- Внутренние растягивающие напряжения в отливках из чугуна

Содержание
- 2. Количественный прогноз величины предусадочного расширения чугунных отливок позволяет снизить затраты на производство продукции и ее себестоимость
- 3. Цель работы Показать напряженно-деформированное состояние в отливках из чугуна в зависимости от размера, формы и количества
- 4. Факторы , влияющие на усадочные процессы: Объёмная и линейная усадка различных видов чугунов , %
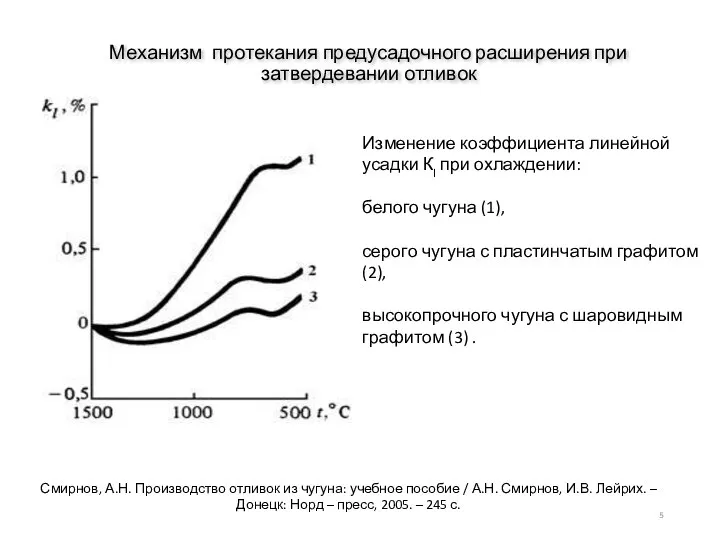
- 5. Механизм протекания предусадочного расширения при затвердевании отливок Изменение коэффициента линейной усадки Кl при охлаждении: белого чугуна
- 6. Срез твердого сплава, имеющий три графитовых включения пластинчатой формы. Срез твердого сплава, имеющий три графитовых включения
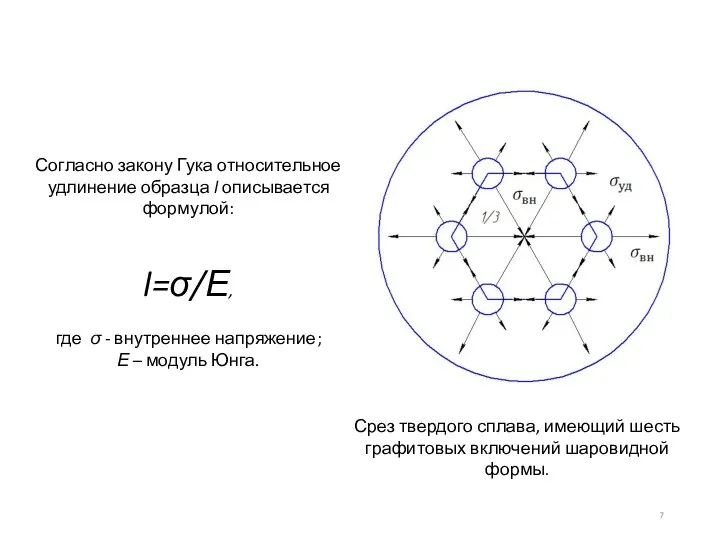
- 7. Срез твердого сплава, имеющий шесть графитовых включений шаровидной формы. Согласно закону Гука относительное удлинение образца l
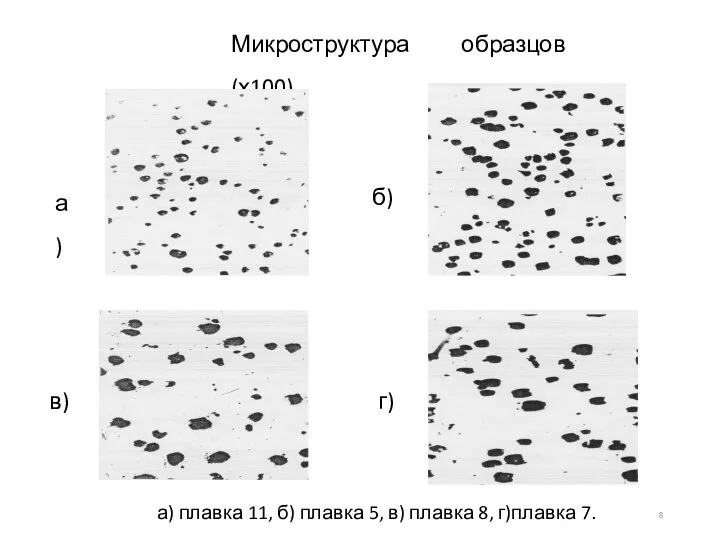
- 8. Микроструктура образцов (х100) в) а) б) г) а) плавка 11, б) плавка 5, в) плавка 8,
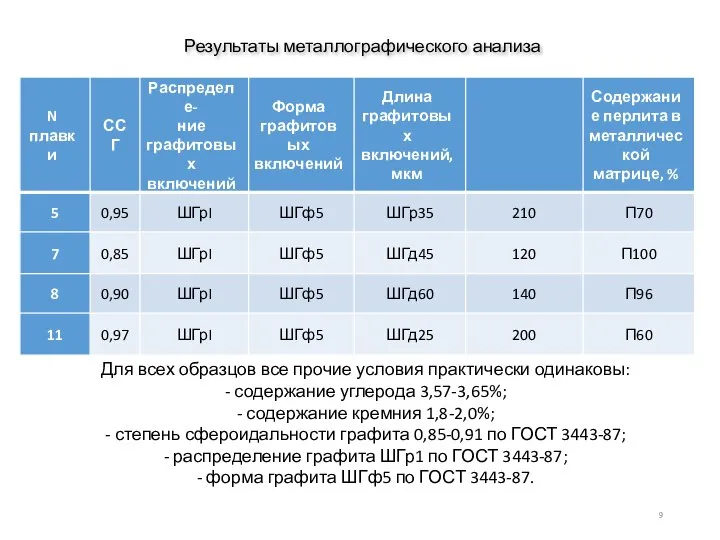
- 9. Результаты металлографического анализа Для всех образцов все прочие условия практически одинаковы: - содержание углерода 3,57-3,65%; -
- 11. Выводы 1. Рассмотрены факторы влияющие на возникновения внутренних растягивающих напряжений в чугунах в зависимости от формы,
- 13. Скачать презентацию
Слайд 2 Количественный прогноз величины предусадочного расширения чугунных отливок позволяет снизить затраты на
Количественный прогноз величины предусадочного расширения чугунных отливок позволяет снизить затраты на
Слайд 3Цель работы
Показать напряженно-деформированное состояние в отливках из чугуна в зависимости от размера,
Цель работы
Показать напряженно-деформированное состояние в отливках из чугуна в зависимости от размера,
Слайд 4Факторы , влияющие на усадочные процессы:
Объёмная и линейная усадка различных видов чугунов
Факторы , влияющие на усадочные процессы:
Объёмная и линейная усадка различных видов чугунов

Слайд 5Механизм протекания предусадочного расширения при затвердевании отливок
Изменение коэффициента линейной усадки Кl при
Механизм протекания предусадочного расширения при затвердевании отливок
Изменение коэффициента линейной усадки Кl при
Слайд 6Срез твердого сплава, имеющий три графитовых включения пластинчатой формы.
Срез твердого сплава, имеющий
Срез твердого сплава, имеющий три графитовых включения пластинчатой формы.
