- Зенкерование отверстий. Назначение и инструменты

Содержание
- 2. Зенкерование применяется для чистовой обработки просверленных, литых или кованых отверстий с точностью За—4-го классов и 4—5-го
- 3. Используемые для этой цели режущие инструменты называются зенкерами (рис.86).
- 4. По способу установки на станке зенкеры делятся на хвостовые и насадные, а по конструкции рабочей части
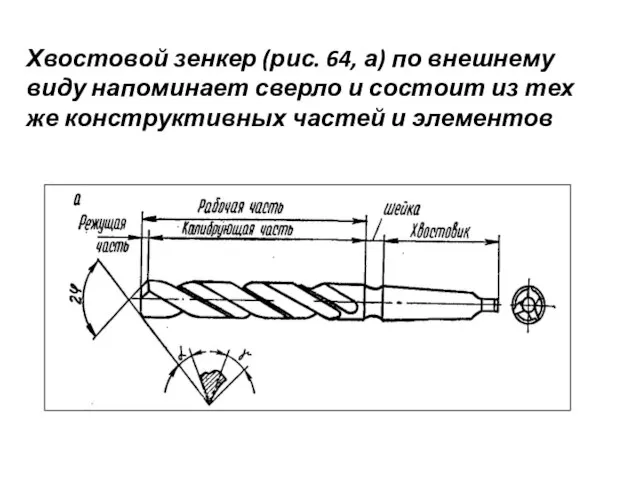
- 5. Хвостовой зенкер (рис. 64, а) по внешнему виду напоминает сверло и состоит из тех же конструктивных
- 6. Однако в отличие от последнего зенкер имеет 3—4 зуба и режущую часть по форме усеченного конуса.
- 7. Неглубокие стружечные канавки обеспечивают повышенную прочность и жесткость зенкера, а увеличенное количество ленточек на калибрующей части
- 8. Благодаря этому обеспечивается не только более высокая точность и чистота обработки, но также более строгая прямолинейность
- 9. Для уменьшения трения о стенки отверстия калибрующая часть зенкера выполняется с обратной конусностью 0,05—0,1 мм на
- 10. Задние углы α в пределах 8—10° создают затачиванием задних поверхностей зубьев на режущей части
- 11. Передние углы Ƴ получаются за счёт винтовой формы стружечных канавок
- 12. Зенкеры №1 применяют для предварительной обработки отверстий с припуском под развертывание, № 2 — для окончательной
- 13. Рабочая часть зенкеров выполняется из быстрорежущих сталей либо оснащается пластинками твердого сплава ВК8 или Т15К6. На
- 14. Приемы зенкерования Зенкерование на токарном станке выполняется аналогично сверлению. Заготовку закрепляют в патроне и при необходимости
- 15. Зенкер устанавливают в пиноль задней бабки, ось которой должна строго совпадать с осью шпинделя. Заднюю бабку
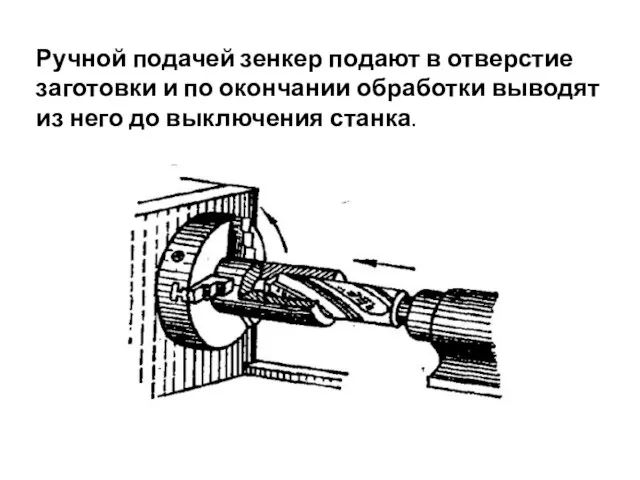
- 16. Ручной подачей зенкер подают в отверстие заготовки и по окончании обработки выводят из него до выключения
- 17. Припуск под зенкер у предварительно просверленных отверстий должен составлять 1—3 мм на диаметр в зависимости от
- 18. При зенкеровании литых и кованых отверстий с неравномерным припуском их рекомендуется вначале расточить на глубину 5—10
- 19. Режим резания при зенкеровании При выборе режима резания для работы зенкером следует учитывать, что глубина резания
- 20. Подачу для зенкерования можно увеличить в 1,5—2 раза по сравнению с ее значениями для сверления, а
- 21. При расчетах элементов режима резания можно пользоваться формулами 2 и 5 для наружного точения V=πDn/1000
- 22. Обработку отверстий в стальных заготовках быстрорежущими зенкерами необходимо производить с охлаждением эмульсией
- 23. При обработке чугуна и цветных металлов, а также при использовании твердосплавных зенкеров охлаждение обычно не применяют
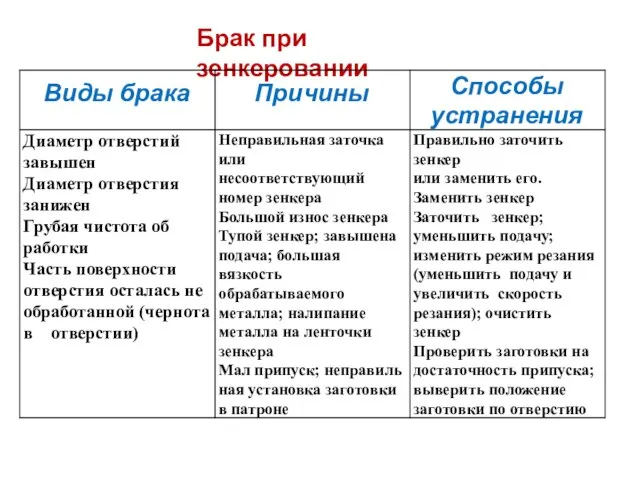
- 24. Брак при зенкеровании
- 26. Скачать презентацию
Слайд 2Зенкерование применяется для чистовой обработки просверленных, литых или кованых отверстий с точностью
