- Трубоэлектросварочное отделение

Содержание
- 2. Цели встречи ИСТОЧНИК: рабочая группа Результаты диагностики по направлению «Качество»
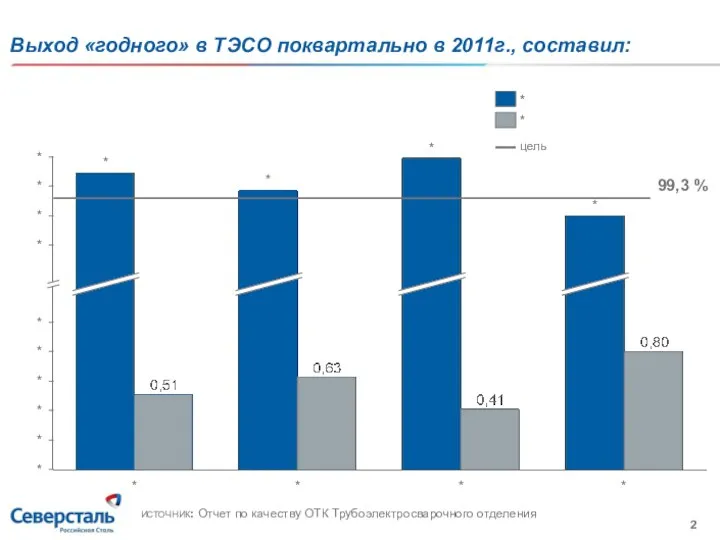
- 3. Выход «годного» в ТЭСО поквартально в 2011г., составил: * * * * * * * *
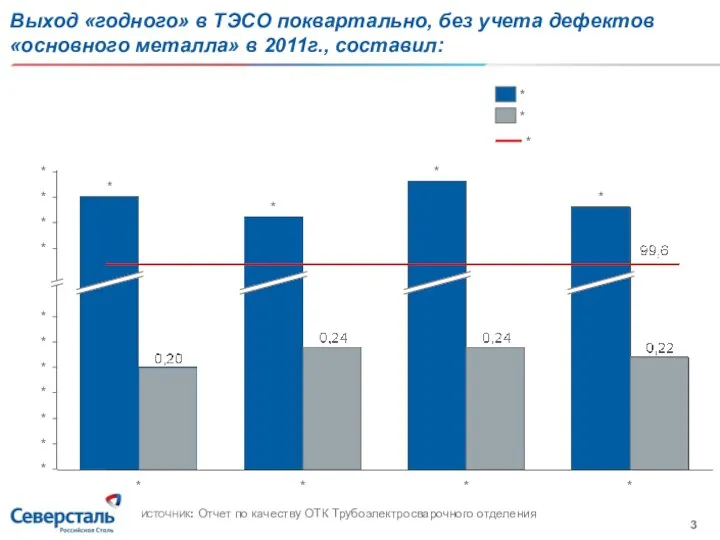
- 4. Выход «годного» в ТЭСО поквартально, без учета дефектов «основного металла» в 2011г., составил: * * *
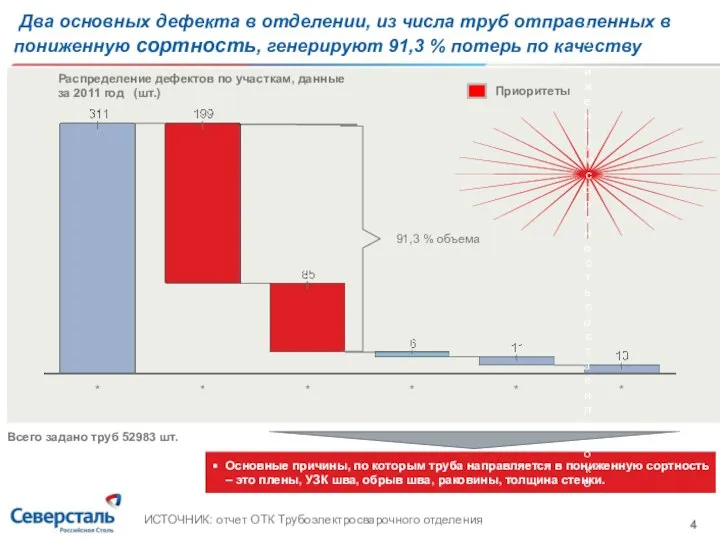
- 5. Два основных дефекта в отделении, из числа труб отправленных в пониженную сортность, генерируют 91,3 % потерь
