- Введение в логистику производства

Содержание
- 2. 1. Понятие логистики производства Логистика производства - управление материальными и сопутствующими им информационными потоками в пределах
- 3. Цель логистики производства оптимизация потоков материальных ресурсов и незавершенного производства в рамках производственного технологического цикла, охватывающего
- 4. Задачи логистики производства Поддержка уровней всех запасов материальных ресурсов, незавершенного производства и готовой продукции Поддержка показателей
- 5. Принципы логистики производства Логистическая концепция организации производства включает в себя следующие основные положения: — отказ от
- 6. 2. Толкающая и тянущая системы управления МП Толкающая система – это такая организация движения МП, при
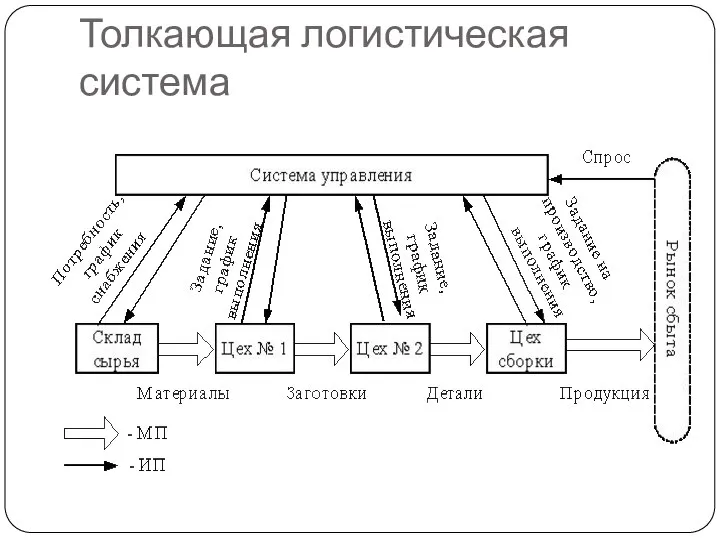
- 7. Толкающая логистическая система
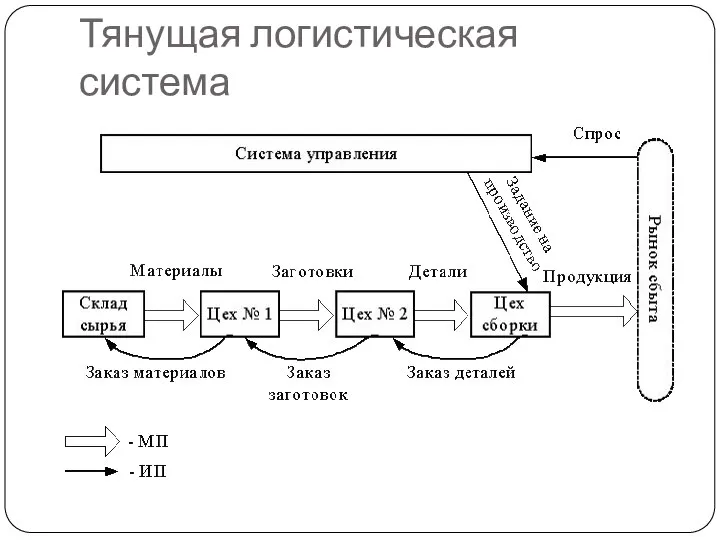
- 8. Тянущая логистическая система
- 9. Толкающие логистические системы: MRP, MRP II, ERP MRP (англ. Material Requirement Planning – планирование потребности в
- 10. Основные цели MRP удовлетворение потребности в материалах, компонентах и продукции для планирования производства и доставки потребителям;
- 11. Структура MRP-системы
- 12. Входные данные: Программа производства (Основной Производственный План-график (ОПП), Master Production Schedule (MPS)) Перечень составляющих конечного продукта
- 13. Основные операции: 1. Определяется валовая потребность на материалы с учетом спецификации и программы производства. 2. Определяется
- 14. Выходные данные Первичные отчёты Плановые заказы– график с разбиением по периодам планирования, который содержит время и
- 15. Преимущества MRP MRP оперирует данными не о прошлом потреблении, а о будущих потребностях. Снижение объема запасов,
- 16. Проблемы MRP Требуется большой объем подробной и точной информации и необходимых вычислений. Низкая гибкость не позволяет
- 17. Система MRP II MRPII – модификация MRP, система планирования производственных ресурсов (manufacturing resource planning). MRPII позволяет
- 18. Отличительные особенности MRPII MRP II включает в себя: во-первых, функции MRP I, во-вторых, еще ряд функций:
