- Восстановление автомобильных деталей сваркой и наплавкой

Содержание
- 2. Тема5.Л 5. Восстановление автомобильных деталей сваркой и наплавкой. Лекция 5.1. Восстановление деталей из стали
- 3. Вопрос 1. Общие понятия. Вопрос 2. Ручная дуговая сварка. Вопрос 3. Наплавка под слоем флюса. Вопрос
- 4. ЛИТЕРАТУРА 1.Шадричев В.А. Основы технологии автостроения и ремонт автомобилей. Учебник для вузов. – Л.: Машиностроение,1976.(92) 2.Дехтеринский
- 5. Вопрос 1. Общие понятия. Сварка – процесс получения неразъемного соединения деталей посредством установления межатомных связей при
- 6. Все способы сварки делят на сварку плавлением и давлением. Способы сварки плавлением основаны на расплавлении части
- 7. При восстановлении автомобильных деталей широкое применение находят электродуговая, газовая, плазменная и индукционная сварка. Электродуговая сварка в
- 8. При сварке давлением к соединяемым деталям обязательно прикладывается усилие сжатия, которое может сопровождаться нагревом в месте
- 9. Восстановление автомобильных деталей сваркой и наплавкой имеет типовой технологический процесс, который включает: - Подготовку деталей к
- 10. Часто в техпроцесс восстановления детали включается термическая обработка (отжиг, отпуск или закалка) с целью снижения или
- 11. В конструкции автотранспортных средств большинство деталей (80% и более) изготавливаются из углеродистых и легированных сталей. Сталь
- 12. В конструкции автотранспортных средств большинство деталей (80% и более) изготавливаются из углеродистых и легированных сталей. Сталь
- 13. Большинство дефектов стальных деталей (трещины, обломы, пробоины, износы) можно устранять с применением сварки и наплавки. Стали,
- 14. При восстановлении автомобильных деталей, изготовленных из стали, применяют электродуговые способы сварки (ручную штучными электродами, сварку и
- 15. 1. Ручная дуговая сварка При ручной дуговой сварке штучными электродами сварщик вручную перемещает электрод поступательно в
- 16. Сварочные кабеля представляют собой медный многожильный провод с толстой резиновой изоляцией сечением от 30 до 120мм2.
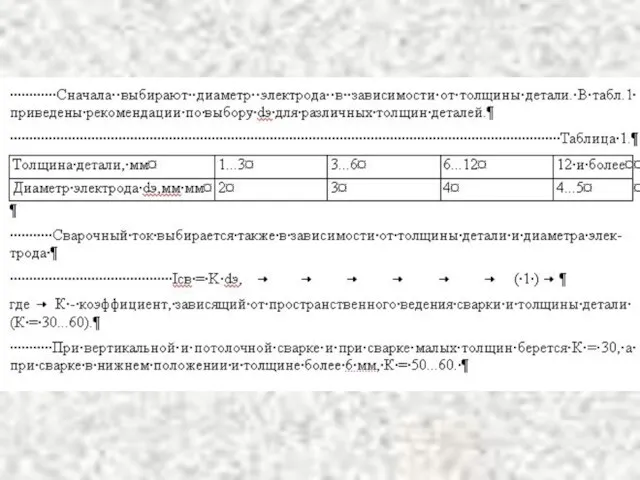
- 18. Качество восстановления ручной сваркой зависит от выбора марки и диаметра электрода, режима сварки, рода тока и
