- Технологии обработки материалов. Лекция 13

Содержание
- 2. Обработка заготовок на зубообрабатывающих станках Общие сведения На зубообрабатывающих станках выполняют обработку фасонных поверхностей различного профиля,
- 3. Обработка заготовок на зубообрабатывающих станках Общие сведения Копирование – метод, основанный на профилировании, например, зубьев фасонным
- 4. Обработка заготовок на зубообрабатывающих станках Общие сведения Факультет СУиР Нарезание зубчатого колеса дисковой модульной фрезой на
- 5. Обработка заготовок на зубообрабатывающих станках Общие сведения В процессе фрезерования впадины между зубьями колеса фрезе сообщают
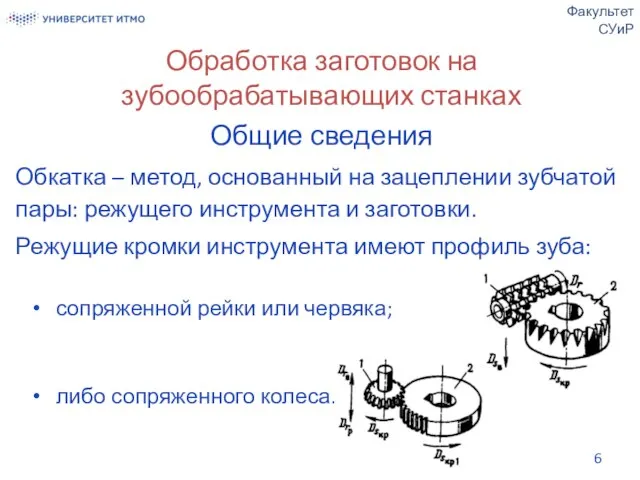
- 6. Обработка заготовок на зубообрабатывающих станках Общие сведения Обкатка – метод, основанный на зацеплении зубчатой пары: режущего
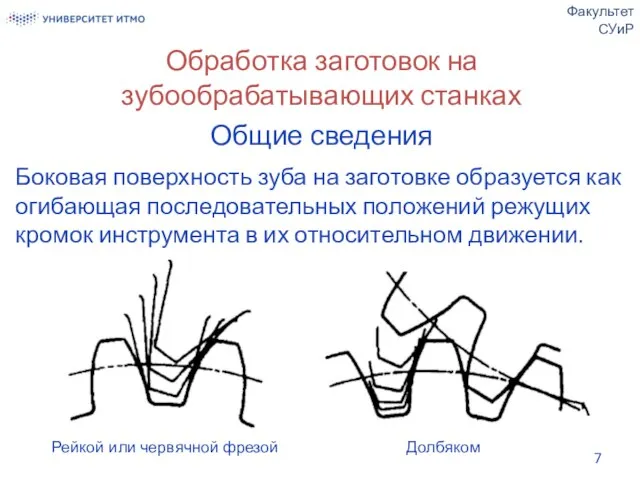
- 7. Обработка заготовок на зубообрабатывающих станках Общие сведения Боковая поверхность зуба на заготовке образуется как огибающая последовательных
- 8. Обработка заготовок на зубообрабатывающих станках Общие сведения Различные положения режущих кромок относительно формируемого профиля зубьев на
- 9. Обработка заготовок на зубообрабатывающих станках Типы зубообрабатывающих станков Наиболее широкое распространение в промышленности получили зубообрабатывающие станки,
- 10. Обработка заготовок на зубообрабатывающих станках Конструкция зубофрезерного полуавтомата Факультет СУиР 1 – станина; 2 – коробка
- 11. Обработка заготовок на зубообрабатывающих станках Конструкция зубодолбежного станка Факультет СУиР 1 – станина (нижняя часть); 2
- 12. Обработка заготовок на зубообрабатывающих станках Конструкция зубострогального станка Факультет СУиР 1 – станина; 2 – гитара
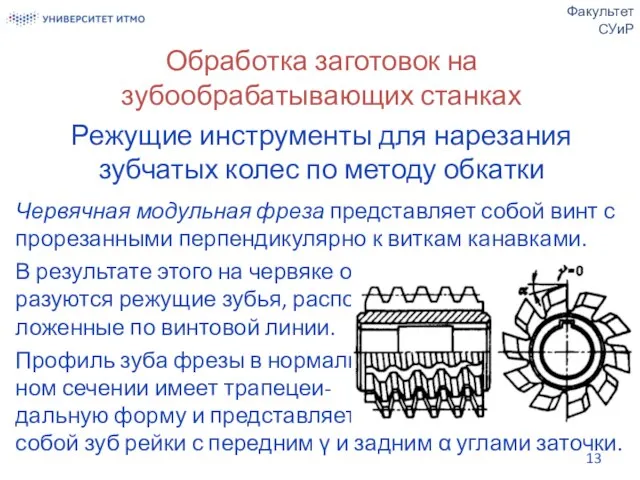
- 13. Обработка заготовок на зубообрабатывающих станках Режущие инструменты для нарезания зубчатых колес по методу обкатки Червячная модульная
- 14. Обработка заготовок на зубообрабатывающих станках Режущие инструменты для нарезания зубчатых колес по методу обкатки Червячные фрезы
