- Заклёпочные соединения. Основные сведения и расчет на прочность

Содержание
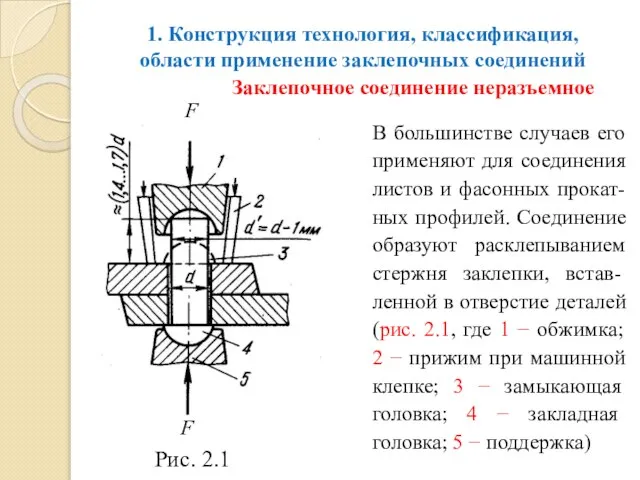
- 2. 1. Конструкция технология, классификация, области применение заклепочных соединений В большинстве случаев его применяют для соединения листов
- 3. При расклепывании вследствие пластических деформаций образуется замыкающая головка, а стержень заклепки заполняет зазор в отверстии. Силы,
- 4. При продавливании листы деформируются, по краям отверстия появляются мелкие трещины, а на выходной стороне отверстия образуется
- 5. Машинная клепка дает соединения повышенного качества, так как она обеспечивает однородность посадки заклепок и увеличивает силы
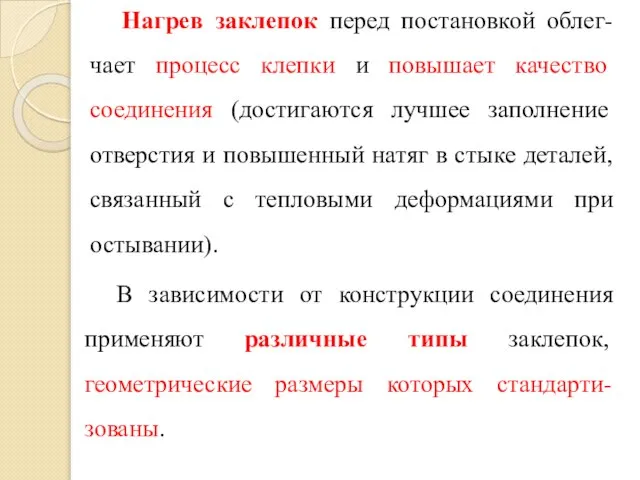
- 6. Нагрев заклепок перед постановкой облег-чает процесс клепки и повышает качество соединения (достигаются лучшее заполнение отверстия и
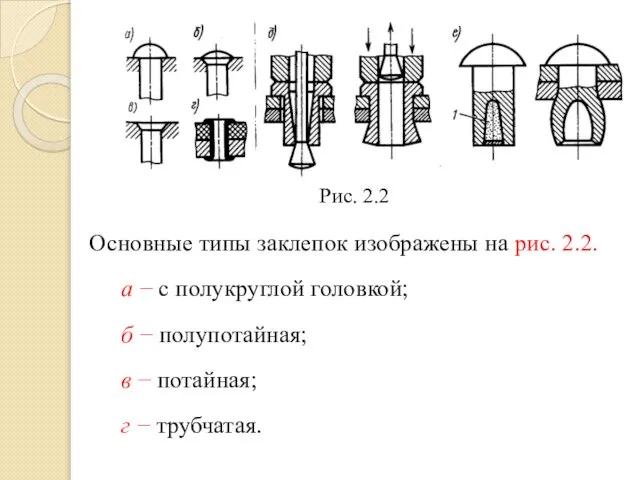
- 7. Основные типы заклепок изображены на рис. 2.2. а − с полукруглой головкой; б − полупотайная; в
- 8. Если нет доступа к замыкающей головке (например, пустотелое крыло самолета), то применяют заклепки для односторонней клепки.
