- Восстановление деталей сваркой и наплавкой

Содержание
- 2. Сварка и наплавка при восстановлении деталей. Обусловлено: простота технологического процесса и оборудования; возможность восстановления деталей из
- 3. Недостатки - нагрев деталей, следовательно: структурные изменения, образование внутренних напряжений и деформаций, окисление металла, выгорание легирующих
- 4. Газовая сварка и наплавка. Сущность процесса — это расплавление свариваемого и присадочного металла пламенем, смеси горючего
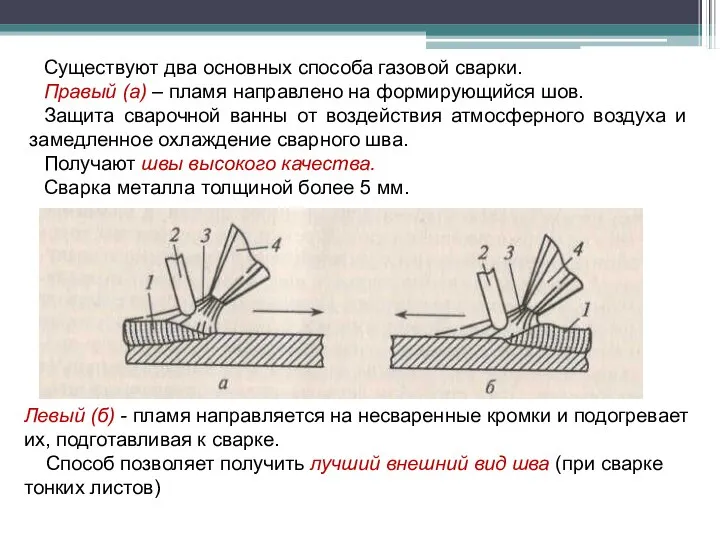
- 5. Существуют два основных способа газовой сварки. Правый (а) – пламя направлено на формирующийся шов. Защита сварочной
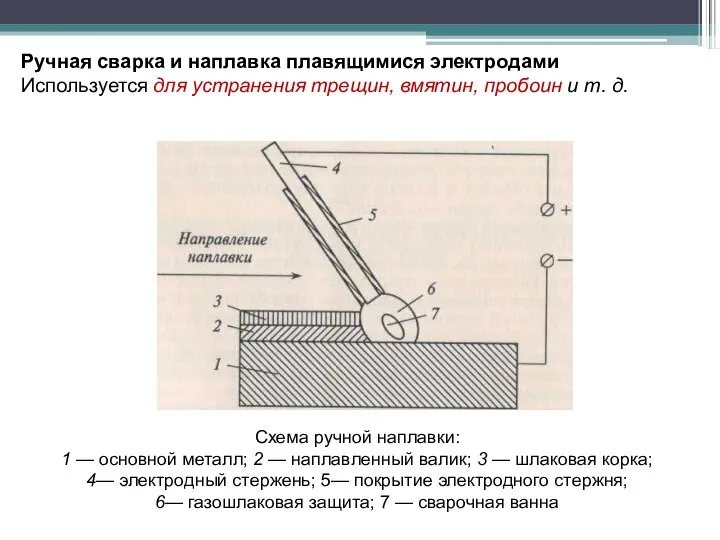
- 6. Ручная сварка и наплавка плавящимися электродами Используется для устранения трещин, вмятин, пробоин и т. д. Схема
- 7. Сварку и наплавку ведут электродами с обмазкой – тонкой или толстой. Сварка - используют электроды «Э»,
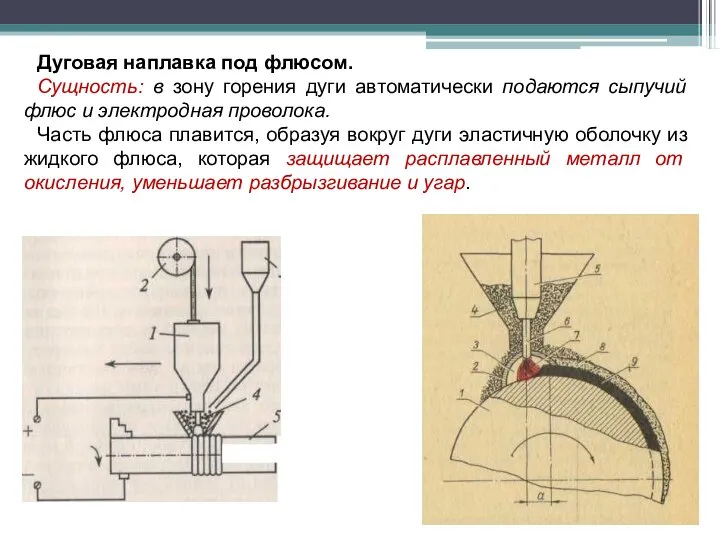
- 8. Дуговая наплавка под флюсом. Сущность: в зону горения дуги автоматически подаются сыпучий флюс и электродная проволока.