- 19. Система ERP ERP - система планирования потребностей предприятия (enterprise requirements planning). ERP позволяет планировать потребности в
- 20. Необходимые условия реализации концепции MRP использование эффективных математических методов прогнозирования, планирования, организации производственных процессов; наличие средств
- 21. Cистема КАНБАН Система KAНБAН представляет собой систему организации непрерывного производства, что позволяет быстро перестраивать производство и
- 22. Принцип «КАНБАН» все производственные подразделения завода, включая линии конечной сборки, снабжаются МР только в том количестве
- 23. Типы карточек «КАНБАН» «Канбан» - сопроводительная карточка (ярлык), средство передачи информации о заявке Различают два вида
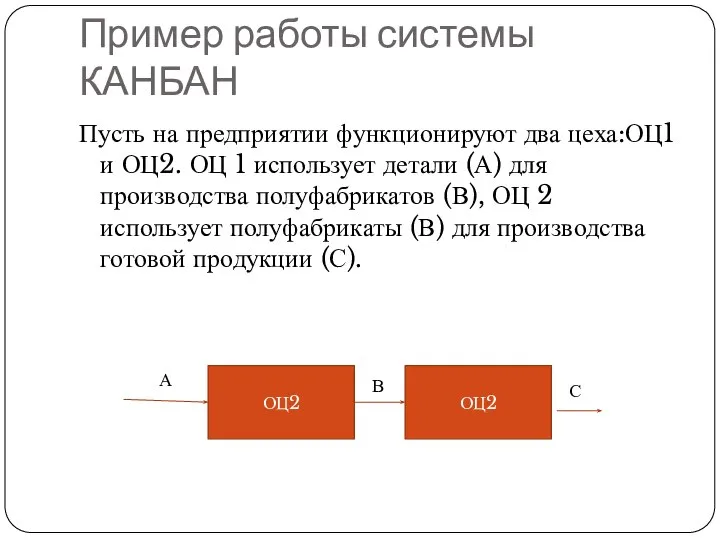
- 24. Пример работы системы КАНБАН Пусть на предприятии функционируют два цеха:ОЦ1 и ОЦ2. ОЦ 1 использует детали
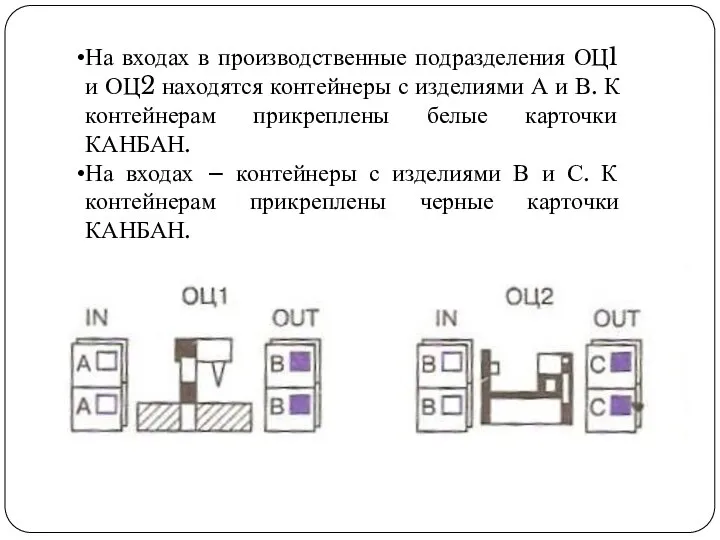
- 25. На входах в производственные подразделения ОЦ1 и ОЦ2 находятся контейнеры с изделиями А и В. К
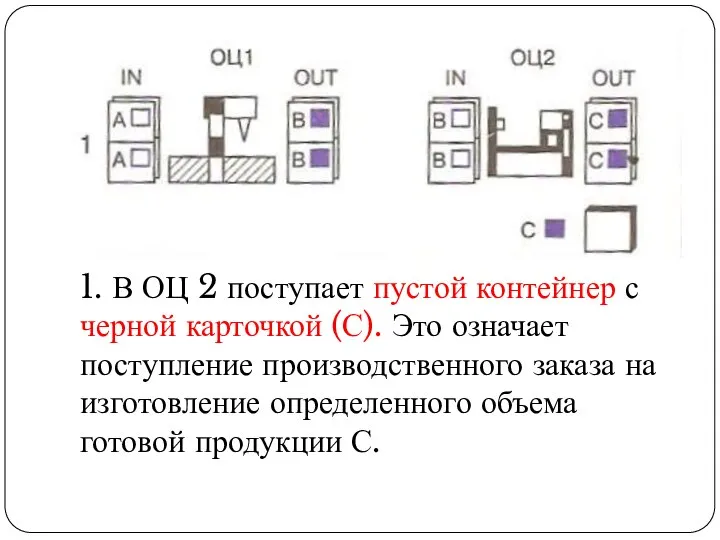
- 26. 1. В ОЦ 2 поступает пустой контейнер с черной карточкой (С). Это означает поступление производственного заказа
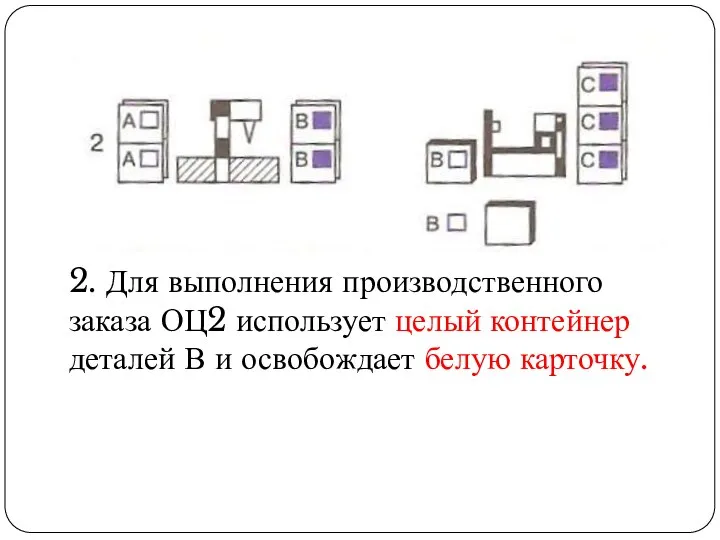
- 27. 2. Для выполнения производственного заказа ОЦ2 использует целый контейнер деталей В и освобождает белую карточку.
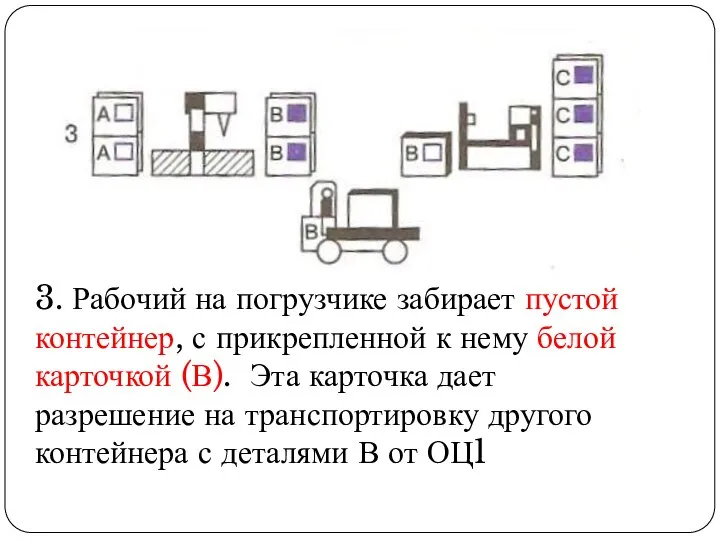
- 28. 3. Рабочий на погрузчике забирает пустой контейнер, с прикрепленной к нему белой карточкой (В). Эта карточка
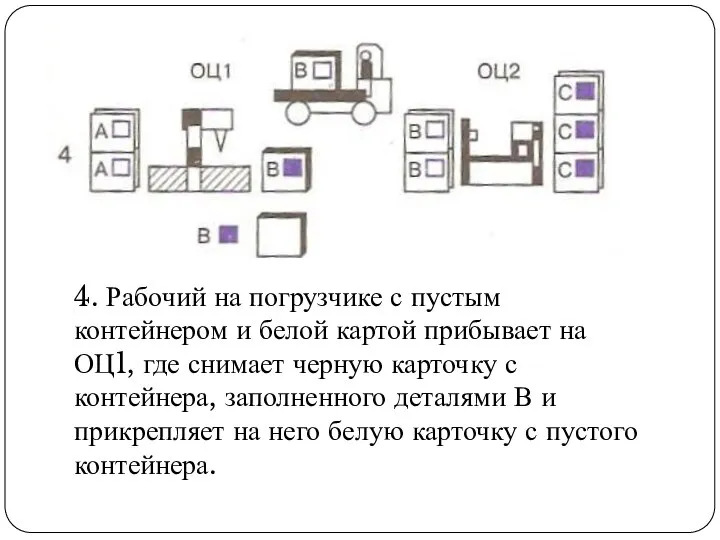
- 29. 4. Рабочий на погрузчике с пустым контейнером и белой картой прибывает на ОЦ1, где снимает черную
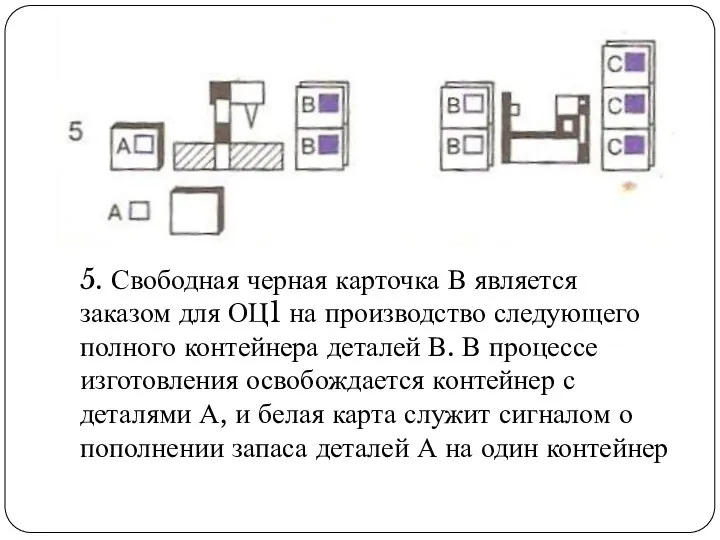
- 30. 5. Свободная черная карточка В является заказом для ОЦ1 на производство следующего полного контейнера деталей В.
- 31. Обязательные условия для внедрения системы КАНБАН для того чтобы соблюдать жесткий производственный график продукция не должна
- 32. Логистическая концепция «Точно-в-срок» Это современная концепция построения логистической системы в производстве, снабжении и сбыте, основанная на
- 33. Условия внедрения концепции концепции JIT Основная цель: минимизация общего уровня запасов. Это достигается при выполнении следующих
