- Физические основы ЭТП

Содержание
- 2. Разделы курса 1. ЭЛЕКТРОТЕРМИЧЕСКИЕ ПРОЦЕССЫ 2. ФИЗИКО-ТЕХНИЧЕСКИЕ ОСНОВЫ ДУГОВОГО РАЗРЯДА 3. ВЫСОКОИНТЕНСИВНЫЕ ИСТОЧНИКИ ЭНЕРГИИ 4. ЭЛЕКТРОЭРОЗИОННАЯ
- 3. 1. ЭЛЕКТРОТЕРМИЧЕСКИЕ ПРОЦЕССЫ Нагрев сопротивлением Индукционный нагрев Диэлектрический нагрев Дуговой нагрев Электронно- и ионно-лучевой нагрев Плазменный
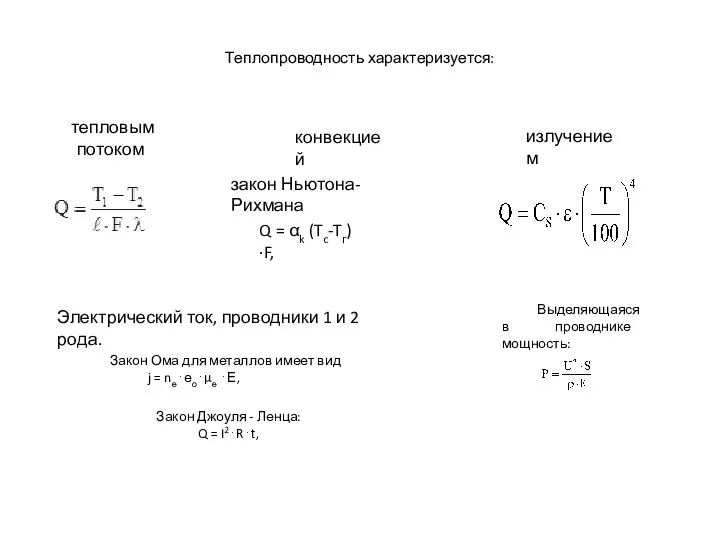
- 4. тепловым потоком конвекцией закон Ньютона-Рихмана Q = αk (Tc-Tг)∙F, излучением Электрический ток, проводники 1 и 2
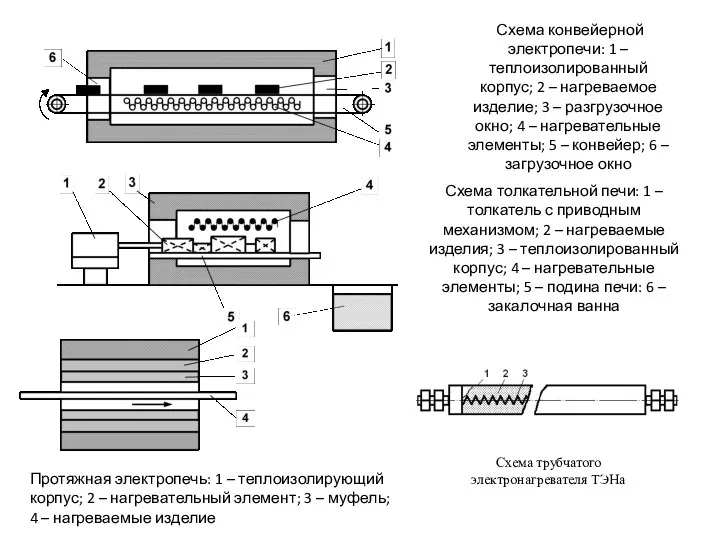
- 6. Схема конвейерной электропечи: 1 – теплоизолированный корпус; 2 – нагреваемое изделие; 3 – разгрузочное окно; 4
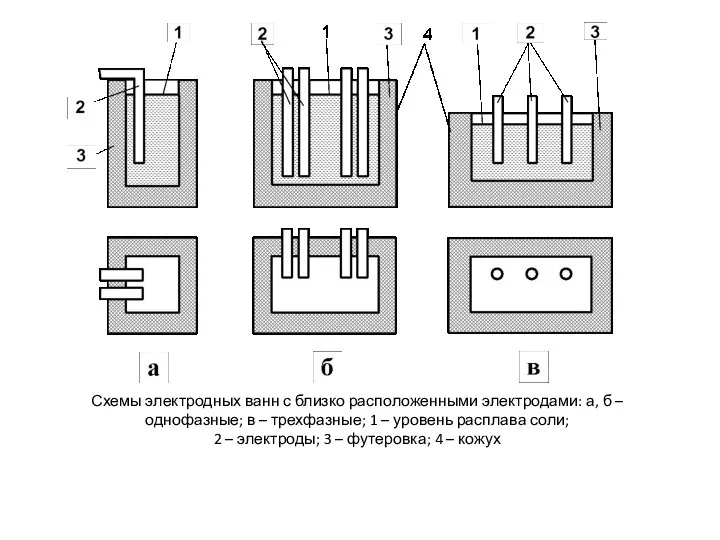
- 7. Схемы электродных ванн с близко расположенными электродами: а, б – однофазные; в – трехфазные; 1 –
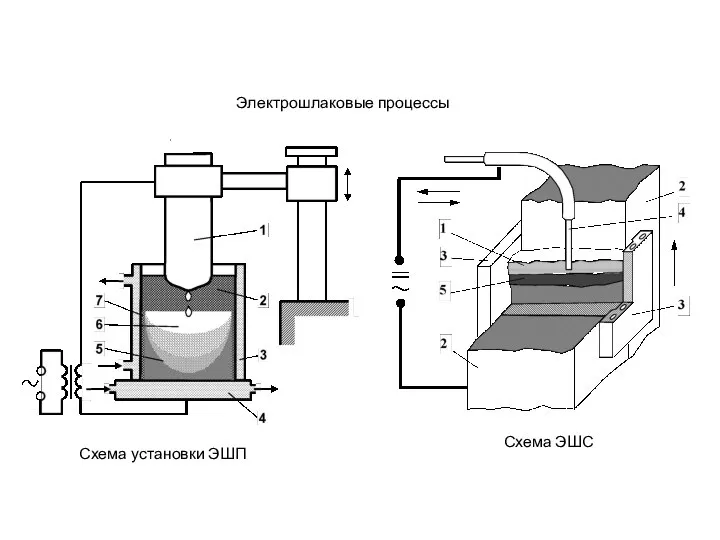
- 8. Схема установки ЭШП Схема ЭШС Электрошлаковые процессы