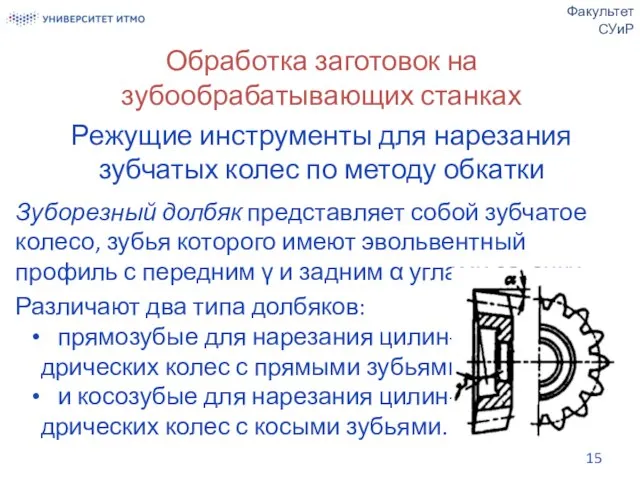
- 15. Обработка заготовок на зубообрабатывающих станках Режущие инструменты для нарезания зубчатых колес по методу обкатки Зуборезный долбяк
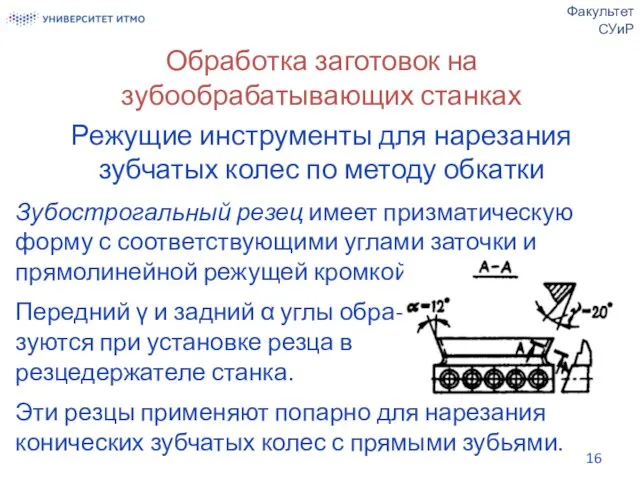
- 16. Обработка заготовок на зубообрабатывающих станках Режущие инструменты для нарезания зубчатых колес по методу обкатки Зубострогальный резец
- 17. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубофрезерование) При нарезании цилиндрических колес с прямыми зубьями
- 18. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубофрезерование) Скорость главного движения резания, м/мин, V =
- 19. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубофрезерование) При обработке однозаходной модульной червячной фрезой необходимо,
- 20. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубофрезерование) Для согласования этих движений на станке настраивают
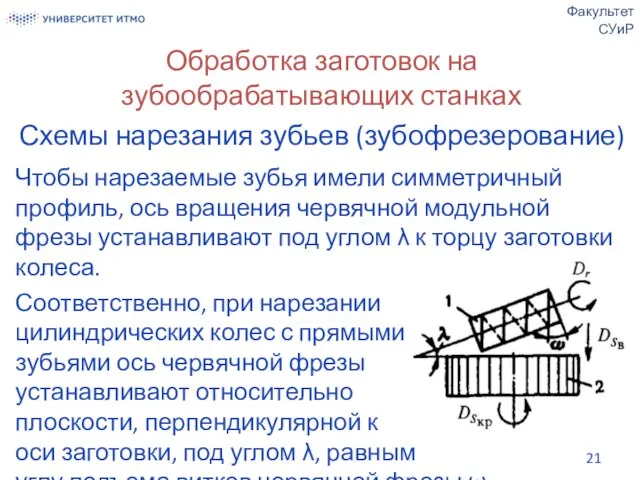
- 21. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубофрезерование) Чтобы нарезаемые зубья имели симметричный профиль, ось
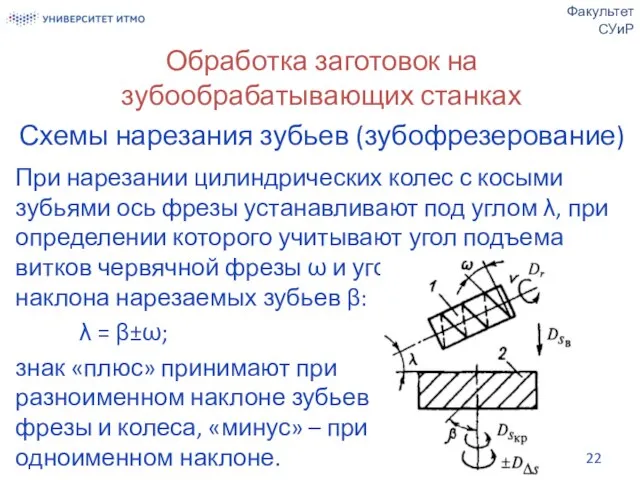
- 22. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубофрезерование) При нарезании цилиндрических колес с косыми зубьями
- 23. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубофрезерование) Для формирования косого зуба необходимы три движе-ния:
- 24. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубофрезерование) При вертикальном перемещении фрезы на величину подачи
- 25. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубофрезерование) Суммирование основного и дополнительного вращательного движений заготовки
- 26. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубофрезерование) Направление дополнительного вращения заготовки совпадает с направлением
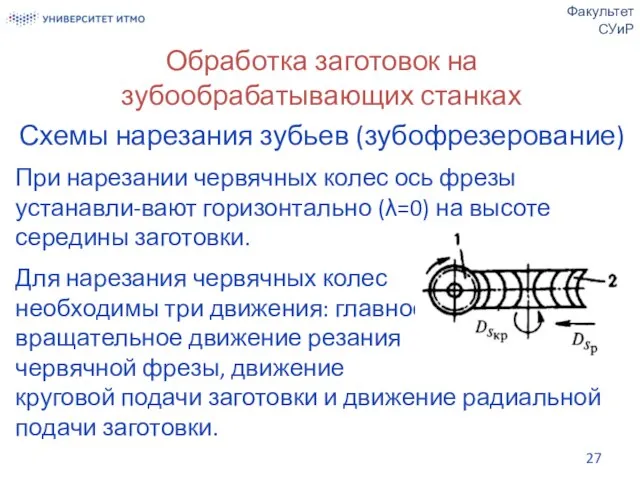
- 27. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубофрезерование) При нарезании червячных колес ось фрезы устанавли-вают
- 28. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубофрезерование) Первые два движения осуществляют настройкой тех же