- 34. Преимущества «тянущих» систем Сокращение запасов на всех этапах продвижения материального потока Быстрая реакция на изменения запросов
- 36. Скачать презентацию
Слайд 21. Понятие логистики производства
Логистика производства - управление материальными и сопутствующими им информационными
1. Понятие логистики производства
Логистика производства - управление материальными и сопутствующими им информационными
Слайд 3Цель логистики производства
оптимизация потоков материальных ресурсов и незавершенного производства в рамках производственного
Цель логистики производства
оптимизация потоков материальных ресурсов и незавершенного производства в рамках производственного
Слайд 4Задачи логистики производства
Поддержка уровней всех запасов материальных ресурсов, незавершенного производства и готовой
Задачи логистики производства
Поддержка уровней всех запасов материальных ресурсов, незавершенного производства и готовой
Слайд 5Принципы логистики производства
Логистическая концепция организации производства включает в себя следующие основные положения:
—
Принципы логистики производства
Логистическая концепция организации производства включает в себя следующие основные положения:
—
Слайд 6
2. Толкающая и тянущая
системы управления МП
Толкающая система – это такая организация движения МП,
2. Толкающая и тянущая
системы управления МП
Толкающая система – это такая организация движения МП,
Слайд 7Толкающая логистическая система
Толкающая логистическая система
Слайд 8Тянущая логистическая система
Тянущая логистическая система
Слайд 9Толкающие логистические системы: MRP, MRP II, ERP
MRP (англ. Material Requirement Planning – планирование
Толкающие логистические системы: MRP, MRP II, ERP
MRP (англ. Material Requirement Planning – планирование
Слайд 10Основные цели MRP
удовлетворение потребности в материалах, компонентах и продукции для планирования производства
Основные цели MRP
удовлетворение потребности в материалах, компонентах и продукции для планирования производства
Слайд 11Структура MRP-системы
Структура MRP-системы

Слайд 12
Входные данные:
Программа производства (Основной Производственный План-график (ОПП), Master Production Schedule (MPS))
Перечень
Входные данные:
Программа производства (Основной Производственный План-график (ОПП), Master Production Schedule (MPS))
Перечень
Слайд 13Основные операции:
1. Определяется валовая потребность на материалы с учетом спецификации и программы
Основные операции:
1. Определяется валовая потребность на материалы с учетом спецификации и программы
Слайд 14Выходные данные
Первичные отчёты
Плановые заказы– график с разбиением по периодам планирования, который содержит
Выходные данные
Первичные отчёты
Плановые заказы– график с разбиением по периодам планирования, который содержит
Слайд 15Преимущества MRP
MRP оперирует данными не о прошлом потреблении, а о будущих потребностях.
Снижение
Преимущества MRP
MRP оперирует данными не о прошлом потреблении, а о будущих потребностях.
Снижение
Слайд 16Проблемы MRP
Требуется большой объем подробной и точной информации и необходимых вычислений.
Низкая гибкость
Проблемы MRP
Требуется большой объем подробной и точной информации и необходимых вычислений.
Низкая гибкость
Слайд 17Система MRP II
MRPII – модификация MRP, система планирования производственных ресурсов (manufacturing resource
Система MRP II
MRPII – модификация MRP, система планирования производственных ресурсов (manufacturing resource
Слайд 18Отличительные особенности MRPII
MRP II включает в себя:
во-первых, функции MRP I,
во-вторых, еще
Отличительные особенности MRPII
MRP II включает в себя:
во-первых, функции MRP I,
во-вторых, еще
Слайд 19Система ERP
ERP - система планирования потребностей предприятия (enterprise requirements planning).
ERP позволяет планировать
Система ERP
ERP - система планирования потребностей предприятия (enterprise requirements planning).
ERP позволяет планировать
Слайд 20Необходимые условия реализации концепции MRP
использование эффективных математических методов прогнозирования, планирования, организации производственных
Необходимые условия реализации концепции MRP
использование эффективных математических методов прогнозирования, планирования, организации производственных
Слайд 21Cистема КАНБАН
Система KAНБAН представляет собой систему организации непрерывного производства, что позволяет быстро
Cистема КАНБАН
Система KAНБAН представляет собой систему организации непрерывного производства, что позволяет быстро
Слайд 22Принцип «КАНБАН»