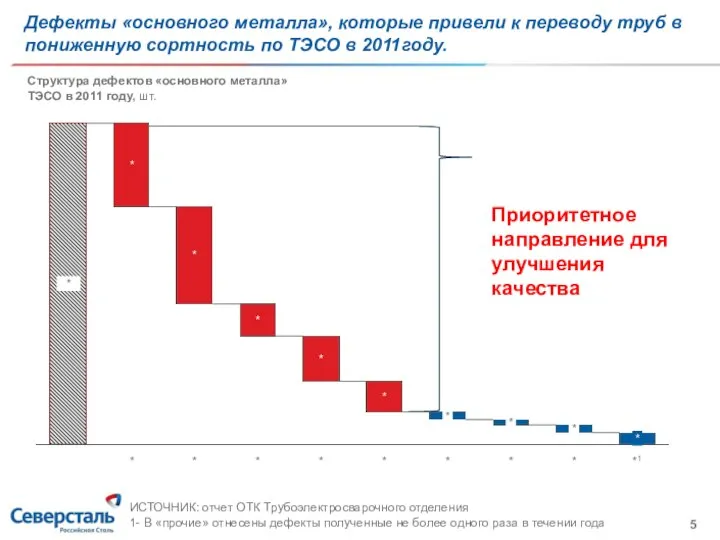
- 6. Дефекты «основного металла», которые привели к переводу труб в пониженную сортность по ТЭСО в 2011году. ИСТОЧНИК:
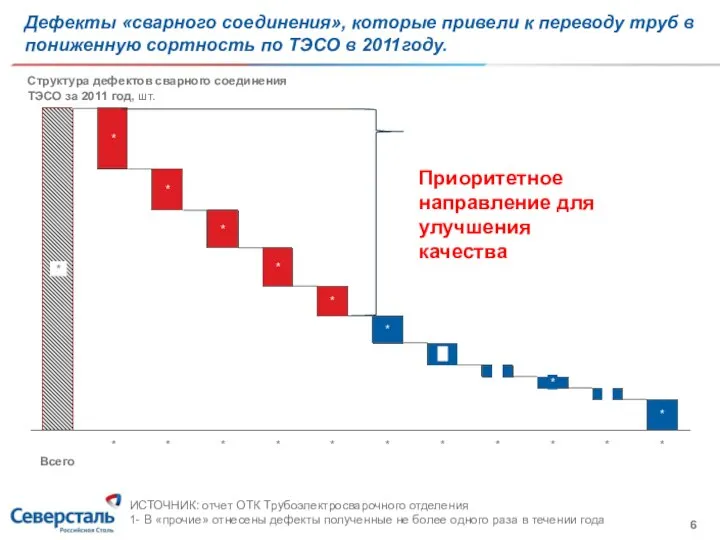
- 7. Дефекты «сварного соединения», которые привели к переводу труб в пониженную сортность по ТЭСО в 2011году. ИСТОЧНИК:
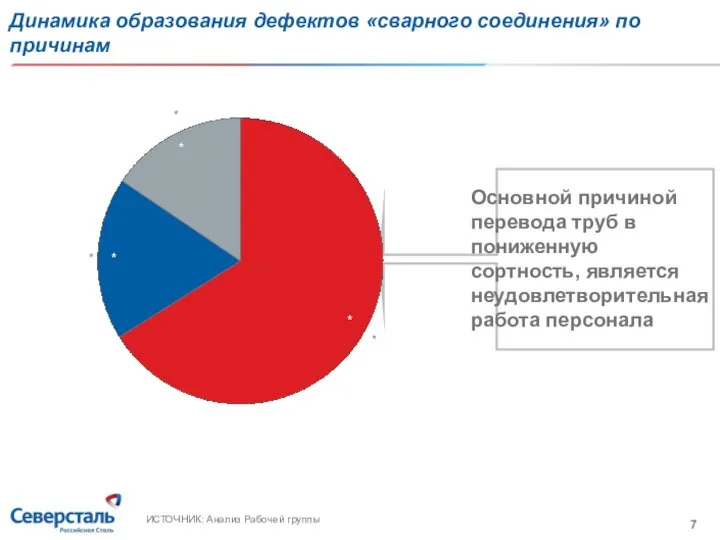
- 8. Динамика образования дефектов «сварного соединения» по причинам * * * * * * ИСТОЧНИК: Анализ Рабочей
