- Сварочный пост для ручной дуговой сварки

Содержание
- 2. pptPlex Section Divider Классификация The slides after this divider will be grouped into a section and
- 3. Сварочный пост — рабочее место сварщика, укомплектованное оборудованием для выполнения сварочных работ: источником питания, сварочными проводами,
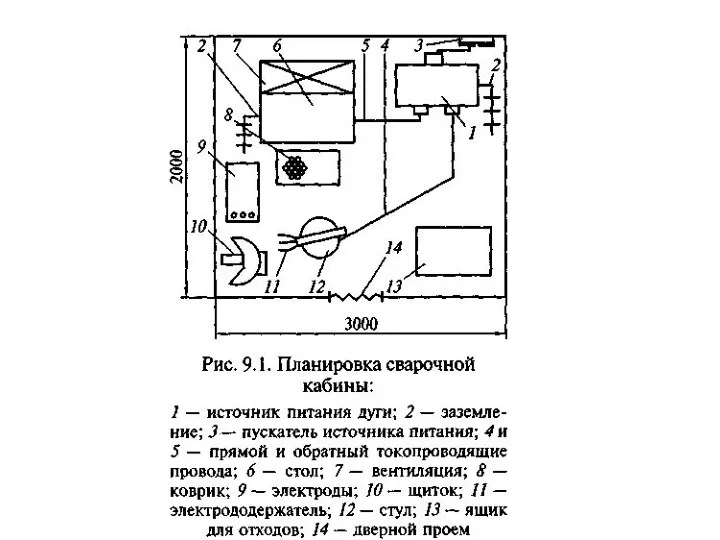
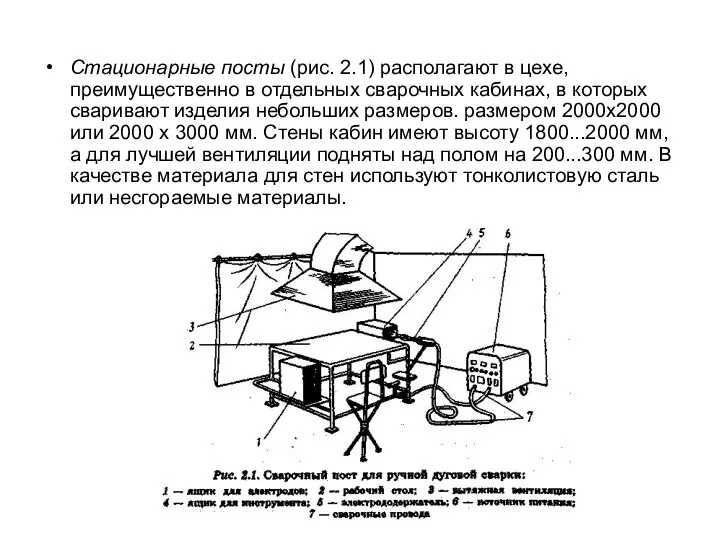
- 5. Стационарные посты (рис. 2.1) располагают в цехе, преимущественно в отдельных сварочных кабинах, в которых сваривают изделия
- 6. Каркас кабины изготовляют из стальной трубы или уголка. Пол в кабине должен быть выложен из огнестойкого
- 7. В зависимости от свариваемых материалов и применяемых электродов для ручной дуговой сварки применяют источники переменного или
- 8. Передвижные сварочные посты Передвижные сварочные посты, как правило, применяют при монтаже крупногабаритных изделий (трубопроводов, металлоконструкций, сосудов)
- 9. pptPlex Section Divider Принадлежности The slides after this divider will be grouped into a section and
- 10. Принадлежности сварщика. Для предохранения глаз и кожи лица сварщика от вредного влияния излучения электрической дуги и
- 11. Щитки и шлемы. Это оборудование изготавливают в соответствии с ГОСТ 12.4.035—78 из токонепроводящих материалов —фибры или
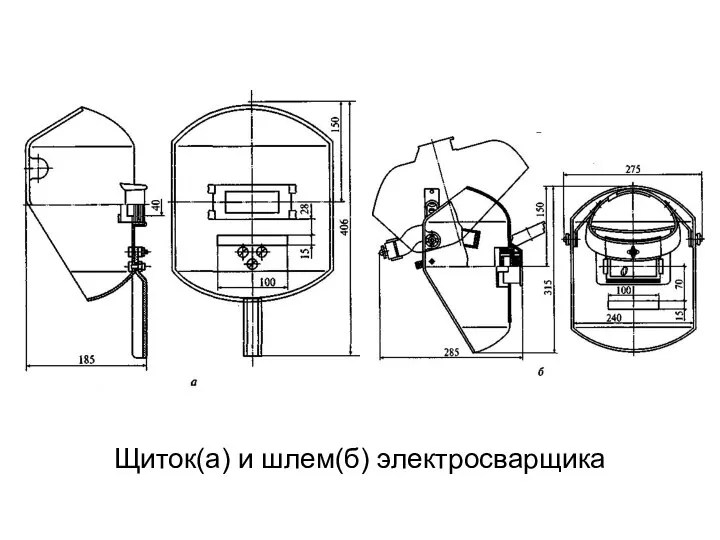
- 12. Щиток(а) и шлем(б) электросварщика
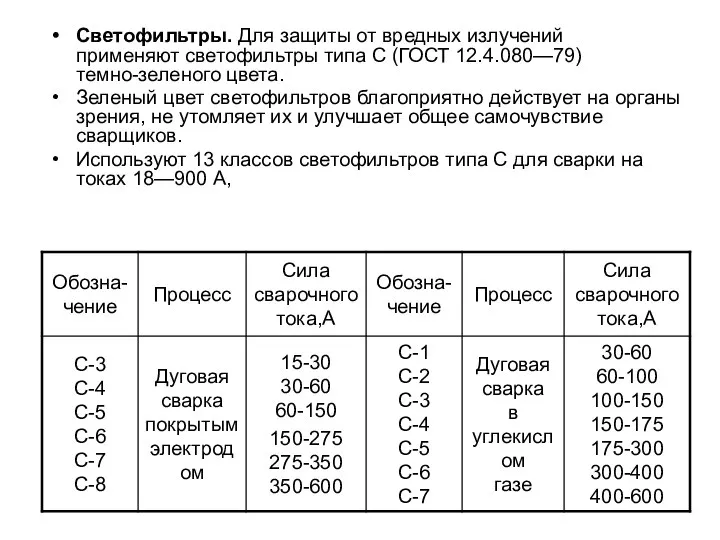
- 13. Светофильтры. Для защиты от вредных излучений применяют светофильтры типа С (ГОСТ 12.4.080—79) темно-зеленого цвета. Зеленый цвет
- 14. Размеры светофильтров 52 х 102 мм. Светофильтр вставляют в рамку щитка. Щитки комплектуются стеклом по ГОСТ
- 15. pptPlex Section Divider Инструмент The slides after this divider will be grouped into a section and
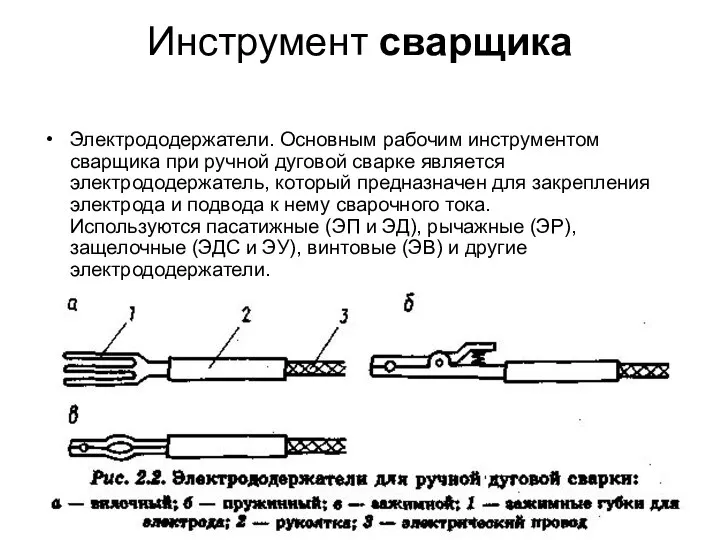
