Слайд 2
В настоящее время сварка из вспомогательной и ремонтной операции превратилась в ведущий
технологический процесс современной промышленности. Сварочная наука поднялась на такую высоту, что в состоянии справиться с разнообразными задачами. Развитие современного производства предъявляет новые требования к способам производства. В последние годы ежемесячно регистрируют более 200 изобретений в области сварочных технологий – таковы темпы развития сварочного производства.
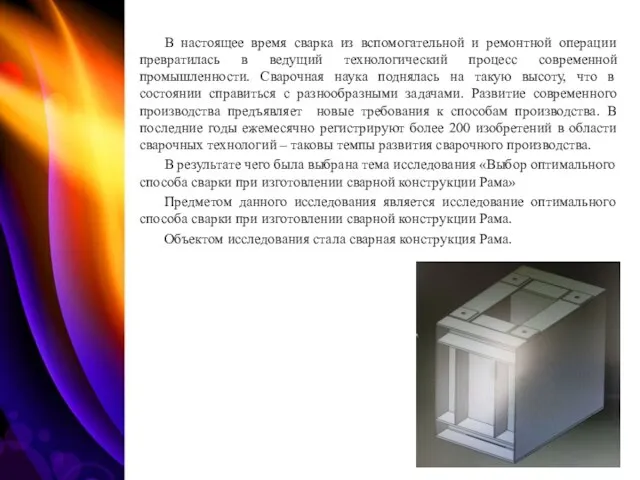
В результате чего была выбрана тема исследования «Выбор оптимального способа сварки при изготовлении сварной конструкции Рама»
Предметом данного исследования является исследование оптимального способа сварки при изготовлении сварной конструкции Рама.
Объектом исследования стала сварная конструкция Рама.
Слайд 3Изначально была поставлена цель: исследовать два вида сварки и выбрать оптимальный для
изготовления конструкции Рама.
Основными задачами исследования стали:
описание преимущества и недостатков ручной дуговой сварки плавящимся покрытым электродом и сварки в защитном газе;
определение расходных материалов и их стоимости для каждого вида сварки;
анализ и сравнение полученных данных;
определение оптимального способа сварки при изготовлении сварной конструкции Рама.
В настоящее время разделяется три вида сварки, которые отличаются между собой используемым для выполнения работ типом энергии:
термический;
механический;
термомеханический.
В исследовательской работе рассматривается первый тип сварки – термической или сварка плавлением, к которому можно отнести следующие способы сварки:
Дуговая сварка
Электрошлаковая сварка
Электронно-лучевая сварка
Плазменная сварка
Световая сварка
Газовая сварка
Термитная сварка
Литейная сварка
Слайд 4Следует уделить внимание первому способу: дуговой сварке, к которой относится электросварка.
Электросварка –
это один из наиболее распространенных способов создания неразъемного соединения металлических элементов с помощью электрической дуги, которая нагревается выше температуры плавления металлов – до +7000 °C.
Электросварка широко применяется при работе с разнородными сплавами, при соединении разных по толщине материалов. Ее технология позволяет производить сварочные работы не только на открытом воздухе, но и в закрытых помещениях.
Процесс получения надежных неразъемных соединений несложный – металл нагревается и расплавляется с помощью электрического тока. Электросварка классифицируется на три вида:
ручную, при которой сварщик самостоятельно определяет наиболее подходящий режим подачи электрода;
полуавтоматическую - электродная проволока подается в зону наложения шва с помощью специального устройства;
автоматическую - вид сварки металлов используется для выполнения высококачественных операций. Вся работа зависит от функционирования сварочного аппарата. Металл нагревается и плавится под воздействием высокой температуры. Источник электротока может быть постоянным или переменным. Используется не только прямая, но и обратная полярность.
Слайд 5В исследовании были рассмотрены два вида электросварки - ручная дуговая сварка плавящимся
покрытым электродом и дуговая сварку в углекислом газе.