- 9. Преимущества способа: возможность получения покрытия заданного состава; защита сварочной дуги и ванны жидкого металла; возможность использования
- 10. Недостатки способа: - значительный нагрев детали; сложность наплавки деталей диаметром менее 40 мм; наплавляются только горизонтальные
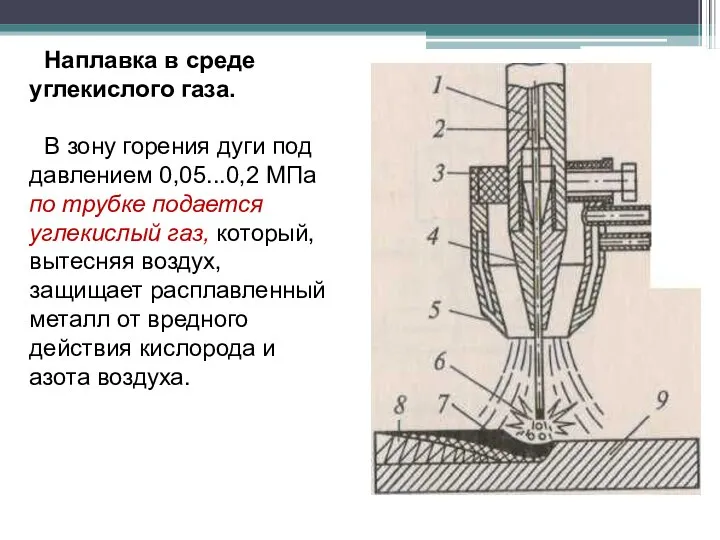
- 11. Наплавка в среде углекислого газа. В зону горения дуги под давлением 0,05...0,2 МПа по трубке подается
- 13. Достоинства: меньший нагрев деталей; возможность наплавки при любом пространственном положении детали; более высокая производительность процесса; возможность
- 14. Электродуговая наплавка неплавящимся электродом (вольфрамовым) в среде аргона. Используется для восстановления алюминиевых сплавов и титана. Сущность
- 15. Преимущества: высокая производительность процесса (в 3...4 раза выше, чем при газовой сварке); высокая механическая прочность сварного
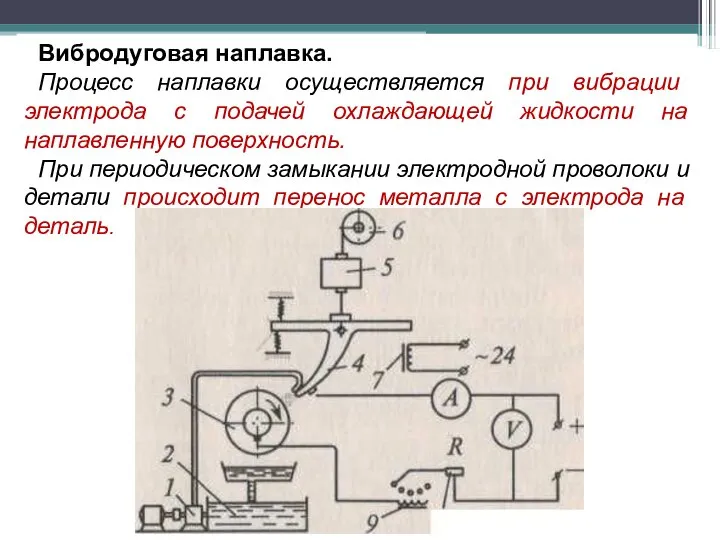
- 16. Вибродуговая наплавка. Процесс наплавки осуществляется при вибрации электрода с подачей охлаждающей жидкости на наплавленную поверхность. При
- 17. Охлаждающая жидкость (4...6%-ный раствор кальцинированной соды), защищает металл от окисления. Частота 110 Гц Амплитуда колебания1,8...3,2 мм
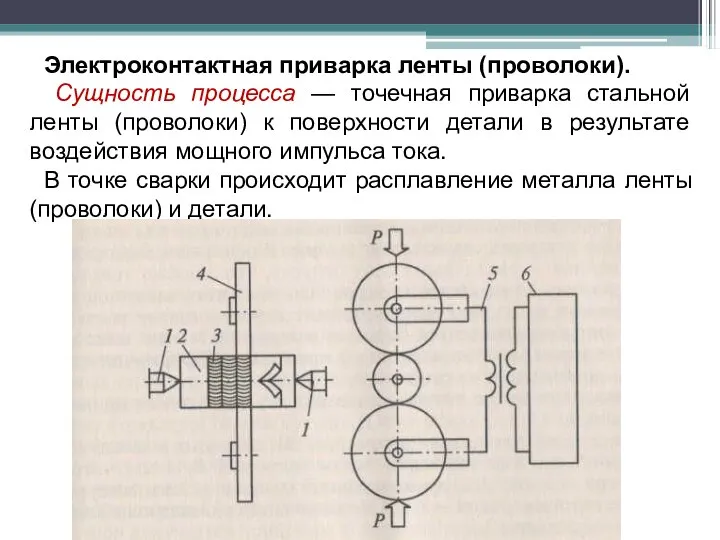
- 18. Электроконтактная приварка ленты (проволоки). Сущность процесса — точечная приварка стальной ленты (проволоки) к поверхности детали в
- 19. Преимущества: высокая производительность процесса (в 2,5 раза превосходит вибродуговую наплавку); малое тепловое воздействие на деталь (не
