- Экономика и организация производства

Содержание
- 2. 1. ОРГАНИЗАЦИЯ ПОДГОТОВКИ ПРОИЗВОДСТВА НОВОЙ ПРОДУКЦИИ
- 3. 1.1 Особенности процесса создания и освоения новой продукции
- 4. Одним из главных факторов успеха деятельности предприятия в рыночных условиях является непрерывное обновление товаров и технологии
- 5. 1. Сложность и масштабность разрабатываемых объектов и научных исследований по числу решаемых в процессе подготовки производства
- 6. 5. Уникальность процессов научных исследований и проектно-конструкторских разработок, постоянная сменяемость проектируемых объектов затрудняет выработку стереотипных методов
- 7. технический уровень изделия; сроки создания и освоения; увеличение объемов производства; увеличение товарной номенклатуры; снижение издержек при
- 8. ЦИКЛ СОНП
- 9. 1.2. Организация научно-исследовательских работ (НИР)
- 10. НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЕ РАБОТЫ (НИР) -это это совокупность процессов и работ, целью которых является изучение и открытие законов
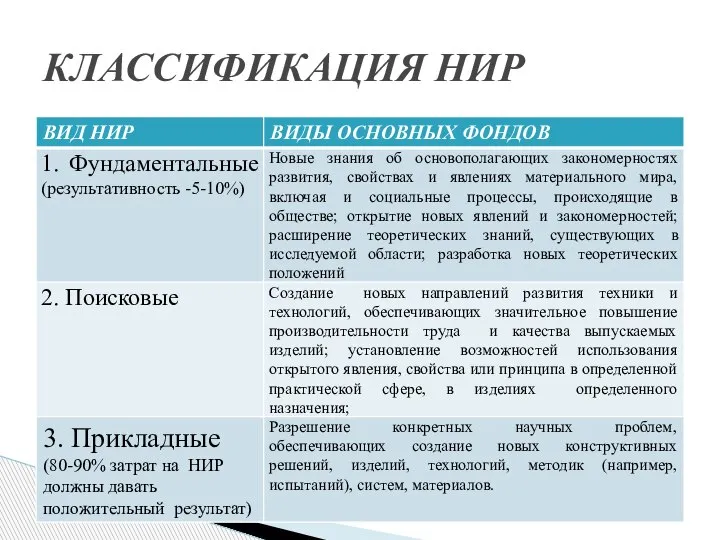
- 11. КЛАССИФИКАЦИЯ НИР
- 12. 1. Разработка технического задания НИР 2. Техническое предложение 3. Теоретические и экспериментальные исследования 4. Технический отчет
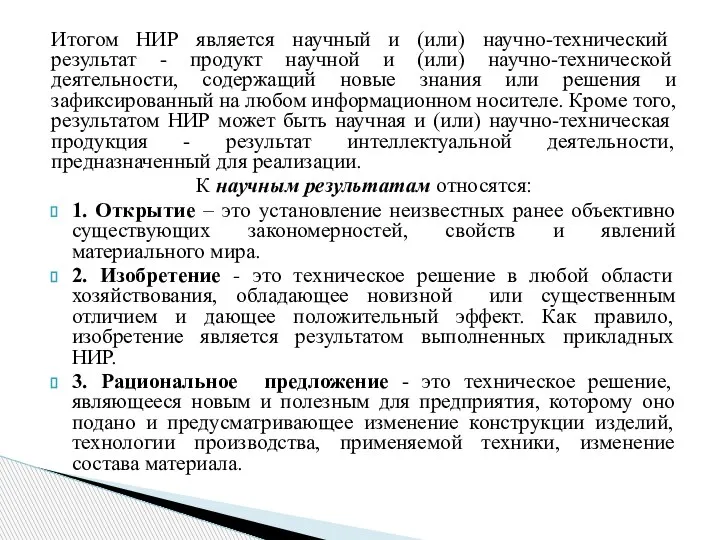
- 13. Итогом НИР является научный и (или) научно-технический результат - продукт научной и (или) научно-технической деятельности, содержащий
- 14. 1.3. Организация проектно-конструкторских работ (ПКР)
- 15. это комплекс мероприятий, обеспечивающих поиск технических решений, удовлетворяющих заданным требованиям, их оптимизацию и реализацию в виде
- 16. Основной целью ПКР является создание новых и совершенствование имеющихся изделий в заданные сроки и с наименьшими
- 17. 1. Техническое задание ПКР (ТЗ) 2. Техническое предложение 3. Эскизный проект 4. Технический проект 5. Разработка
- 18. 1.4. Организация технологической подготовки производства (ТПП)
- 19. совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к выпуску продукции необходимого качества при установленных сроках, объеме
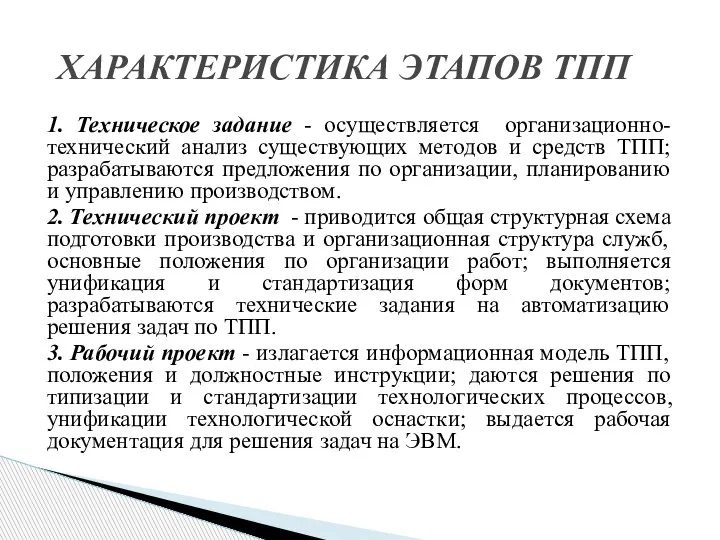
- 20. 1. Техническое задание - осуществляется организационно-технический анализ существующих методов и средств ТПП; разрабатываются предложения по организации,
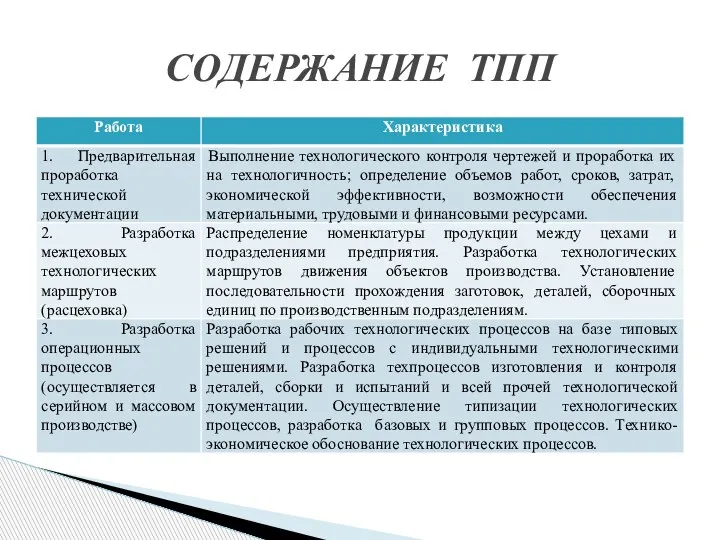
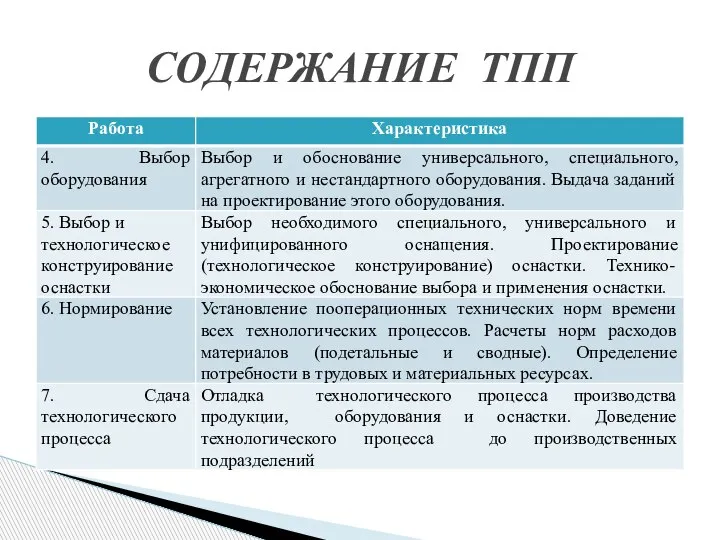
- 21. СОДЕРЖАНИЕ ТПП
- 22. СОДЕРЖАНИЕ ТПП
- 23. Ключевой задачей технико-экономического проектирования в составе ПКР и ТПП является обеспечение технологичности и эффективности нового изделия,
- 24. трудоемкость изготовления - абсолютная (на одно изделие) или относительная (на единицу установленной мощности, производительности, другого показателя);
- 25. Производственная технологичность – степень соответствия конструкции изделия оптимальным производственно-технологическим условиям его изготовления при заданном объеме выпуска.