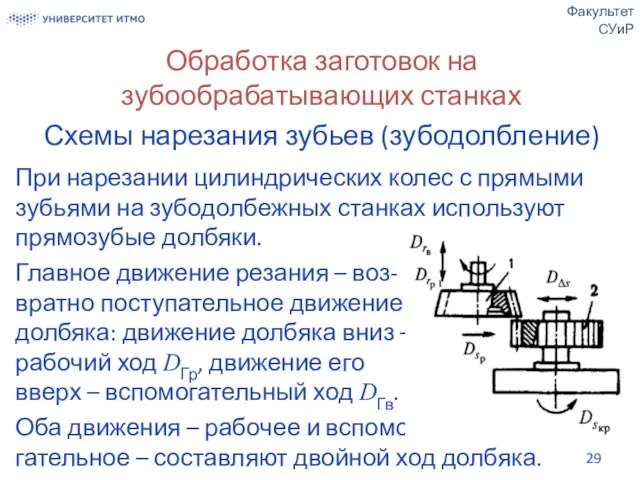
- 29. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубодолбление) При нарезании цилиндрических колес с прямыми зубьями
- 30. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубодолбление) Скорость главного движения резания при зубодолблении, м/мин,
- 31. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубодолбление) Вращение долбяка (движение круговой подачи долбяка) и
- 32. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубодолбление) Движение радиальной подачи сообщается до достижения полной
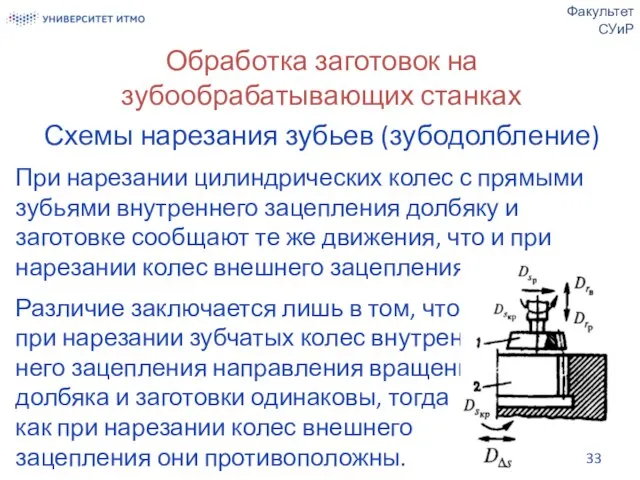
- 33. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубодолбление) При нарезании цилиндрических колес с прямыми зубьями
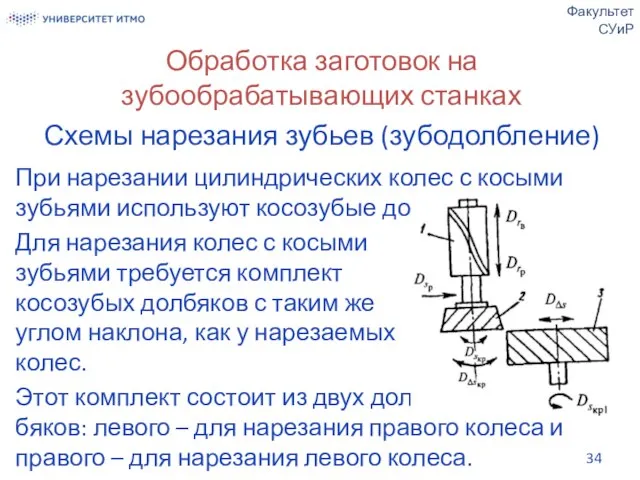
- 34. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубодолбление) При нарезании цилиндрических колес с косыми зубьями
- 35. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубодолбление) Долбяку и заготовке сообщают те же движения,
- 36. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубодолбление) Угол наклона винтовой линии копира должен соответство-вать
- 37. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубодолбление) Преимущество шевронных колес перед косозубыми состоит в
- 38. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубодолбление) Долбяки одновременно совершают возвратно-поступательное движение параллельно оси
- 39. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубодолбление) Преимущество метода зубодолбления помимо возможности нарезания колес
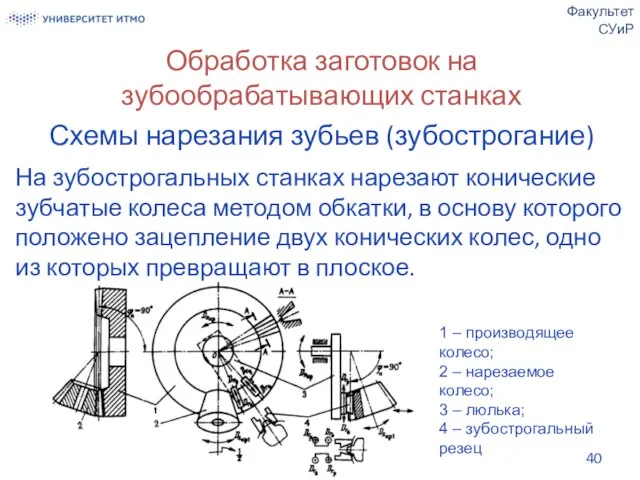
- 40. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубострогание) На зубострогальных станках нарезают конические зубчатые колеса
- 41. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубострогание) Нарезаемое коническое колесо (заготовка) находится в зацеплении
- 42. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубострогание) В процессе зубострогания конических колес с прямыми