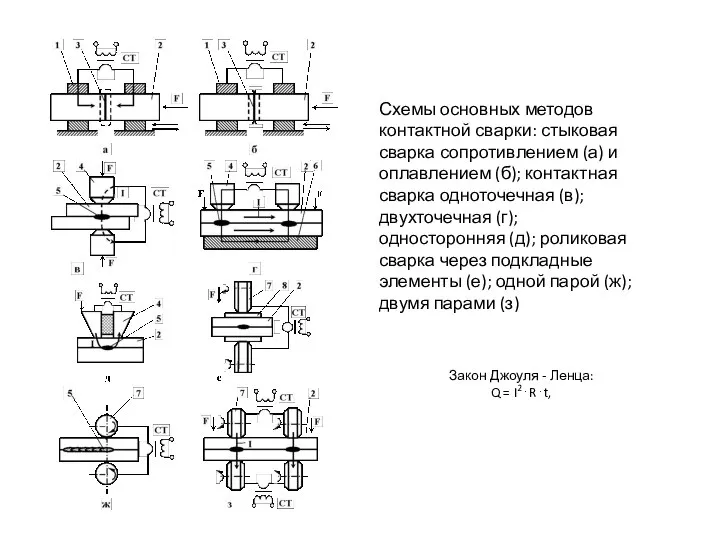
- 9. Схемы основных методов контактной сварки: стыковая сварка сопротивлением (а) и оплавлением (б); контактная сварка одноточечная (в);
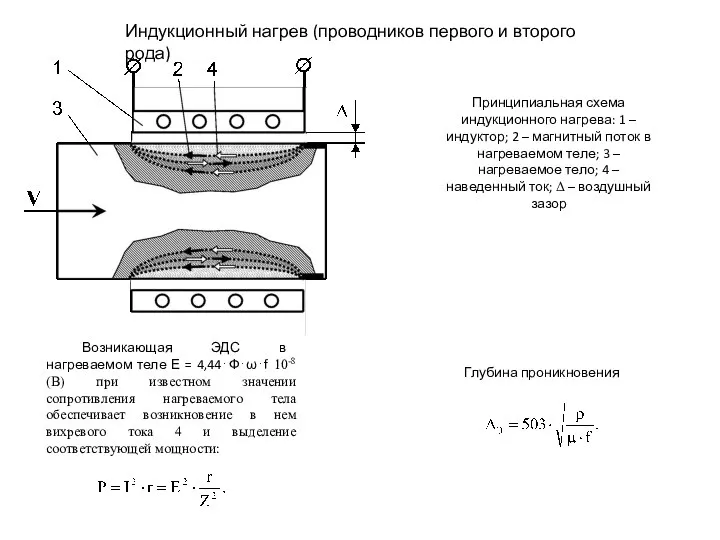
- 10. Индукционный нагрев (проводников первого и второго рода) Принципиальная схема индукционного нагрева: 1 – индуктор; 2 –
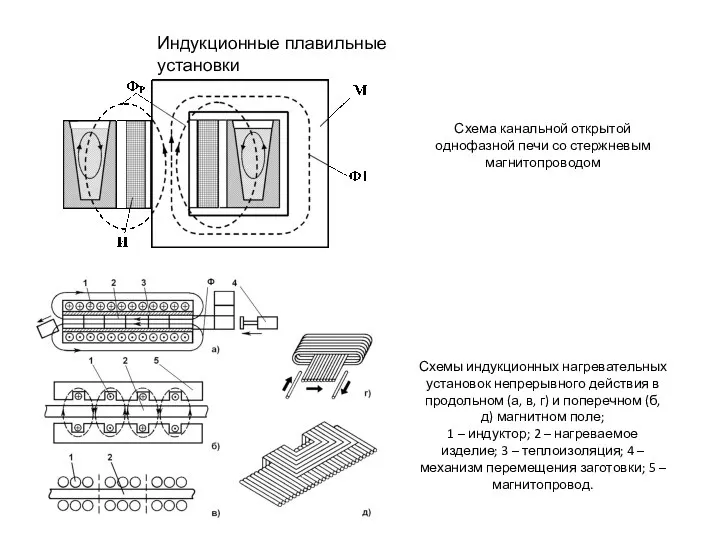
- 11. Схема канальной открытой однофазной печи со стержневым магнитопроводом Схемы индукционных нагревательных установок непрерывного действия в продольном
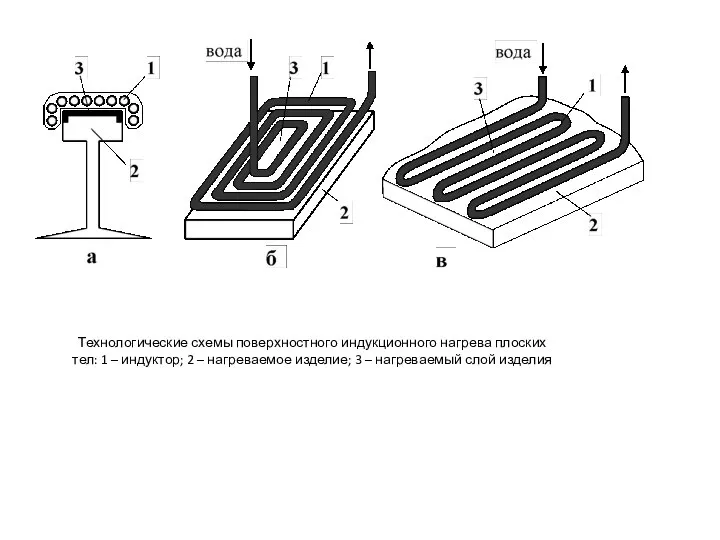
- 12. Технологические схемы поверхностного индукционного нагрева плоских тел: 1 – индуктор; 2 – нагреваемое изделие; 3 –
- 13. Основой диэлектрического нагрева является быстрое и равномерное выделение теплоты при прохождении тока через диэлектрик или полупроводник,
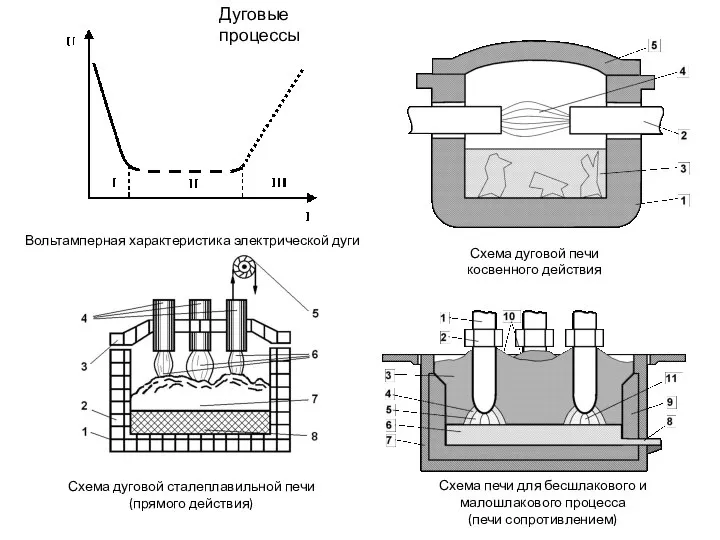