- 9. Динамика уровня технологии в Трубоэлектросварочном отделении за 2011г., составила: * * * * * * *
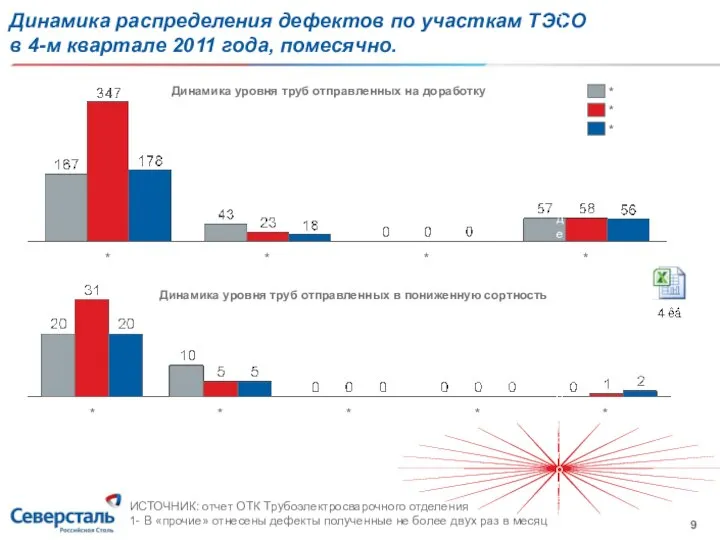
- 10. Динамика распределения дефектов по участкам ТЭСО в 4-м квартале 2011 года, помесячно. * * * *
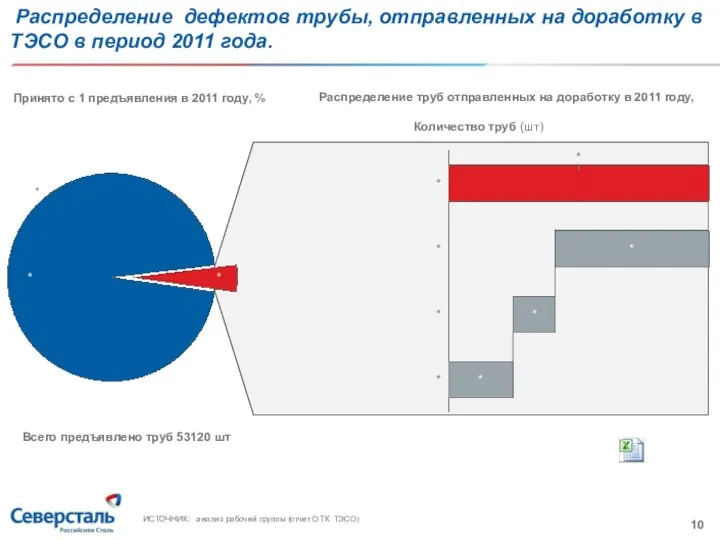
- 11. Распределение дефектов трубы, отправленных на доработку в ТЭСО в период 2011 года. Принято с 1 предъявления
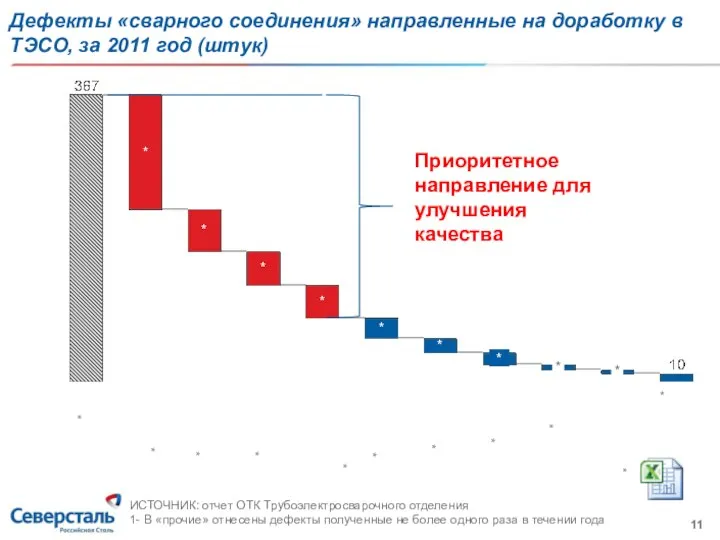
- 12. Дефекты «сварного соединения» направленные на доработку в ТЭСО, за 2011 год (штук) * * * *
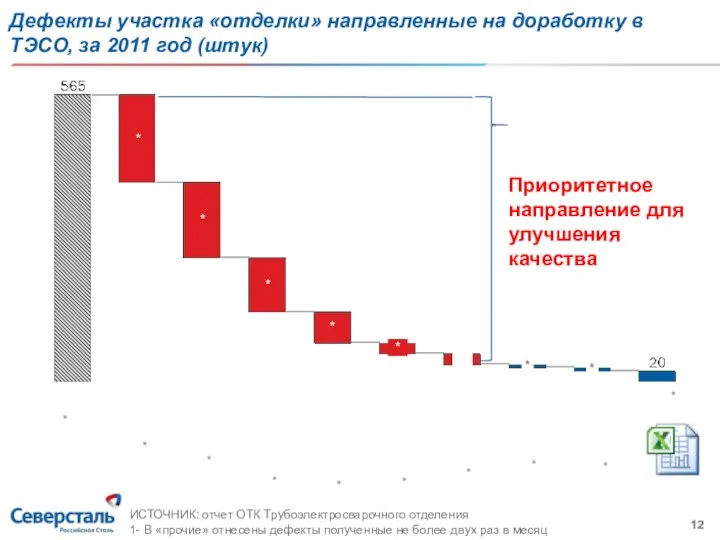
