- Расчет производительности экструдеров

Содержание
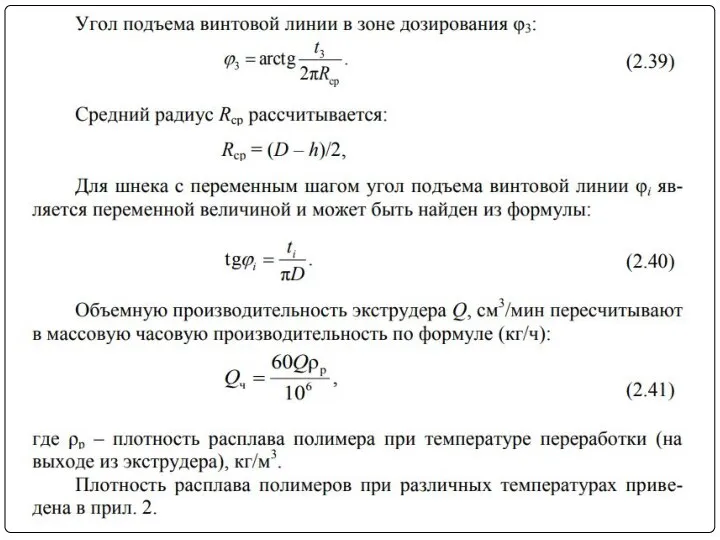
- 2. РАСЧЕТ ГЕОМЕТРИИ ШНЕКА И ЧАСТОТЫ ЕГО ВРАЩЕНИЯ В качестве исходного параметра для расчета задается диаметр шнека
- 3. Шаг нарезки t и глубина витка h существенным образом влияют на производительность шнековой машины. Шаг витка
- 4. Обычно шаг принимается равным диаметру шнека, т. е. t = D, что соответствует углу подъема винтового
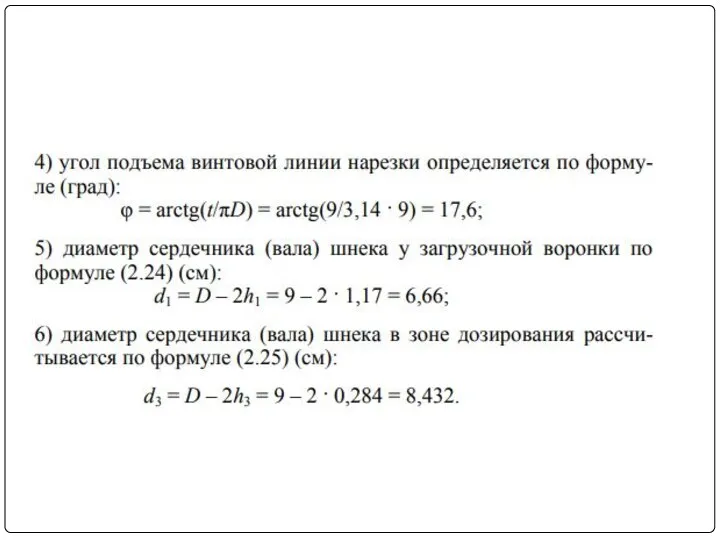
- 5. Глубина винтового канала шнеков h для переработки пластических масс принимается равной: 1) в зоне питания (загрузки)