- 14. Вольтамперная характеристика электрической дуги Схема дуговой печи косвенного действия Схема дуговой сталеплавильной печи (прямого действия) Дуговые
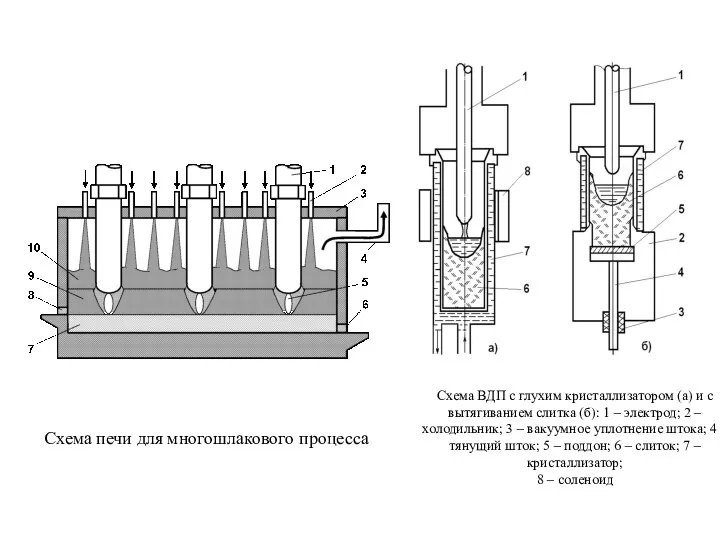
- 15. Схема печи для многошлакового процесса Схема ВДП с глухим кристаллизатором (а) и с вытягиванием слитка (б):
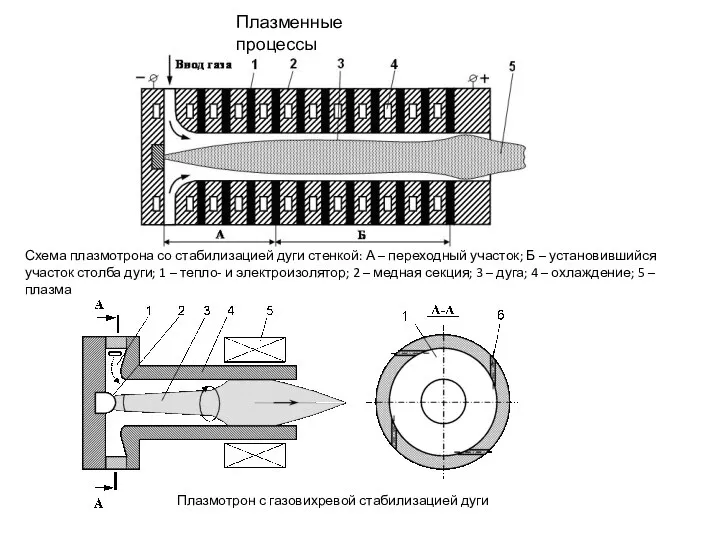
- 16. Плазменные процессы Схема плазмотрона со стабилизацией дуги стенкой: А – переходный участок; Б – установившийся участок
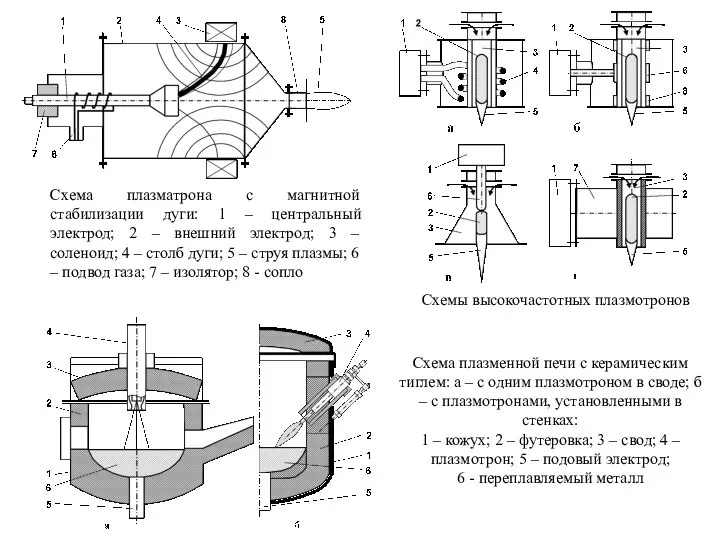
- 17. Схема плазматрона с магнитной стабилизации дуги: 1 – центральный электрод; 2 – внешний электрод; 3 –
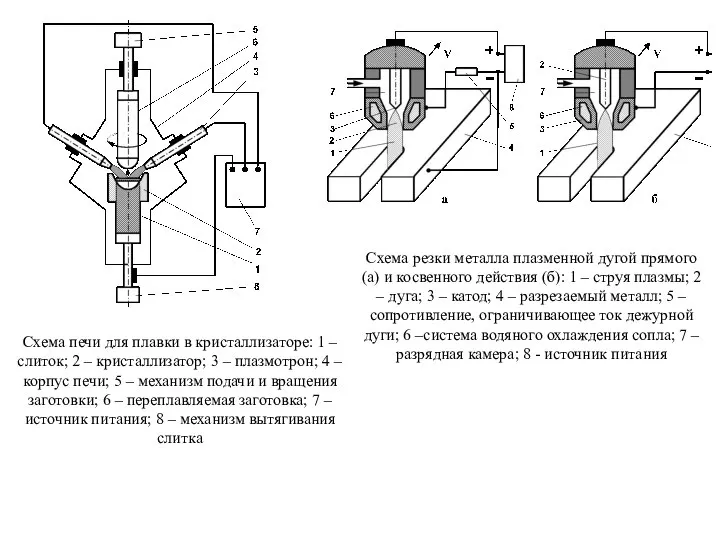
- 18. Схема печи для плавки в кристаллизаторе: 1 – слиток; 2 – кристаллизатор; 3 – плазмотрон; 4
- 19. Схема устройств плазменной сварки: а – электрическая схема; б – схема потоков газа в плазмотроне плазменной
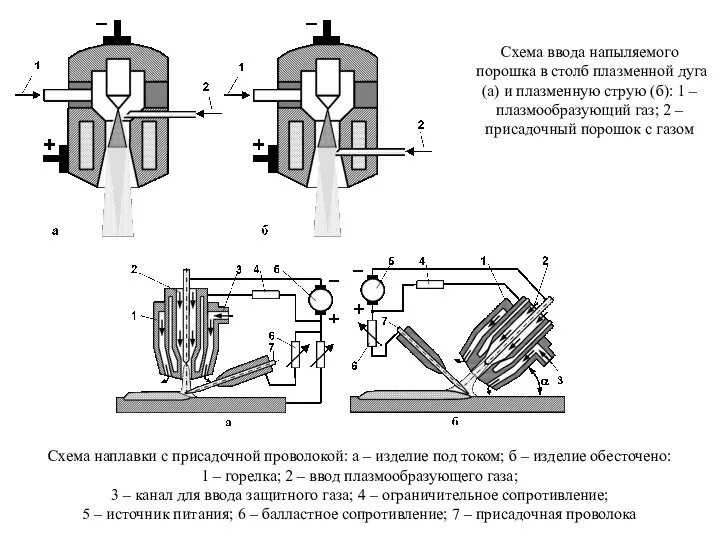