- 13. Дефекты участка «отделки» направленные на доработку в ТЭСО, за 2011 год (штук) * * * *
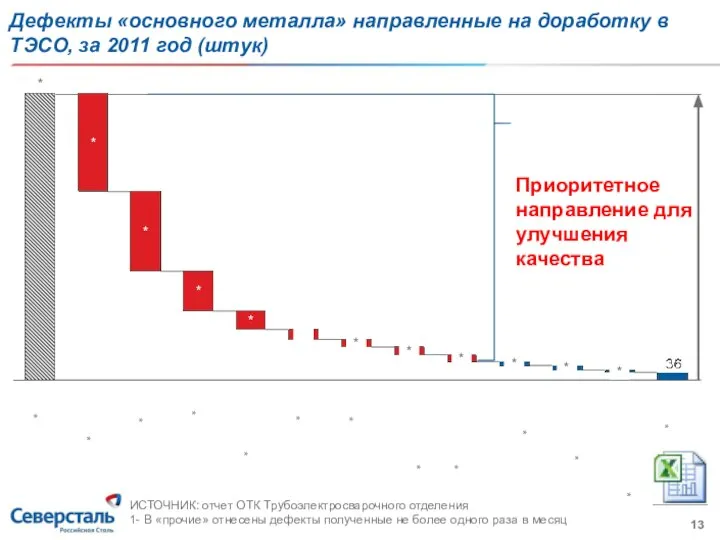
- 14. Дефекты «основного металла» направленные на доработку в ТЭСО, за 2011 год (штук) * * * *
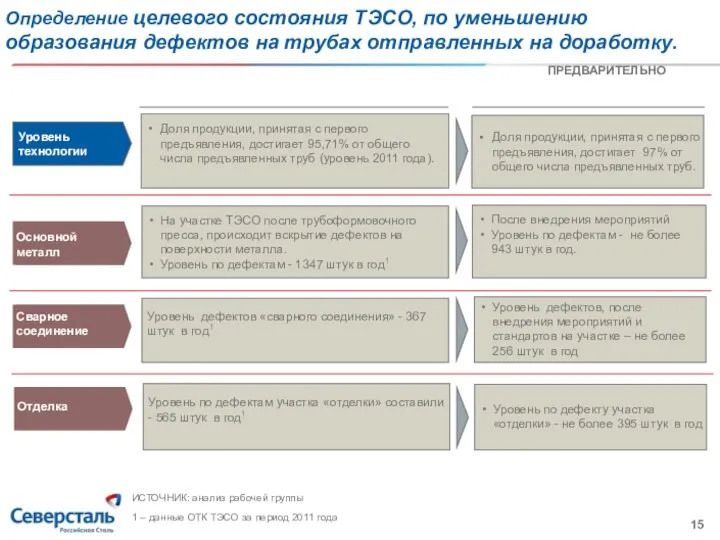
- 15. Цели встречи ИСТОЧНИК: рабочая группа Определение целевого состояния по направлению «Качество»
- 16. ИСТОЧНИК: анализ рабочей группы На участке ТЭСО после трубоформовочного пресса, происходит вскрытие дефектов на поверхности металла.
