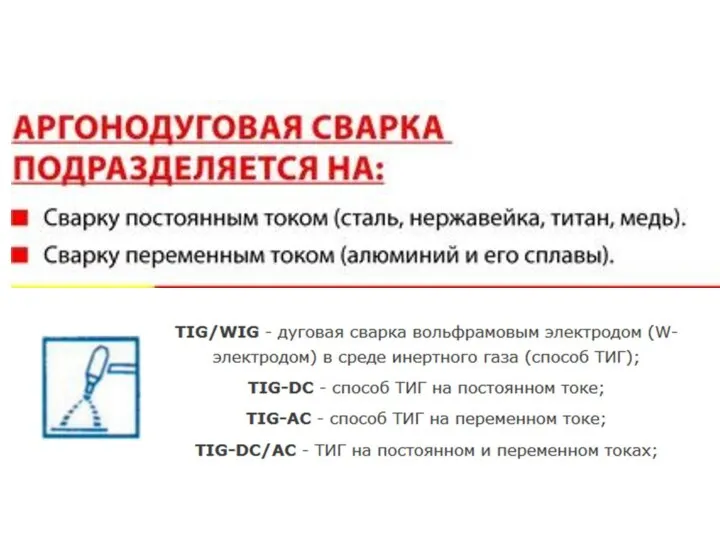
- Вспомогательное оборудование и аппаратура ТИГ

Содержание
- 3. В качестве источника питания при сварке ТИГ используются: сварочные трансформаторы – при сварке на переменном токе;
- 4. https://weldering.com/istochniki-pitaniya-0
- 5. В качестве источников переменного тока могут применяться трансформаторы для ручной дуговой сварки.
- 6. В качестве источников постоянного тока можно использовать универсальные сварочные выпрямители ВДУ. Они работают с принудительным воздушным
- 7. при аргонодуговой сварке W-электродом целесообразно применять специализированные источники питания (например, ТИР-315 или ВСВУ-630), так как они
- 8. Как правило, в качестве источника питания (ИП) в установках для аргонодуговой сварки применяют выпрямители с падающими
- 9. Обычно в одном корпусе с источником питания размещаются система охлаждения сварочной горелки (встроенный водоохладитель при жидкостной
- 10. Некоторые производители изготавливают отдельные блоки для управления сваркой TIG, которые могут быть состыкованы с различными типами
- 11. В месте контакта вольфрамового электрода и свариваемого изделия протекает ток короткого замыкания, который при падающих вольтамперных
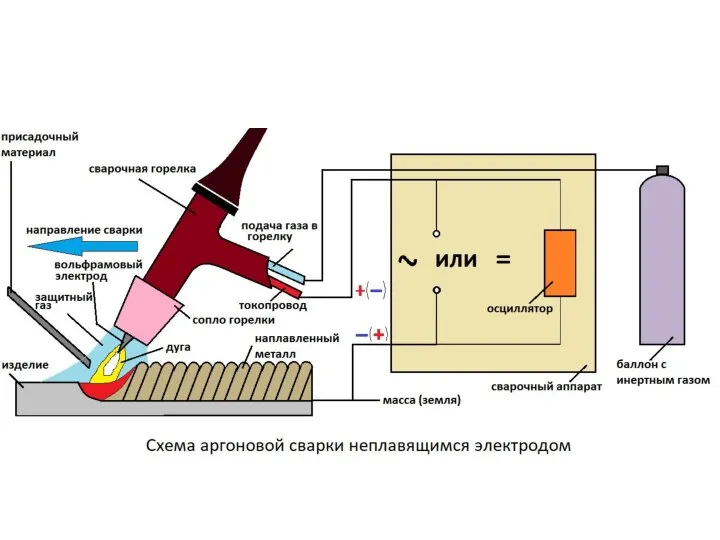
- 12. Осциллятор Предназначен для бесконтактного зажигания дуги, поддержания устойчивого процесса дугового разряда при сварке на переменном токе.