- 26. подбор и анализ исходных материалов, необходимых для оценки технологичности конструкции; уточнение объема выпуска изделия; анализ показателей
- 27. 1.5. Организационная подготовка производства (ОПП)
- 28. комплекс процессов и работ, направленных на разработку и реализацию проекта организации производственного процесса изготовления нового изделия;
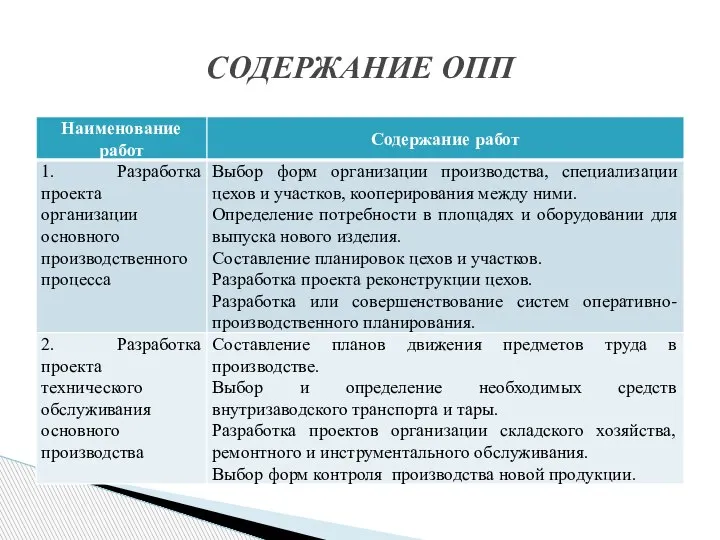
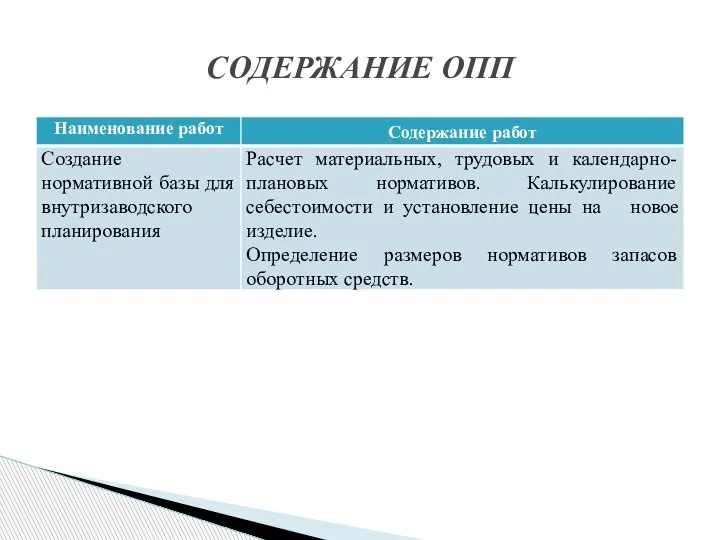
- 29. СОДЕРЖАНИЕ ОПП
- 30. СОДЕРЖАНИЕ ОПП
- 31. СОДЕРЖАНИЕ ОПП
- 32. 2. ОСВОЕНИЕ ПРОИЗВОДСТВА НОВОЙ ПРОДУКЦИИ
- 33. 2.1. Характеристика процесса освоения новой продукции
- 34. производственный процесс, в течение которого проходит необходимая отладка технологического процесса; осуществляется организация и планирование производства с
- 35. ХАРАКТЕРНЫЕ ПРИЗНАКИ ПРОЦЕССА ОСВОЕНИЯ НОВОЙ ПРОДУКЦИИ нестабильность, динамичность технико-экономических показателей производства; неопределенность результатов вследствие вероятностного характера
- 36. 1. Техническое освоение – осуществляется еще в предпроизводственный период и характеризуется достижением технических параметров, которые установлены
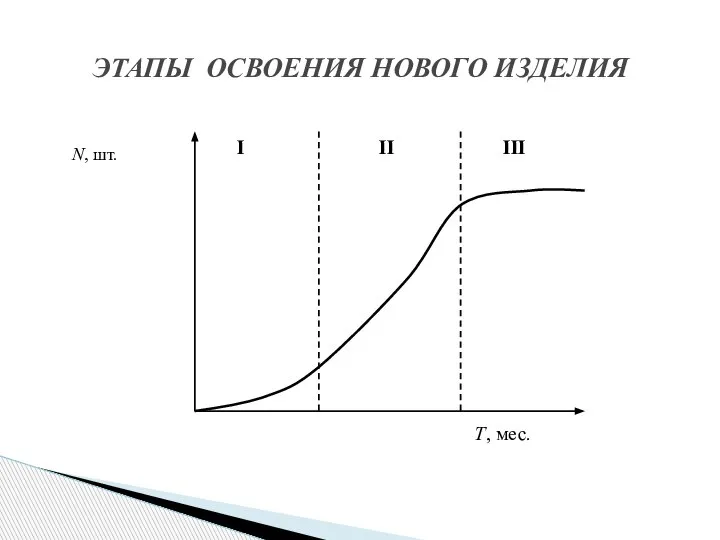
- 37. 1. Этап развертывания освоения (I) – заключается в выпуске первых промышленных партий нового изделия - (установочной
- 38. 2. Этап интенсивного освоения (II) – характеризуется тем, что объем производства нарастает быстрыми темпами, производственные подразделения
- 39. ЭТАПЫ ОСВОЕНИЯ НОВОГО ИЗДЕЛИЯ