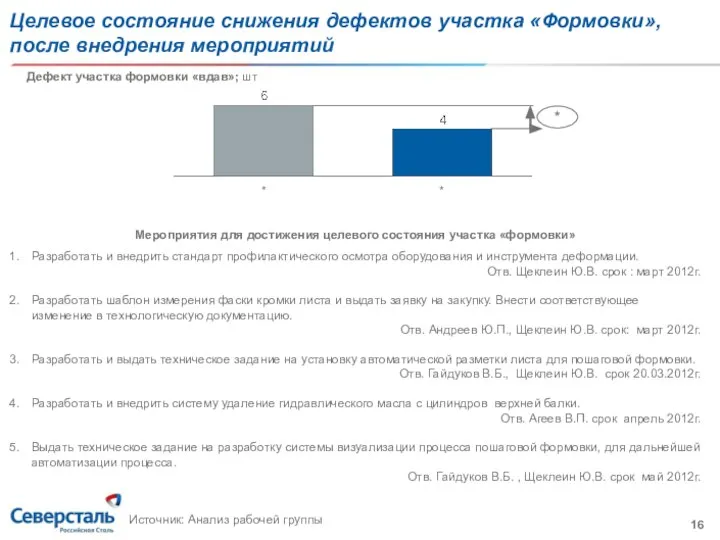
- 17. Целевое состояние снижения дефектов участка «Формовки», после внедрения мероприятий Мероприятия для достижения целевого состояния участка «формовки»
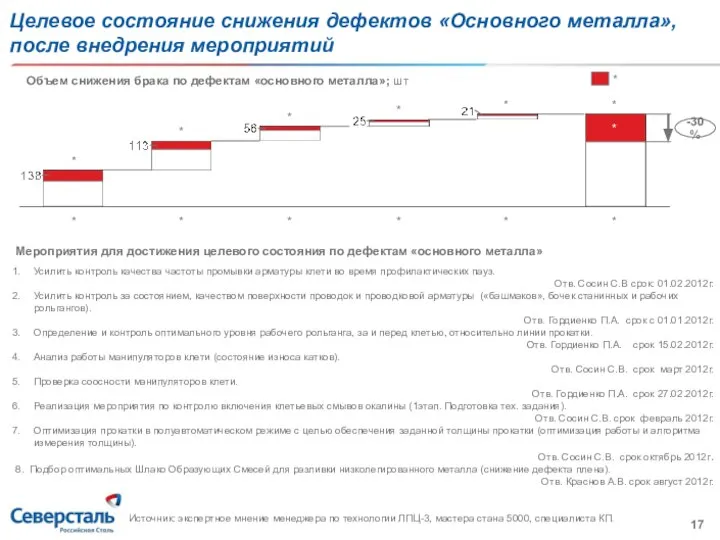
- 18. Целевое состояние снижения дефектов «Основного металла», после внедрения мероприятий Мероприятия для достижения целевого состояния по дефектам
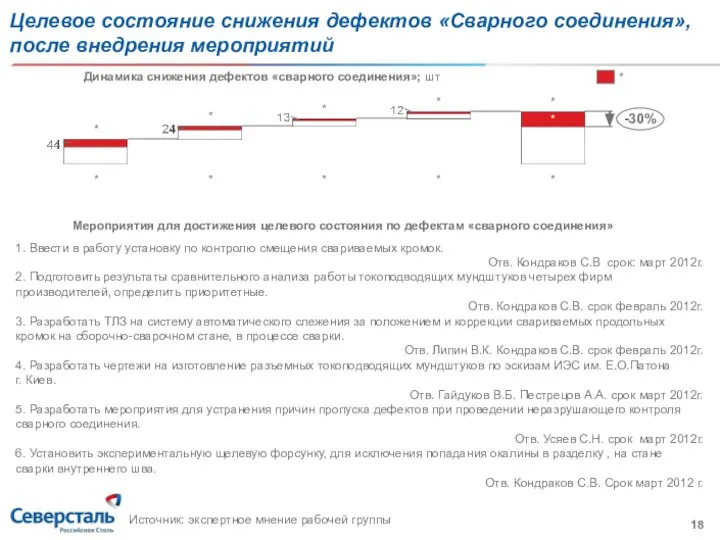
- 19. Целевое состояние снижения дефектов «Сварного соединения», после внедрения мероприятий * * * -30% * * *
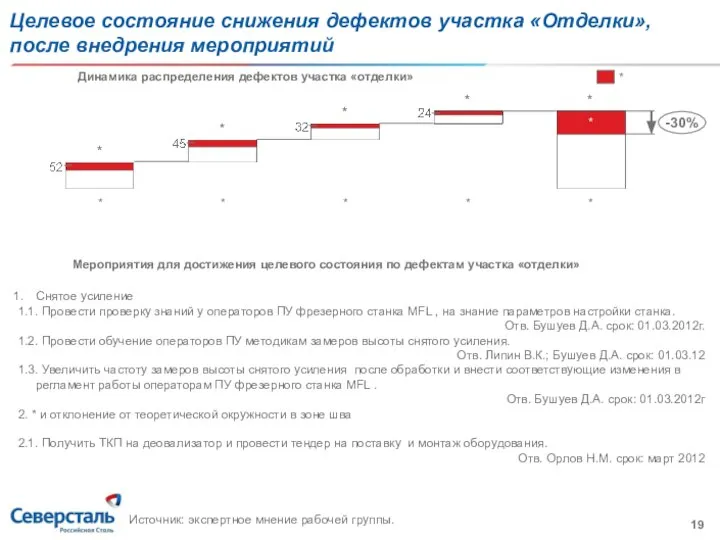
- 20. Целевое состояние снижения дефектов участка «Отделки», после внедрения мероприятий * * * -30% * * *
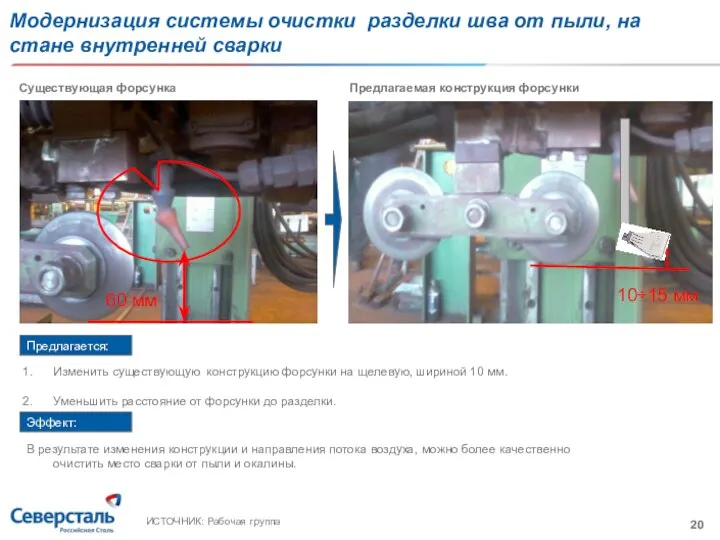
- 21. Модернизация системы очистки разделки шва от пыли, на стане внутренней сварки Существующая форсунка Предлагаемая конструкция форсунки
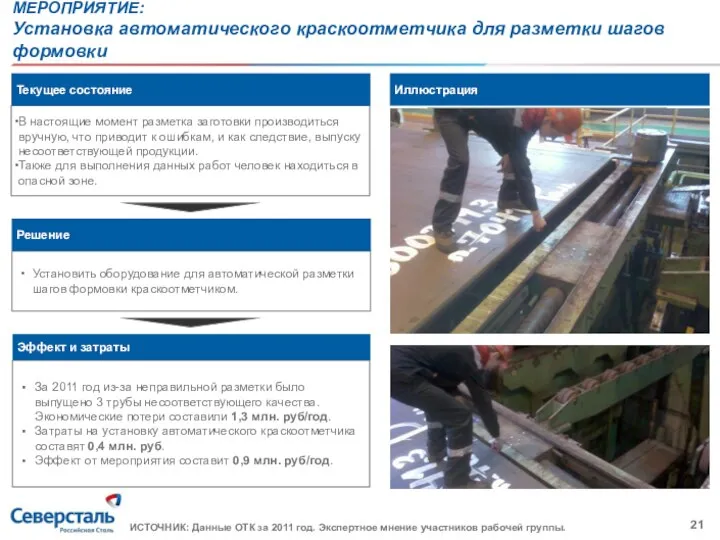
- 22. МЕРОПРИЯТИЕ: Установка автоматического краскоотметчика для разметки шагов формовки В настоящие момент разметка заготовки производиться вручную, что
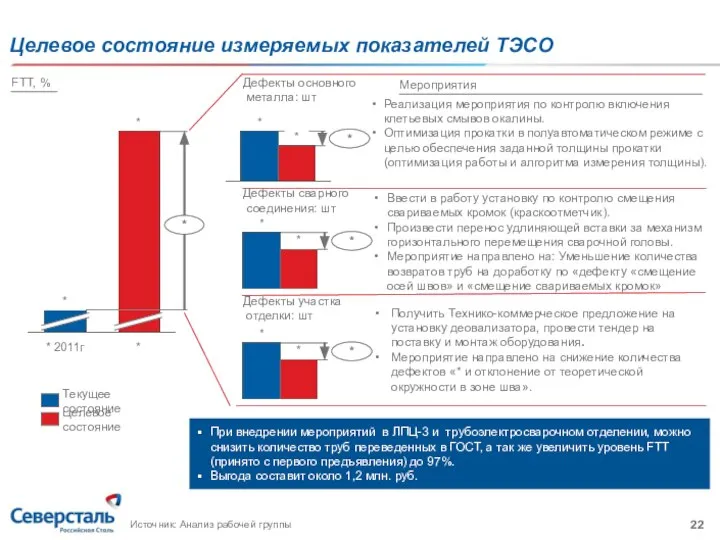
- 23. Целевое состояние измеряемых показателей ТЭСО * * * * * 2011г * * * * *
- 24. Потери по качеству трубоэлектросварочного отделения в 2011 году составили 70 млн. рублей Принято с 1-го предъявления
- 25. Через 1,5 года количество труб принятых с первого предъявления по ТЭСО можно увеличить до 97% *
- 27. Скачать презентацию
Слайд 3Выход «годного» в ТЭСО поквартально в 2011г., составил:
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
ИСТОЧНИК: Отчет по качеству
Выход «годного» в ТЭСО поквартально в 2011г., составил:
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
ИСТОЧНИК: Отчет по качеству
Слайд 4Выход «годного» в ТЭСО поквартально, без учета дефектов «основного металла» в 2011г.,
Выход «годного» в ТЭСО поквартально, без учета дефектов «основного металла» в 2011г.,
Слайд 5 Два основных дефекта в отделении, из числа труб отправленных в пониженную
Два основных дефекта в отделении, из числа труб отправленных в пониженную
Слайд 6Дефекты «основного металла», которые привели к переводу труб в пониженную сортность по