- 43. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубострогание) Движение обкатки должно соответствовать передаточ-ному отношению i
- 44. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубострогание) Затем они возвращаются в исходное положение (вспомогательный
- 45. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубострогание) Конические колеса с круговыми зубьями имеют значительные
- 46. Обработка заготовок на зубообрабатывающих станках Схемы нарезания зубьев (зубострогание) Схема нарезания конических колес с круговыми зубьями
- 47. Отделочная обработка зубьев зубчатых колес Виды отделочной обработки зубьев зубчатых колес В процессе нарезания зубчатых колес
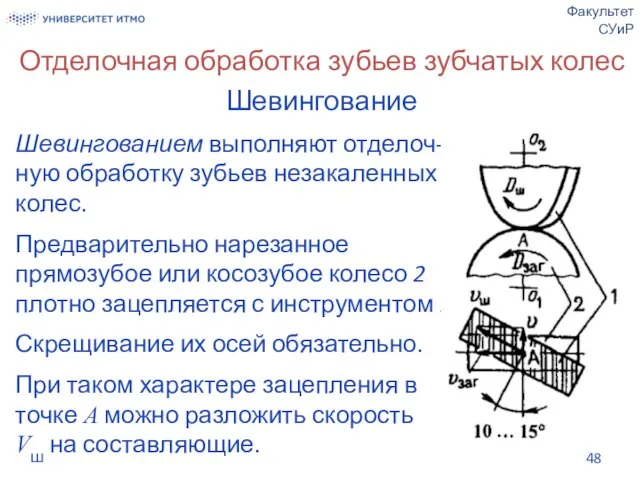
- 48. Отделочная обработка зубьев зубчатых колес Шевингование Шевингованием выполняют отделоч- ную обработку зубьев незакаленных колес. Предварительно нарезанное
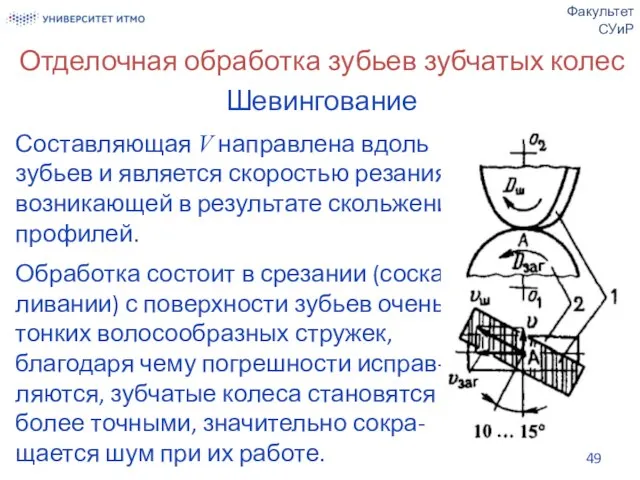
- 49. Отделочная обработка зубьев зубчатых колес Шевингование Составляющая V направлена вдоль зубьев и является скоростью резания, возникающей
- 50. Отделочная обработка зубьев зубчатых колес Шевингование Отделку проводят специальным метал- лическим инструментом – шевером. Угол скрещивания
- 51. Отделочная обработка зубьев зубчатых колес Шевингование Направления вращения шевера (Dш) и, следовательно, заготовки (Dзаг) перио- дически
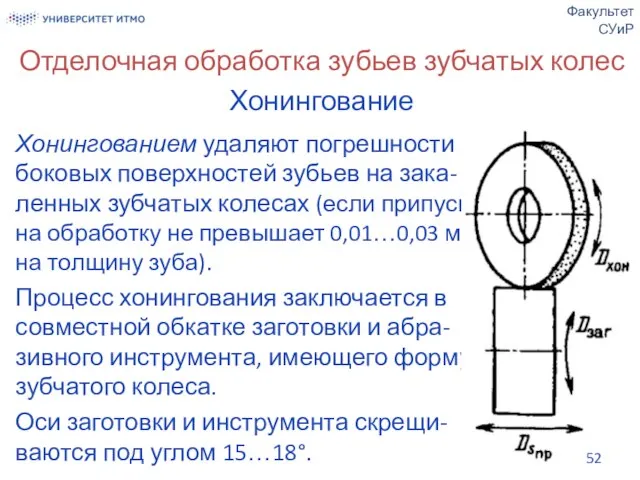
- 52. Отделочная обработка зубьев зубчатых колес Хонингование Хонингованием удаляют погрешности боковых поверхностей зубьев на зака- ленных зубчатых
- 53. Отделочная обработка зубьев зубчатых колес Хонингование При вращении зубчатой пары возникает составляющая скорости скольжения. Абразивные зерна
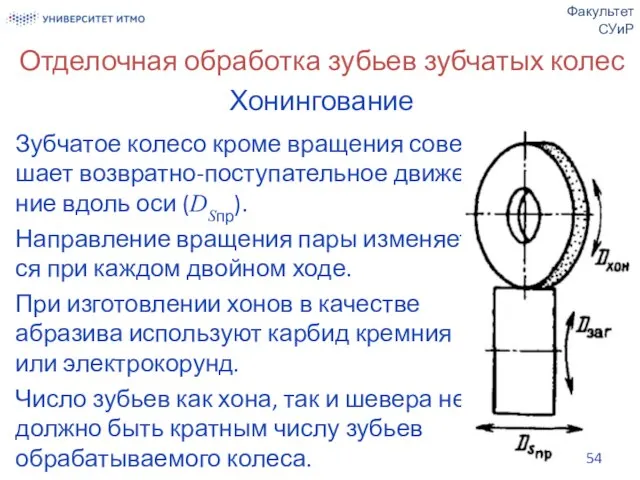
- 54. Отделочная обработка зубьев зубчатых колес Хонингование Зубчатое колесо кроме вращения совер- шает возвратно-поступательное движе- ние вдоль
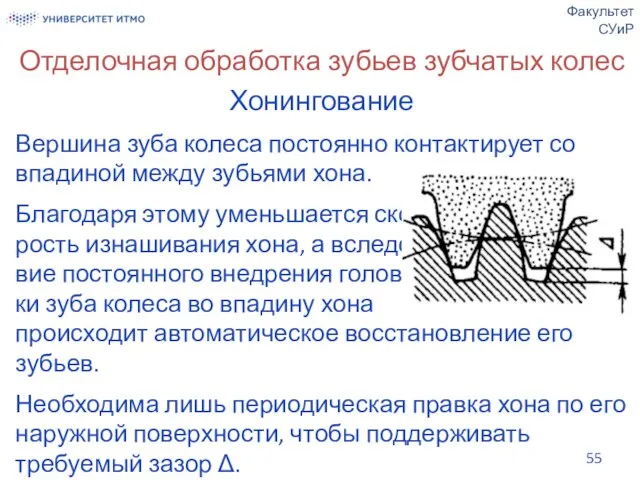
- 55. Отделочная обработка зубьев зубчатых колес Хонингование Вершина зуба колеса постоянно контактирует со впадиной между зубьями хона.