- 40. 2.2 Организация перехода на выпуск нового изделия
- 41. Критерием эффективности метода перехода на выпуск нового изделия являются минимальные потери производства. Выбор метода перехода зависит
- 42. степенью совмещения времени выпуска заменяемых и осваиваемых изделий (либо наличием перерыва между окончанием выпуска заменяемого и
- 43. характеризуется тем, что производство новой продукции начинается после полного прекращения выпуска продукции, снимаемой с производства. Техническая
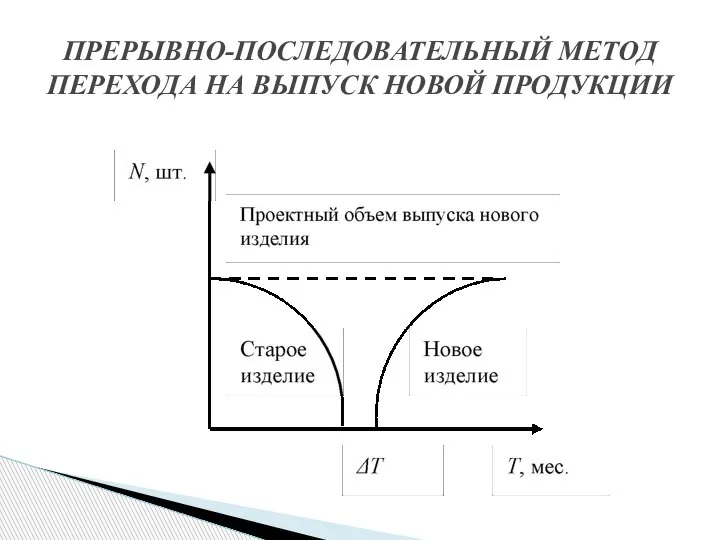
- 44. после прекращения выпуска старого изделия на тех же производственных площадях выполняются работы по перепланировке и монтажу
- 45. ПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ
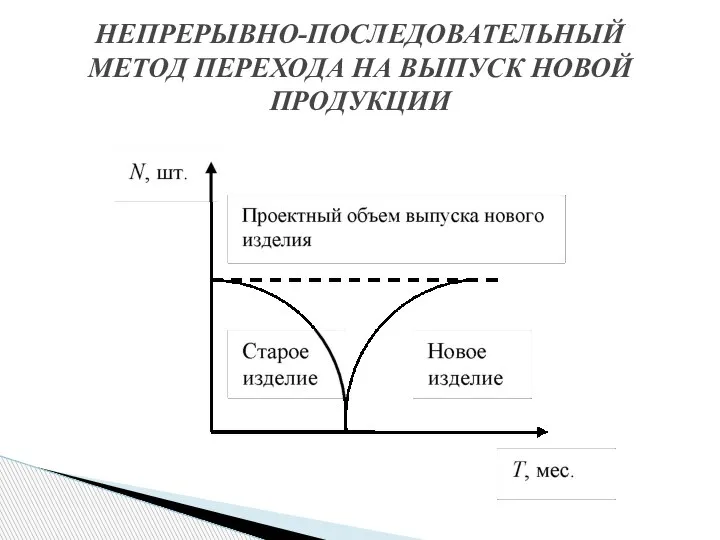
- 46. НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ выпуск осваиваемого изделия начинается сразу же после прекращения выпуска
- 47. НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ
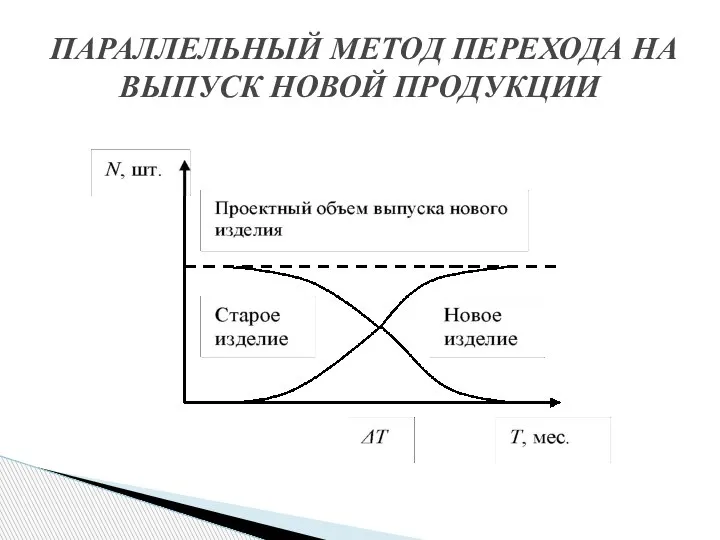
- 48. характеризуется одновременным производством старых и новых изделий. Для этого метода характерно постепенное замещение снимаемой с производства
- 49. ПАРАЛЛЕЛЬНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ
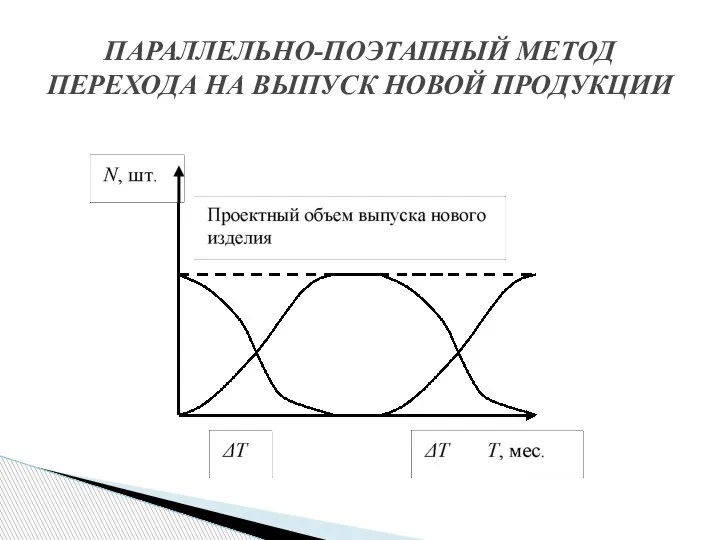
- 50. Переход осуществляется в несколько этапов, в ходе которых осваивается выпуск, так называемых, переходных моделей изделия, отличающихся
- 51. ПАРАЛЛЕЛЬНО-ПОЭТАПНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ
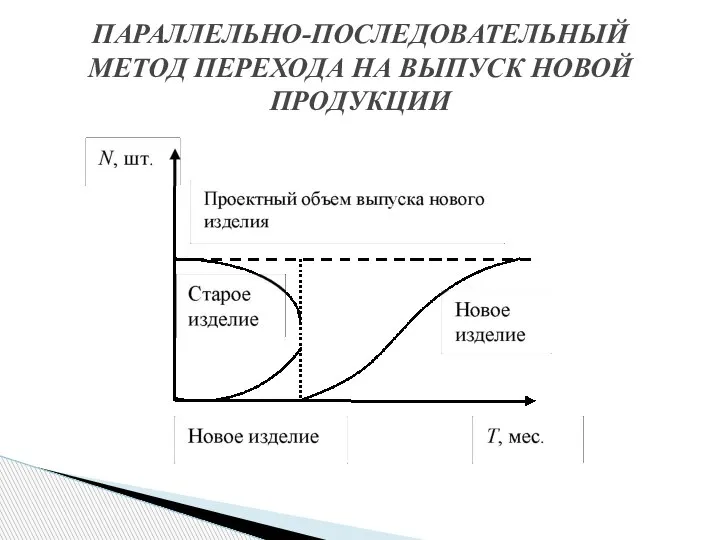
- 52. широко применяется в условиях массового производства при освоении нового изделия, существенно отличающегося по конструкции от снимаемого
- 53. ПАРАЛЛЕЛЬНО-ПОСЛЕДОВАТЕЛЬНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ
- 54. 2.3. Динамика производственных затрат в период освоения производства. Кривые освоения
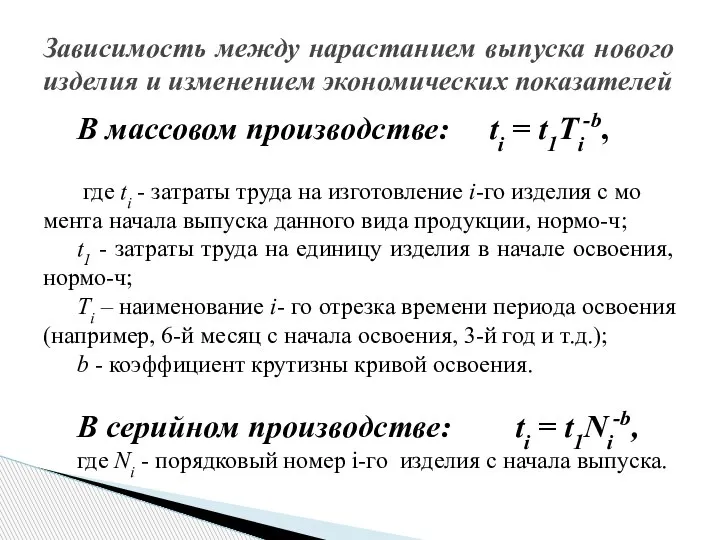
- 55. В массовом производстве: ti = t1Ti-b, где ti - затраты труда на изготовление i-го изделия с
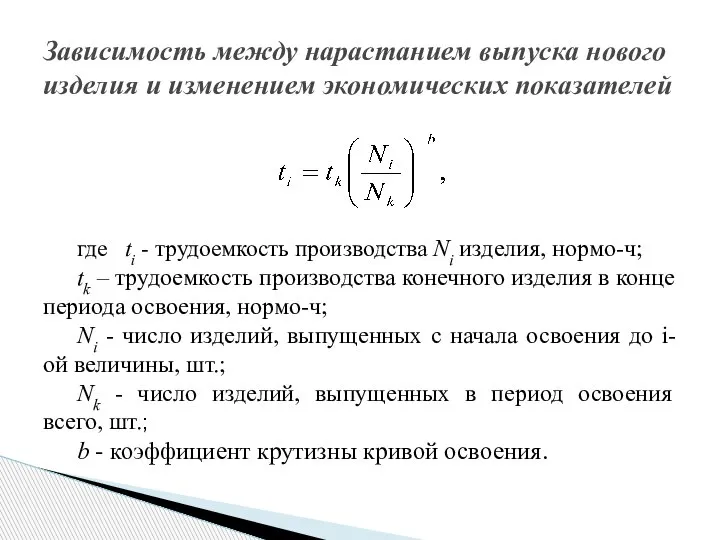
- 56. где ti - трудоемкость производства Ni изделия, нормо-ч; tk – трудоемкость производства конечного изделия в конце
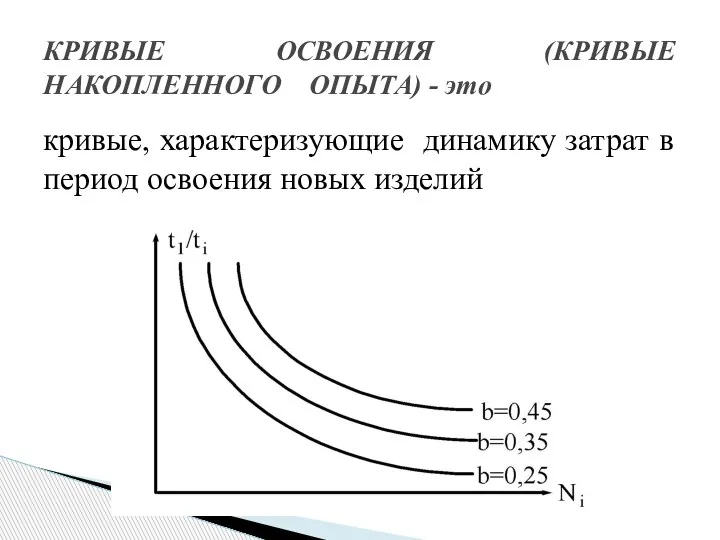
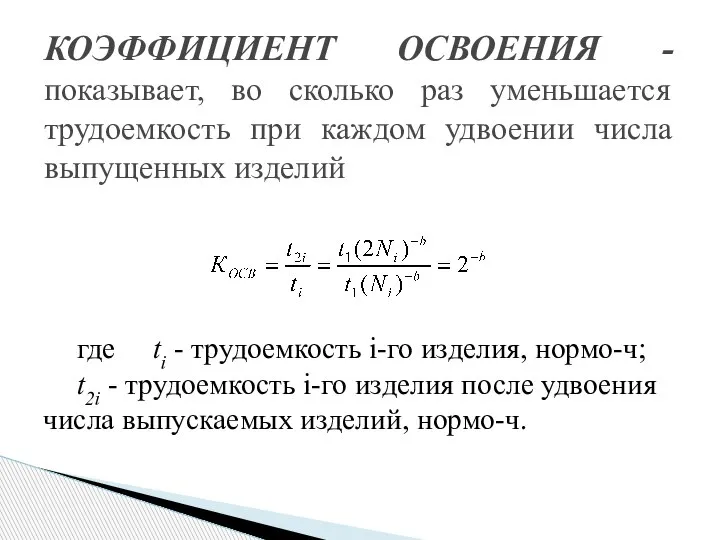
- 57. кривые, характеризующие динамику затрат в период освоения новых изделий КРИВЫЕ ОСВОЕНИЯ (КРИВЫЕ НАКОПЛЕННОГО ОПЫТА) - это
- 58. характеризует темп относительного снижения экономических показателей и зависит от новизны и сложности конструкции и технологического процесса,
- 59. где ti - трудоемкость i-го изделия, нормо-ч; t2i - трудоемкость i-го изделия после удвоения числа выпускаемых
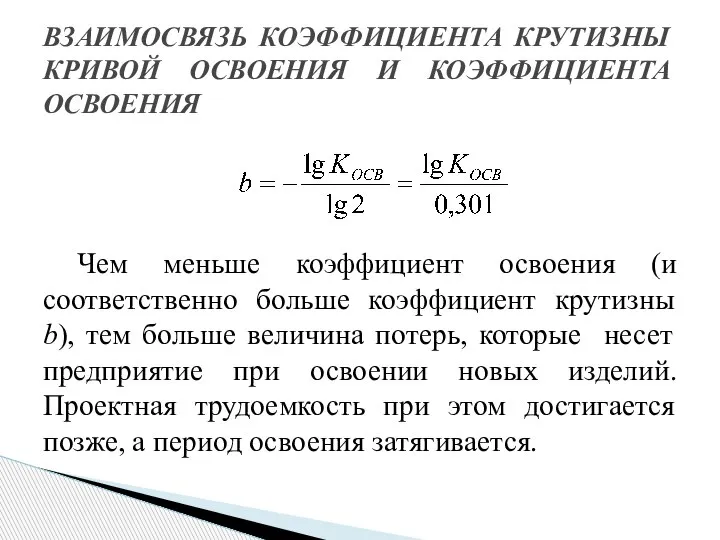
- 60. Чем меньше коэффициент освоения (и соответственно больше коэффициент крутизны b), тем больше величина потерь, которые несет
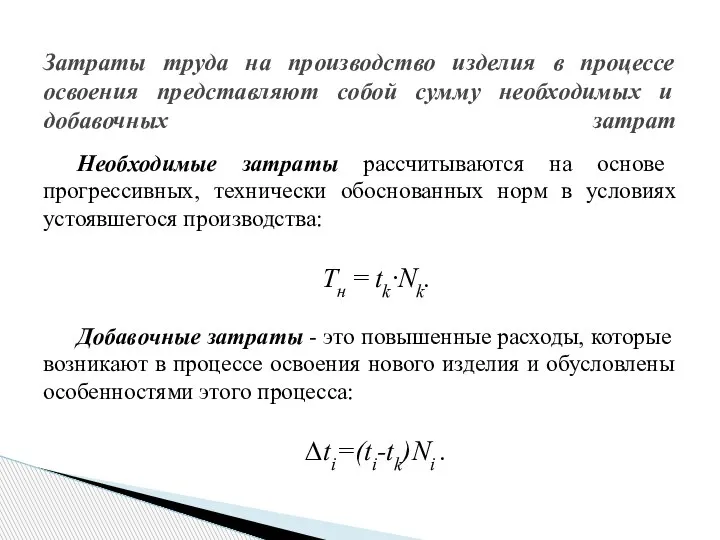
- 61. Необходимые затраты рассчитываются на основе прогрессивных, технически обоснованных норм в условиях устоявшегося производства: Tн = tk·Nk.