- 20. Схема ввода напыляемого порошка в столб плазменной дуга (а) и плазменную струю (б): 1 – плазмообразующий
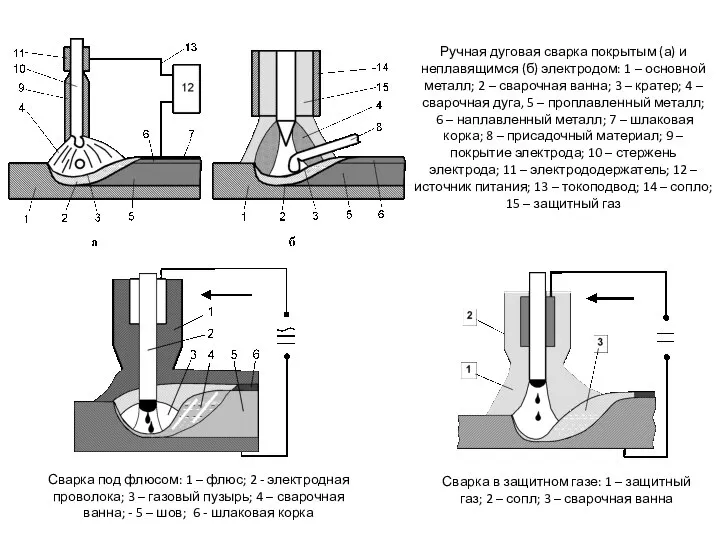
- 21. Ручная дуговая сварка покрытым (а) и неплавящимся (б) электродом: 1 – основной металл; 2 – сварочная
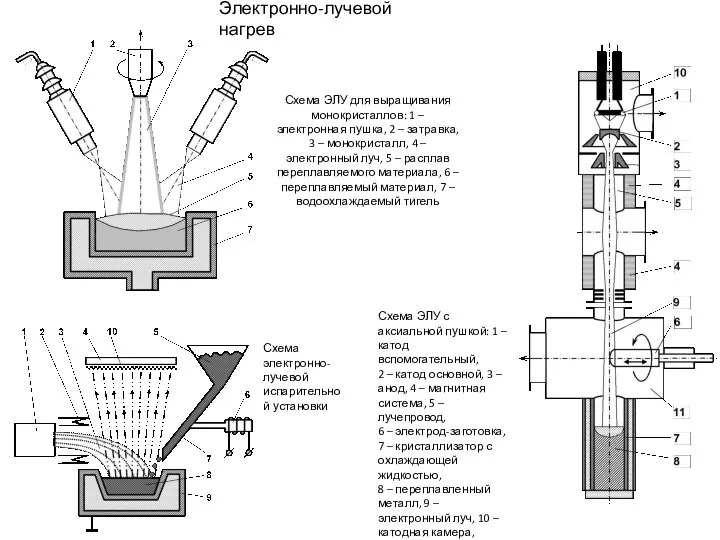
- 22. Схема ЭЛУ для выращивания монокристаллов: 1 – электронная пушка, 2 – затравка, 3 – монокристалл, 4
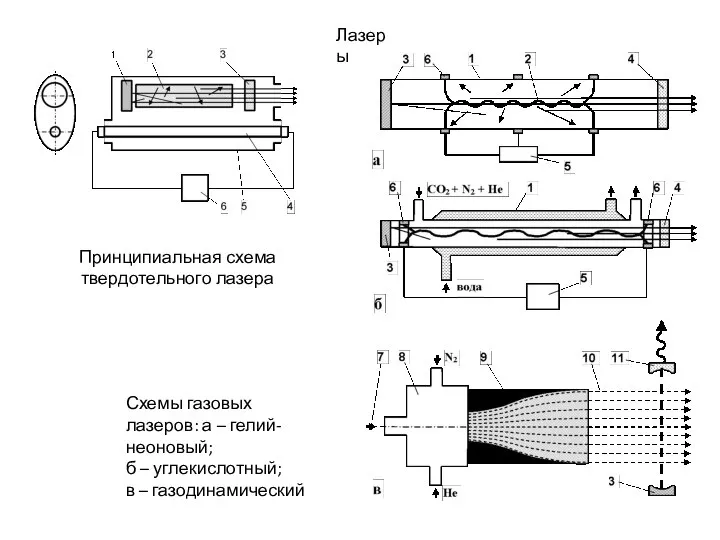
- 23. Схемы газовых лазеров: а – гелий-неоновый; б – углекислотный; в – газодинамический Лазеры Принципиальная схема твердотельного
- 24. Схема физических процессов в межэлектродном промежутке при электроэрозионной обработке Импульсы напряжения и тока: U – напряжение
- 25. Схемы электроэрозионной обработки непрофилированным электродом: а – вырезание сложнопрофильных деталей; б – резка заготовки; в –