Дефекты «основного металла», которые привели к переводу труб в пониженную сортность по
Слайд 7Дефекты «сварного соединения», которые привели к переводу труб в пониженную сортность по
Дефекты «сварного соединения», которые привели к переводу труб в пониженную сортность по
Слайд 8Динамика образования дефектов «сварного соединения» по причинам
*
*
*
*
*
*
ИСТОЧНИК: Анализ Рабочей группы
Основной причиной
Динамика образования дефектов «сварного соединения» по причинам
*
*
*
*
*
*
ИСТОЧНИК: Анализ Рабочей группы
Основной причиной
Слайд 9Динамика уровня технологии в Трубоэлектросварочном отделении за 2011г., составила:
*
*
*
*
*
*
*
*
ИСТОЧНИК: Отчет по
Динамика уровня технологии в Трубоэлектросварочном отделении за 2011г., составила:
*
*
*
*
*
*
*
*
ИСТОЧНИК: Отчет по

Слайд 10Динамика распределения дефектов по участкам ТЭСО
в 4-м квартале 2011 года, помесячно.
Динамика распределения дефектов по участкам ТЭСО
в 4-м квартале 2011 года, помесячно.
Слайд 11 Распределение дефектов трубы, отправленных на доработку в ТЭСО в период 2011
Распределение дефектов трубы, отправленных на доработку в ТЭСО в период 2011
Слайд 12Дефекты «сварного соединения» направленные на доработку в ТЭСО, за 2011 год (штук)
Дефекты «сварного соединения» направленные на доработку в ТЭСО, за 2011 год (штук)
Слайд 13Дефекты участка «отделки» направленные на доработку в ТЭСО, за 2011 год (штук)
Дефекты участка «отделки» направленные на доработку в ТЭСО, за 2011 год (штук)
Слайд 14Дефекты «основного металла» направленные на доработку в ТЭСО, за 2011 год (штук)
Дефекты «основного металла» направленные на доработку в ТЭСО, за 2011 год (штук)
Слайд 15
Цели встречи
ИСТОЧНИК: рабочая группа
Определение целевого состояния по направлению «Качество»
Цели встречи
ИСТОЧНИК: рабочая группа
Определение целевого состояния по направлению «Качество»

Слайд 16
ИСТОЧНИК: анализ рабочей группы
На участке ТЭСО после трубоформовочного пресса, происходит вскрытие
ИСТОЧНИК: анализ рабочей группы
На участке ТЭСО после трубоформовочного пресса, происходит вскрытие
Слайд 17Целевое состояние снижения дефектов участка «Формовки», после внедрения мероприятий
Мероприятия для достижения
Целевое состояние снижения дефектов участка «Формовки», после внедрения мероприятий