Зенкерование применяется для чистовой обработки просверленных, литых или кованых отверстий с точностью
Слайд 3Используемые для этой цели режущие инструменты называются зенкерами (рис.86).
Используемые для этой цели режущие инструменты называются зенкерами (рис.86).

Слайд 4По способу установки на станке зенкеры делятся на хвостовые и насадные, а
По способу установки на станке зенкеры делятся на хвостовые и насадные, а
Слайд 5Хвостовой зенкер (рис. 64, а) по внешнему виду напоминает сверло и состоит
Хвостовой зенкер (рис. 64, а) по внешнему виду напоминает сверло и состоит
Слайд 6Однако в отличие от последнего зенкер имеет 3—4 зуба и режущую часть
Однако в отличие от последнего зенкер имеет 3—4 зуба и режущую часть
Слайд 7Неглубокие стружечные канавки обеспечивают повышенную прочность и жесткость зенкера, а увеличенное количество
Неглубокие стружечные канавки обеспечивают повышенную прочность и жесткость зенкера, а увеличенное количество
Слайд 8Благодаря этому обеспечивается не только более высокая точность и чистота обработки, но
Благодаря этому обеспечивается не только более высокая точность и чистота обработки, но
Слайд 9Для уменьшения трения о стенки отверстия калибрующая часть зенкера выполняется с обратной
Для уменьшения трения о стенки отверстия калибрующая часть зенкера выполняется с обратной
Слайд 10Задние углы α в пределах 8—10° создают затачиванием задних поверхностей зубьев на
Задние углы α в пределах 8—10° создают затачиванием задних поверхностей зубьев на
Слайд 11Передние углы Ƴ получаются за счёт винтовой формы стружечных канавок
Передние углы Ƴ получаются за счёт винтовой формы стружечных канавок
Слайд 12Зенкеры №1 применяют для предварительной обработки отверстий с припуском под развертывание, №
Зенкеры №1 применяют для предварительной обработки отверстий с припуском под развертывание, №
Слайд 13Рабочая часть зенкеров выполняется из быстрорежущих сталей либо оснащается пластинками твердого сплава
Рабочая часть зенкеров выполняется из быстрорежущих сталей либо оснащается пластинками твердого сплава
Слайд 14Приемы зенкерования
Зенкерование на токарном станке выполняется аналогично сверлению. Заготовку закрепляют в патроне
Приемы зенкерования
Зенкерование на токарном станке выполняется аналогично сверлению. Заготовку закрепляют в патроне
Слайд 15Зенкер устанавливают в пиноль задней бабки, ось которой должна строго совпадать с
Зенкер устанавливают в пиноль задней бабки, ось которой должна строго совпадать с
Слайд 16Ручной подачей зенкер подают в отверстие заготовки и по окончании обработки выводят
Ручной подачей зенкер подают в отверстие заготовки и по окончании обработки выводят
Слайд 17Припуск под зенкер у предварительно просверленных отверстий должен составлять 1—3 мм на
Припуск под зенкер у предварительно просверленных отверстий должен составлять 1—3 мм на
Слайд 18При зенкеровании литых и кованых отверстий с неравномерным припуском их рекомендуется вначале