- 6. При выборе толщины витка e (ширины гребня) необходимо учитывать, что увеличение толщины витка приводит к повышению
- 7. Частота вращения шнека существенно влияет на производительность шнековых машин. Ее рост происходит до определенного значения частоты
- 8. В зонах сжатия и дозирования допускаемую частоту вращения шнеков значительно уменьшают для соблюдения допускаемой температуры нагрева
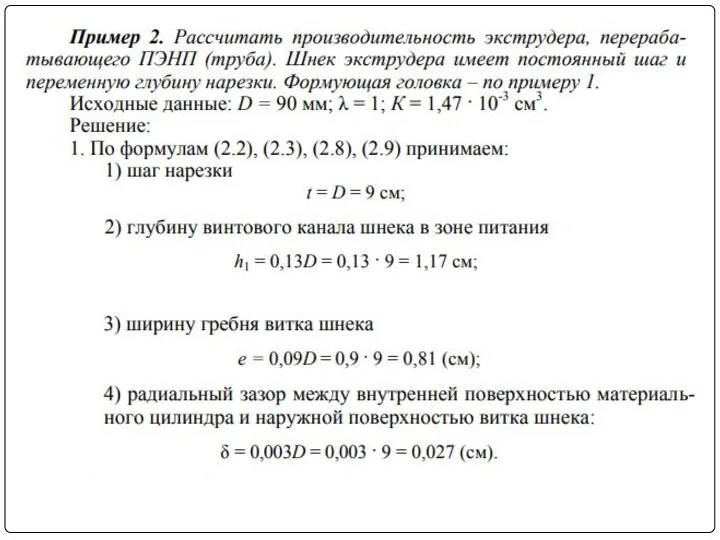
- 9. РАСЧЕТ ПРОИЗВОДИТЕЛЬНОСТИ ОДНОШНЕКОВЫХ ЭКСТРУДЕРОВ Определяющее влияние на производительность машины оказывает дозирующая зона шнека. Эффективность дозирующей зоны