Мероприятия для достижения
Слайд 18Целевое состояние снижения дефектов «Основного металла», после внедрения мероприятий
Мероприятия для достижения
Целевое состояние снижения дефектов «Основного металла», после внедрения мероприятий
Мероприятия для достижения
Слайд 19Целевое состояние снижения дефектов «Сварного соединения», после внедрения мероприятий
*
*
*
-30%
*
*
*
*
*
*
*
*
*
Мероприятия для достижения
Целевое состояние снижения дефектов «Сварного соединения», после внедрения мероприятий
*
*
*
-30%
*
*
*
*
*
*
*
*
*
Мероприятия для достижения
Слайд 20Целевое состояние снижения дефектов участка «Отделки», после внедрения мероприятий
*
*
*
-30%
*
*
*
*
*
*
*
*
*
Мероприятия для достижения
Целевое состояние снижения дефектов участка «Отделки», после внедрения мероприятий
*
*
*
-30%
*
*
*
*
*
*
*
*
*
Мероприятия для достижения
Слайд 21Модернизация системы очистки разделки шва от пыли, на стане внутренней сварки
Существующая форсунка
Предлагаемая
Модернизация системы очистки разделки шва от пыли, на стане внутренней сварки
Существующая форсунка
Предлагаемая
Слайд 22МЕРОПРИЯТИЕ:
Установка автоматического краскоотметчика для разметки шагов формовки
В настоящие момент разметка заготовки производиться
МЕРОПРИЯТИЕ:
Установка автоматического краскоотметчика для разметки шагов формовки
В настоящие момент разметка заготовки производиться
Слайд 23Целевое состояние измеряемых показателей ТЭСО
*
*
*
*
* 2011г
*
*
*
*
*
*
Реализация мероприятия по контролю включения клетьевых
Целевое состояние измеряемых показателей ТЭСО
*
*
*
*
* 2011г
*
*
*
*
*
*
Реализация мероприятия по контролю включения клетьевых
Слайд 24Потери по качеству трубоэлектросварочного отделения в
2011 году составили 70 млн. рублей
Потери по качеству трубоэлектросварочного отделения в
2011 году составили 70 млн. рублей

Слайд 25Через 1,5 года количество труб принятых с первого предъявления по ТЭСО можно
Через 1,5 года количество труб принятых с первого предъявления по ТЭСО можно

 Причины и виды безработицы
Причины и виды безработицы Всеобщее обслуживание оборудования. (ТРМ)
Всеобщее обслуживание оборудования. (ТРМ) Риски технологических инноваций и их влияние на региональную политику