- 19. Электроды для ручной сварки обозначаются буквой «Э» и двумя цифрами, которые свидетельствуют о прочности металла шва
- 21. Нижнее значение коэффициента К = 30 ограничено тепловой мощностью дуги для данного dэ, при которой эффективность
- 22. Области применения - Для заварки трещин, обломов, пробоин при восстановлении деталей из сталей, чугуна и цветных
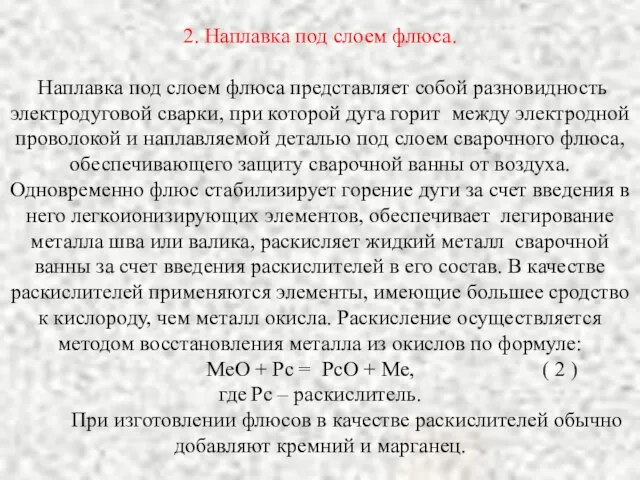
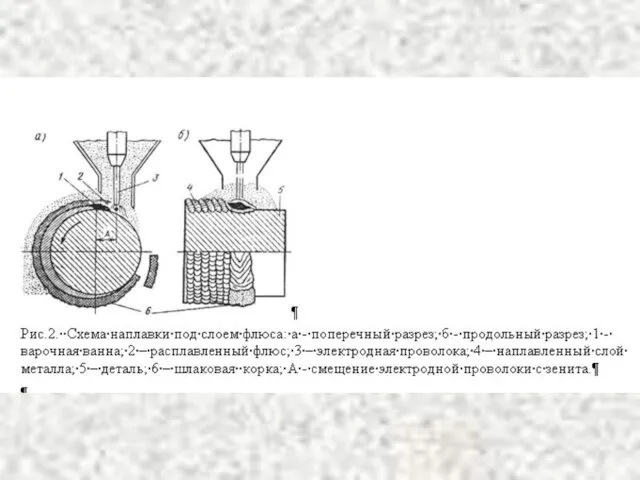
- 23. 2. Наплавка под слоем флюса. Наплавка под слоем флюса представляет собой разновидность электродуговой сварки, при которой
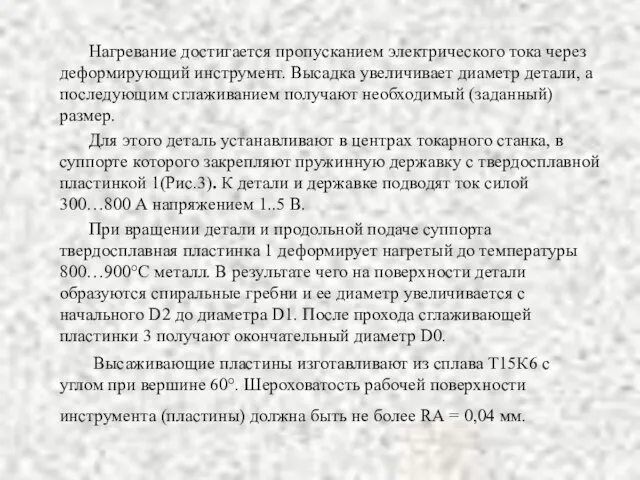
- 24. Нагревание достигается пропусканием электрического тока через деформирующий инструмент. Высадка увеличивает диаметр детали, а последующим сглаживанием получают
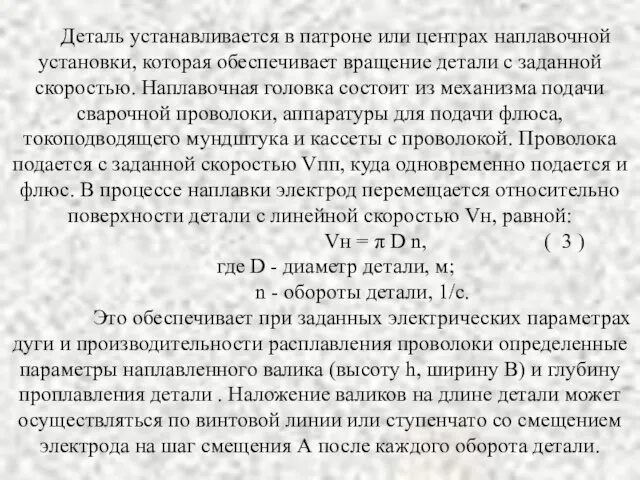
- 26. Деталь устанавливается в патроне или центрах наплавочной установки, которая обеспечивает вращение детали с заданной скоростью. Наплавочная
- 27. Наплавочные материалы К наплавочным материалам относятся флюсы и проволоки. К сварочным флюсам предъявляются следующие требования: -
- 28. Флюсы бывают плавленные, получаемые сплавлением компонентов в электрических или пламенных печах, и неплавленные, получаемые измельчением и
- 29. Наплавочные проволоки делят на три группы: - углеродистые - Нп-30, Нп-40, Нп-65 и др; - легированные
- 30. Параметры режима наплавки выбирают исходя из диаметра и толщины материала детали, требуемой формы и размеров наплавляемого
- 31. Области применения Восстановление коленчатых и распределительных валов, полуосей, валов коробок передач, крестовин большегрузных автомобилей и других
- 32. Недостатки способа - значительный нагрев детали, что ограничивает номенклатуру восстанавливаемых деталей по размерам и структуре; -
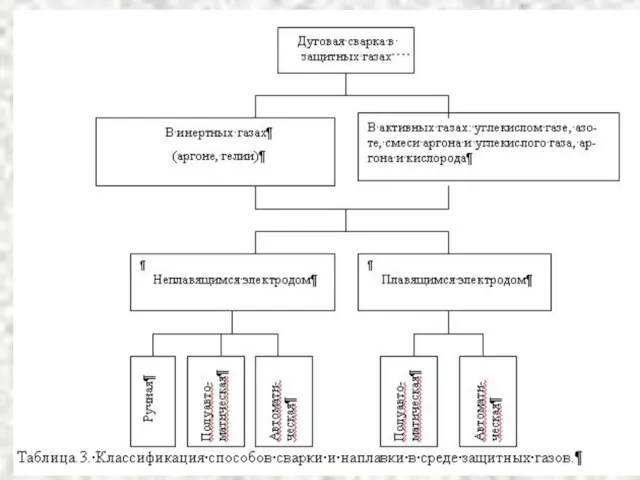
- 33. 4. Сварка и наплавка в среде защитных газов Сущность способа: в зону горения электрической сварочной дуги
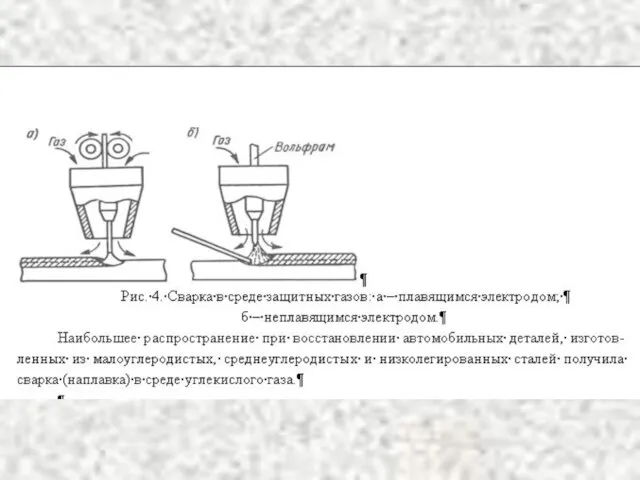
- 35. Сварку (наплавку) в защитных газах ведут как плавящимся, так и неплавящимся (обычно вольфрамовым) электродом. В первом
- 38. В процессе сварки углекислый газ СО2, попадая в высокотемпературную зону горения дуги, диссоциирует 2СО2= 2СО +