- 10. На основе гидродинамического подхода к анализу взаимодействия рабочих органов с перерабатываемым материалом в дозирующей зоне экструдера
- 11. Подобное разделение на три потока в канале шнека следует считать условным, так как противотока практически не
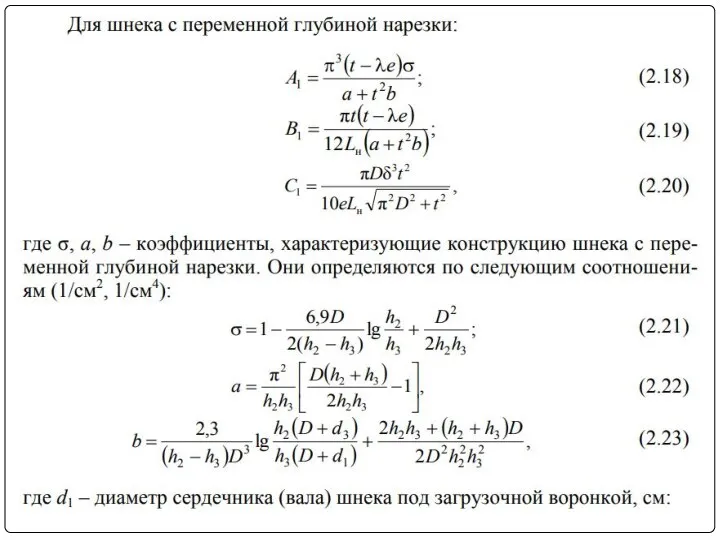
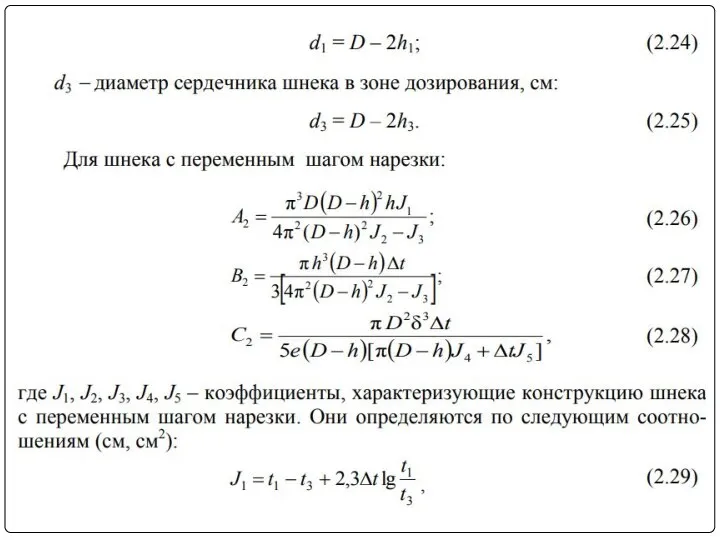
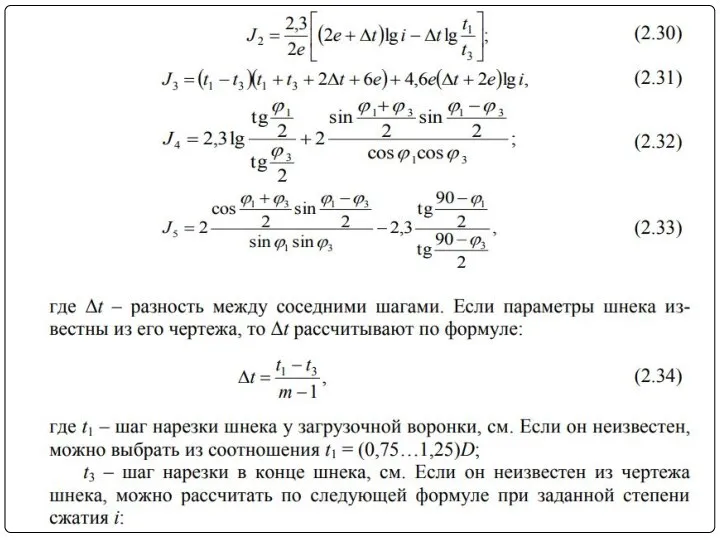
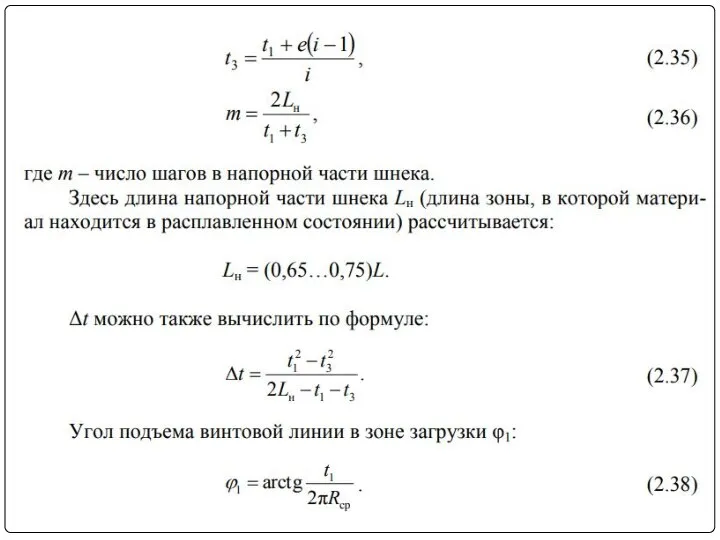
- 12. Значения постоянных прямого потока А, обратного В и потока утечек С определяются следующим образом.