Преимущества дуговой сварки покрытыми электродами:
применение этой сварки возможно в различных, самых неудобных пространственных положениях;
сварка может производится в труднодоступных местах;
универсальность способа, возможность сваривать изделия различной конфигурации;
применимость к широкому диапазоны различных марок сталей; высокая мобильность.
Недостатки способа:
мало высококвалифицированных сварщиков;
невозможно гарантировать качество сварного соединения;
невысокая производительность сварки;
неблагоприятные условия труда.
К положительным качествам сварки в углекислом газе относятся:
невысокая стоимость работ;
защищенность сварочной ванны от активных веществ;
возможность работы на весу, без использования подложек;
устойчивое горение дуги при соединении тонких деталей;
Способ имеет и недостатки, которыми можно считать:
сварка в открытом пространстве грозит выветриванием газообразных смесей и требует идеальной герметичности камеры;
при сварке в закрытом пространстве необходимо наличие мощной системы вентиляции в помещении.
непригодность для работы с цветными металлами и легированными сталями;
сложность формирования многослойного шва;
опасность отравления при работе в непроветриваемых емкостях и помещениях.
Слайд 6Далее были определены сварочные материалы для каждого вида сварки.
Основным сварочным материалом является
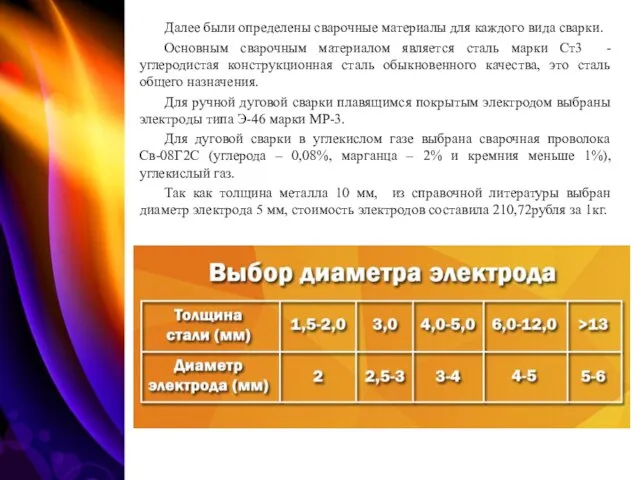
сталь марки Ст3 - углеродистая конструкционная сталь обыкновенного качества, это сталь общего назначения.
Для ручной дуговой сварки плавящимся покрытым электродом выбраны электроды типа Э-46 марки МР-3.
Для дуговой сварки в углекислом газе выбрана сварочная проволока Св-08Г2С (углерода – 0,08%, марганца – 2% и кремния меньше 1%), углекислый газ.
Так как толщина металла 10 мм, из справочной литературы выбран диаметр электрода 5 мм, стоимость электродов составила 210,72рубля за 1кг.
Слайд 7Для дуговой сварки в углекислом газе понадобиться сварочная проволока диаметром 2,0 мм,.
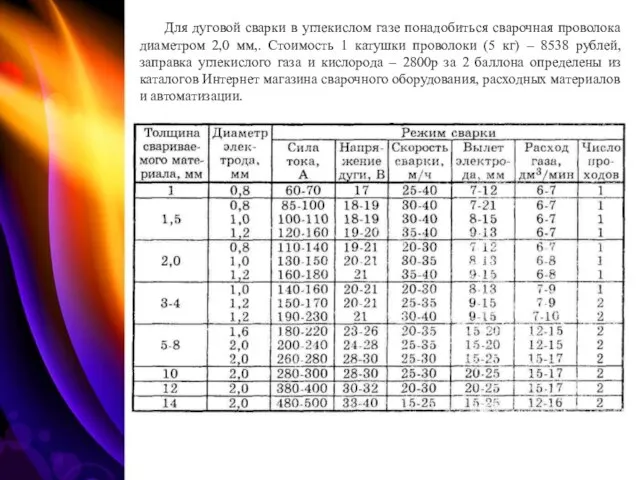
Стоимость 1 катушки проволоки (5 кг) – 8538 рублей, заправка углекислого газа и кислорода – 2800р за 2 баллона определены из каталогов Интернет магазина сварочного оборудования, расходных материалов и автоматизации.