- 39. Эти окислы тяжелее жидкого металла и поэтому не всплывают на поверхность сварочной ванны и не растворяются
- 40. Углерод, находящийся в сталях, частично может способствовать раскислению металла с образованием оксида углерода СО, который в
- 41. Для сварки в СО2 применяют сварочные проволоки Св-08ГС, Св-08Г2С, Св-10ГС, Св-18ХГС, Нп-30ХГСА, ПП-АН4, ПП-АН8 и другие
- 42. Сварку в CO2 применяют на АРП при ремонте кузовов, кабин, оперенья, платформ и рам грузовых автомобилей,
- 43. К основным параметрам сварки и наплавки в СО2 относятся: сила сварочного тока - Iсв, А; напряжение
- 44. Достоинства отсутствуют вредные выделения и шлаковая корка; возможность ведения сварки в любом пространственном положении; возможность визуально
- 45. 6. Аргонно-дуговая сварка и наплавка При аргонно-дуговой сварке и наплавке в качестве защитного газа используется аргон,
- 46. Аргонно-дуговая сварка осуществляется неплавящимся или плавящимся электродами. Неплавящимся электродом обычно является пруток диаметром 1...5 мм из
- 47. При зажигании дуги стремятся исключить контакт электрода с изделием либо за счет зажигания дуги на дополнительной
- 48. Достоинства способа -высокое качество шва за счет надежной защиты от воздуха; -высокая производительность процесса (в 3...4
- 50. Кислород (ГОСТ 5583-78) хранят и транспортируют в стальных баллонах вместимостью 40 л под давлением 15 МПа
- 51. При восстановительном пламени берется избыток горючего газа, что позволяет при сварке восстанавливать металлы из окислов, а
- 52. Для защиты расплавленного металла от окисления и удаления окислов иногда применяют флюсы (бура или смесь 50%
- 53. Чтобы сплавы подвергались газовой резке, они должны удовлетворять следующим требованиям: - иметь температуру горения ниже температуры
- 54. Достоинства газовой сварки - простота оборудования и процесса сварки и резки; - дешевизна процесса; - возможность
- 55. 7. Автоматическая вибродуговая наплавка Вибродуговая наплавка является разновидностью наращивания изношенной поверхности детали тел вращения с использованием
- 57. Параметры режима вибродуговой наплавки Сила сварочного тока – Iсв, А. Напряжение на дуге – U∂, В.