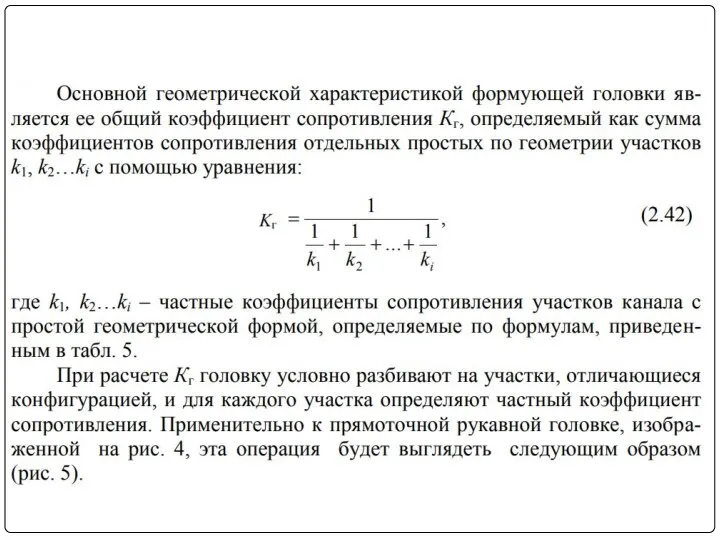
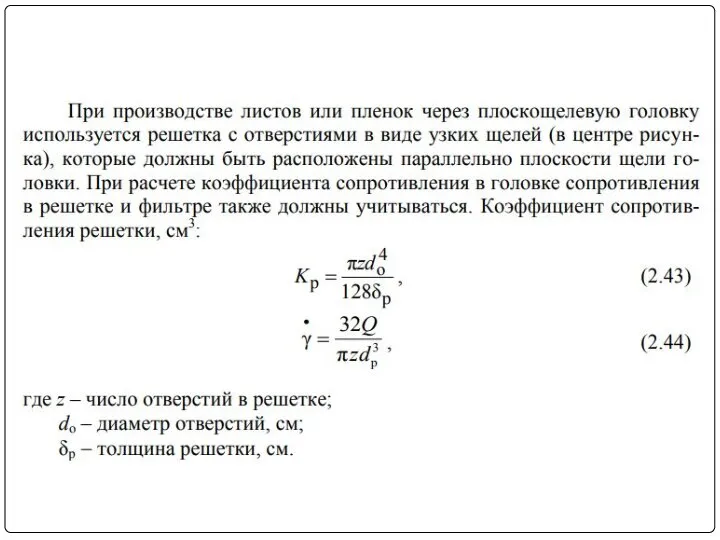
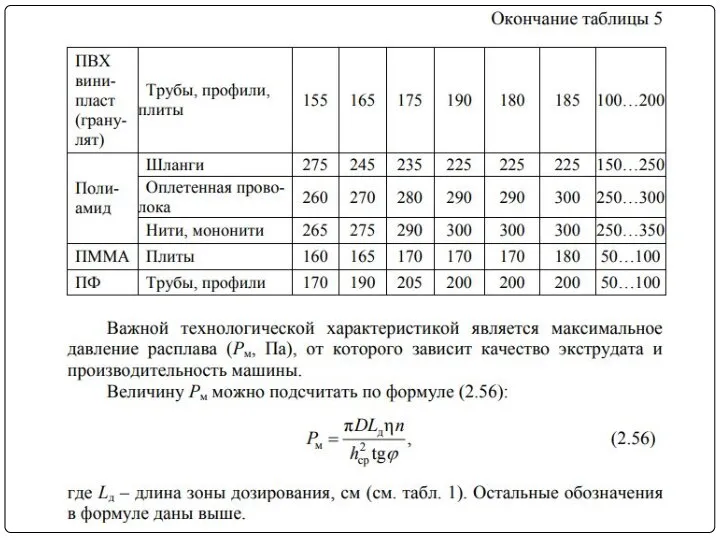
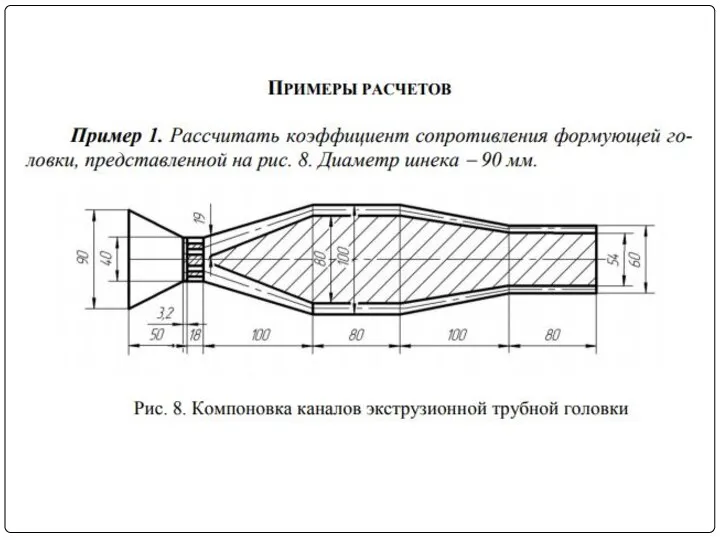
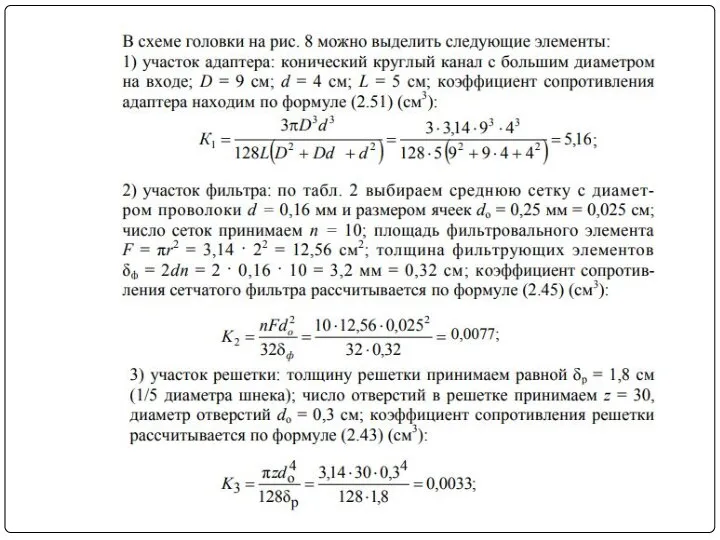
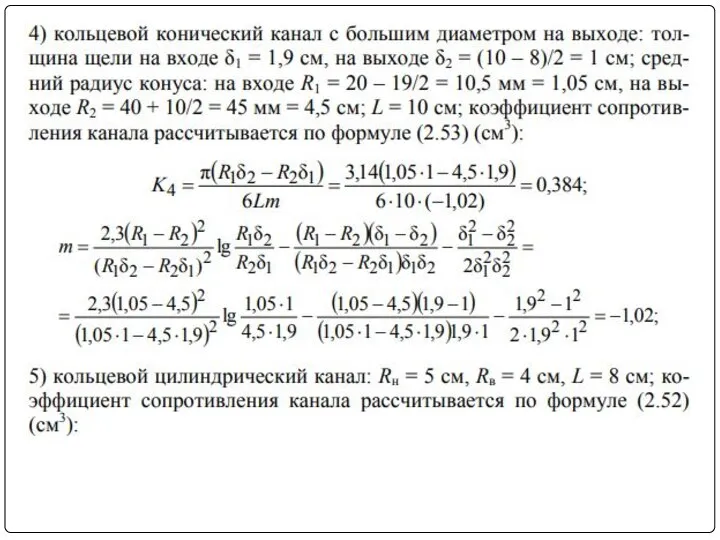
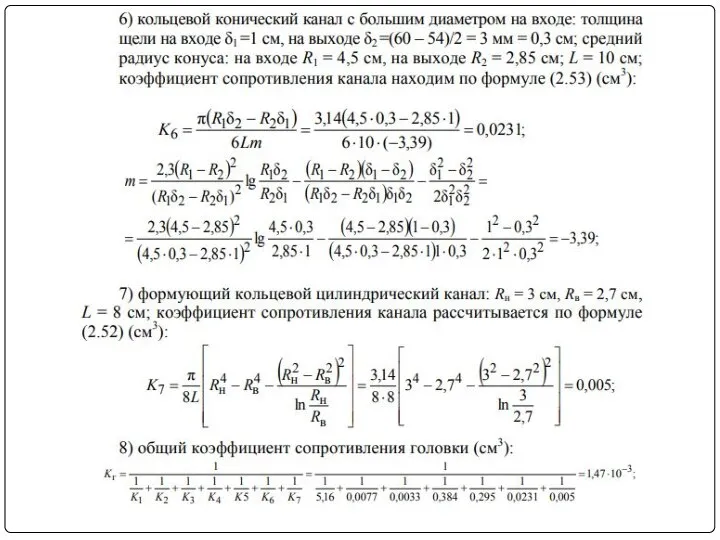
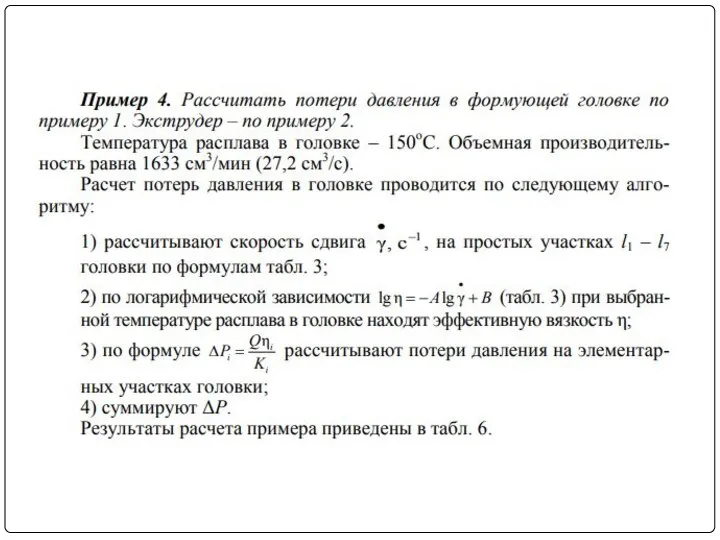
- 19. РАСЧЕТ КОЭФФИЦИЕНТА СОПРОТИВЛЕНИЯ В ФОРМУЮЩЕЙ ГОЛОВКЕ
- 49. Скачать презентацию
Слайд 3 Шаг нарезки t и глубина витка h существенным образом влияют на
Шаг нарезки t и глубина витка h существенным образом влияют на