- 26. Электроискровое легирование (ЭИЛ) Принципиальная схема RC-генератора (а) и характера изменения напряжения и тока при искровом разряде
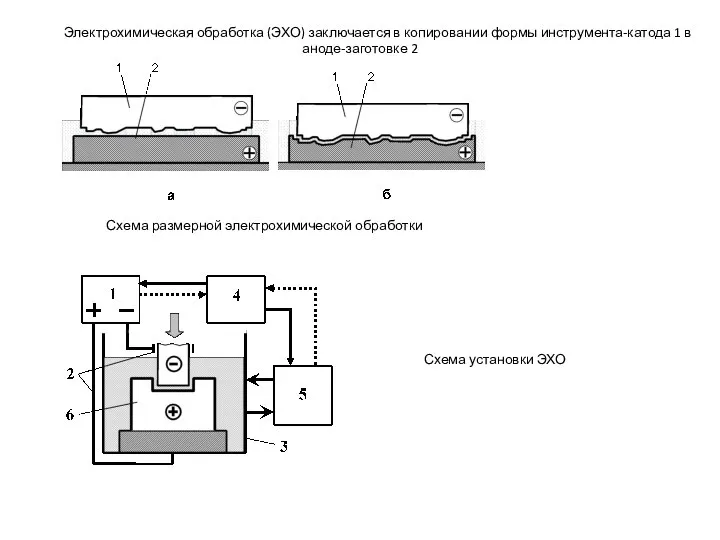
- 28. Электрохимическая обработка (ЭХО) заключается в копировании формы инструмента-катода 1 в аноде-заготовке 2 Схема размерной электрохимической обработки
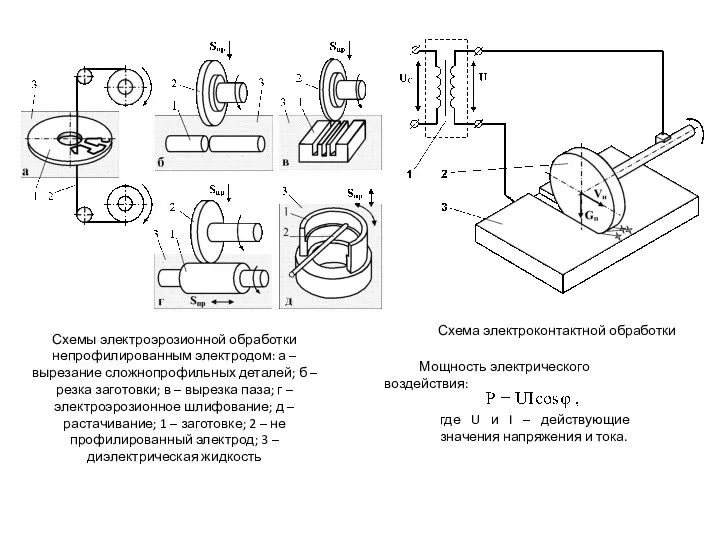
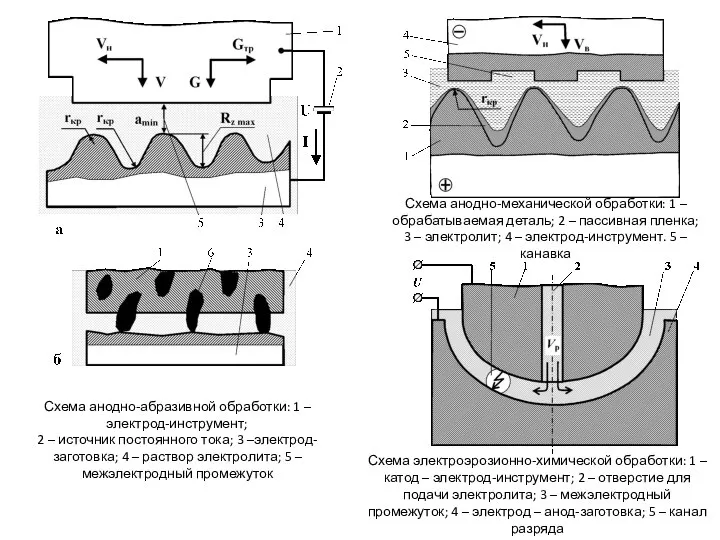
- 29. Схема анодно-абразивной обработки: 1 – электрод-инструмент; 2 – источник постоянного тока; 3 –электрод-заготовка; 4 – раствор
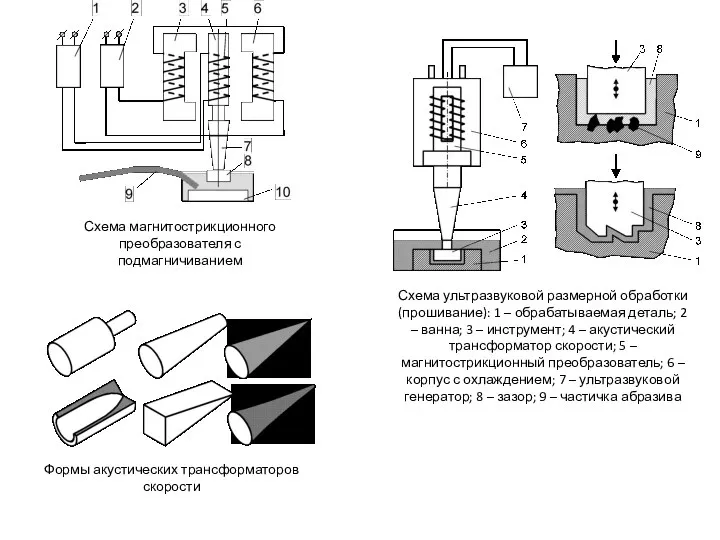
- 30. Схема магнитострикционного преобразователя с подмагничиванием Формы акустических трансформаторов скорости Схема ультразвуковой размерной обработки (прошивание): 1 –
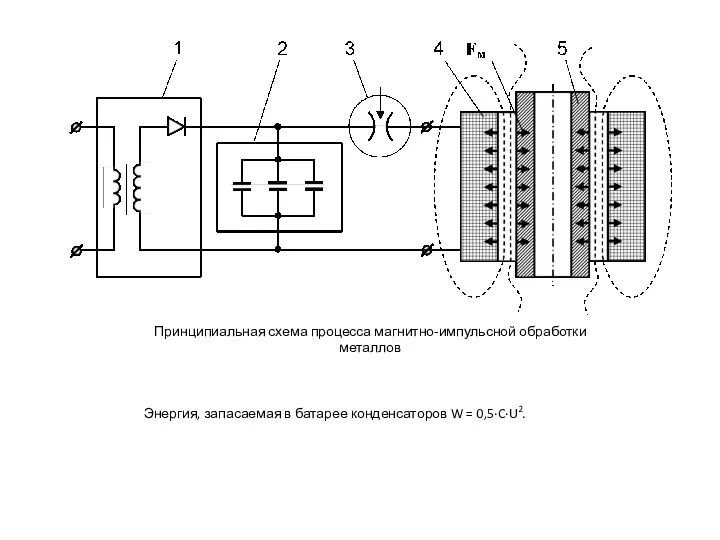
- 31. Принципиальная схема процесса магнитно-импульсной обработки металлов Энергия, запасаемая в батарее конденсаторов W = 0,5·C·U2.