- 62. внедрение специализированного оборудования; ускорение освоения технологической оснастки; совершенствование технологического процесса; совершенствование конструкции изделия (детали); обучение рабочих
- 63. 2.4. Планирование процессов СОНП. Система сетевого планирования и управления
- 64. это комплекс графических и расчетных методов, организационных мероприятий, контрольных приемов, обеспечивающих моделирование, анализ и динамическую перестройку
- 65. РАБОТА – это: тот или иной процесс (например, изготовления чего-либо), требующий затрат труда; ожидание, требующее затрат
- 66. СОБЫТИЕ - это момент завершения работы, после которого должна начаться следующая работа. Событие - это конечный
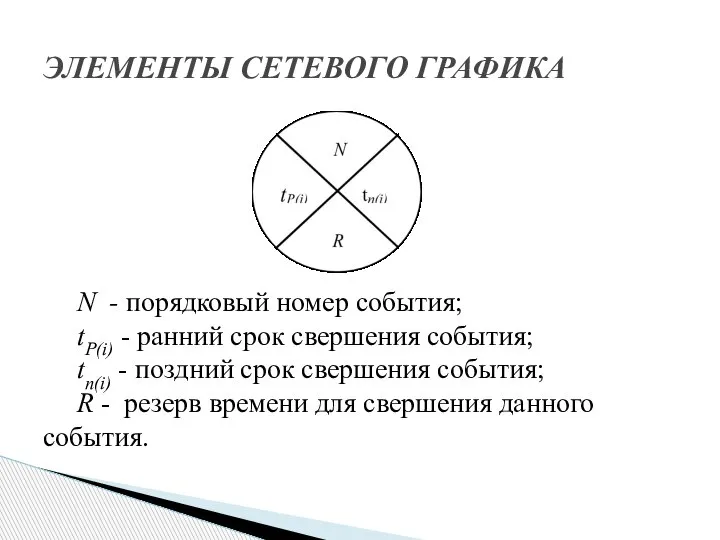
- 67. N - порядковый номер события; tP(i) - ранний срок свершения события; tn(i) - поздний срок свершения
- 68. Любая последовательность работ в сети, в которой конечное событие каждой работы этой последовательности совпадает с начальным
- 69. 1) график должен быть простым, без лишних пересечений; 2) стрелки (работы) должны быть направлены слева направо;
- 70. 1) составляется полный перечень работ; 2) по вышеназванным правилам на основе перечня работ строится сетевой график;
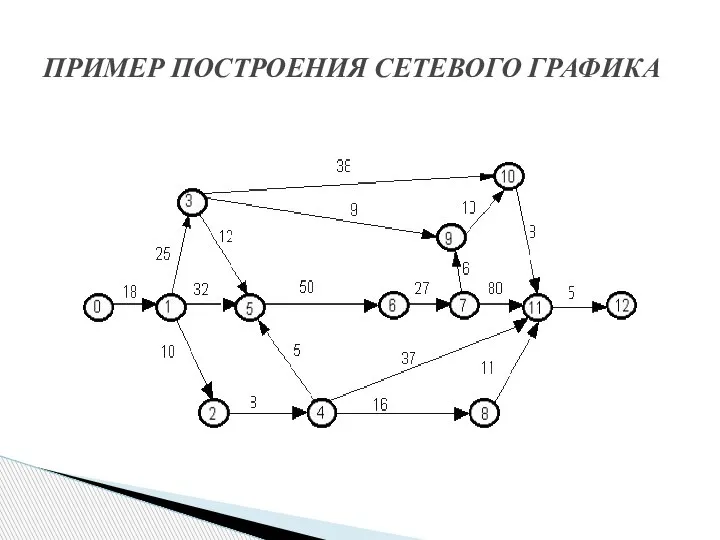
- 71. ПРИМЕР ПОСТРОЕНИЯ СЕТЕВОГО ГРАФИКА
- 72. 1. Ранний срок свершения события – это срок, необходимый для выполнения всех работ, предшествующих данному событию.
- 73. 2. Поздний срок свершения события - это такой срок наступления события, превышение которого вызовет аналогичную задержку
- 74. 3. Продолжительность критического пути (Lкр) соответствует раннему сроку свершения (tр) или позднему сроку свершения (tп) завершающего
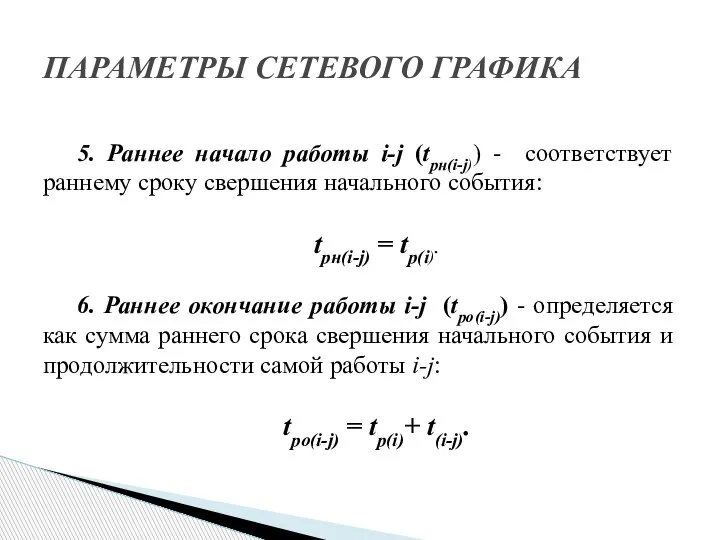
- 75. 5. Раннее начало работы i-j (tрн(i-j)) - соответствует раннему сроку свершения начального события: tрн(i-j) = tр(i).