Слайд 4 Обычно шаг принимается равным диаметру шнека, т. е. t = D,
Обычно шаг принимается равным диаметру шнека, т. е. t = D,
Слайд 5 Глубина винтового канала шнеков h для переработки пластических
масс принимается равной:
1) в
Глубина винтового канала шнеков h для переработки пластических
масс принимается равной:
1) в
Слайд 6 При выборе толщины витка e (ширины гребня) необходимо учитывать, что увеличение
При выборе толщины витка e (ширины гребня) необходимо учитывать, что увеличение
Слайд 7 Частота вращения шнека существенно влияет на производительность шнековых машин. Ее рост
Частота вращения шнека существенно влияет на производительность шнековых машин. Ее рост
Слайд 8 В зонах сжатия и дозирования допускаемую частоту вращения шнеков значительно уменьшают
В зонах сжатия и дозирования допускаемую частоту вращения шнеков значительно уменьшают
Слайд 9РАСЧЕТ ПРОИЗВОДИТЕЛЬНОСТИ ОДНОШНЕКОВЫХ ЭКСТРУДЕРОВ
Определяющее влияние на производительность машины оказывает дозирующая зона шнека.
РАСЧЕТ ПРОИЗВОДИТЕЛЬНОСТИ ОДНОШНЕКОВЫХ ЭКСТРУДЕРОВ
Определяющее влияние на производительность машины оказывает дозирующая зона шнека.