- 58. Достоинства – Небольшой нагрев детали (около 200°С). – Малая зона термического влияния. – Возможность получения требуемой
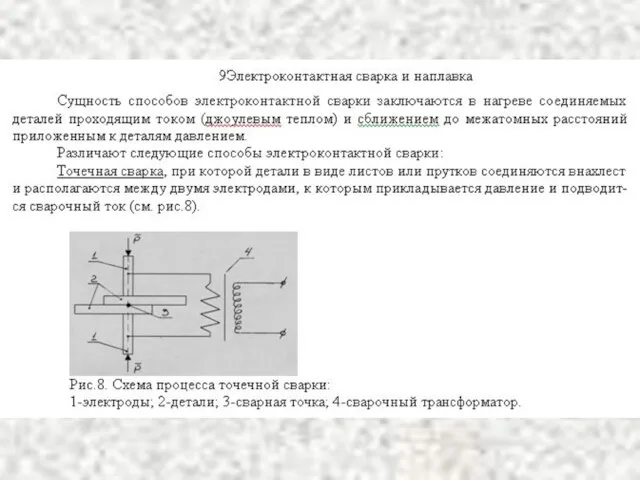
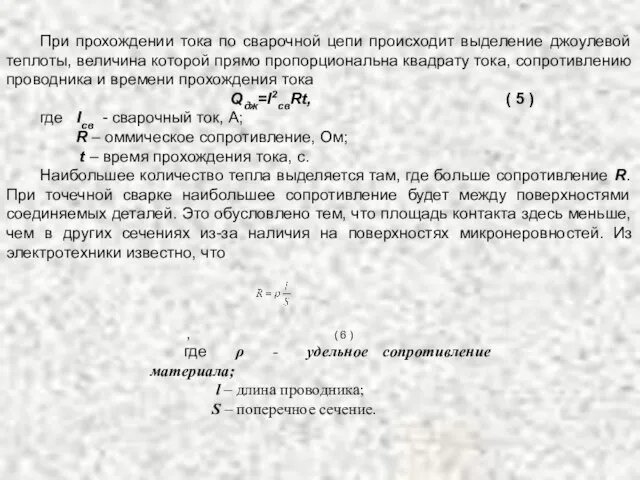
- 60. При прохождении тока по сварочной цепи происходит выделение джоулевой теплоты, величина которой прямо пропорциональна квадрату тока,
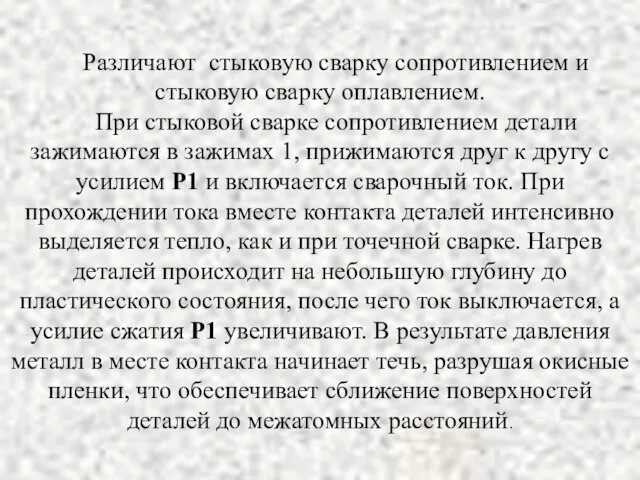
- 62. Различают стыковую сварку сопротивлением и стыковую сварку оплавлением. При стыковой сварке сопротивлением детали зажимаются в зажимах
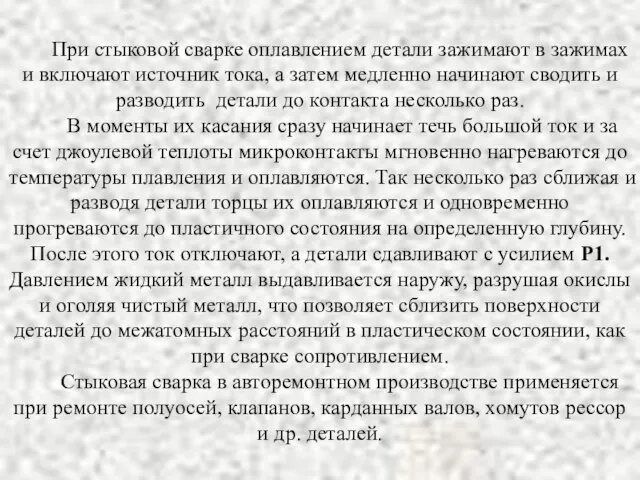
- 63. При стыковой сварке оплавлением детали зажимают в зажимах и включают источник тока, а затем медленно начинают
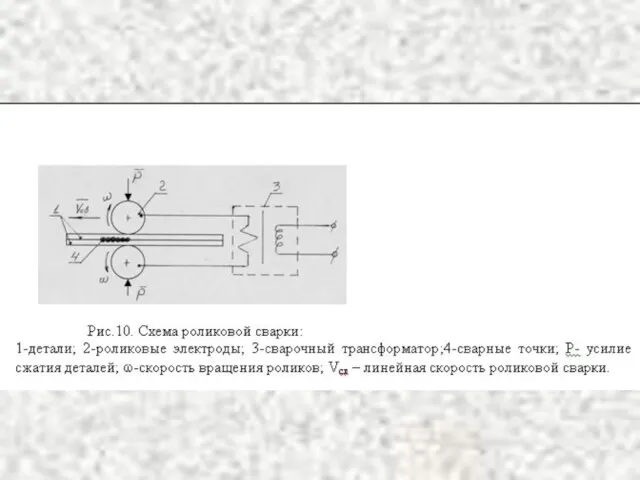
- 64. Роликовая (шовная) сварка имеет электроды в виде роликов, которые вращаются и сдавливают свариваемые листы. Ток включается
- 66. Роликовая сварка нашла широкое применение при восстановлении изношенных деталей путем приварки стальной ленты, проволоки или порошка.