- 16. Инструмент сварщика Электрододержатели. Основным рабочим инструментом сварщика при ручной дуговой сварке является электрододержатель, который предназначен для
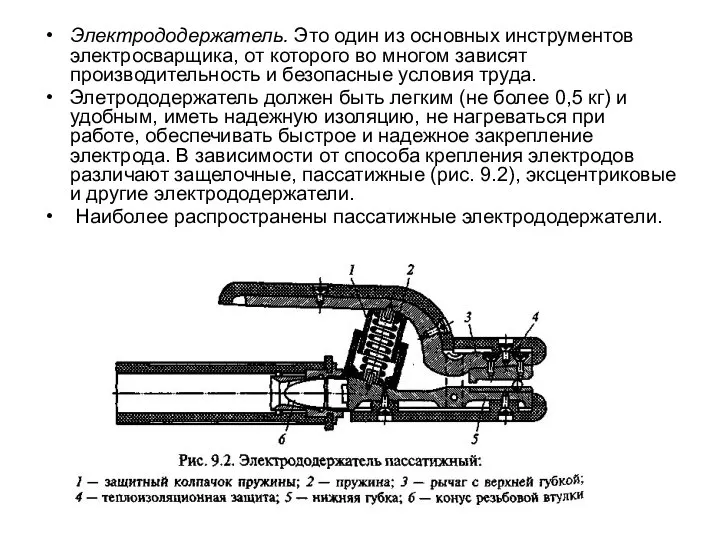
- 17. Электрододержатель. Это один из основных инструментов электросварщика, от которого во многом зависят производительность и безопасные условия
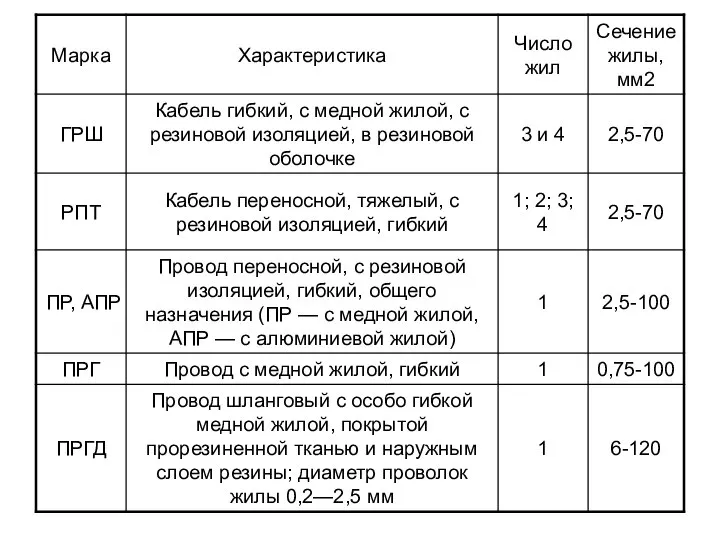
- 18. Сварочные провода. Ток от силовой сети подводится к сварочным аппаратам по проводам марки КРПТ. От сварочных
- 20. Длина проводов от сварочных аппаратов к рабочему месту не должна быть более 30...40 м, так как
- 21. Дополнительный инструмент сварщика. Для зачистки кромок перед сваркой и удаления с поверхности швов остатков шлака применяют
- 23. Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака применяют соответственно клейма, зубила и молотки.
- 25. Скачать презентацию
Слайд 3Сварочный пост — рабочее место сварщика, укомплектованное оборудованием для выполнения сварочных работ:
Сварочный пост — рабочее место сварщика, укомплектованное оборудованием для выполнения сварочных работ:
Слайд 5Стационарные посты (рис. 2.1) располагают в цехе, преимущественно в отдельных сварочных кабинах,
Стационарные посты (рис. 2.1) располагают в цехе, преимущественно в отдельных сварочных кабинах,
Слайд 6Каркас кабины изготовляют из стальной трубы или уголка.
Пол в кабине должен
Каркас кабины изготовляют из стальной трубы или уголка.
Пол в кабине должен
Слайд 7В зависимости от свариваемых материалов и применяемых электродов для ручной дуговой сварки
В зависимости от свариваемых материалов и применяемых электродов для ручной дуговой сварки
Слайд 8Передвижные сварочные посты
Передвижные сварочные посты, как правило, применяют при монтаже крупногабаритных изделий
Передвижные сварочные посты
