства личности Разделительные знаки Ъ и Ь
Разделительные знаки Ъ и Ь 223-ФЗ: 2020 год в нормативно-правовом регулировании закупок
223-ФЗ: 2020 год в нормативно-правовом регулировании закупок