- 67. Технологические особенности восстановления деталей контактной приваркой Технология включает операции подготовки деталей и ленты, приварку ленты и
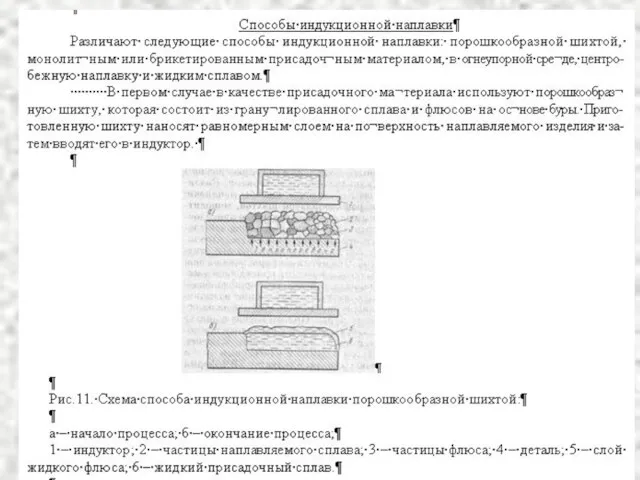
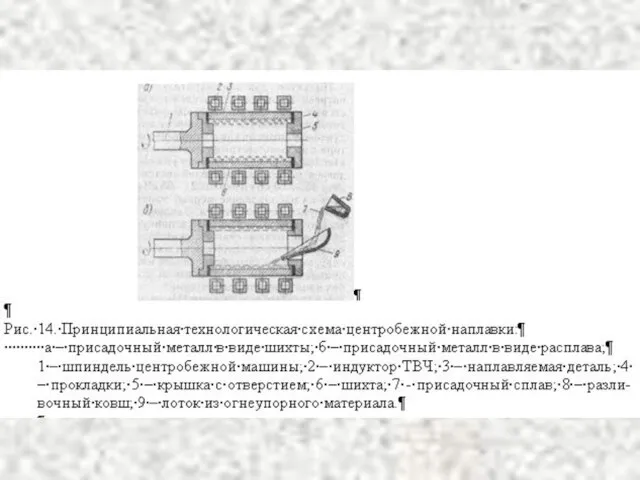
- 68. 10. Индукционная наплавка К отличительным особенностям индукционного нагрева относится бесконтактный способ передачи энергии в нагреваемое изделие
- 69. Установки для индукционной наплавки состоят из следующих элементов: - генератор высокой частоты ; - индуктор (
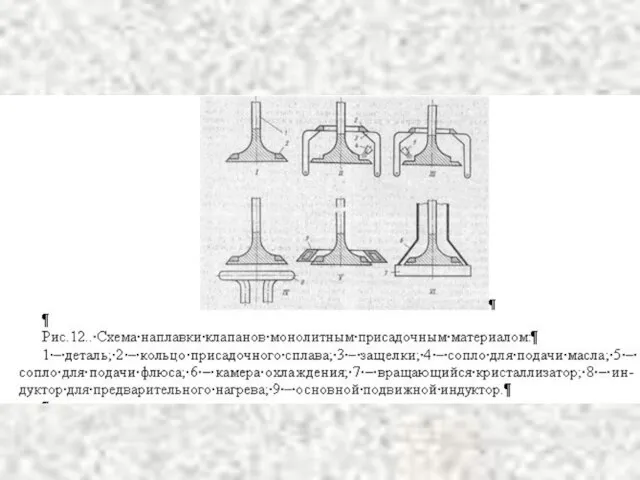
- 71. Наплавка порошкообразной шихтой используется для восстановления фасок клапанов автотракторных двигателей.При наплавке монолитными или брикетированным присадочным материалом
- 76. Скачать презентацию
Слайд 2Тема5.Л 5. Восстановление автомобильных деталей сваркой и наплавкой.
Лекция 5.1.
Восстановление деталей
Тема5.Л 5. Восстановление автомобильных деталей сваркой и наплавкой. Лекция 5.1. Восстановление деталей
Слайд 3Вопрос 1. Общие понятия.
Вопрос 2. Ручная дуговая сварка.
Вопрос 3. Наплавка под
Вопрос 2. Ручная дуговая сварка.
Вопрос 3. Наплавка под
Слайд 4ЛИТЕРАТУРА
1.Шадричев В.А. Основы технологии автостроения и ремонт автомобилей. Учебник для вузов. –
1.Шадричев В.А. Основы технологии автостроения и ремонт автомобилей. Учебник для вузов. –
Слайд 5Вопрос 1. Общие понятия.