- 56. Отделочная обработка зубьев зубчатых колес Зубошлифование Зубошлифованием исправляют значительные погреш-ности зубчатых колес, возникшие после термической обработки.
- 57. Отделочная обработка зубьев зубчатых колес Зубошлифование Эвольвентный профиль зуба воспроизводится абразив-ными кругами, имеющими профиль впадин обрабаты-ваемого
- 58. Отделочная обработка зубьев зубчатых колес Зубошлифование Элемент рейки может быть образован и одним кругом, заправленным по
- 59. Отделочная обработка зубьев зубчатых колес Зубопритирка Зубопритиркой могут быть улучшены результаты, получаемые при обработке зубчатых колес
- 60. Отделочная обработка зубьев зубчатых колес Зубопритирка В зацеплении в результате давления между зубьями притира и обрабатываемого
- 61. Отделочная обработка зубьев зубчатых колес Зубопритирка В ходе обработки притир и колесо, находящиеся в зацеп-лении, совершают
- 62. Отделочная обработка зубьев зубчатых колес Зубопритирка Зубопритирка может обеспечить более высокое качество обработки, чем зубошлифование, лишь
- 63. Термическая обработка заготовок Это процесс тепловой обработки металлов и сплавов с целью изменения их структуры, а
- 64. Термическая обработка заготовок Основными видами термической обработки являются: отжиг; нормализация; закалка; отпуск; старение; термомеханическая обработка; обработка
- 65. Термическая обработка заготовок Отжиг производят для улучшения обрабатываемости металла или сплава, повышения пластичности материала, уменьшения остаточных
- 66. Термическая обработка заготовок Отпуск термообработанной стали производят для того, чтобы уменьшить хрупкость и повысить пластичность закаленной
- 67. Термическая обработка заготовок Обработку холодом применяют для деталей, изготовленных из стали с высоким содержанием углерода, с
- 68. Химико-термическая обработка заготовок Это тепловая обработка металлов в химически активной среде для изменения химического состава, структуры
- 69. Химико-термическая обработка заготовок Также ее используют для науглероживания поверхност-ного слоя деталей из малоуглеродистых сталей с целью
- 70. Химико-термическая обработка заготовок Алитирование применяется для защиты изделий от окисления при высоких температурах (до 1100 °С),
- 72. Скачать презентацию
Слайд 2Обработка заготовок на зубообрабатывающих станках
Общие сведения
На зубообрабатывающих станках выполняют обработку фасонных поверхностей
Обработка заготовок на зубообрабатывающих станках
Общие сведения
На зубообрабатывающих станках выполняют обработку фасонных поверхностей
Слайд 3Обработка заготовок на зубообрабатывающих станках
Общие сведения
Копирование – метод, основанный на профилировании, например,
Обработка заготовок на зубообрабатывающих станках
Общие сведения
Копирование – метод, основанный на профилировании, например,
Слайд 4Обработка заготовок на зубообрабатывающих станках
Общие сведения
Факультет
СУиР
Нарезание зубчатого колеса дисковой модульной фрезой на
Обработка заготовок на зубообрабатывающих станках
Общие сведения
Факультет
СУиР
Нарезание зубчатого колеса дисковой модульной фрезой на

Слайд 5Обработка заготовок на зубообрабатывающих станках
Общие сведения
В процессе фрезерования впадины между зубьями колеса
Обработка заготовок на зубообрабатывающих станках
Общие сведения
В процессе фрезерования впадины между зубьями колеса
Слайд 6Обработка заготовок на зубообрабатывающих станках
Общие сведения
Обкатка – метод, основанный на зацеплении зубчатой
Обработка заготовок на зубообрабатывающих станках
Общие сведения
Обкатка – метод, основанный на зацеплении зубчатой
Слайд 7Обработка заготовок на зубообрабатывающих станках
Общие сведения
Боковая поверхность зуба на заготовке образуется как
Обработка заготовок на зубообрабатывающих станках
Общие сведения
Боковая поверхность зуба на заготовке образуется как
Слайд 8Обработка заготовок на зубообрабатывающих станках
Общие сведения
Различные положения режущих кромок относительно формируемого профиля
Обработка заготовок на зубообрабатывающих станках
Общие сведения
Различные положения режущих кромок относительно формируемого профиля
Слайд 9Обработка заготовок на зубообрабатывающих станках
Типы зубообрабатывающих станков
Наиболее широкое распространение в промышленности получили
Обработка заготовок на зубообрабатывающих станках
Типы зубообрабатывающих станков
Наиболее широкое распространение в промышленности получили
Слайд 10Обработка заготовок на зубообрабатывающих станках
Конструкция зубофрезерного полуавтомата
Факультет
СУиР
1 – станина;
2 – коробка скоростей;
3
Обработка заготовок на зубообрабатывающих станках
Конструкция зубофрезерного полуавтомата
Факультет
СУиР
1 – станина;
2 – коробка скоростей;
3

Слайд 11Обработка заготовок на зубообрабатывающих станках
Конструкция зубодолбежного станка
Факультет
СУиР
1 – станина (нижняя часть);
2 –
Обработка заготовок на зубообрабатывающих станках
Конструкция зубодолбежного станка
Факультет
СУиР
1 – станина (нижняя часть);
2 –

Слайд 12Обработка заготовок на зубообрабатывающих станках
Конструкция зубострогального станка
Факультет
СУиР
1 – станина;
2 – гитара скоростей;
3
Обработка заготовок на зубообрабатывающих станках
Конструкция зубострогального станка
Факультет
СУиР
1 – станина;
2 – гитара скоростей;
3

Слайд 13Обработка заготовок на зубообрабатывающих станках
Режущие инструменты для нарезания зубчатых колес по методу
Обработка заготовок на зубообрабатывающих станках
Режущие инструменты для нарезания зубчатых колес по методу
Слайд 14Обработка заготовок на зубообрабатывающих станках
Режущие инструменты для нарезания зубчатых колес по методу
Обработка заготовок на зубообрабатывающих станках
Режущие инструменты для нарезания зубчатых колес по методу
Слайд 15Обработка заготовок на зубообрабатывающих станках
Режущие инструменты для нарезания зубчатых колес по методу
Обработка заготовок на зубообрабатывающих станках
Режущие инструменты для нарезания зубчатых колес по методу
Слайд 16Обработка заготовок на зубообрабатывающих станках
Режущие инструменты для нарезания зубчатых колес по методу
Обработка заготовок на зубообрабатывающих станках
Режущие инструменты для нарезания зубчатых колес по методу
Слайд 17Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
При нарезании цилиндрических колес
с
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
При нарезании цилиндрических колес
с

Слайд 18Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
Скорость главного движения резания, м/мин,
V
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