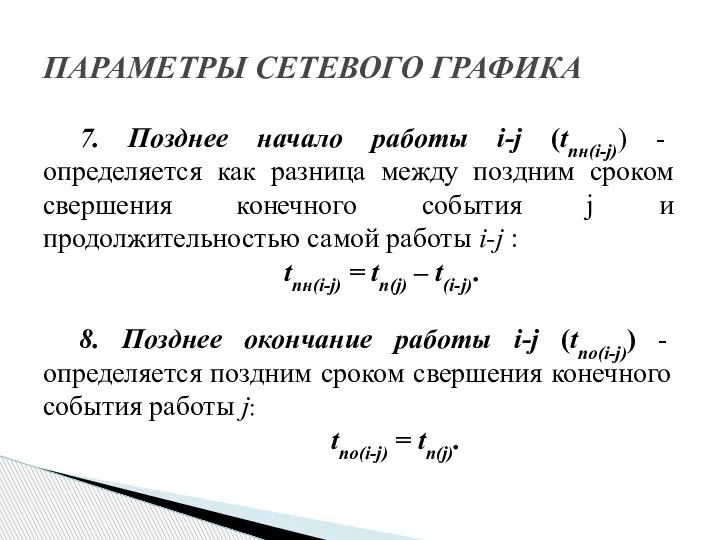
- 76. 7. Позднее начало работы i-j (tпн(i-j)) - определяется как разница между поздним сроком свершения конечного события
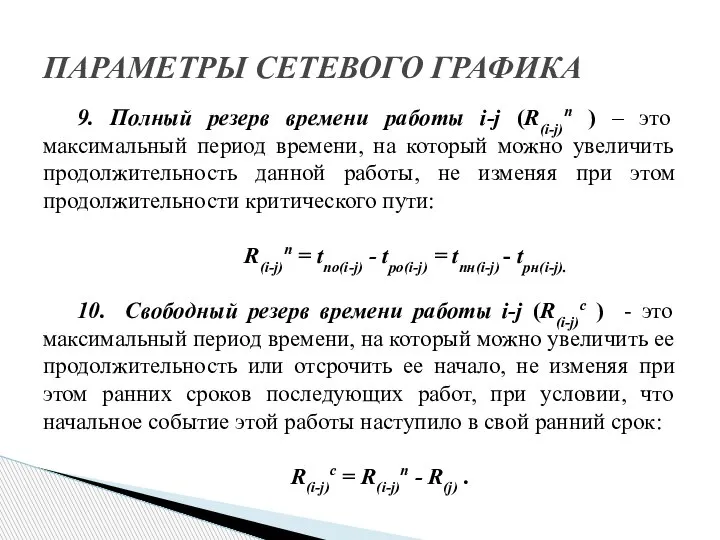
- 77. 9. Полный резерв времени работы i-j (R(i-j)п ) – это максимальный период времени, на который можно
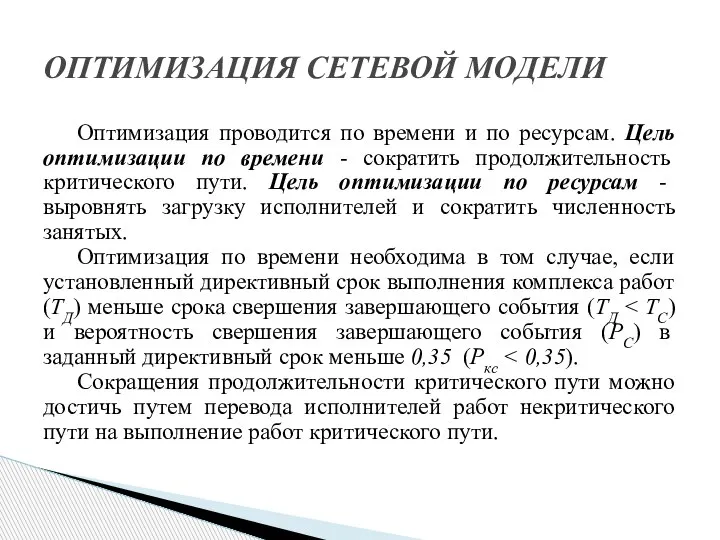
- 78. Оптимизация проводится по времени и по ресурсам. Цель оптимизации по времени - сократить продолжительность критического пути.
- 80. Скачать презентацию
Слайд 31.1 Особенности процесса создания и освоения новой продукции
1.1 Особенности процесса создания и освоения новой продукции
Слайд 4Одним из главных факторов успеха деятельности предприятия в рыночных условиях является непрерывное
Одним из главных факторов успеха деятельности предприятия в рыночных условиях является непрерывное
Слайд 51. Сложность и масштабность разрабатываемых объектов и научных исследований по числу решаемых
1. Сложность и масштабность разрабатываемых объектов и научных исследований по числу решаемых
Слайд 65. Уникальность процессов научных исследований и проектно-конструкторских разработок, постоянная сменяемость проектируемых объектов
5. Уникальность процессов научных исследований и проектно-конструкторских разработок, постоянная сменяемость проектируемых объектов
Слайд 7технический уровень изделия;
сроки создания и освоения;
увеличение объемов производства;
увеличение товарной номенклатуры;
снижение издержек при
технический уровень изделия;
сроки создания и освоения;
увеличение объемов производства;
увеличение товарной номенклатуры;
снижение издержек при
Слайд 8
ЦИКЛ СОНП
ЦИКЛ СОНП

Слайд 91.2. Организация научно-исследовательских работ (НИР)
1.2. Организация научно-исследовательских работ (НИР)
Слайд 10НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЕ РАБОТЫ (НИР) -это
это совокупность процессов и работ, целью которых является изучение
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЕ РАБОТЫ (НИР) -это
это совокупность процессов и работ, целью которых является изучение
Слайд 11КЛАССИФИКАЦИЯ НИР
КЛАССИФИКАЦИЯ НИР
Слайд 121. Разработка технического задания НИР
2. Техническое предложение
3. Теоретические и экспериментальные исследования
4. Технический
1. Разработка технического задания НИР
2. Техническое предложение
3. Теоретические и экспериментальные исследования
4. Технический
Слайд 13Итогом НИР является научный и (или) научно-технический результат - продукт научной и
Итогом НИР является научный и (или) научно-технический результат - продукт научной и
Слайд 141.3. Организация проектно-конструкторских работ (ПКР)
1.3. Организация проектно-конструкторских работ (ПКР)
Слайд 15это комплекс мероприятий, обеспечивающих поиск технических решений, удовлетворяющих заданным требованиям, их оптимизацию
это комплекс мероприятий, обеспечивающих поиск технических решений, удовлетворяющих заданным требованиям, их оптимизацию
Слайд 16Основной целью ПКР является создание новых и совершенствование имеющихся изделий в заданные
Основной целью ПКР является создание новых и совершенствование имеющихся изделий в заданные
Слайд 171. Техническое задание ПКР (ТЗ)
2. Техническое предложение
3. Эскизный проект
4. Технический проект
5. Разработка
1. Техническое задание ПКР (ТЗ)
2. Техническое предложение
3. Эскизный проект
4. Технический проект
5. Разработка
Слайд 181.4. Организация технологической подготовки производства (ТПП)
1.4. Организация технологической подготовки производства (ТПП)
Слайд 19совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к выпуску продукции необходимого качества
совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к выпуску продукции необходимого качества
Слайд 201. Техническое задание - осуществляется организационно-технический анализ существующих методов и средств ТПП;
1. Техническое задание - осуществляется организационно-технический анализ существующих методов и средств ТПП;
Слайд 21СОДЕРЖАНИЕ ТПП
СОДЕРЖАНИЕ ТПП
Слайд 22СОДЕРЖАНИЕ ТПП
СОДЕРЖАНИЕ ТПП
Слайд 23Ключевой задачей технико-экономического проектирования в составе ПКР и ТПП является обеспечение технологичности
Ключевой задачей технико-экономического проектирования в составе ПКР и ТПП является обеспечение технологичности
Слайд 24трудоемкость изготовления - абсолютная (на одно изделие) или относительная (на единицу установленной
трудоемкость изготовления - абсолютная (на одно изделие) или относительная (на единицу установленной
Слайд 25Производственная технологичность – степень соответствия конструкции изделия оптимальным производственно-технологическим условиям его изготовления
Производственная технологичность – степень соответствия конструкции изделия оптимальным производственно-технологическим условиям его изготовления
Слайд 26подбор и анализ исходных материалов, необходимых для оценки технологичности конструкции;
уточнение объема выпуска
подбор и анализ исходных материалов, необходимых для оценки технологичности конструкции;
уточнение объема выпуска
Слайд 271.5. Организационная подготовка производства (ОПП)
1.5. Организационная подготовка производства (ОПП)
Слайд 28комплекс процессов и работ, направленных на разработку и реализацию проекта организации производственного
комплекс процессов и работ, направленных на разработку и реализацию проекта организации производственного
Слайд 29СОДЕРЖАНИЕ ОПП
СОДЕРЖАНИЕ ОПП
Слайд 30СОДЕРЖАНИЕ ОПП
СОДЕРЖАНИЕ ОПП
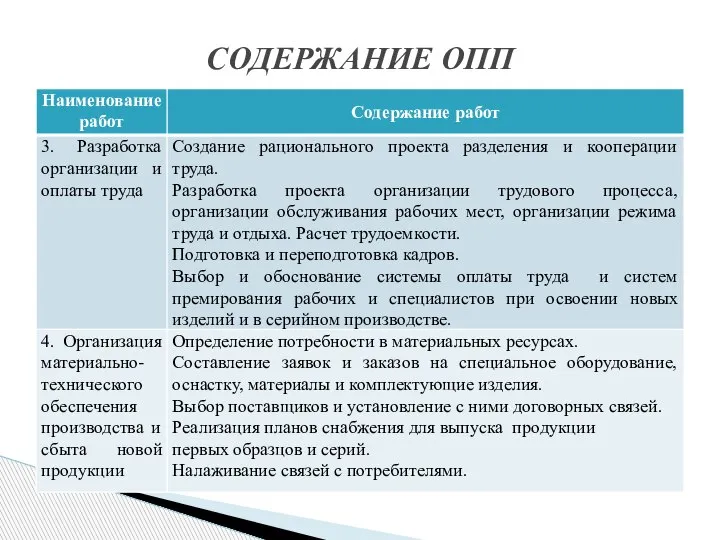
Слайд 31СОДЕРЖАНИЕ ОПП
СОДЕРЖАНИЕ ОПП
Слайд 322. ОСВОЕНИЕ ПРОИЗВОДСТВА НОВОЙ ПРОДУКЦИИ
2. ОСВОЕНИЕ ПРОИЗВОДСТВА НОВОЙ ПРОДУКЦИИ
Слайд 332.1. Характеристика процесса освоения новой продукции
2.1. Характеристика процесса освоения новой продукции
Слайд 34производственный процесс, в течение которого проходит необходимая отладка технологического процесса; осуществляется организация
производственный процесс, в течение которого проходит необходимая отладка технологического процесса; осуществляется организация
Слайд 35ХАРАКТЕРНЫЕ ПРИЗНАКИ ПРОЦЕССА ОСВОЕНИЯ НОВОЙ ПРОДУКЦИИ
нестабильность, динамичность технико-экономических показателей производства;