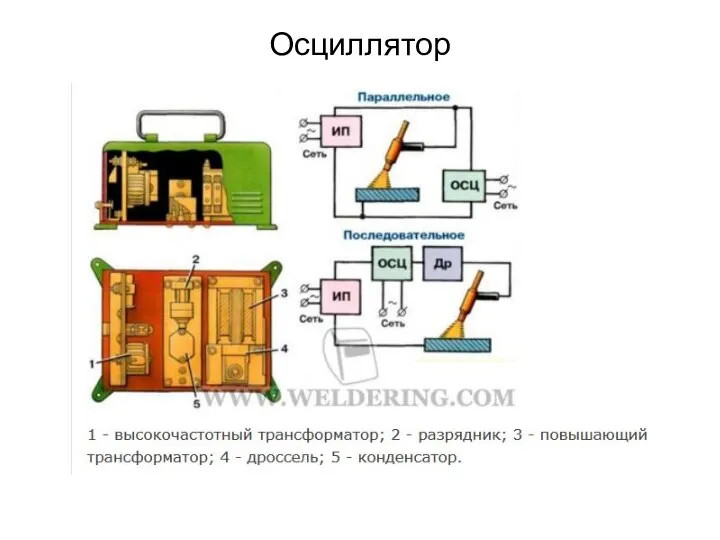
- 13. Осциллятор
- 16. Зажигание дуги может осуществляться: Разрядом высоковольтного источника – осциллятора При сварке дуга возбуждается с расстояния 1-2мм
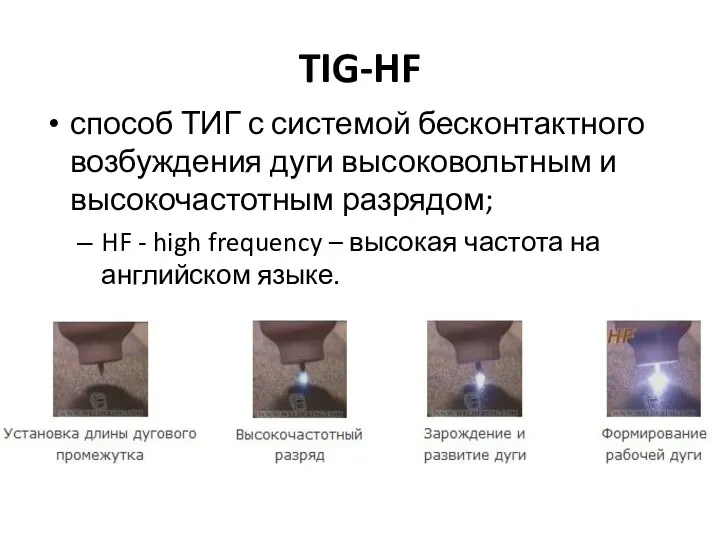
- 18. TIG-HF способ ТИГ с системой бесконтактного возбуждения дуги высоковольтным и высокочастотным разрядом; HF - high frequency
- 19. TIG-HF (Высокочастотный поджиг) при этом используется осциллятор, который вырабатывает кратковременный импульс напряжения, обеспечивающий пробой и последовательное
- 20. TIG-Contact или SCRATCH START способ ТИГ с контактным возбуждением дуги касанием вольфрамового электрода изделия ("чирканьем" торца
- 21. TIG-LIFT ARC (мягкий пуск) способ ТИГ с контактным возбуждением дуги когда в момент короткого замыкания протекает
- 23. TIG-HF Благодаря высокой частоте и малой мощности осциллятора высокое напряжение неопасно для человека. Однако, применение осцилляторов
- 24. Следует обратить внимание на необходимость осциллятора. При обычной сварке в атмосфере воздуха для розжига электрической дуги
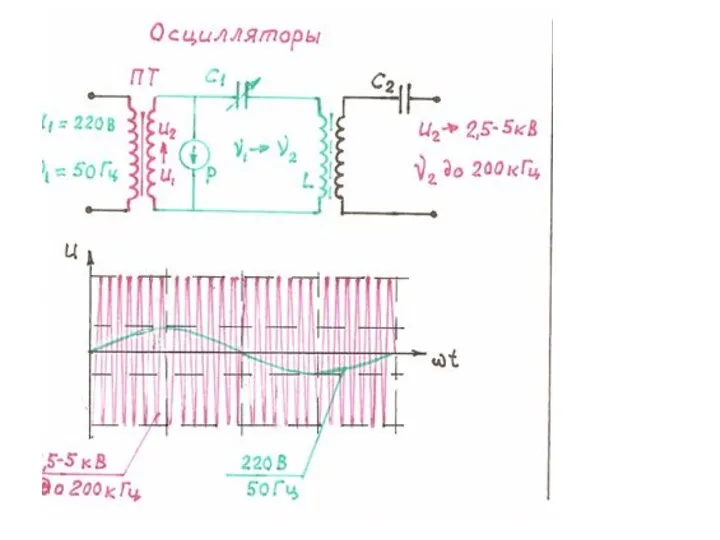
- 25. Осциллятор устройство, преобразующее ток промышленной частоты низкого напряжения в ток высокой частоты (150-500 кГц) и высокого
- 26. Для тех же целей при ТИГ сварке применяют импульсные возбудители
- 27. Род тока и полярность , способ зажигания дуги TIG pulser TIG contact ARC LIFT
- 28. Импульсные возбудители дуги Это такие устройства, которые служат для подачи синхронизированных импульсов повышенного напряжения на сварочную
- 30. Скачать презентацию
Слайд 3В качестве источника питания при сварке ТИГ используются:
сварочные трансформаторы – при сварке
В качестве источника питания при сварке ТИГ используются:
сварочные трансформаторы – при сварке
Слайд 4https://weldering.com/istochniki-pitaniya-0
https://weldering.com/istochniki-pitaniya-0
Слайд 5В качестве источников переменного тока могут применяться трансформаторы для ручной дуговой сварки.