Сварка – процесс получения неразъемного соединения деталей посредством установления
Сварка – процесс получения неразъемного соединения деталей посредством установления
Слайд 6Все способы сварки делят на сварку плавлением и давлением. Способы сварки плавлением
Все способы сварки делят на сварку плавлением и давлением. Способы сварки плавлением
Слайд 7При восстановлении автомобильных деталей широкое применение находят электродуговая, газовая, плазменная и индукционная
Слайд 8 При сварке давлением к соединяемым деталям обязательно прикладывается усилие сжатия, которое
При сварке давлением к соединяемым деталям обязательно прикладывается усилие сжатия, которое
Слайд 9Восстановление автомобильных деталей сваркой и наплавкой имеет типовой технологический процесс, который включает:
-
-
Слайд 10 Часто в техпроцесс восстановления детали включается термическая обработка (отжиг, отпуск или
Часто в техпроцесс восстановления детали включается термическая обработка (отжиг, отпуск или
Слайд 11 В конструкции автотранспортных средств большинство деталей (80% и более) изготавливаются из
В конструкции автотранспортных средств большинство деталей (80% и более) изготавливаются из
Слайд 12 В конструкции автотранспортных средств большинство деталей (80% и более) изготавливаются из
В конструкции автотранспортных средств большинство деталей (80% и более) изготавливаются из
Слайд 13 Большинство дефектов стальных деталей (трещины, обломы, пробоины, износы) можно устранять с
Большинство дефектов стальных деталей (трещины, обломы, пробоины, износы) можно устранять с
Слайд 14При восстановлении автомобильных деталей, изготовленных из стали, применяют электродуговые способы сварки (ручную
При восстановлении автомобильных деталей, изготовленных из стали, применяют электродуговые способы сварки (ручную
Слайд 151. Ручная дуговая сварка
При ручной дуговой сварке штучными электродами сварщик вручную перемещает
1. Ручная дуговая сварка
При ручной дуговой сварке штучными электродами сварщик вручную перемещает
Слайд 16 Сварочные кабеля представляют собой медный многожильный провод с толстой резиновой изоляцией
Сварочные кабеля представляют собой медный многожильный провод с толстой резиновой изоляцией

Слайд 18Качество восстановления ручной сваркой зависит от выбора марки и диаметра электрода, режима
Качество восстановления ручной сваркой зависит от выбора марки и диаметра электрода, режима
Слайд 19 Электроды для ручной сварки обозначаются буквой «Э» и двумя цифрами, которые
Электроды для ручной сварки обозначаются буквой «Э» и двумя цифрами, которые
Слайд 21 Нижнее значение коэффициента К = 30 ограничено тепловой мощностью дуги для
Нижнее значение коэффициента К = 30 ограничено тепловой мощностью дуги для
Слайд 22
Области применения
- Для заварки трещин, обломов, пробоин при восстановлении деталей из
Области применения
- Для заварки трещин, обломов, пробоин при восстановлении деталей из
Слайд 232. Наплавка под слоем флюса.
Наплавка под слоем флюса представляет собой разновидность электродуговой
2. Наплавка под слоем флюса.
Наплавка под слоем флюса представляет собой разновидность электродуговой
Слайд 24 Нагревание достигается пропусканием электрического тока через деформирующий инструмент. Высадка увеличивает диаметр
Нагревание достигается пропусканием электрического тока через деформирующий инструмент. Высадка увеличивает диаметр
Слайд 26Деталь устанавливается в патроне или центрах наплавочной установки, которая обеспечивает вращение детали
Деталь устанавливается в патроне или центрах наплавочной установки, которая обеспечивает вращение детали
Слайд 27Наплавочные материалы
К наплавочным материалам относятся флюсы и проволоки. К сварочным флюсам
Наплавочные материалы
К наплавочным материалам относятся флюсы и проволоки. К сварочным флюсам
Слайд 28Флюсы бывают плавленные, получаемые сплавлением компонентов в электрических или пламенных печах, и
Флюсы бывают плавленные, получаемые сплавлением компонентов в электрических или пламенных печах, и
Слайд 29Наплавочные проволоки делят на три группы:
- углеродистые - Нп-30, Нп-40, Нп-65
Наплавочные проволоки делят на три группы:
- углеродистые - Нп-30, Нп-40, Нп-65
Слайд 30 Параметры режима наплавки выбирают исходя из диаметра и толщины материала детали,
Параметры режима наплавки выбирают исходя из диаметра и толщины материала детали,
Слайд 31Области применения
Восстановление коленчатых и распределительных валов, полуосей, валов коробок передач, крестовин
Области применения
Восстановление коленчатых и распределительных валов, полуосей, валов коробок передач, крестовин
Слайд 32Недостатки способа
- значительный нагрев детали, что ограничивает номенклатуру восстанавливаемых деталей по
Недостатки способа