Слайд 10
На основе гидродинамического подхода к анализу взаимодействия рабочих органов с
На основе гидродинамического подхода к анализу взаимодействия рабочих органов с
Слайд 11
Подобное разделение на три потока в канале шнека следует считать условным,
Подобное разделение на три потока в канале шнека следует считать условным,
Слайд 12 Значения постоянных прямого потока А, обратного В и потока утечек
С определяются
Значения постоянных прямого потока А, обратного В и потока утечек
С определяются
Слайд 19РАСЧЕТ КОЭФФИЦИЕНТА СОПРОТИВЛЕНИЯ В ФОРМУЮЩЕЙ ГОЛОВКЕ
РАСЧЕТ КОЭФФИЦИЕНТА СОПРОТИВЛЕНИЯ В ФОРМУЮЩЕЙ ГОЛОВКЕ

 Пневматика
Пневматика Виды излучений и спектров. Шкала электромагнитных волн
Виды излучений и спектров. Шкала электромагнитных волн Внутренняя энергия. Работа в термодинамике. Количество теплоты
Внутренняя энергия. Работа в термодинамике. Количество теплоты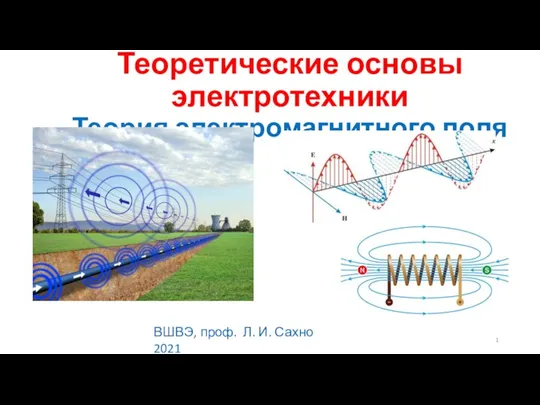 Теоретические основы электротехники. Теория электромагнитного поля
Теоретические основы электротехники. Теория электромагнитного поля Двигатель внутреннего сгорания (ДВС)
Двигатель внутреннего сгорания (ДВС) Потенциальная энергия
Потенциальная энергия Презентация на тему Свободное падение
Презентация на тему Свободное падение  Презентация на тему Производство и передача электроэнергии
Презентация на тему Производство и передача электроэнергии  Тепло. Плавление
Тепло. Плавление Презентация на тему Механическая энергия. Закон сохранения энергии
Презентация на тему Механическая энергия. Закон сохранения энергии  Презентация на тему Исследование силы трения скольжения
Презентация на тему Исследование силы трения скольжения  Механические колебания
Механические колебания Неинерциальные системы отсчета. Преобразования Галилея. Преобразования Лоренца
Неинерциальные системы отсчета. Преобразования Галилея. Преобразования Лоренца Циклогенез и антициклогенез. Гидродинамическая теория
Циклогенез и антициклогенез. Гидродинамическая теория Три состояния вещества
Три состояния вещества Принципы автоматического управления пуском и торможением двигателя
Принципы автоматического управления пуском и торможением двигателя Формирование у детей представления о физическом явлении. Звук
Формирование у детей представления о физическом явлении. Звук Радіо. Історія виникнення радіозв'язку
Радіо. Історія виникнення радіозв'язку Электромагнитные индукции
Электромагнитные индукции Квантовая теория. Свойства операторов и принцип неопределенности Гейзенберга
Квантовая теория. Свойства операторов и принцип неопределенности Гейзенберга Презентация на тему Спектры . Спектральный анализ. Спектральные аппараты
Презентация на тему Спектры . Спектральный анализ. Спектральные аппараты  Конструкция самолета и безколлекторный двигатель
Конструкция самолета и безколлекторный двигатель Решение задач по теме Электромагнитная индукция
Решение задач по теме Электромагнитная индукция Резонансы в электрических цепях
Резонансы в электрических цепях Магнитное поле в веществе
Магнитное поле в веществе Нейтронное излучение: опасности и перспективы
Нейтронное излучение: опасности и перспективы Введение. Тест
Введение. Тест Электромагнитные колебания и волны 11 класс
Электромагнитные колебания и волны 11 класс