- Разработка техпроцесса механической обработки детали Винт

Содержание
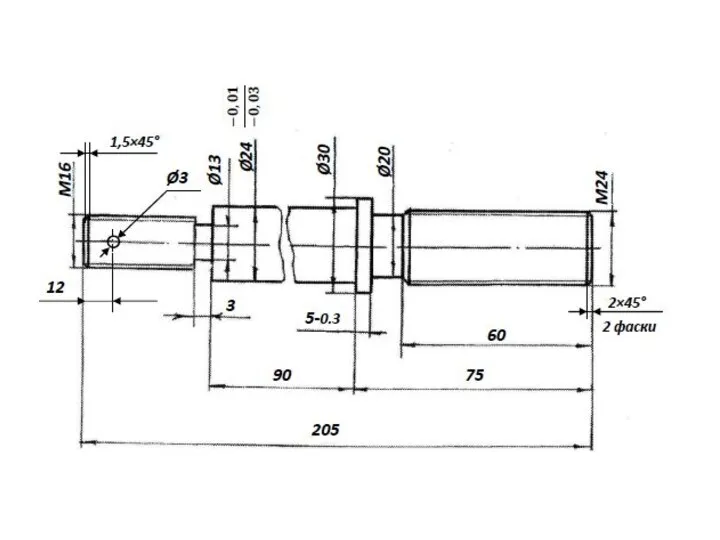
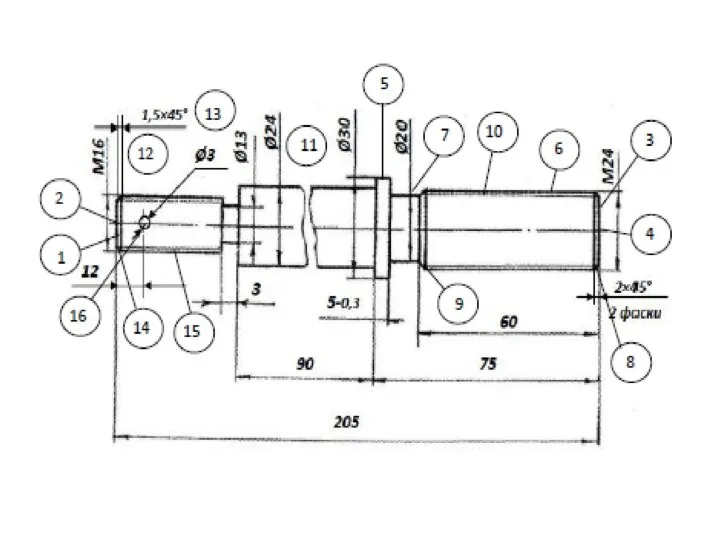
- 3. Расчет заготовки Расчет припусков для заготовки производим исходя из данных чертежа. Наибольший диаметр детали равен 30
- 4. Находим диаметр заготовки. Dзаг. = Dдет + прип. = 30+6 = 36 Корректируем диаметр заготовки по
- 5. Выбор режущего и измерительного инструмента Для обработки детали «Винт» выбираем следующие режущие инструменты: 1.- Для подрезания
- 6. Материалы режуших инструментов Т15К6 – титано-кобальтовый твердый сплав. Р6М5 – быстрорежущая инструментальная легированная сталь.
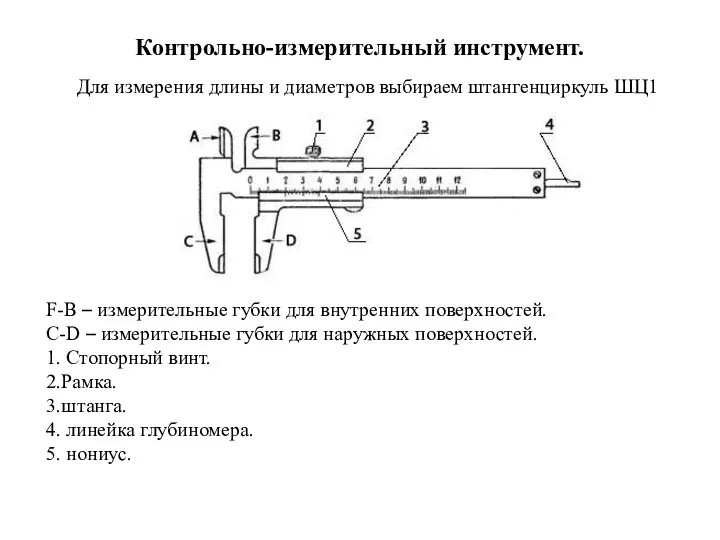
- 7. Контрольно-измерительный инструмент. Для измерения длины и диаметров выбираем штангенциркуль ШЦ1 F-B – измерительные губки для внутренних
- 8. Для контроля резьбы выбираем резьбовые кольца М 30×1,5.