В качестве источников переменного тока могут применяться трансформаторы для ручной дуговой сварки.
Слайд 6В качестве источников постоянного тока можно использовать универсальные сварочные выпрямители ВДУ.
Они
В качестве источников постоянного тока можно использовать универсальные сварочные выпрямители ВДУ.
Они
Слайд 7при аргонодуговой сварке W-электродом целесообразно применять специализированные источники питания (например, ТИР-315 или
при аргонодуговой сварке W-электродом целесообразно применять специализированные источники питания (например, ТИР-315 или
Слайд 8 Как правило, в качестве источника питания (ИП) в установках для аргонодуговой сварки
Как правило, в качестве источника питания (ИП) в установках для аргонодуговой сварки
Слайд 9Обычно в одном корпусе с источником питания размещаются
система охлаждения сварочной горелки
Обычно в одном корпусе с источником питания размещаются
система охлаждения сварочной горелки
Слайд 10Некоторые производители изготавливают отдельные блоки для управления сваркой TIG, которые могут быть
Некоторые производители изготавливают отдельные блоки для управления сваркой TIG, которые могут быть
Слайд 11В месте контакта вольфрамового электрода и свариваемого изделия протекает ток короткого замыкания,
В месте контакта вольфрамового электрода и свариваемого изделия протекает ток короткого замыкания,
Слайд 12Осциллятор
Предназначен
для бесконтактного зажигания дуги,
поддержания устойчивого процесса дугового разряда при сварке
Осциллятор
Предназначен
для бесконтактного зажигания дуги,
поддержания устойчивого процесса дугового разряда при сварке
Слайд 13Осциллятор
Осциллятор
Слайд 16Зажигание дуги может осуществляться:
Разрядом высоковольтного источника – осциллятора
При сварке дуга возбуждается с
Зажигание дуги может осуществляться:
Разрядом высоковольтного источника – осциллятора
При сварке дуга возбуждается с

Слайд 18TIG-HF
способ ТИГ с системой бесконтактного возбуждения дуги высоковольтным и высокочастотным разрядом;
HF
TIG-HF
способ ТИГ с системой бесконтактного возбуждения дуги высоковольтным и высокочастотным разрядом;
HF
Слайд 19
TIG-HF (Высокочастотный поджиг)
при этом используется осциллятор,
который вырабатывает кратковременный импульс
TIG-HF (Высокочастотный поджиг)
при этом используется осциллятор,
который вырабатывает кратковременный импульс
Слайд 20TIG-Contact или SCRATCH START
способ ТИГ с контактным возбуждением дуги касанием вольфрамового
TIG-Contact или SCRATCH START
способ ТИГ с контактным возбуждением дуги касанием вольфрамового
Слайд 21TIG-LIFT ARC (мягкий пуск)
способ ТИГ с контактным возбуждением дуги когда в
TIG-LIFT ARC (мягкий пуск)
способ ТИГ с контактным возбуждением дуги когда в

Слайд 23TIG-HF
Благодаря высокой частоте и малой мощности осциллятора высокое напряжение неопасно для
TIG-HF
Благодаря высокой частоте и малой мощности осциллятора высокое напряжение неопасно для
Слайд 24Следует обратить внимание на необходимость осциллятора.
При обычной сварке в атмосфере воздуха
Следует обратить внимание на необходимость осциллятора.