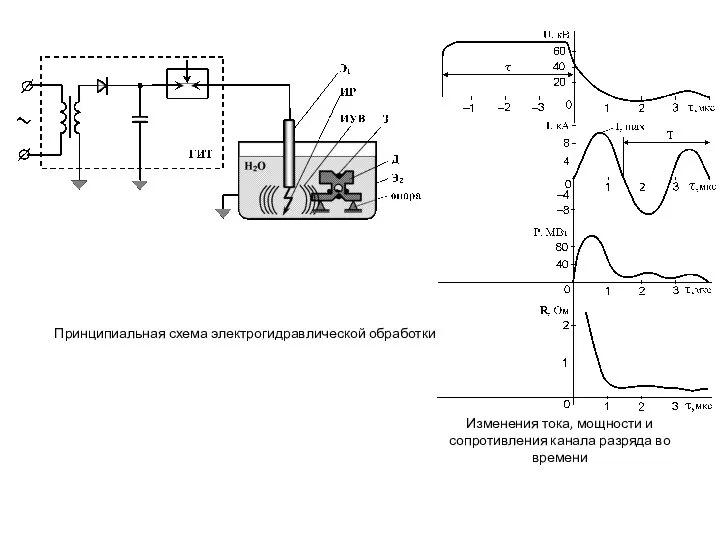
- 32. Принципиальная схема электрогидравлической обработки Изменения тока, мощности и сопротивления канала разряда во времени
- 34. Скачать презентацию
Слайд 2Разделы курса
1. ЭЛЕКТРОТЕРМИЧЕСКИЕ ПРОЦЕССЫ
2. ФИЗИКО-ТЕХНИЧЕСКИЕ ОСНОВЫ ДУГОВОГО РАЗРЯДА
3. ВЫСОКОИНТЕНСИВНЫЕ ИСТОЧНИКИ
Разделы курса
1. ЭЛЕКТРОТЕРМИЧЕСКИЕ ПРОЦЕССЫ
2. ФИЗИКО-ТЕХНИЧЕСКИЕ ОСНОВЫ ДУГОВОГО РАЗРЯДА
3. ВЫСОКОИНТЕНСИВНЫЕ ИСТОЧНИКИ
Слайд 31. ЭЛЕКТРОТЕРМИЧЕСКИЕ ПРОЦЕССЫ
Нагрев сопротивлением
Индукционный нагрев
Диэлектрический нагрев
Дуговой нагрев
Электронно- и ионно-лучевой
1. ЭЛЕКТРОТЕРМИЧЕСКИЕ ПРОЦЕССЫ
Нагрев сопротивлением
Индукционный нагрев
Диэлектрический нагрев
Дуговой нагрев
Электронно- и ионно-лучевой
Слайд 4 тепловым потоком
конвекцией
закон Ньютона-Рихмана
Q = αk (Tc-Tг)∙F,
излучением
Электрический ток, проводники 1 и
тепловым потоком
конвекцией
закон Ньютона-Рихмана
Q = αk (Tc-Tг)∙F,
излучением
Электрический ток, проводники 1 и
Слайд 6 Схема конвейерной электропечи: 1 – теплоизолированный корпус; 2 – нагреваемое изделие;
Схема конвейерной электропечи: 1 – теплоизолированный корпус; 2 – нагреваемое изделие;
Слайд 7Схемы электродных ванн с близко расположенными электродами: а, б – однофазные; в
Схемы электродных ванн с близко расположенными электродами: а, б – однофазные; в
Слайд 8Схема установки ЭШП
Схема ЭШС
Электрошлаковые процессы
Схема установки ЭШП
Схема ЭШС
Электрошлаковые процессы
Слайд 9Схемы основных методов контактной сварки: стыковая сварка сопротивлением (а) и оплавлением (б);
Схемы основных методов контактной сварки: стыковая сварка сопротивлением (а) и оплавлением (б);
Слайд 10Индукционный нагрев (проводников первого и второго рода)
Принципиальная схема индукционного нагрева: 1
Индукционный нагрев (проводников первого и второго рода)
Принципиальная схема индукционного нагрева: 1
Слайд 11Схема канальной открытой однофазной печи со стержневым магнитопроводом
Схемы индукционных нагревательных установок непрерывного
Схема канальной открытой однофазной печи со стержневым магнитопроводом
Схемы индукционных нагревательных установок непрерывного
Слайд 12Технологические схемы поверхностного индукционного нагрева плоских тел: 1 – индуктор; 2 –
Технологические схемы поверхностного индукционного нагрева плоских тел: 1 – индуктор; 2 –
Слайд 13Основой диэлектрического нагрева является быстрое и равномерное выделение теплоты при прохождении тока
Основой диэлектрического нагрева является быстрое и равномерное выделение теплоты при прохождении тока

Слайд 14Вольтамперная характеристика электрической дуги
Схема дуговой печи косвенного действия
Схема дуговой сталеплавильной печи
(прямого действия)
Дуговые
Вольтамперная характеристика электрической дуги
Схема дуговой печи косвенного действия
Схема дуговой сталеплавильной печи
(прямого действия)
Дуговые
Слайд 15Схема печи для многошлакового процесса