Слайд 8Далее рассчитана общая длина сварного шва, которая составила 21850 мм.
Сборочный чертеж сварной
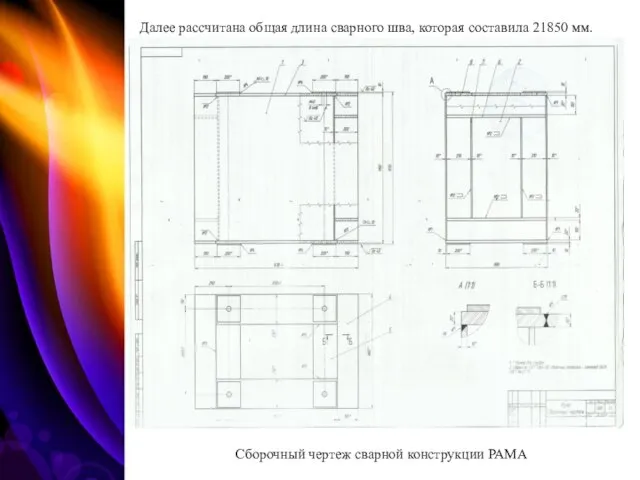
конструкции РАМА
Слайд 9Расчет необходимого количества расходных материалов и их стоимость для каждого вида сварки
Сварка
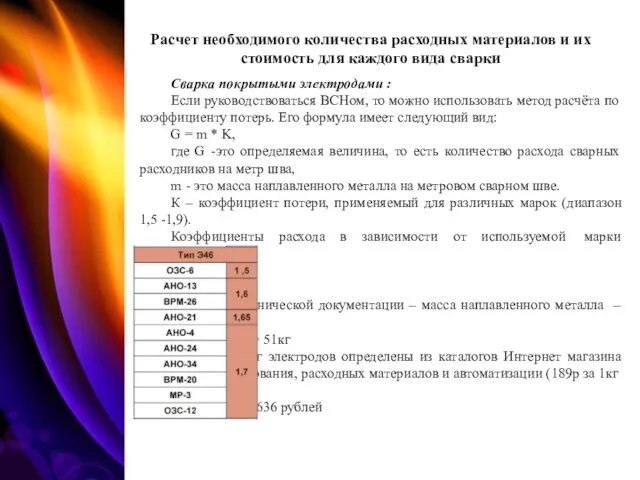
покрытыми электродами :
Если руководствоваться ВСНом, то можно использовать метод расчёта по коэффициенту потерь. Его формула имеет следующий вид:
G = m * K,
где G -это определяемая величина, то есть количество расхода сварных расходников на метр шва,
m - это масса наплавленного металла на метровом сварном шве.
К – коэффициент потери, применяемый для различных марок (диапазон 1,5 -1,9).
Коэффициенты расхода в зависимости от используемой марки электродов
Исходя из технической документации – масса наплавленного металла – 30кг
G = 30кг*1,7= 51кг
Стоимость 1кг электродов определены из каталогов Интернет магазина сварочного оборудования, расходных материалов и автоматизации (189р за 1кг электродов).
51кг *189р= 9636 рублей
Слайд 10Расчет необходимого количества расходных материалов и их стоимость для каждого вида сварки
Сварка
в углекислом газе:
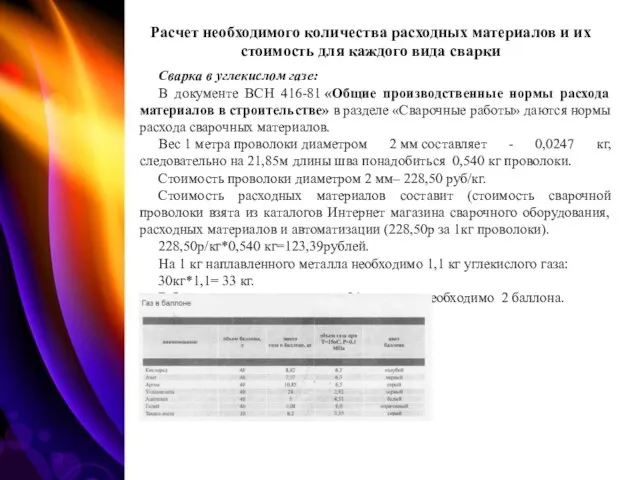
В документе ВСН 416-81 «Общие производственные нормы расхода материалов в строительстве» в разделе «Сварочные работы» даются нормы расхода сварочных материалов.