неопределенность результатов вследствие
ХАРАКТЕРНЫЕ ПРИЗНАКИ ПРОЦЕССА ОСВОЕНИЯ НОВОЙ ПРОДУКЦИИ
нестабильность, динамичность технико-экономических показателей производства;
неопределенность результатов вследствие
Слайд 361. Техническое освоение – осуществляется еще в предпроизводственный период и характеризуется достижением
1. Техническое освоение – осуществляется еще в предпроизводственный период и характеризуется достижением
Слайд 371. Этап развертывания освоения (I) – заключается в выпуске первых промышленных партий
1. Этап развертывания освоения (I) – заключается в выпуске первых промышленных партий
Слайд 382. Этап интенсивного освоения (II) – характеризуется тем, что объем производства нарастает
2. Этап интенсивного освоения (II) – характеризуется тем, что объем производства нарастает
Слайд 39ЭТАПЫ ОСВОЕНИЯ НОВОГО ИЗДЕЛИЯ
ЭТАПЫ ОСВОЕНИЯ НОВОГО ИЗДЕЛИЯ
Слайд 402.2 Организация перехода на выпуск нового изделия
2.2 Организация перехода на выпуск нового изделия
Слайд 41Критерием эффективности метода перехода на выпуск нового изделия являются минимальные потери производства.
Критерием эффективности метода перехода на выпуск нового изделия являются минимальные потери производства.
Слайд 42степенью совмещения времени выпуска заменяемых и осваиваемых изделий (либо наличием перерыва между
степенью совмещения времени выпуска заменяемых и осваиваемых изделий (либо наличием перерыва между
Слайд 43характеризуется тем, что производство новой продукции начинается после полного прекращения выпуска продукции,
характеризуется тем, что производство новой продукции начинается после полного прекращения выпуска продукции,
Слайд 44после прекращения выпуска старого изделия на тех же производственных площадях выполняются работы
после прекращения выпуска старого изделия на тех же производственных площадях выполняются работы
Слайд 45ПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ
ПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ
Слайд 46 НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ
выпуск осваиваемого изделия начинается сразу
НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ
выпуск осваиваемого изделия начинается сразу
Слайд 47НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ
НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ
Слайд 48характеризуется одновременным производством старых и новых изделий. Для этого метода характерно постепенное
характеризуется одновременным производством старых и новых изделий. Для этого метода характерно постепенное
Слайд 49ПАРАЛЛЕЛЬНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ
ПАРАЛЛЕЛЬНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ
Слайд 50Переход осуществляется в несколько этапов, в ходе которых осваивается выпуск, так называемых,
Переход осуществляется в несколько этапов, в ходе которых осваивается выпуск, так называемых,
Слайд 51ПАРАЛЛЕЛЬНО-ПОЭТАПНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ
ПАРАЛЛЕЛЬНО-ПОЭТАПНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ
Слайд 52широко применяется в условиях массового производства при освоении нового изделия, существенно отличающегося
широко применяется в условиях массового производства при освоении нового изделия, существенно отличающегося
Слайд 53ПАРАЛЛЕЛЬНО-ПОСЛЕДОВАТЕЛЬНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ
ПАРАЛЛЕЛЬНО-ПОСЛЕДОВАТЕЛЬНЫЙ МЕТОД ПЕРЕХОДА НА ВЫПУСК НОВОЙ ПРОДУКЦИИ
Слайд 542.3. Динамика производственных затрат в период освоения производства. Кривые освоения
2.3. Динамика производственных затрат в период освоения производства. Кривые освоения
Слайд 55В массовом производстве: ti = t1Ti-b,
где ti - затраты труда на
В массовом производстве: ti = t1Ti-b,
где ti - затраты труда на
Слайд 56где ti - трудоемкость производства Ni изделия, нормо-ч;
tk – трудоемкость производства
где ti - трудоемкость производства Ni изделия, нормо-ч;
tk – трудоемкость производства
Слайд 57кривые, характеризующие динамику затрат в период освоения новых изделий
КРИВЫЕ ОСВОЕНИЯ (КРИВЫЕ НАКОПЛЕННОГО
кривые, характеризующие динамику затрат в период освоения новых изделий
КРИВЫЕ ОСВОЕНИЯ (КРИВЫЕ НАКОПЛЕННОГО
Слайд 58характеризует темп относительного снижения экономических показателей и зависит от новизны и сложности
характеризует темп относительного снижения экономических показателей и зависит от новизны и сложности
Слайд 59где ti - трудоемкость i-го изделия, нормо-ч;
t2i - трудоемкость i-го изделия после
где ti - трудоемкость i-го изделия, нормо-ч;
t2i - трудоемкость i-го изделия после
Слайд 60Чем меньше коэффициент освоения (и соответственно больше коэффициент крутизны b), тем больше
Чем меньше коэффициент освоения (и соответственно больше коэффициент крутизны b), тем больше
Слайд 61Необходимые затраты рассчитываются на основе прогрессивных, технически обоснованных норм в условиях устоявшегося
Необходимые затраты рассчитываются на основе прогрессивных, технически обоснованных норм в условиях устоявшегося
Слайд 62внедрение специализированного оборудования;
ускорение освоения технологической оснастки;
совершенствование технологического процесса;
совершенствование конструкции изделия
внедрение специализированного оборудования;
ускорение освоения технологической оснастки;
совершенствование технологического процесса;
совершенствование конструкции изделия
Слайд 632.4. Планирование процессов СОНП. Система сетевого планирования и управления
2.4. Планирование процессов СОНП. Система сетевого планирования и управления
Слайд 64это комплекс графических и расчетных методов, организационных мероприятий, контрольных приемов, обеспечивающих моделирование,
это комплекс графических и расчетных методов, организационных мероприятий, контрольных приемов, обеспечивающих моделирование,
Слайд 65РАБОТА – это:
тот или иной процесс (например, изготовления чего-либо), требующий затрат труда;
ожидание,
РАБОТА – это:
тот или иной процесс (например, изготовления чего-либо), требующий затрат труда;
ожидание,
Слайд 66СОБЫТИЕ - это момент завершения работы, после которого должна начаться следующая работа.