все производственные подразделения завода, включая линии конечной сборки, снабжаются МР только
Принцип «КАНБАН»
все производственные подразделения завода, включая линии конечной сборки, снабжаются МР только
Слайд 23Типы карточек «КАНБАН»
«Канбан» - сопроводительная карточка (ярлык), средство передачи информации о заявке
Различают
Типы карточек «КАНБАН»
«Канбан» - сопроводительная карточка (ярлык), средство передачи информации о заявке
Различают
Слайд 24Пример работы системы КАНБАН
Пусть на предприятии функционируют два цеха:ОЦ1 и ОЦ2. ОЦ
Пример работы системы КАНБАН
Пусть на предприятии функционируют два цеха:ОЦ1 и ОЦ2. ОЦ
Слайд 25На входах в производственные подразделения ОЦ1 и ОЦ2 находятся контейнеры с изделиями
На входах в производственные подразделения ОЦ1 и ОЦ2 находятся контейнеры с изделиями
Слайд 261. В ОЦ 2 поступает пустой контейнер с черной карточкой (С). Это
1. В ОЦ 2 поступает пустой контейнер с черной карточкой (С). Это
Слайд 272. Для выполнения производственного заказа ОЦ2 использует целый контейнер деталей В и
2. Для выполнения производственного заказа ОЦ2 использует целый контейнер деталей В и
Слайд 283. Рабочий на погрузчике забирает пустой контейнер, с прикрепленной к нему белой
3. Рабочий на погрузчике забирает пустой контейнер, с прикрепленной к нему белой
Слайд 294. Рабочий на погрузчике с пустым контейнером и белой картой прибывает на
4. Рабочий на погрузчике с пустым контейнером и белой картой прибывает на
Слайд 305. Свободная черная карточка В является заказом для ОЦ1 на производство следующего
5. Свободная черная карточка В является заказом для ОЦ1 на производство следующего
Слайд 31Обязательные условия для внедрения системы КАНБАН
для того чтобы соблюдать жесткий производственный график
Обязательные условия для внедрения системы КАНБАН
для того чтобы соблюдать жесткий производственный график
Слайд 32Логистическая концепция «Точно-в-срок»
Это современная концепция построения логистической системы в производстве, снабжении и
Логистическая концепция «Точно-в-срок»
Это современная концепция построения логистической системы в производстве, снабжении и
Слайд 33Условия внедрения концепции концепции JIT
Основная цель: минимизация общего уровня запасов.