- 11. Скачать презентацию
Слайд 3Расчет заготовки
Расчет припусков для заготовки производим исходя из данных чертежа. Наибольший
Расчет заготовки
Расчет припусков для заготовки производим исходя из данных чертежа. Наибольший
Слайд 4Находим диаметр заготовки.
Dзаг. = Dдет + прип. = 30+6 = 36
Корректируем диаметр
Находим диаметр заготовки.
Dзаг. = Dдет + прип. = 30+6 = 36
Корректируем диаметр
Слайд 5Выбор режущего и измерительного инструмента
Для обработки детали «Винт» выбираем следующие режущие инструменты:
Выбор режущего и измерительного инструмента
Для обработки детали «Винт» выбираем следующие режущие инструменты:
Слайд 6Материалы режуших инструментов
Т15К6 – титано-кобальтовый твердый сплав.
Р6М5 – быстрорежущая инструментальная
легированная сталь.
Материалы режуших инструментов
Т15К6 – титано-кобальтовый твердый сплав.
Р6М5 – быстрорежущая инструментальная
легированная сталь.
Слайд 7Контрольно-измерительный инструмент.
Для измерения длины и диаметров выбираем штангенциркуль ШЦ1
F-B –
Контрольно-измерительный инструмент.
Для измерения длины и диаметров выбираем штангенциркуль ШЦ1
F-B –
Слайд 8Для контроля резьбы выбираем резьбовые кольца М 30×1,5.
Для контроля резьбы выбираем резьбовые кольца М 30×1,5.
 Лед и соль!
Лед и соль! Презентация на тему Напряженность электрического поля. Принцип суперпозиции электрических полей
Презентация на тему Напряженность электрического поля. Принцип суперпозиции электрических полей  Вероятность формулы. 11 класс, 10 задание
Вероятность формулы. 11 класс, 10 задание Система работы учителя по подготовке учащихся к итоговой аттестации по физике
Система работы учителя по подготовке учащихся к итоговой аттестации по физике Презентация по физике "Энергия ядра. Взгляд в будущее" -
Презентация по физике "Энергия ядра. Взгляд в будущее" -  Tvizi - Линейка электромобилей
Tvizi - Линейка электромобилей Фотоэффект
Фотоэффект Введение в теорию ядерного магнитного резонанса
Введение в теорию ядерного магнитного резонанса Последовательное и параллельное соединение проводников в электрической цепи. Закон Ома для полной цепи
Последовательное и параллельное соединение проводников в электрической цепи. Закон Ома для полной цепи Город Вещество
Город Вещество Учение об атоме. Квантовая теория строения атома
Учение об атоме. Квантовая теория строения атома Потери и коэффициент полезного действия
Потери и коэффициент полезного действия Энергия. Виды энергии
Энергия. Виды энергии Транзистор как усилитель тока. Транзистор в качестве выключателя
Транзистор как усилитель тока. Транзистор в качестве выключателя Цепные ядерные реакции
Цепные ядерные реакции Колебательное движение
Колебательное движение Первоначальные сведения о строении вещества
Первоначальные сведения о строении вещества Законы постоянного тока
Законы постоянного тока Плавление и кристаллизация. Удельная теплота плавления
Плавление и кристаллизация. Удельная теплота плавления Отказы
Отказы Движение тела по окружности с постоянной по модулю скоростью
Движение тела по окружности с постоянной по модулю скоростью Измерение размеров малых тел
Измерение размеров малых тел 5. Тяготение
5. Тяготение Инфракрасное и ультрафиолетовое излучение
Инфракрасное и ультрафиолетовое излучение Система смазки двигателей тракторов
Система смазки двигателей тракторов 10 изобретений. которые изменили наш мир навсегда
10 изобретений. которые изменили наш мир навсегда Волокна большого диаметра. Анализ фазового состава, макро- и микроструктуры полуфабрикатов и готовых изделий из B-Al
Волокна большого диаметра. Анализ фазового состава, макро- и микроструктуры полуфабрикатов и готовых изделий из B-Al Упругая деформация. 5 класс
Упругая деформация. 5 класс