СОБЫТИЕ - это момент завершения работы, после которого должна начаться следующая работа.
Слайд 67N - порядковый номер события;
tP(i) - ранний срок свершения события;
tn(i) - поздний
N - порядковый номер события;
tP(i) - ранний срок свершения события;
tn(i) - поздний
Слайд 68Любая последовательность работ в сети, в которой конечное событие каждой работы этой
Любая последовательность работ в сети, в которой конечное событие каждой работы этой
Слайд 691) график должен быть простым, без лишних пересечений;
2) стрелки (работы) должны быть
1) график должен быть простым, без лишних пересечений;
2) стрелки (работы) должны быть
Слайд 701) составляется полный перечень работ;
2) по вышеназванным правилам на основе перечня работ
1) составляется полный перечень работ;
2) по вышеназванным правилам на основе перечня работ
Слайд 71ПРИМЕР ПОСТРОЕНИЯ СЕТЕВОГО ГРАФИКА
ПРИМЕР ПОСТРОЕНИЯ СЕТЕВОГО ГРАФИКА
Слайд 721. Ранний срок свершения события – это срок, необходимый для выполнения всех
1. Ранний срок свершения события – это срок, необходимый для выполнения всех
Слайд 732. Поздний срок свершения события - это такой срок наступления события, превышение
2. Поздний срок свершения события - это такой срок наступления события, превышение
Слайд 743. Продолжительность критического пути (Lкр) соответствует раннему сроку свершения (tр) или позднему
3. Продолжительность критического пути (Lкр) соответствует раннему сроку свершения (tр) или позднему
Слайд 755. Раннее начало работы i-j (tрн(i-j)) - соответствует раннему сроку свершения начального
5. Раннее начало работы i-j (tрн(i-j)) - соответствует раннему сроку свершения начального
Слайд 767. Позднее начало работы i-j (tпн(i-j)) - определяется как разница между поздним
7. Позднее начало работы i-j (tпн(i-j)) - определяется как разница между поздним
Слайд 779. Полный резерв времени работы i-j (R(i-j)п ) – это максимальный период
9. Полный резерв времени работы i-j (R(i-j)п ) – это максимальный период
Слайд 78Оптимизация проводится по времени и по ресурсам. Цель оптимизации по времени -
Оптимизация проводится по времени и по ресурсам. Цель оптимизации по времени -
 Структура национальной экономики. Предприятие как первичное звено экономики
Структура национальной экономики. Предприятие как первичное звено экономики Проблемы управления и регулирования внешнего корпоративного долга Российской Федерации в условиях санкций
Проблемы управления и регулирования внешнего корпоративного долга Российской Федерации в условиях санкций Экономические циклы
Экономические циклы Экономический рост и как его можно ускорить
Экономический рост и как его можно ускорить Faktory_proizvodstva
Faktory_proizvodstva Экономика и государство
Экономика и государство Комфортная школа
Комфортная школа Понятие фирмы и отрасли
Понятие фирмы и отрасли Рынок земли
Рынок земли Сохранение капитала на рынке углеводородов США
Сохранение капитала на рынке углеводородов США Зачем и как защищать конкуренцию
Зачем и как защищать конкуренцию Международный рынок услуг в современных условиях. США, Япония
Международный рынок услуг в современных условиях. США, Япония 259397
259397 Определение инфляции и ее измерение
Определение инфляции и ее измерение Человек в мире экономических отношений
Человек в мире экономических отношений Технологическая теория МТ Г. Хафбауера
Технологическая теория МТ Г. Хафбауера Подбор и адаптация персонала
Подбор и адаптация персонала Затраты предприятия и выручка от реализации
Затраты предприятия и выручка от реализации Бизнес план химчистки "Снежинка"
Бизнес план химчистки "Снежинка" Экономика государства. Задание 22
Экономика государства. Задание 22 Микроэкономика. Экономическая система
Микроэкономика. Экономическая система Алгоритм действий в случаях кризиса
Алгоритм действий в случаях кризиса Послание 2006 года Стратегия вхождения Казахстана в число 50 наиболее конкурентоспособных стран мира
Послание 2006 года Стратегия вхождения Казахстана в число 50 наиболее конкурентоспособных стран мира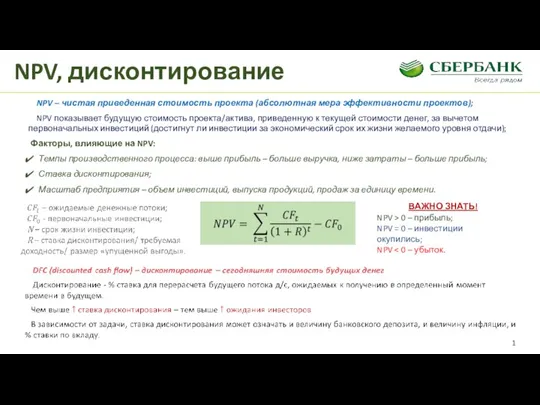 NPV, дисконтирование
NPV, дисконтирование Региональная экономика и управление
Региональная экономика и управление Расчет экономической эффективности технологической схемы обогащения угля
Расчет экономической эффективности технологической схемы обогащения угля Реклама. Развитие, задачи, виды
Реклама. Развитие, задачи, виды Конкуренция. Основные типы рынков
Конкуренция. Основные типы рынков