Это достигается при
Условия внедрения концепции концепции JIT
Основная цель: минимизация общего уровня запасов.
Это достигается при
Слайд 34Преимущества «тянущих» систем
Сокращение запасов на всех этапах продвижения материального потока
Быстрая реакция на
Преимущества «тянущих» систем
Сокращение запасов на всех этапах продвижения материального потока
Быстрая реакция на
 Ниобий и тантал.Свойства элементов и их соединений
Ниобий и тантал.Свойства элементов и их соединений ПЕРВЫЕ ШАГИ К НАШЕЙ НОВОЙ ШКОЛЕ
ПЕРВЫЕ ШАГИ К НАШЕЙ НОВОЙ ШКОЛЕ Расставить сети
Расставить сети Казанский клуб переговоров
Казанский клуб переговоров Вербальные шкалы
Вербальные шкалы Фотоэкскурсия
Фотоэкскурсия СОСТОЯНИЕ РАЗРАБОТОК УСТРОЙСТВ НА ПОВЕРХНОСТНЫХ АКУСТИЧЕСКИХ ВОЛНАХ (ПАВ) И ИХ ИСПОЛЬЗОВАНИЕ В АППАРАТУРЕ ОАО "МНИИРС"
СОСТОЯНИЕ РАЗРАБОТОК УСТРОЙСТВ НА ПОВЕРХНОСТНЫХ АКУСТИЧЕСКИХ ВОЛНАХ (ПАВ) И ИХ ИСПОЛЬЗОВАНИЕ В АППАРАТУРЕ ОАО "МНИИРС" Практические задачи
Практические задачи Судебная система как институт судебной защиты прав человека на основе практики останкинского районного суда
Судебная система как институт судебной защиты прав человека на основе практики останкинского районного суда Презентация на тему Строение клетки
Презентация на тему Строение клетки Cave painting in Europe
Cave painting in Europe РБУ Обзор
РБУ Обзор Презентация на тему Компьютерная графика, как вид изобразительного искусства
Презентация на тему Компьютерная графика, как вид изобразительного искусства Basic Concepts of Real Estate Marketability Analysis
Basic Concepts of Real Estate Marketability Analysis Гимнастика спортивная и атлетическая
Гимнастика спортивная и атлетическая Развитие творческих способностей детей посредством занятий хореографией
Развитие творческих способностей детей посредством занятий хореографией О-Ё-Е после шипящих
О-Ё-Е после шипящих Благовещение
Благовещение корпоративное мероприятие для…
корпоративное мероприятие для… Презентация на тему Мягкий знак на конце существительных после шипящих
Презентация на тему Мягкий знак на конце существительных после шипящих Образ Богородицы в иконографии
Образ Богородицы в иконографии Grupy i zespoły robocze
Grupy i zespoły robocze Великая Отечественная война. Трагическое начало
Великая Отечественная война. Трагическое начало Шарада для менеджера
Шарада для менеджера Участники уголовного судопроизводства
Участники уголовного судопроизводства Гражданская война в России (в лицах и схемах)
Гражданская война в России (в лицах и схемах) Восстание Е. Пугачёва
Восстание Е. Пугачёва Личность и интернет. Сетевая личность и психологический аспект
Личность и интернет. Сетевая личность и психологический аспект