Скорость главного движения резания, м/мин,
V
Слайд 19Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
При обработке однозаходной модульной червячной
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
При обработке однозаходной модульной червячной
Слайд 20Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
Для согласования этих движений на
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
Для согласования этих движений на
Слайд 21Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
Чтобы нарезаемые зубья имели симметричный
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
Чтобы нарезаемые зубья имели симметричный
Слайд 22Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
При нарезании цилиндрических колес с
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
При нарезании цилиндрических колес с
Слайд 23Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
Для формирования косого зуба необходимы
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
Для формирования косого зуба необходимы
Слайд 24Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
При вертикальном перемещении фрезы на
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
При вертикальном перемещении фрезы на
Слайд 25Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
Суммирование основного и дополнительного вращательного
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
Суммирование основного и дополнительного вращательного
Слайд 26Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
Направление дополнительного вращения заготовки совпадает
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
Направление дополнительного вращения заготовки совпадает
Слайд 27Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
При нарезании червячных колес ось
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
При нарезании червячных колес ось
Слайд 28Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
Первые два движения осуществляют настройкой
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубофрезерование)
Первые два движения осуществляют настройкой
Слайд 29Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
При нарезании цилиндрических колес с
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
При нарезании цилиндрических колес с
Слайд 30Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
Скорость главного движения резания при
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
Скорость главного движения резания при
Слайд 31Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
Вращение долбяка (движение круговой подачи
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
Вращение долбяка (движение круговой подачи
Слайд 32Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
Движение радиальной подачи сообщается до
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
Движение радиальной подачи сообщается до
Слайд 33Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
При нарезании цилиндрических колес с
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
При нарезании цилиндрических колес с
Слайд 34Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
При нарезании цилиндрических колес с
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
При нарезании цилиндрических колес с
Слайд 35Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
Долбяку и заготовке сообщают те
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
Долбяку и заготовке сообщают те
Слайд 36Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
Угол наклона винтовой линии копира
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
Угол наклона винтовой линии копира
Слайд 37Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
Преимущество шевронных колес перед косозубыми
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
Преимущество шевронных колес перед косозубыми
Слайд 38Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
Долбяки одновременно совершают возвратно-поступательное движение
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
Долбяки одновременно совершают возвратно-поступательное движение
Слайд 39Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
Преимущество метода зубодолбления помимо возможности
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубодолбление)
Преимущество метода зубодолбления помимо возможности
Слайд 40Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубострогание)
На зубострогальных станках нарезают конические
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубострогание)
На зубострогальных станках нарезают конические
Слайд 41Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубострогание)
Нарезаемое коническое колесо (заготовка) находится
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубострогание)
Нарезаемое коническое колесо (заготовка) находится
Слайд 42Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубострогание)
В процессе зубострогания конических колес
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубострогание)
В процессе зубострогания конических колес
Слайд 43Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубострогание)
Движение обкатки должно соответствовать передаточ-ному
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубострогание)
Движение обкатки должно соответствовать передаточ-ному
Слайд 44Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубострогание)
Затем они возвращаются в исходное
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубострогание)
Затем они возвращаются в исходное
Слайд 45Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубострогание)
Конические колеса с круговыми зубьями
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубострогание)
Конические колеса с круговыми зубьями
Слайд 46Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубострогание)
Схема нарезания конических колес с
Обработка заготовок на зубообрабатывающих станках
Схемы нарезания зубьев (зубострогание)
Схема нарезания конических колес с
Слайд 47Отделочная обработка зубьев зубчатых колес
Виды отделочной обработки зубьев зубчатых колес
В процессе нарезания
Отделочная обработка зубьев зубчатых колес
Виды отделочной обработки зубьев зубчатых колес
В процессе нарезания
Слайд 48Отделочная обработка зубьев зубчатых колес
Шевингование
Шевингованием выполняют отделоч-
ную обработку зубьев незакаленных
колес.
Предварительно нарезанное
Отделочная обработка зубьев зубчатых колес
Шевингование
Шевингованием выполняют отделоч-
ную обработку зубьев незакаленных
колес.