Передвижные сварочные посты, как правило, применяют при монтаже крупногабаритных изделий
Слайд 9pptPlex Section Divider
Принадлежности
The slides after this divider will be grouped into a
pptPlex Section Divider
Принадлежности
The slides after this divider will be grouped into a
Слайд 10Принадлежности сварщика.
Для предохранения глаз и кожи лица сварщика от вредного влияния излучения
Принадлежности сварщика.
Для предохранения глаз и кожи лица сварщика от вредного влияния излучения
Слайд 11Щитки и шлемы. Это оборудование изготавливают в соответствии с ГОСТ 12.4.035—78 из
Щитки и шлемы. Это оборудование изготавливают в соответствии с ГОСТ 12.4.035—78 из
Слайд 12Щиток(а) и шлем(б) электросварщика
Щиток(а) и шлем(б) электросварщика
Слайд 13Светофильтры. Для защиты от вредных излучений
применяют светофильтры типа С (ГОСТ 12.4.080—79)
темно-зеленого цвета.
Светофильтры. Для защиты от вредных излучений применяют светофильтры типа С (ГОСТ 12.4.080—79) темно-зеленого цвета.
Слайд 14Размеры светофильтров 52 х 102 мм. Светофильтр вставляют в рамку щитка. Щитки
Размеры светофильтров 52 х 102 мм. Светофильтр вставляют в рамку щитка. Щитки
Слайд 15pptPlex Section Divider
Инструмент
The slides after this divider will be grouped into a
pptPlex Section Divider
Инструмент
The slides after this divider will be grouped into a
Слайд 16Инструмент сварщика
Электрододержатели. Основным рабочим инструментом сварщика при ручной дуговой сварке является электрододержатель,
Инструмент сварщика
Электрододержатели. Основным рабочим инструментом сварщика при ручной дуговой сварке является электрододержатель,
Слайд 17Электрододержатель. Это один из основных инструментов электросварщика, от которого во многом зависят
Электрододержатель. Это один из основных инструментов электросварщика, от которого во многом зависят
Слайд 18Сварочные провода.