- 20. Используется для восстановлении поверхностей валов, а также отверстий в чугунных и стальных деталях, в том числе
- 21. Аппараты контактной точечной сварки. В автомастерских для точечного соединения тонколистовых кузовных панелей внахлест широкое распространение получили
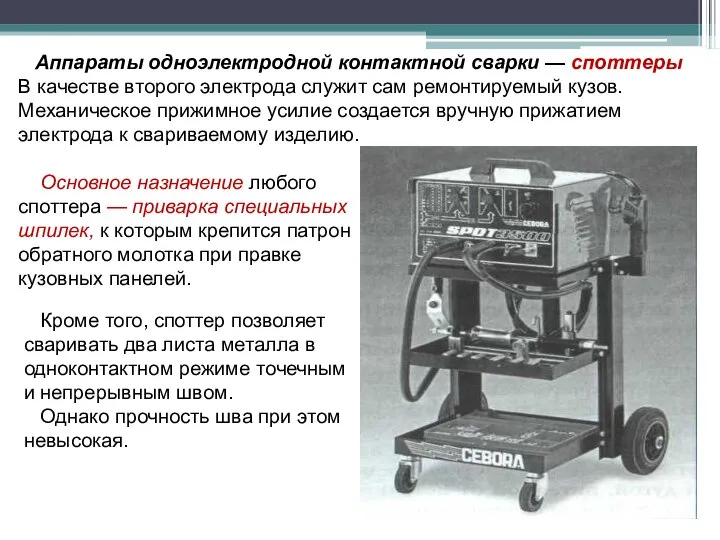
- 22. Аппараты одноэлектродной контактной сварки — споттеры В качестве второго электрода служит сам ремонтируемый кузов. Механическое прижимное
- 23. Плазменно-дуговая сварка и наплавка. Плазменная струя представляет собой частично или полностью ионизированный газ, обладающая свойствами электропроводности
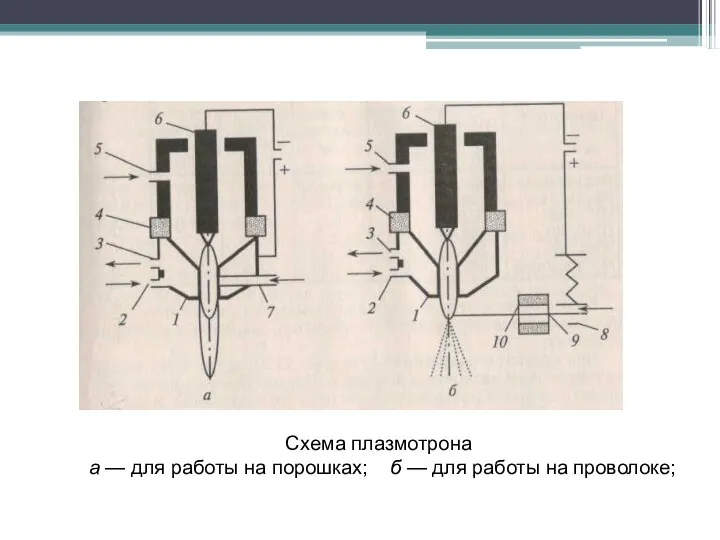
- 24. Схема плазмотрона а — для работы на порошках; б — для работы на проволоке;
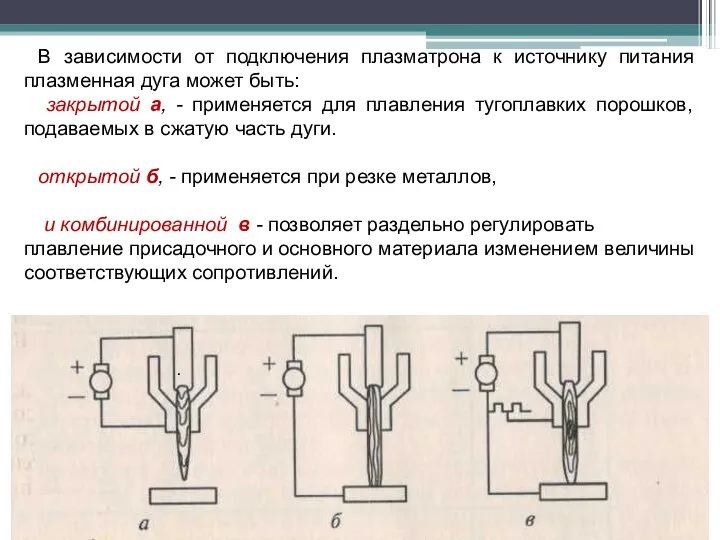
- 25. В зависимости от подключения плазматрона к источнику питания плазменная дуга может быть: закрытой а, - применяется
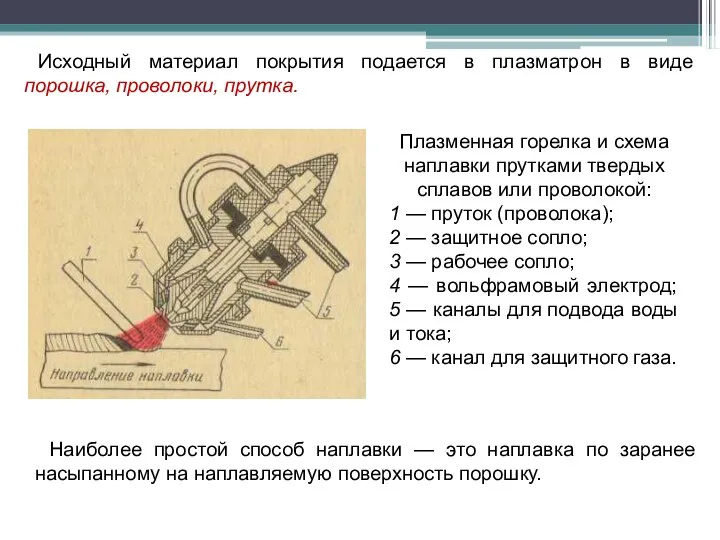
- 26. Исходный материал покрытия подается в плазматрон в виде порошка, проволоки, прутка. Плазменная горелка и схема наплавки
- 27. Лазерная наплавка. Этот способ наплавки путем нанесения наплавочного материала (порошок, фольга, проволока и др.) с последующим
- 28. Особенности сварки чугуна. 1. Горячая сварка чугуна ацетиленокислородным пламенем с присадочным материалом из чугуна. При сварке
- 29. 3. Дуговая сварка цветными сплавами. Применяют в ремонтном производстве для сварки трещин на обрабатываемых поверхностях корпусных