Схема ВДП с глухим кристаллизатором (а) и с
Схема печи для многошлакового процесса
Схема ВДП с глухим кристаллизатором (а) и с
Слайд 16Плазменные процессы
Схема плазмотрона со стабилизацией дуги стенкой: А – переходный участок; Б
Плазменные процессы
Схема плазмотрона со стабилизацией дуги стенкой: А – переходный участок; Б
Слайд 17Схема плазматрона с магнитной стабилизации дуги: 1 – центральный электрод; 2 –
Схема плазматрона с магнитной стабилизации дуги: 1 – центральный электрод; 2 –
Слайд 18Схема печи для плавки в кристаллизаторе: 1 – слиток; 2 – кристаллизатор;
Схема печи для плавки в кристаллизаторе: 1 – слиток; 2 – кристаллизатор;
Слайд 19Схема устройств плазменной сварки: а – электрическая схема;
б – схема потоков
Схема устройств плазменной сварки: а – электрическая схема;
б – схема потоков
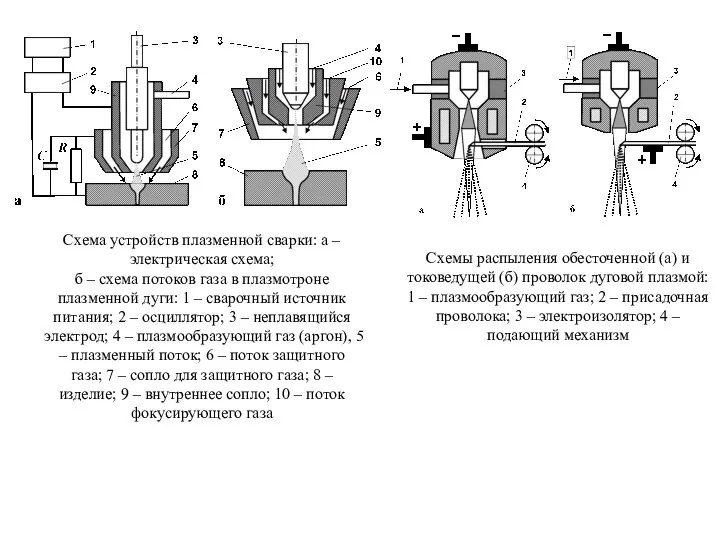
Слайд 20Схема ввода напыляемого порошка в столб плазменной дуга (а) и плазменную струю
Схема ввода напыляемого порошка в столб плазменной дуга (а) и плазменную струю
Слайд 21Ручная дуговая сварка покрытым (а) и неплавящимся (б) электродом: 1 – основной
Ручная дуговая сварка покрытым (а) и неплавящимся (б) электродом: 1 – основной
Слайд 22Схема ЭЛУ для выращивания монокристаллов: 1 – электронная пушка, 2 – затравка,
Схема ЭЛУ для выращивания монокристаллов: 1 – электронная пушка, 2 – затравка,
Слайд 23Схемы газовых лазеров: а – гелий-неоновый;
б – углекислотный;
в – газодинамический
Лазеры
Принципиальная схема
Схемы газовых лазеров: а – гелий-неоновый;
б – углекислотный;
в – газодинамический
Лазеры
Принципиальная схема
Слайд 24Схема физических процессов в межэлектродном промежутке при электроэрозионной обработке
Импульсы напряжения и
Схема физических процессов в межэлектродном промежутке при электроэрозионной обработке
Импульсы напряжения и
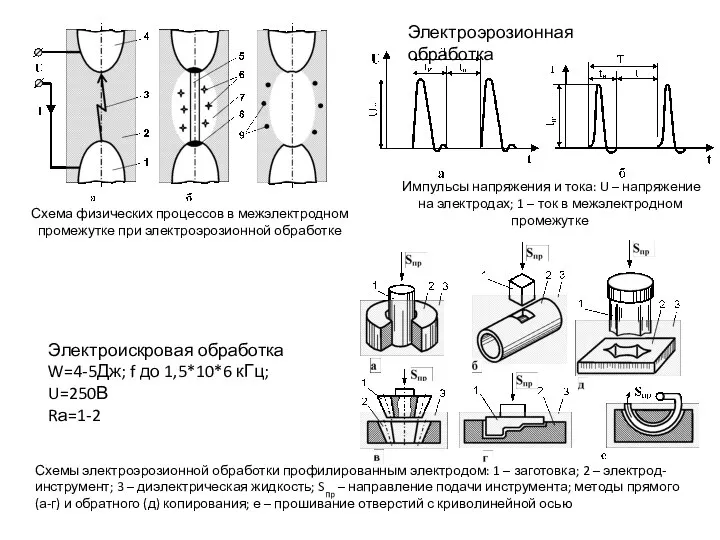
Слайд 25Схемы электроэрозионной обработки непрофилированным электродом: а – вырезание сложнопрофильных деталей; б –
Схемы электроэрозионной обработки непрофилированным электродом: а – вырезание сложнопрофильных деталей; б –
Слайд 26Электроискровое легирование (ЭИЛ)
Принципиальная схема RC-генератора (а) и характера изменения напряжения и тока
Электроискровое легирование (ЭИЛ)
Принципиальная схема RC-генератора (а) и характера изменения напряжения и тока
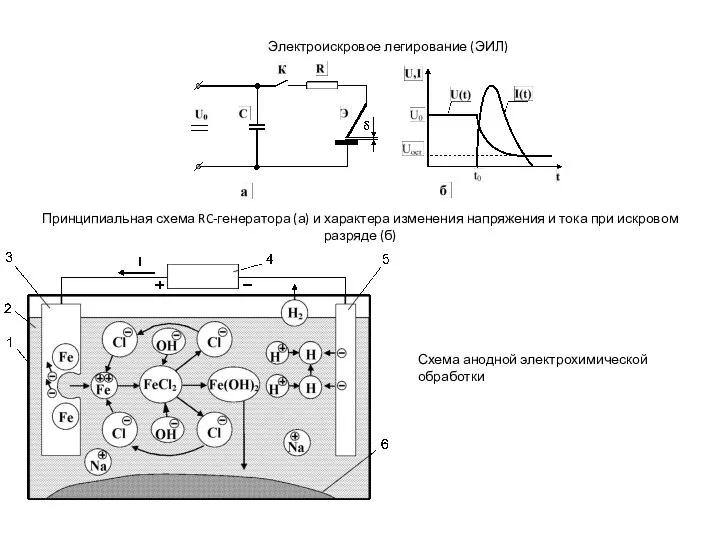
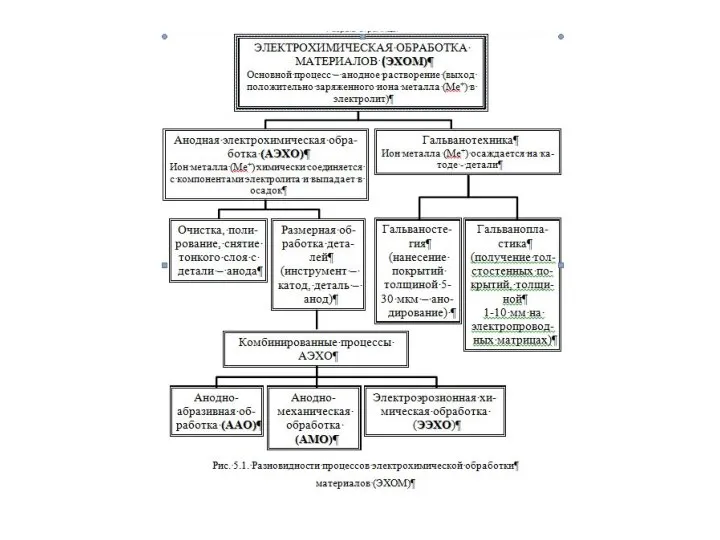
Слайд 28Электрохимическая обработка (ЭХО) заключается в копировании формы инструмента-катода 1 в аноде-заготовке 2
Схема
Электрохимическая обработка (ЭХО) заключается в копировании формы инструмента-катода 1 в аноде-заготовке 2
Схема
Слайд 29Схема анодно-абразивной обработки: 1 – электрод-инструмент;
2 – источник постоянного тока; 3 –электрод-заготовка;
Схема анодно-абразивной обработки: 1 – электрод-инструмент;
2 – источник постоянного тока; 3 –электрод-заготовка;