Риски технологических инноваций и их влияние на региональную политику Утилизация отходов деревоперерабатывающих производств
Утилизация отходов деревоперерабатывающих производств Глобализация человеческого общества
Глобализация человеческого общества Корпоративные производственные системы. Развитие производственных систем. Факторы и концепции
Корпоративные производственные системы. Развитие производственных систем. Факторы и концепции Введение в экономику
Введение в экономику Рынок труда и заработная плата
Рынок труда и заработная плата Экономическое развитие
Экономическое развитие Финансовый рынок и его инструменты
Финансовый рынок и его инструменты Реклама и маркетинг санатория и отеля – отбросить ненужное
Реклама и маркетинг санатория и отеля – отбросить ненужное Роль государства в экономике
Роль государства в экономике Рынок труда
Рынок труда Программа развития сбалансированного рынка труда на 2020-2025 годы
Программа развития сбалансированного рынка труда на 2020-2025 годы Переробка та утилізація електронних відходів
Переробка та утилізація електронних відходів Характеристика доходов населения РФ
Характеристика доходов населения РФ Атроф-муҳитни ҳимоя
Атроф-муҳитни ҳимоя Конкуренция и её виды
Конкуренция и её виды Европейский союз (до)
Европейский союз (до) Экономическое развитие России: роль несырьевого сектора
Экономическое развитие России: роль несырьевого сектора Инвестиции и инвестиционная деятельность организации. (Тема 8)
Инвестиции и инвестиционная деятельность организации. (Тема 8) Понятия о мировом рынке, мировой торговле и мировом хозяйстве
Понятия о мировом рынке, мировой торговле и мировом хозяйстве Бюджет сельского поселения
Бюджет сельского поселения Совершенствование механизма реализации внешнеэкономических операций предприятия: организационные и финансовые аспекты
Совершенствование механизма реализации внешнеэкономических операций предприятия: организационные и финансовые аспекты Что такое экономика
Что такое экономика Экономическая игра Бизнес-клуб
Экономическая игра Бизнес-клуб Подготовила: Клеутина С.А. Группа МЭ-092
Подготовила: Клеутина С.А. Группа МЭ-092 Экономическая культура
Экономическая культура