- 30. Холодная сварка применяется для устранения трещин и заварки пробоин в тонкостенных корпусных и крупногабаритных чугунных деталях,
- 31. Особенности сварки деталей из алюминия и его сплавов. очень плохая сплавляемость алюминия (температура плавления: алюминия 658°С
- 32. Способы сварки: неплавящимся вольфрамовым электродом в среде аргона (аргонодуговая сварка). электродами ОЗА-2 (сплава алюминия) и ОЗА-1
- 33. ТБ при выполнении сварочно-наплавочных работ К газо- и электрогазосварочным работам допускаются: - рабочие не моложе 18
- 34. Рабочий пост сварщика должен быть оборудован местной вытяжной вентиляцией для отсоса вредных газов и продуктов сгорания
- 35. Для защиты глаз и лица необходимо использовать щитки или маски со специальными светофильтрами. Перед началом работ
- 36. При газовой сварке необходимо следить, чтобы в радиусе 5 м от рабочего места отсутствовали горючие материалы.
- 38. Скачать презентацию
Слайд 2Сварка и наплавка при восстановлении деталей.
Обусловлено:
простота технологического процесса и оборудования;
возможность
Сварка и наплавка при восстановлении деталей.
Обусловлено:
простота технологического процесса и оборудования;
возможность
Слайд 3Недостатки - нагрев деталей, следовательно:
структурные изменения,
образование внутренних напряжений и деформаций,
окисление металла,
Недостатки - нагрев деталей, следовательно:
структурные изменения,
образование внутренних напряжений и деформаций,
окисление металла,
Слайд 4Газовая сварка и наплавка.