Предварительно нарезанное
Слайд 49Отделочная обработка зубьев зубчатых колес
Шевингование
Составляющая V направлена вдоль
зубьев и является скоростью
Отделочная обработка зубьев зубчатых колес
Шевингование
Составляющая V направлена вдоль
зубьев и является скоростью
Слайд 50Отделочная обработка зубьев зубчатых колес
Шевингование
Отделку проводят специальным метал-
лическим инструментом – шевером.
Угол скрещивания
Отделочная обработка зубьев зубчатых колес
Шевингование
Отделку проводят специальным метал-
лическим инструментом – шевером.
Угол скрещивания

Слайд 51Отделочная обработка зубьев зубчатых колес
Шевингование
Направления вращения шевера (Dш) и,
следовательно, заготовки (Dзаг)
Отделочная обработка зубьев зубчатых колес
Шевингование
Направления вращения шевера (Dш) и,
следовательно, заготовки (Dзаг)

Слайд 52Отделочная обработка зубьев зубчатых колес
Хонингование
Хонингованием удаляют погрешности
боковых поверхностей зубьев на зака-
ленных
Отделочная обработка зубьев зубчатых колес
Хонингование
Хонингованием удаляют погрешности
боковых поверхностей зубьев на зака-
ленных
Слайд 53Отделочная обработка зубьев зубчатых колес
Хонингование
При вращении зубчатой пары возникает
составляющая скорости скольжения.
Абразивные
Отделочная обработка зубьев зубчатых колес
Хонингование
При вращении зубчатой пары возникает
составляющая скорости скольжения.
Абразивные

Слайд 54Отделочная обработка зубьев зубчатых колес
Хонингование
Зубчатое колесо кроме вращения совер-
шает возвратно-поступательное движе-
ние вдоль
Отделочная обработка зубьев зубчатых колес
Хонингование
Зубчатое колесо кроме вращения совер-
шает возвратно-поступательное движе-
ние вдоль
Слайд 55Отделочная обработка зубьев зубчатых колес
Хонингование
Вершина зуба колеса постоянно контактирует со впадиной между
Отделочная обработка зубьев зубчатых колес
Хонингование
Вершина зуба колеса постоянно контактирует со впадиной между
Слайд 56Отделочная обработка зубьев зубчатых колес
Зубошлифование
Зубошлифованием исправляют значительные погреш-ности зубчатых колес, возникшие после
Отделочная обработка зубьев зубчатых колес
Зубошлифование
Зубошлифованием исправляют значительные погреш-ности зубчатых колес, возникшие после
Слайд 57Отделочная обработка зубьев зубчатых колес
Зубошлифование
Эвольвентный профиль зуба воспроизводится абразив-ными кругами, имеющими профиль
Отделочная обработка зубьев зубчатых колес
Зубошлифование
Эвольвентный профиль зуба воспроизводится абразив-ными кругами, имеющими профиль
Слайд 58Отделочная обработка зубьев зубчатых колес
Зубошлифование
Элемент рейки может быть образован и одним кругом,
Отделочная обработка зубьев зубчатых колес
Зубошлифование
Элемент рейки может быть образован и одним кругом,
Слайд 59Отделочная обработка зубьев зубчатых колес
Зубопритирка
Зубопритиркой могут быть улучшены результаты, получаемые при обработке
Отделочная обработка зубьев зубчатых колес
Зубопритирка
Зубопритиркой могут быть улучшены результаты, получаемые при обработке
Слайд 60Отделочная обработка зубьев зубчатых колес
Зубопритирка
В зацеплении в результате давления между зубьями притира
Отделочная обработка зубьев зубчатых колес
Зубопритирка
В зацеплении в результате давления между зубьями притира
Слайд 61Отделочная обработка зубьев зубчатых колес
Зубопритирка
В ходе обработки притир и колесо, находящиеся в
Отделочная обработка зубьев зубчатых колес
Зубопритирка
В ходе обработки притир и колесо, находящиеся в
Слайд 62Отделочная обработка зубьев зубчатых колес
Зубопритирка
Зубопритирка может обеспечить более высокое качество обработки, чем
Отделочная обработка зубьев зубчатых колес
Зубопритирка
Зубопритирка может обеспечить более высокое качество обработки, чем
Слайд 63Термическая обработка заготовок
Это процесс тепловой обработки металлов и сплавов с целью изменения
Термическая обработка заготовок
Это процесс тепловой обработки металлов и сплавов с целью изменения
Слайд 64Термическая обработка заготовок
Основными видами термической обработки являются:
отжиг;