Срез твердого сплава, имеющий
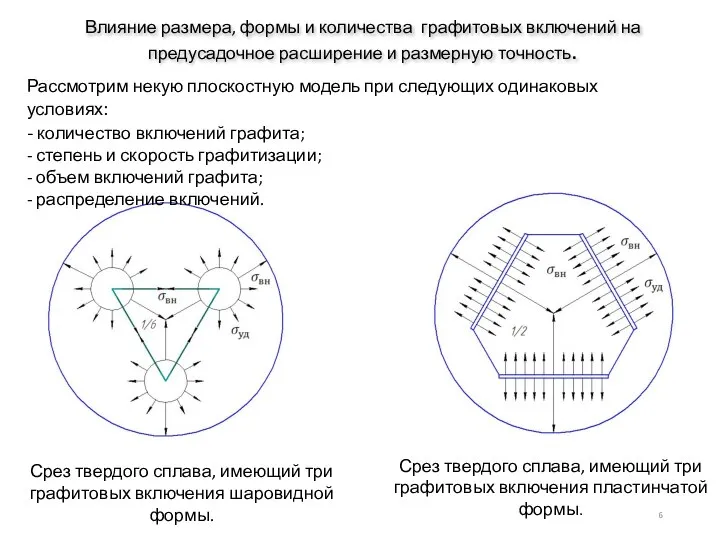
Слайд 7Срез твердого сплава, имеющий шесть графитовых включений шаровидной формы.
Согласно закону Гука относительное
Срез твердого сплава, имеющий шесть графитовых включений шаровидной формы.
Согласно закону Гука относительное
Слайд 8Микроструктура образцов (х100)
в)
а)
б)
г)
а) плавка 11, б) плавка 5, в) плавка 8, г)плавка
Микроструктура образцов (х100)
в)
а)
б)
г)
а) плавка 11, б) плавка 5, в) плавка 8, г)плавка
Слайд 9Результаты металлографического анализа
Для всех образцов все прочие условия практически одинаковы:
- содержание углерода
Результаты металлографического анализа
Для всех образцов все прочие условия практически одинаковы:
- содержание углерода
Слайд 11Выводы
1. Рассмотрены факторы влияющие на возникновения внутренних растягивающих напряжений в чугунах в
Выводы
1. Рассмотрены факторы влияющие на возникновения внутренних растягивающих напряжений в чугунах в
 ALGEBRA_povtorenie
ALGEBRA_povtorenie Презентация на тему Семь чудес света (10 класс)
Презентация на тему Семь чудес света (10 класс) Презентация на тему Фондовая биржа, организация биржевой деятельности
Презентация на тему Фондовая биржа, организация биржевой деятельности Пищевые добавки
Пищевые добавки Скоморохи. Изображение скоморохов русскими художниками
Скоморохи. Изображение скоморохов русскими художниками ПУБЛИЧНЫЙ ОТЧЕТпо итогам 2010-2011 учебного года
ПУБЛИЧНЫЙ ОТЧЕТпо итогам 2010-2011 учебного года С чего начинается Родина. Пешнигорт
С чего начинается Родина. Пешнигорт МОУ СОШ №36
МОУ СОШ №36 Каналообразующие устройства телекоммуникационных устройств и систем
Каналообразующие устройства телекоммуникационных устройств и систем ОМЗ и 1С:Консолидация ПРОФ: цифры и факты
ОМЗ и 1С:Консолидация ПРОФ: цифры и факты Поэма Н.А.Некрасова «Дедушка»
Поэма Н.А.Некрасова «Дедушка» Круговая тренировка из специальных упражнений для совершенствования нападающего удара и блока. Блокирование
Круговая тренировка из специальных упражнений для совершенствования нападающего удара и блока. Блокирование Тумбы под образцы в образцовую
Тумбы под образцы в образцовую "Вместе выше радуги"
"Вместе выше радуги" История кукол
История кукол Этика культуры внешности
Этика культуры внешности Деструктивные культы и общество: симбиоз или паразитизм
Деструктивные культы и общество: симбиоз или паразитизм Проектный продукт. Шаблон
Проектный продукт. Шаблон Проект «Как сделать школу чище?»
Проект «Как сделать школу чище?» ООО «РоСКоМ-ТехМаш»
ООО «РоСКоМ-ТехМаш» Mnogovariantnost_Globalizatsia
Mnogovariantnost_Globalizatsia Штабные учениястратегов бизнес-перемен
Штабные учениястратегов бизнес-перемен за 2009 год
за 2009 год Отчёт о работе бригады Блюз 7 Б класса
Отчёт о работе бригады Блюз 7 Б класса Презентация
Презентация Франческо Петрарка
Франческо Петрарка Statutory warning
Statutory warning  Презентация на тему История числа
Презентация на тему История числа