Сущность процесса — это расплавление свариваемого и присадочного
Газовая сварка и наплавка.
Сущность процесса — это расплавление свариваемого и присадочного

Слайд 5Существуют два основных способа газовой сварки.
Правый (а) – пламя направлено на формирующийся
Существуют два основных способа газовой сварки.
Правый (а) – пламя направлено на формирующийся
Слайд 6Ручная сварка и наплавка плавящимися электродами
Используется для устранения трещин, вмятин, пробоин
Ручная сварка и наплавка плавящимися электродами
Используется для устранения трещин, вмятин, пробоин
Слайд 7Сварку и наплавку ведут электродами с обмазкой – тонкой или толстой.
Сварка -
Сварку и наплавку ведут электродами с обмазкой – тонкой или толстой.
Сварка -
Слайд 8Дуговая наплавка под флюсом.
Сущность: в зону горения дуги автоматически подаются сыпучий
Дуговая наплавка под флюсом.
Сущность: в зону горения дуги автоматически подаются сыпучий
Слайд 9Преимущества способа:
возможность получения покрытия заданного состава;
защита сварочной дуги и ванны жидкого металла;
Преимущества способа:
возможность получения покрытия заданного состава;
защита сварочной дуги и ванны жидкого металла;
Слайд 10Недостатки способа:
- значительный нагрев детали;
сложность наплавки деталей диаметром менее 40 мм;
наплавляются
Недостатки способа:
- значительный нагрев детали;
сложность наплавки деталей диаметром менее 40 мм;
наплавляются
Слайд 11Наплавка в среде углекислого газа.
В зону горения дуги под давлением 0,05...0,2 МПа
Наплавка в среде углекислого газа.