- значительный нагрев детали, что ограничивает номенклатуру восстанавливаемых деталей по
Слайд 334. Сварка и наплавка в среде защитных газов
Сущность способа: в зону горения
4. Сварка и наплавка в среде защитных газов
Сущность способа: в зону горения
Слайд 35 Сварку (наплавку) в защитных газах ведут как плавящимся, так и неплавящимся
Сварку (наплавку) в защитных газах ведут как плавящимся, так и неплавящимся
Слайд 38 В процессе сварки углекислый газ СО2, попадая в высокотемпературную зону горения
В процессе сварки углекислый газ СО2, попадая в высокотемпературную зону горения
Слайд 39Эти окислы тяжелее жидкого металла и поэтому не всплывают на поверхность сварочной
Эти окислы тяжелее жидкого металла и поэтому не всплывают на поверхность сварочной
Слайд 40Углерод, находящийся в сталях, частично может способствовать раскислению металла с образованием оксида
Углерод, находящийся в сталях, частично может способствовать раскислению металла с образованием оксида
Слайд 41Для сварки в СО2 применяют сварочные проволоки Св-08ГС, Св-08Г2С, Св-10ГС, Св-18ХГС, Нп-30ХГСА,
Для сварки в СО2 применяют сварочные проволоки Св-08ГС, Св-08Г2С, Св-10ГС, Св-18ХГС, Нп-30ХГСА,
Слайд 42Сварку в CO2 применяют на АРП при ремонте кузовов, кабин, оперенья, платформ
Сварку в CO2 применяют на АРП при ремонте кузовов, кабин, оперенья, платформ
Слайд 43К основным параметрам сварки и наплавки в СО2 относятся:
сила сварочного тока -
К основным параметрам сварки и наплавки в СО2 относятся:
сила сварочного тока -
Слайд 44Достоинства
отсутствуют вредные выделения и шлаковая корка;
возможность ведения сварки в любом пространственном положении;
возможность
Достоинства
отсутствуют вредные выделения и шлаковая корка;
возможность ведения сварки в любом пространственном положении;
возможность
Слайд 456. Аргонно-дуговая сварка и наплавка
При аргонно-дуговой сварке и наплавке в качестве защитного
6. Аргонно-дуговая сварка и наплавка
При аргонно-дуговой сварке и наплавке в качестве защитного
Слайд 46Аргонно-дуговая сварка осуществляется неплавящимся или плавящимся электродами. Неплавящимся электродом обычно является пруток
Аргонно-дуговая сварка осуществляется неплавящимся или плавящимся электродами. Неплавящимся электродом обычно является пруток

Слайд 47При зажигании дуги стремятся исключить контакт электрода с изделием либо за счет
При зажигании дуги стремятся исключить контакт электрода с изделием либо за счет
Слайд 48Достоинства способа
-высокое качество шва за счет надежной защиты от воздуха;
-высокая производительность
Достоинства способа
-высокое качество шва за счет надежной защиты от воздуха;
-высокая производительность
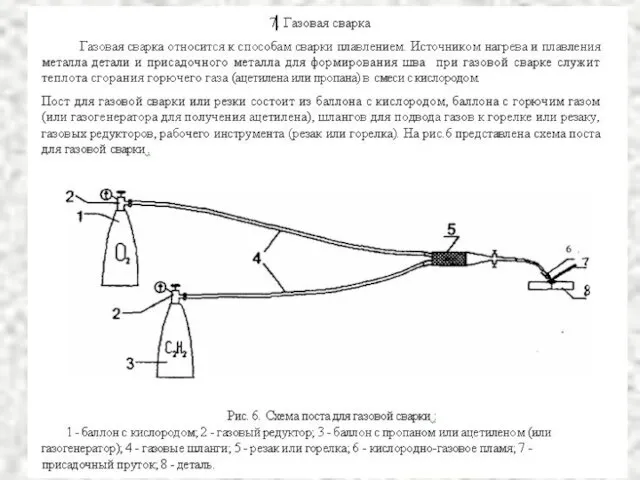
Слайд 50Кислород (ГОСТ 5583-78) хранят и транспортируют в стальных баллонах вместимостью 40 л
Кислород (ГОСТ 5583-78) хранят и транспортируют в стальных баллонах вместимостью 40 л
Слайд 51При восстановительном пламени берется избыток горючего газа, что позволяет при сварке восстанавливать
При восстановительном пламени берется избыток горючего газа, что позволяет при сварке восстанавливать

Слайд 52Для защиты расплавленного металла от окисления и удаления окислов иногда применяют флюсы
Для защиты расплавленного металла от окисления и удаления окислов иногда применяют флюсы
Слайд 53Чтобы сплавы подвергались газовой резке, они должны удовлетворять следующим требованиям:
- иметь температуру
Чтобы сплавы подвергались газовой резке, они должны удовлетворять следующим требованиям:
- иметь температуру
Слайд 54Достоинства газовой сварки
- простота оборудования и процесса сварки и резки;
- дешевизна процесса;
-
Достоинства газовой сварки
- простота оборудования и процесса сварки и резки;
- дешевизна процесса;
-
Слайд 557. Автоматическая вибродуговая наплавка
Вибродуговая наплавка является разновидностью наращивания изношенной поверхности детали
7. Автоматическая вибродуговая наплавка
Вибродуговая наплавка является разновидностью наращивания изношенной поверхности детали

Слайд 57Параметры режима вибродуговой наплавки
Сила сварочного тока – Iсв, А.
Напряжение на дуге –
Параметры режима вибродуговой наплавки
Сила сварочного тока – Iсв, А.
Напряжение на дуге –
Слайд 58Достоинства
– Небольшой нагрев детали (около 200°С).
– Малая зона термического влияния.
– Возможность получения
Достоинства
– Небольшой нагрев детали (около 200°С).
– Малая зона термического влияния.
– Возможность получения
Слайд 60При прохождении тока по сварочной цепи происходит выделение джоулевой теплоты, величина которой
При прохождении тока по сварочной цепи происходит выделение джоулевой теплоты, величина которой
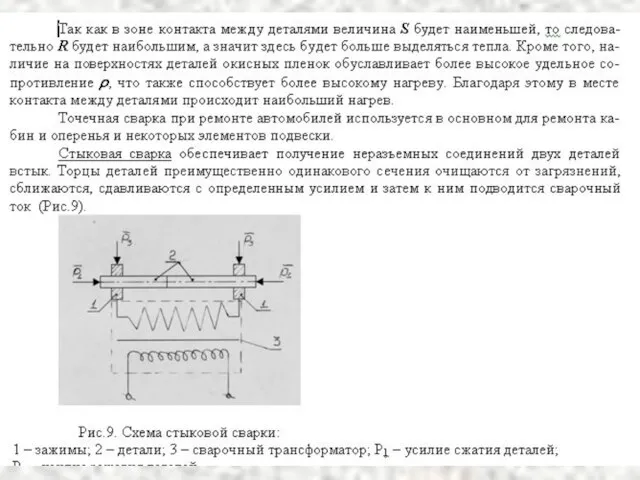
Слайд 62Различают стыковую сварку сопротивлением и стыковую сварку оплавлением.