Вес 1 метра проволоки диаметром 2 мм составляет - 0,0247 кг, следовательно на 21,85м длины шва понадобиться 0,540 кг проволоки.
Стоимость проволоки диаметром 2 мм– 228,50 руб/кг.
Стоимость расходных материалов составит (стоимость сварочной проволоки взята из каталогов Интернет магазина сварочного оборудования, расходных материалов и автоматизации (228,50р за 1кг проволоки).
228,50р/кг*0,540 кг=123,39рублей.
На 1 кг наплавленного металла необходимо 1,1 кг углекислого газа:
30кг*1,1= 33 кг.
В баллоне с углекислым газом 24кг, значит необходимо 2 баллона.
Заправка баллонов стоит 1400р.*2=2800р.
Итого: 123,39р+2800р= 2923,36рубля

 Грегор Иоганн Мендель
Грегор Иоганн Мендель Презентация на тему Архитектурный облик Древней Руси
Презентация на тему Архитектурный облик Древней Руси Рекламное агентство Фолькон
Рекламное агентство Фолькон Искусство этрусков и Древнего Рима
Искусство этрусков и Древнего Рима  «Из истории родного края»
«Из истории родного края» Великий мыслитель (страницы жизни Н.И. Лобочевского)
Великий мыслитель (страницы жизни Н.И. Лобочевского) Волшебное число
Волшебное число Основы безопасности: сетевые коммутаторы RTT
Основы безопасности: сетевые коммутаторы RTT ЗАО «Черник, Джаарбеков и партнеры»
ЗАО «Черник, Джаарбеков и партнеры» Обобщение опыта работы учителя физической культуры муниципального бюджетного общеобразовательного учреждения средней
Обобщение опыта работы учителя физической культуры муниципального бюджетного общеобразовательного учреждения средней Выполнила: Орел Ю.А. Должность: учитель муз.-теоретических дисциплин
Выполнила: Орел Ю.А. Должность: учитель муз.-теоретических дисциплин Треугольник проекта
Треугольник проекта Язык программирования LOGO
Язык программирования LOGO Модель и моделирование_Светиков_Кирилл_6У
Модель и моделирование_Светиков_Кирилл_6У Правила планирования преемственности
Правила планирования преемственности Советский тыл в Годы Великой Отечественной войны
Советский тыл в Годы Великой Отечественной войны ПРЕЗЕНТАЦИЯСЕРВИСНОГО ЦЕНТРАХ5 Retail Group
ПРЕЗЕНТАЦИЯСЕРВИСНОГО ЦЕНТРАХ5 Retail Group Товарное соседство пищевых продуктов
Товарное соседство пищевых продуктов  УСТАНОВЛЕНИЕ ПРОИСХОЖДЕНИЯ ДЕТЕЙ
УСТАНОВЛЕНИЕ ПРОИСХОЖДЕНИЯ ДЕТЕЙ Папоротники. Особенности строения и жизнедеятельности
Папоротники. Особенности строения и жизнедеятельности Программа "Одаренные дети"
Программа "Одаренные дети" Особенности межличностного взаимодействия. Толерантность
Особенности межличностного взаимодействия. Толерантность Типы товаров
Типы товаров Одежда Курян
Одежда Курян На Билбордах по городу Алматы
На Билбордах по городу Алматы Механика игры Спорт, как искусство
Механика игры Спорт, как искусство Капризы у детей 3-4 лет
Капризы у детей 3-4 лет