В зону горения дуги под давлением 0,05...0,2 МПа
Слайд 13Достоинства:
меньший нагрев деталей;
возможность наплавки при любом пространственном положении детали;
более высокая
Достоинства:
меньший нагрев деталей;
возможность наплавки при любом пространственном положении детали;
более высокая
Слайд 14Электродуговая наплавка неплавящимся электродом (вольфрамовым) в среде аргона.
Используется для восстановления алюминиевых
Электродуговая наплавка неплавящимся электродом (вольфрамовым) в среде аргона.
Используется для восстановления алюминиевых
Слайд 15Преимущества:
высокая производительность процесса (в 3...4 раза выше, чем при газовой сварке);
высокая
Преимущества:
высокая производительность процесса (в 3...4 раза выше, чем при газовой сварке);
высокая
Слайд 16Вибродуговая наплавка.
Процесс наплавки осуществляется при вибрации электрода с подачей охлаждающей жидкости на
Вибродуговая наплавка.
Процесс наплавки осуществляется при вибрации электрода с подачей охлаждающей жидкости на
Слайд 17Охлаждающая жидкость (4...6%-ный раствор кальцинированной соды), защищает металл от окисления.
Частота 110 Гц
Охлаждающая жидкость (4...6%-ный раствор кальцинированной соды), защищает металл от окисления.
Частота 110 Гц
Слайд 18Электроконтактная приварка ленты (проволоки).
Сущность процесса — точечная приварка стальной ленты (проволоки)
Электроконтактная приварка ленты (проволоки).
Сущность процесса — точечная приварка стальной ленты (проволоки)
Слайд 19Преимущества:
высокая производительность процесса (в 2,5 раза превосходит вибродуговую наплавку);
малое тепловое
Преимущества:
высокая производительность процесса (в 2,5 раза превосходит вибродуговую наплавку);
малое тепловое
Слайд 20Используется для восстановлении поверхностей валов, а также отверстий в чугунных и стальных
Используется для восстановлении поверхностей валов, а также отверстий в чугунных и стальных
Слайд 21 Аппараты контактной точечной сварки. В автомастерских для точечного соединения тонколистовых кузовных
Аппараты контактной точечной сварки. В автомастерских для точечного соединения тонколистовых кузовных

Слайд 22 Аппараты одноэлектродной контактной сварки — споттеры В качестве второго электрода служит
Аппараты одноэлектродной контактной сварки — споттеры В качестве второго электрода служит
Слайд 23Плазменно-дуговая сварка и наплавка.
Плазменная струя представляет собой частично или полностью ионизированный
Плазменно-дуговая сварка и наплавка.
Плазменная струя представляет собой частично или полностью ионизированный
Слайд 24Схема плазмотрона
а — для работы на порошках; б — для работы
Схема плазмотрона
а — для работы на порошках; б — для работы
Слайд 25В зависимости от подключения плазматрона к источнику питания плазменная дуга может быть:
В зависимости от подключения плазматрона к источнику питания плазменная дуга может быть:
Слайд 26Исходный материал покрытия подается в плазматрон в виде порошка, проволоки, прутка.
Плазменная
Исходный материал покрытия подается в плазматрон в виде порошка, проволоки, прутка.
Плазменная
Слайд 27Лазерная наплавка.
Этот способ наплавки путем нанесения наплавочного материала (порошок, фольга, проволока
Лазерная наплавка.
Этот способ наплавки путем нанесения наплавочного материала (порошок, фольга, проволока
Слайд 28Особенности сварки чугуна.
1. Горячая сварка чугуна ацетиленокислородным пламенем с присадочным материалом из
Особенности сварки чугуна.
1. Горячая сварка чугуна ацетиленокислородным пламенем с присадочным материалом из
Слайд 293. Дуговая сварка цветными сплавами.
Применяют в ремонтном производстве для сварки трещин на
3. Дуговая сварка цветными сплавами.
Применяют в ремонтном производстве для сварки трещин на
Слайд 30Холодная сварка применяется для устранения трещин и заварки пробоин в тонкостенных корпусных
Холодная сварка применяется для устранения трещин и заварки пробоин в тонкостенных корпусных
Слайд 31Особенности сварки деталей из алюминия и его сплавов.