При стыковой сварке сопротивлением детали
Различают стыковую сварку сопротивлением и стыковую сварку оплавлением.
При стыковой сварке сопротивлением детали
Слайд 63При стыковой сварке оплавлением детали зажимают в зажимах и включают источник тока,
При стыковой сварке оплавлением детали зажимают в зажимах и включают источник тока,
Слайд 64Роликовая (шовная) сварка имеет электроды в виде роликов, которые вращаются и сдавливают
Роликовая (шовная) сварка имеет электроды в виде роликов, которые вращаются и сдавливают
Слайд 66 Роликовая сварка нашла широкое применение при восстановлении изношенных деталей путем приварки
Роликовая сварка нашла широкое применение при восстановлении изношенных деталей путем приварки
Слайд 67Технологические особенности восстановления деталей контактной приваркой
Технология включает операции подготовки деталей и
Технологические особенности восстановления деталей контактной приваркой
Технология включает операции подготовки деталей и
Слайд 6810. Индукционная наплавка
К отличительным особенностям индукционного нагрева относится бесконтактный способ передачи энергии
10. Индукционная наплавка
К отличительным особенностям индукционного нагрева относится бесконтактный способ передачи энергии
Слайд 69Установки для индукционной наплавки состоят из следующих элементов:
- генератор высокой частоты ;
-
Установки для индукционной наплавки состоят из следующих элементов:
- генератор высокой частоты ;
-
Слайд 71 Наплавка порошкообразной шихтой используется для восстановления фасок клапанов автотракторных двигателей.При наплавке
Наплавка порошкообразной шихтой используется для восстановления фасок клапанов автотракторных двигателей.При наплавке
 Объёмы тел
Объёмы тел Произнеси правильно!
Произнеси правильно! Презентация на тему Счет в пределах 100
Презентация на тему Счет в пределах 100 Программа деятельности летнего оздоровительного лагеря с дневным пребыванием детей Правнуки Победы
Программа деятельности летнего оздоровительного лагеря с дневным пребыванием детей Правнуки Победы Проблемы адаптации учебных мигрантов из Азии в российских университетах
Проблемы адаптации учебных мигрантов из Азии в российских университетах Применение ИКТ на уроках английского языка.
Применение ИКТ на уроках английского языка. Почка – зачаточный побег растения
Почка – зачаточный побег растения Структура жития святых
Структура жития святых МЕТОДОЛОГИЯ БУХГАЛТЕРСКОГО УЧЕТА И ФИНАНСОВОЙ ОТЧЕТНОСТИ ГОСУДАРСТВЕННЫХ (МУНИЦИПАЛЬНЫХ) УЧРЕЖДЕНИЙ В 2010-2011 ГОДАХ В СВЕТЕ СОВЕР
МЕТОДОЛОГИЯ БУХГАЛТЕРСКОГО УЧЕТА И ФИНАНСОВОЙ ОТЧЕТНОСТИ ГОСУДАРСТВЕННЫХ (МУНИЦИПАЛЬНЫХ) УЧРЕЖДЕНИЙ В 2010-2011 ГОДАХ В СВЕТЕ СОВЕР Эмоции и воля. Процессы психической регуляции
Эмоции и воля. Процессы психической регуляции Технология DITA: обзор возможностей и основные преимущества
Технология DITA: обзор возможностей и основные преимущества Торговый робот
Торговый робот МАТЕМАТИЧЕСКАЯ СТАТИСТИКА
МАТЕМАТИЧЕСКАЯ СТАТИСТИКА Компьютерная грамотность молодежи как основа информационной культуры
Компьютерная грамотность молодежи как основа информационной культуры Экологические проблемы Санкт-Петербурга
Экологические проблемы Санкт-Петербурга  Проблема взаимосвязи обучения и развития
Проблема взаимосвязи обучения и развития Презентация на тему Черепахи
Презентация на тему Черепахи Russia Under Stalin
Russia Under Stalin Посвящение в первоклассники
Посвящение в первоклассники Драматургические опыты А.П.Чехова.История создания пьесы «Вишнёвый сад». Сложность и многозначность отношений между героями пьес
Драматургические опыты А.П.Чехова.История создания пьесы «Вишнёвый сад». Сложность и многозначность отношений между героями пьес Лесные производители.
Лесные производители. CyberFarm. Состав команды
CyberFarm. Состав команды Промоакции и их роль в продвижении товаров
Промоакции и их роль в продвижении товаров Weihnachten in Deutschland
Weihnachten in Deutschland Сто лет тому назадТуберкулёзные пациенты из Россий в Давосе
Сто лет тому назадТуберкулёзные пациенты из Россий в Давосе Презентация на тему Восточная Сибирь
Презентация на тему Восточная Сибирь Графические изображения пространственных объектов на плоскости
Графические изображения пространственных объектов на плоскости «Отраслевое сообщество нужно приличному человеку»
«Отраслевое сообщество нужно приличному человеку»