При обычной сварке в атмосфере воздуха
Слайд 25Осциллятор
устройство, преобразующее ток промышленной частоты низкого напряжения в ток высокой частоты (150-500
Осциллятор
устройство, преобразующее ток промышленной частоты низкого напряжения в ток высокой частоты (150-500
Слайд 26Для тех же целей при ТИГ сварке применяют импульсные возбудители
Для тех же целей при ТИГ сварке применяют импульсные возбудители
Слайд 27Род тока и полярность , способ зажигания дуги
TIG pulser
TIG contact
ARC LIFT
Род тока и полярность , способ зажигания дуги
TIG pulser
TIG contact
ARC LIFT
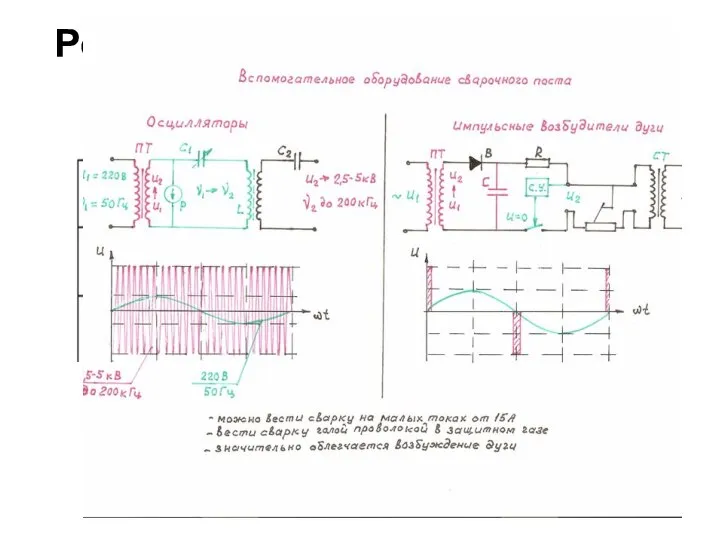
Слайд 28Импульсные возбудители дуги
Это такие устройства, которые служат для подачи синхронизированных импульсов повышенного
Импульсные возбудители дуги
Это такие устройства, которые служат для подачи синхронизированных импульсов повышенного
 Легко и точно подбираем слова
Легко и точно подбираем слова Практикум по теме Финансы
Практикум по теме Финансы Добровольная подготовка граждан к военной службе
Добровольная подготовка граждан к военной службе Сборник раскрасок-заданий
Сборник раскрасок-заданий Сварочный пост для ручной дуговой сварки
Сварочный пост для ручной дуговой сварки ЗЛОБИНА ЛЮДМИЛА ВЛАДИМИРОВНА
ЗЛОБИНА ЛЮДМИЛА ВЛАДИМИРОВНА А. С. ПУШКИН "Сказка о мёртвой царевне и о семи богатырях"
А. С. ПУШКИН "Сказка о мёртвой царевне и о семи богатырях" Презентация на тему Жизнь леса. Лес – природное сообщество (4 класс)
Презентация на тему Жизнь леса. Лес – природное сообщество (4 класс) Масленичная неделя
Масленичная неделя Развитие навыков орфографии
Развитие навыков орфографии Онлайн - фотовыставка участниц кружков по рукоделию
Онлайн - фотовыставка участниц кружков по рукоделию Презентация целевого рекламного журнала «Шоппінг - манія»,бесплатного для потребителей
Презентация целевого рекламного журнала «Шоппінг - манія»,бесплатного для потребителей МЕТОДИЧЕСКОЕ ОБЪЕДИНЕНИЕ ПРЕПОДАВАТЕЛЕЙ
МЕТОДИЧЕСКОЕ ОБЪЕДИНЕНИЕ ПРЕПОДАВАТЕЛЕЙ Россия
Россия Журналист
Журналист Wellness квест
Wellness квест Беспроводные технологии связи в инфокоммуникационных сетях и системах
Беспроводные технологии связи в инфокоммуникационных сетях и системах Адаптация 5 класса к обучению в основной школе
Адаптация 5 класса к обучению в основной школе Олимпийские чемпионы из Калининградской области
Олимпийские чемпионы из Калининградской области Применение приборов серии IVS для решения задач вибродиагностики
Применение приборов серии IVS для решения задач вибродиагностики Классные часы учителя Волгодонской школы – интерната № 14 Соловьевой Нины Викторовны
Классные часы учителя Волгодонской школы – интерната № 14 Соловьевой Нины Викторовны Анализ решений по капиталовложениям. Методы оценки эффективности инвестиций
Анализ решений по капиталовложениям. Методы оценки эффективности инвестиций Д. И. Фонвизин
Д. И. Фонвизин Мир профессий
Мир профессий Корпорация FIRST
Корпорация FIRST Холокост
Холокост Griffon tower
Griffon tower Мясное блюдо Schwenker — феномен из земли Саар
Мясное блюдо Schwenker — феномен из земли Саар