очень плохая сплавляемость алюминия (температура
Особенности сварки деталей из алюминия и его сплавов.
очень плохая сплавляемость алюминия (температура
Слайд 32Способы сварки:
неплавящимся вольфрамовым электродом в среде аргона (аргонодуговая сварка).
электродами ОЗА-2 (сплава
Способы сварки:
неплавящимся вольфрамовым электродом в среде аргона (аргонодуговая сварка).
электродами ОЗА-2 (сплава
Слайд 33ТБ при выполнении сварочно-наплавочных работ
К газо- и электрогазосварочным работам допускаются:
- рабочие
ТБ при выполнении сварочно-наплавочных работ
К газо- и электрогазосварочным работам допускаются:
- рабочие
Слайд 34 Рабочий пост сварщика должен быть оборудован местной вытяжной вентиляцией для отсоса
Рабочий пост сварщика должен быть оборудован местной вытяжной вентиляцией для отсоса
Слайд 35Для защиты глаз и лица необходимо использовать щитки или маски со специальными
Для защиты глаз и лица необходимо использовать щитки или маски со специальными
Слайд 36При газовой сварке необходимо следить, чтобы в радиусе 5 м от рабочего
При газовой сварке необходимо следить, чтобы в радиусе 5 м от рабочего
 Маркировка конструкций
Маркировка конструкций Значение физических упражнений для формирования скелета и мышц
Значение физических упражнений для формирования скелета и мышц Жизнь на разных материках (5 класс)
Жизнь на разных материках (5 класс) Практический аспект формирования межкультурной коммуникативной компетенции на уровне А2
Практический аспект формирования межкультурной коммуникативной компетенции на уровне А2 SEASONS
SEASONS Умный день. Бюджет
Умный день. Бюджет NE Phonetic Changes: the Great Vowel Shif
NE Phonetic Changes: the Great Vowel Shif Лекция 8. Природа этнического терроризма
Лекция 8. Природа этнического терроризма Спорт в жизни человека. Физическая культура и спорт в профилактике заболеваний и укреплении здоровья
Спорт в жизни человека. Физическая культура и спорт в профилактике заболеваний и укреплении здоровья Клавиатура
Клавиатура Презентация на тему Работа с сетью социальных контактов
Презентация на тему Работа с сетью социальных контактов  Видатки на військову та цивільну оборону
Видатки на військову та цивільну оборону Компания Partner
Компания Partner Аллергия. Техника. Референсы языка. Референсы техники
Аллергия. Техника. Референсы языка. Референсы техники Inspire
Inspire Презентация на тему Внутренняя политика Сирии
Презентация на тему Внутренняя политика Сирии Барабаны
Барабаны Когда Вы вдыхаете Когда вы вдыхаете сигаретный дым, он, проходя через ваш рот и горло, попадает в легкие. В дыме содержится более 4 ты
Когда Вы вдыхаете Когда вы вдыхаете сигаретный дым, он, проходя через ваш рот и горло, попадает в легкие. В дыме содержится более 4 ты Презентация на тему Контрреформы Александра ΙΙΙ
Презентация на тему Контрреформы Александра ΙΙΙ  Аганбегян Абел Гезевич
Аганбегян Абел Гезевич Чацкий и Молчалин
Чацкий и Молчалин Как выбрать строительную компанию? Ошибки и возможности
Как выбрать строительную компанию? Ошибки и возможности Ежегодно в нашей стране рождаются несколько тысяч детей с черепно-лицевыми деформациями различного происхождения. Из-за отсутств
Ежегодно в нашей стране рождаются несколько тысяч детей с черепно-лицевыми деформациями различного происхождения. Из-за отсутств Жестокое обращение с детьми
Жестокое обращение с детьми Кружок гражданского права:
Кружок гражданского права: Презентация на тему «И пальцы просятся к перу...» (модель организации творческой работы с текстом)
Презентация на тему «И пальцы просятся к перу...» (модель организации творческой работы с текстом) Пётр Павлович Ершов 1815 - 1869
Пётр Павлович Ершов 1815 - 1869 Распорядительные документы. Тема 5
Распорядительные документы. Тема 5