Слайд 30Схема магнитострикционного преобразователя с подмагничиванием
Формы акустических трансформаторов скорости
Схема ультразвуковой размерной обработки (прошивание):
Схема магнитострикционного преобразователя с подмагничиванием
Формы акустических трансформаторов скорости
Схема ультразвуковой размерной обработки (прошивание):
Слайд 31Принципиальная схема процесса магнитно-импульсной обработки металлов
Энергия, запасаемая в батарее конденсаторов W =
Принципиальная схема процесса магнитно-импульсной обработки металлов
Энергия, запасаемая в батарее конденсаторов W =
Слайд 32Принципиальная схема электрогидравлической обработки
Изменения тока, мощности и сопротивления канала разряда во времени
Принципиальная схема электрогидравлической обработки
Изменения тока, мощности и сопротивления канала разряда во времени
 №1 Практикалық жұмыс. Бейтараптану реакциясының жылу эффектісін есептеу
№1 Практикалық жұмыс. Бейтараптану реакциясының жылу эффектісін есептеу Техника и техническое устройство. Понятие о машине
Техника и техническое устройство. Понятие о машине Кинематика точки
Кинематика точки Поперечный изгиб
Поперечный изгиб Поглощение и испускание света атомами. Радиоактивные превращения атомных ядер
Поглощение и испускание света атомами. Радиоактивные превращения атомных ядер мбф
мбф Потенциальная энергия заряженного тела
Потенциальная энергия заряженного тела Адронный коллайдер
Адронный коллайдер Презентация на тему Физики 18 – 20 веков
Презентация на тему Физики 18 – 20 веков  Презентация на тему Термоядерная реакция
Презентация на тему Термоядерная реакция  Дисперсия-света. Учебно-исследовательский проект
Дисперсия-света. Учебно-исследовательский проект Система путевого управления самолётом
Система путевого управления самолётом Построение графиков изо-процессов в различных координатах
Построение графиков изо-процессов в различных координатах Саха теңдеуі
Саха теңдеуі Плакаты по физике
Плакаты по физике Авто-кормушка для животных
Авто-кормушка для животных Презентация на тему Короткое замыкание
Презентация на тему Короткое замыкание  Control of nonlinear dynamics of electromechanical systems
Control of nonlinear dynamics of electromechanical systems Презентация на тему Потенциальная энергия
Презентация на тему Потенциальная энергия 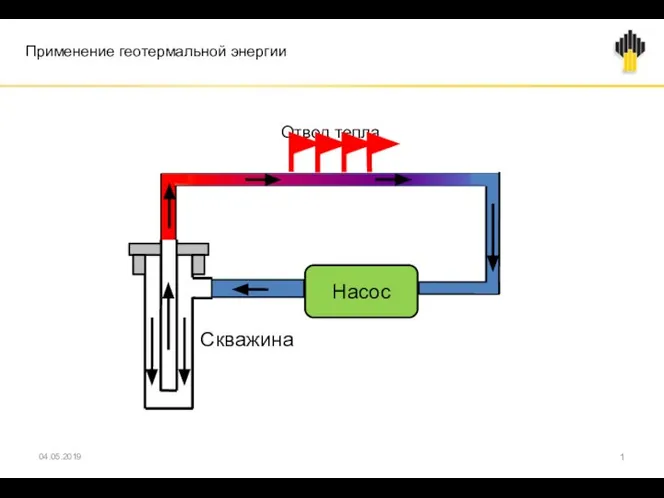 Применение геотермальной энергии
Применение геотермальной энергии Простые механизмы
Простые механизмы Силы осмоса. Как варить вкусную картошку
Силы осмоса. Как варить вкусную картошку Законы сохранения
Законы сохранения Вольфрам
Вольфрам Колесные пары локомотива
Колесные пары локомотива Трансмиссия автомобиля
Трансмиссия автомобиля Электрические и магнитные дипольные моменты и энергия взаимодействия микрочастиц с внешним полем
Электрические и магнитные дипольные моменты и энергия взаимодействия микрочастиц с внешним полем Волшебница вода
Волшебница вода