При зенкеровании литых и кованых отверстий с неравномерным припуском их рекомендуется вначале
Слайд 19Режим резания при зенкеровании
При выборе режима резания для работы зенкером следует учитывать,
Режим резания при зенкеровании
При выборе режима резания для работы зенкером следует учитывать,
Слайд 20Подачу для зенкерования можно увеличить в 1,5—2 раза по сравнению с ее
Подачу для зенкерования можно увеличить в 1,5—2 раза по сравнению с ее
Слайд 21При расчетах элементов режима резания можно пользоваться формулами 2 и 5 для
При расчетах элементов режима резания можно пользоваться формулами 2 и 5 для
Слайд 22Обработку отверстий в стальных заготовках быстрорежущими зенкерами необходимо производить с охлаждением эмульсией
Обработку отверстий в стальных заготовках быстрорежущими зенкерами необходимо производить с охлаждением эмульсией
Слайд 23При обработке чугуна и цветных металлов, а также при использовании твердосплавных зенкеров
При обработке чугуна и цветных металлов, а также при использовании твердосплавных зенкеров
Слайд 24Брак при зенкеровании
Брак при зенкеровании
 Приготовление блюд и гарниров из овощей
Приготовление блюд и гарниров из овощей КВН "Веселая информатика"
КВН "Веселая информатика" Утомление при физической и умственной работе. Восстановление
Утомление при физической и умственной работе. Восстановление Солнцезащитный крем SPF 50+
Солнцезащитный крем SPF 50+ Презентация на тему Опустынивание
Презентация на тему Опустынивание Аудит системы продаж и маркетинга
Аудит системы продаж и маркетинга Фразеологизмы и их происхождение
Фразеологизмы и их происхождение Типы статистических шкал
Типы статистических шкал "DиM" Pictures PRESENTS
"DиM" Pictures PRESENTS Знакомим детей с Петербургом
Знакомим детей с Петербургом Безопасность труда на металлорежущих станках
Безопасность труда на металлорежущих станках  Об итогах реализации приоритетного национального проекта "Образование" на 2006- 2008 г.г.
Об итогах реализации приоритетного национального проекта "Образование" на 2006- 2008 г.г. Орифлэйм. Основы
Орифлэйм. Основы Продвижение и работа специалиста по питанию онлайн
Продвижение и работа специалиста по питанию онлайн Искусство древнего востока
Искусство древнего востока Милли ризыклар
Милли ризыклар Air pollution
Air pollution  Почему мы все нуждаемся в этом? Where are we and do we really need it?
Почему мы все нуждаемся в этом? Where are we and do we really need it? Родной Бриент
Родной Бриент Пудинг сухарный
Пудинг сухарный Летопись народного единения. Виртуальная выставка
Летопись народного единения. Виртуальная выставка CIVIL LAW Subjects of civil
CIVIL LAW Subjects of civil 22 политика
22 политика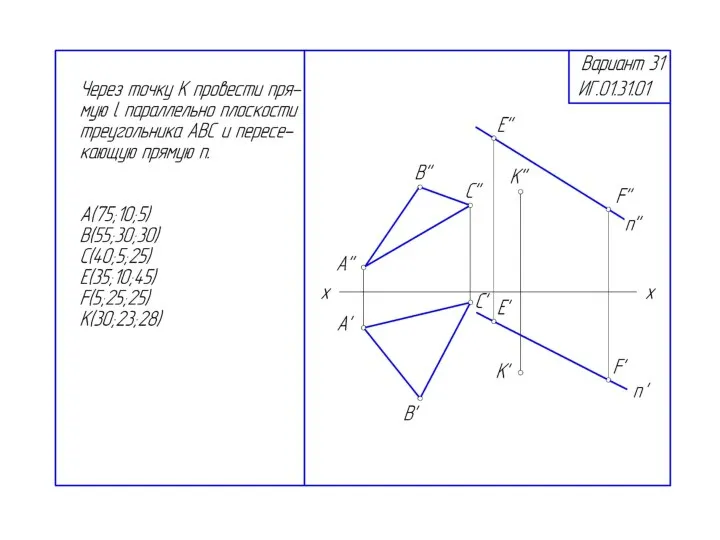 Эпюр1
Эпюр1 Смешение красок
Смешение красок Оптимизация потоков денежной наличности
Оптимизация потоков денежной наличности Полезные ископаемые в Удмуртии
Полезные ископаемые в Удмуртии Гимнастика. 2 четверть
Гимнастика. 2 четверть