нормализация;
закалка;
отпуск;
старение;
Термическая обработка заготовок
Основными видами термической обработки являются:
отжиг;
нормализация;
закалка;
отпуск;
старение;
Слайд 65Термическая обработка заготовок
Отжиг производят для улучшения обрабатываемости металла или сплава, повышения пластичности
Термическая обработка заготовок
Отжиг производят для улучшения обрабатываемости металла или сплава, повышения пластичности
Слайд 66Термическая обработка заготовок
Отпуск термообработанной стали производят для того, чтобы уменьшить хрупкость и
Термическая обработка заготовок
Отпуск термообработанной стали производят для того, чтобы уменьшить хрупкость и
Слайд 67Термическая обработка заготовок
Обработку холодом применяют для деталей, изготовленных из стали с высоким
Термическая обработка заготовок
Обработку холодом применяют для деталей, изготовленных из стали с высоким
Слайд 68Химико-термическая обработка заготовок
Это тепловая обработка металлов в химически активной среде для изменения
Химико-термическая обработка заготовок
Это тепловая обработка металлов в химически активной среде для изменения
Слайд 69Химико-термическая обработка заготовок
Также ее используют для науглероживания поверхност-ного слоя деталей из малоуглеродистых
Химико-термическая обработка заготовок
Также ее используют для науглероживания поверхност-ного слоя деталей из малоуглеродистых
Слайд 70Химико-термическая обработка заготовок
Алитирование применяется для защиты изделий от окисления при высоких температурах
Химико-термическая обработка заготовок
Алитирование применяется для защиты изделий от окисления при высоких температурах
 Велотренажёр как альтернативный источник энергии
Велотренажёр как альтернативный источник энергии Прямолинейное равномерное движение. Скорость движения
Прямолинейное равномерное движение. Скорость движения Абсорбционная спектроскопия (поглощение света веществом)
Абсорбционная спектроскопия (поглощение света веществом) Подготовка к итоговой проверочной работе по физике (6 класс)
Подготовка к итоговой проверочной работе по физике (6 класс) Определение отношения удельных теплоемкостей газов методом адиабатического расширения
Определение отношения удельных теплоемкостей газов методом адиабатического расширения Философский образ науки и техники
Философский образ науки и техники Взаимодействие тел
Взаимодействие тел Радиоволны
Радиоволны Оптические приборы
Оптические приборы Дифракционная решетка
Дифракционная решетка Магнитное поле в веществе. Закон полного тока. Граничные условия
Магнитное поле в веществе. Закон полного тока. Граничные условия Задачи по ТМ. Сложение ускорений
Задачи по ТМ. Сложение ускорений _DyjvLh93NEyw_UEOvluXQ
_DyjvLh93NEyw_UEOvluXQ Источники света. Распространение света
Источники света. Распространение света Исследование тепловых процессов в гетероинтегрированных многокристальных микромодулях на основе кремния для СВЧ применений
Исследование тепловых процессов в гетероинтегрированных многокристальных микромодулях на основе кремния для СВЧ применений Третий закон Ньютона
Третий закон Ньютона 7 кл Три состояния вещ-ва
7 кл Три состояния вещ-ва Презентация на тему Электрический ток
Презентация на тему Электрический ток  Строение атома
Строение атома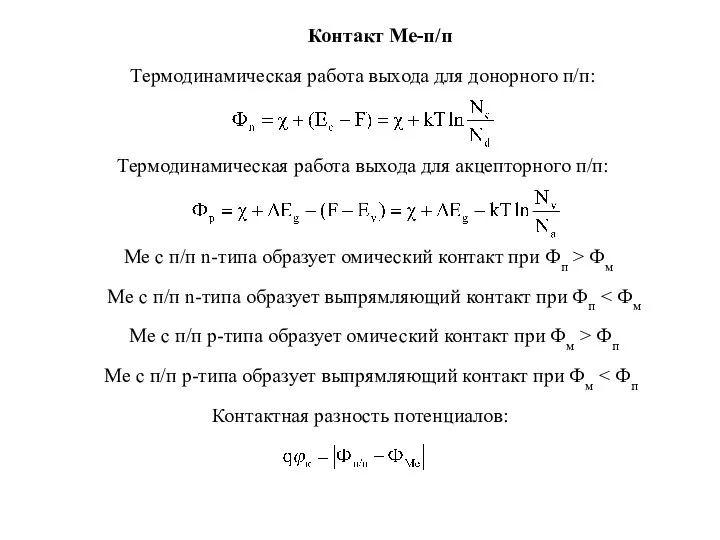 Me-полупроводник
Me-полупроводник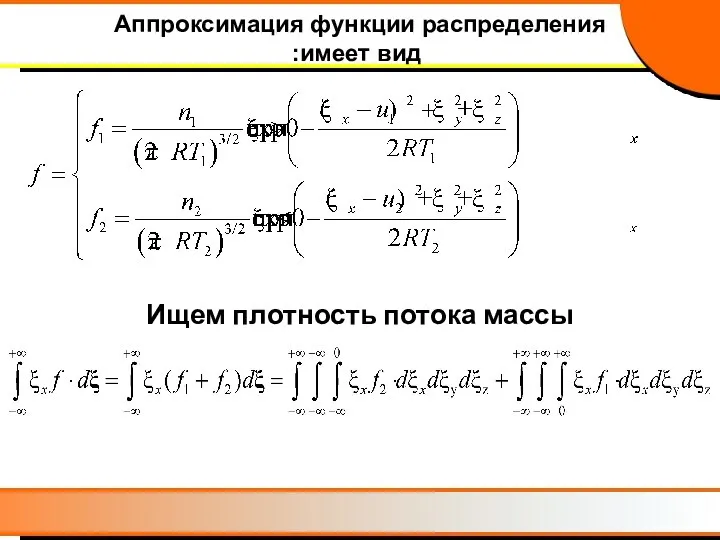 Разрывной максвеллиан со смещением. Аппроксимация функции распределения. Плотность потока массы
Разрывной максвеллиан со смещением. Аппроксимация функции распределения. Плотность потока массы Сопротивление материалов
Сопротивление материалов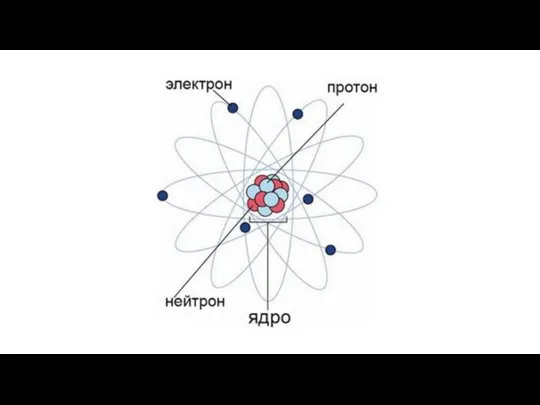 Строение атома
Строение атома Типовой расчет №3. Молекулярная физика и термодинамика
Типовой расчет №3. Молекулярная физика и термодинамика Электромагнитные волны
Электромагнитные волны Давление жидкости на стенки и на дно сосуда
Давление жидкости на стенки и на дно сосуда Pneumatic Hydraulic Jack Switch
Pneumatic Hydraulic Jack Switch Закон збереження енергії
Закон збереження енергії