Ток от силовой сети подводится к сварочным аппаратам по проводам марки
Сварочные провода.
Ток от силовой сети подводится к сварочным аппаратам по проводам марки
Слайд 20Длина проводов от сварочных аппаратов к рабочему месту не должна быть более
Длина проводов от сварочных аппаратов к рабочему месту не должна быть более
Слайд 21Дополнительный инструмент сварщика.
Для зачистки кромок перед сваркой и удаления с поверхности швов
Дополнительный инструмент сварщика.
Для зачистки кромок перед сваркой и удаления с поверхности швов
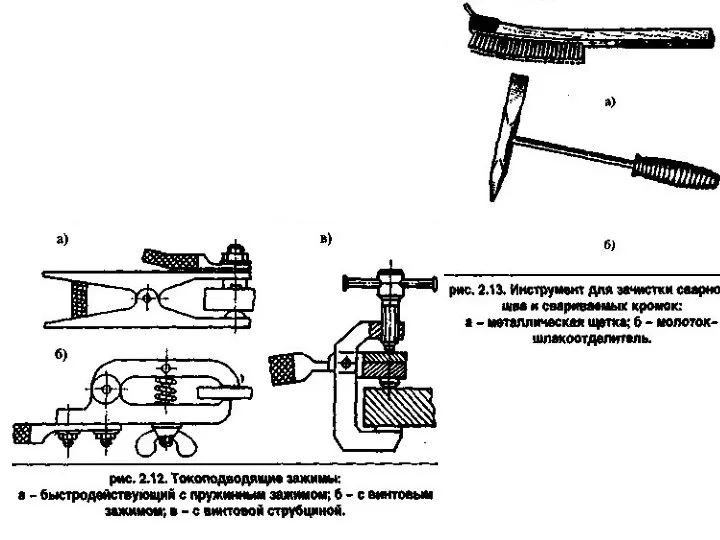
Слайд 23Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака применяют соответственно
Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака применяют соответственно
 Приготовление бутербродов
Приготовление бутербродов Стандарты для оформления чертежей к дипломному проекту
Стандарты для оформления чертежей к дипломному проекту Деликты и вина
Деликты и вина Паницков Денис Владимирович
Паницков Денис Владимирович Проект СОРОЧИНСКАЯ ЯРМАРКА200-ЛЕТИЮ Н.В. ГОГОЛЯПОСВЯЩАЕТСЯ
Проект СОРОЧИНСКАЯ ЯРМАРКА200-ЛЕТИЮ Н.В. ГОГОЛЯПОСВЯЩАЕТСЯ Парк покорителей космоса
Парк покорителей космоса Применение современных технологий в пищевой промышленности
Применение современных технологий в пищевой промышленности Валяние из шерсти. История и виды
Валяние из шерсти. История и виды Презентация на тему Дыхание. Органы дыхательной системы. Легкие
Презентация на тему Дыхание. Органы дыхательной системы. Легкие  Lego - аэроплан
Lego - аэроплан Римский скульптурный портрет
Римский скульптурный портрет Архитектуры многопроцессорных вычислительных систем
Архитектуры многопроцессорных вычислительных систем  Презентация учащихся 6 класса Сирождиновой Иры и Суриной Тани
Презентация учащихся 6 класса Сирождиновой Иры и Суриной Тани Курсовое проектирование
Курсовое проектирование Tema_2
Tema_2 Презентация на тему Галичья гора
Презентация на тему Галичья гора  food butter cheese curd
food butter cheese curd Экосистемы арктических пустынь и тундры
Экосистемы арктических пустынь и тундры Модели речепорождения и речевосприятия
Модели речепорождения и речевосприятия Презентация на тему Все мы разные
Презентация на тему Все мы разные Педагогическая мастерская
Педагогическая мастерская Личностно-ориентированное обучение.
Личностно-ориентированное обучение. Сценарии развития Восточной Сибири и Дальнего Востока в контексте политической и экономической динамики Азиатско-Тихоокеанского
Сценарии развития Восточной Сибири и Дальнего Востока в контексте политической и экономической динамики Азиатско-Тихоокеанского Загадки про животных
Загадки про животных КонсультантПлюс Технология ТОП: твой оптимальный профиль
КонсультантПлюс Технология ТОП: твой оптимальный профиль Презентация на тему Адаптация первоклассника в школе
Презентация на тему Адаптация первоклассника в школе Виды Смоленска
Виды Смоленска Внешние силы изменяющие рельеф
Внешние силы изменяющие рельеф