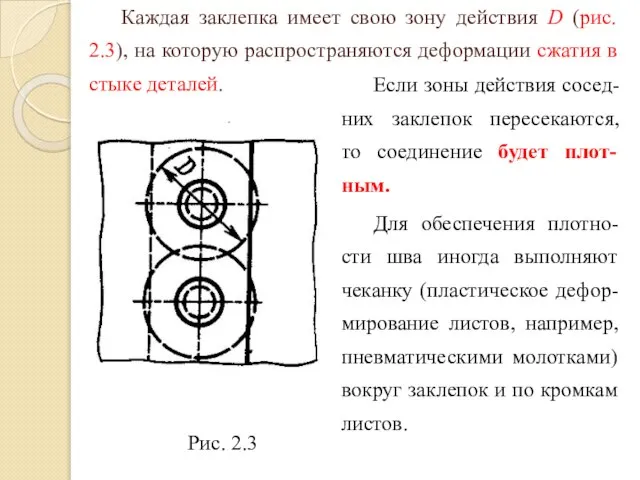
- 10. Каждая заклепка имеет свою зону действия D (рис. 2.3), на которую распространяются деформации сжатия в стыке
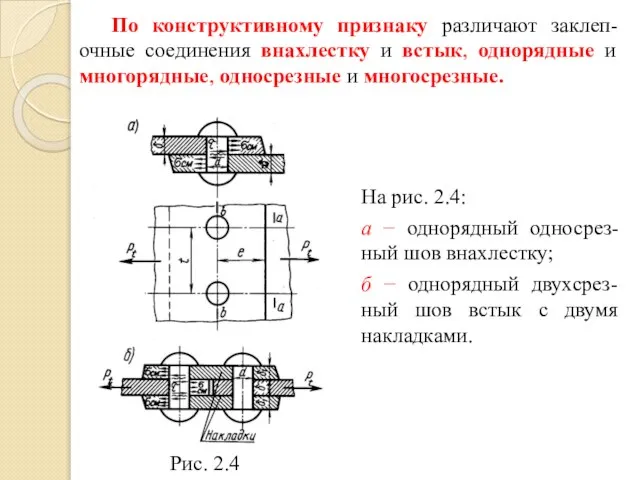
- 11. По конструктивному признаку различают заклеп-очные соединения внахлестку и встык, однорядные и многорядные, односрезные и многосрезные. На
- 12. Заклепочные соединения применяют для деталей, материал которых плохо сваривается, и в тех конструкциях, где важно растянуть
- 13. В сварных соединениях образование трещин сопровождается высокой концентрацией напряжений, что приводит к ускорению процесса разрушения. 2.2.
- 14. При расчетах заклепочных соединений, нагруженных силой в плоскости стыка, допускают, что нагрузка распространяется равномерно между всеми
- 15. Ниже рассмотрены некоторые особенности конструкции и расчета заклепочных соединений. В соединениях широких листов (рис. 2.4) за
- 16. Прочность листа в сечении b − b Отношение называют коэффициентом прочности заклепочного шва. Значение φ показывает,
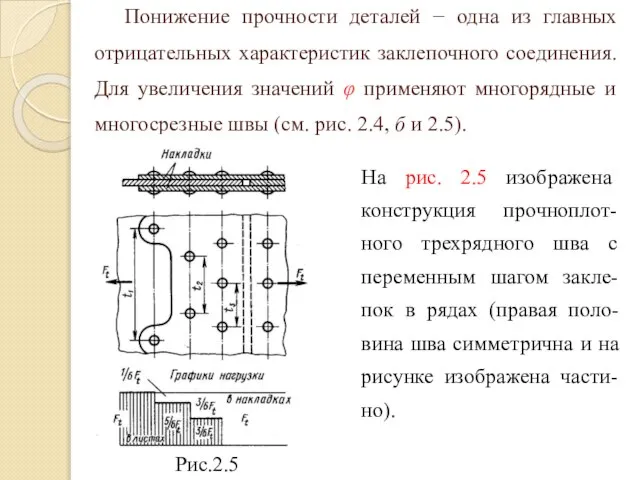
- 17. Понижение прочности деталей − одна из главных отрицательных характеристик заклепочного соединения. Для увеличения значений φ применяют
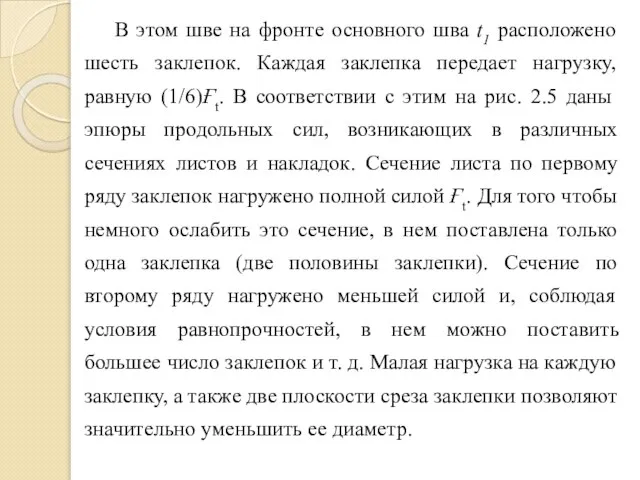
- 18. В этом шве на фронте основного шва t1 расположено шесть заклепок. Каждая заклепка передает нагрузку, равную
- 19. Уменьшение диаметра приводит к увеличению коэффициента прочности шва [см. формулу (2.1)], например для рассматриваемого шва φ
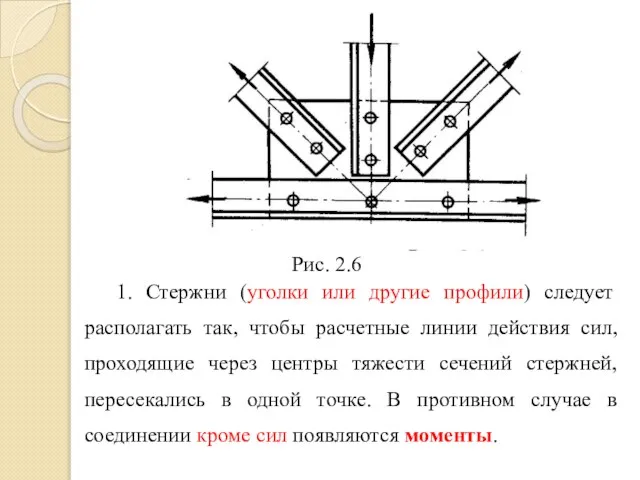
- 20. 1. Стержни (уголки или другие профили) следует располагать так, чтобы расчетные линии действия сил, проходящие через
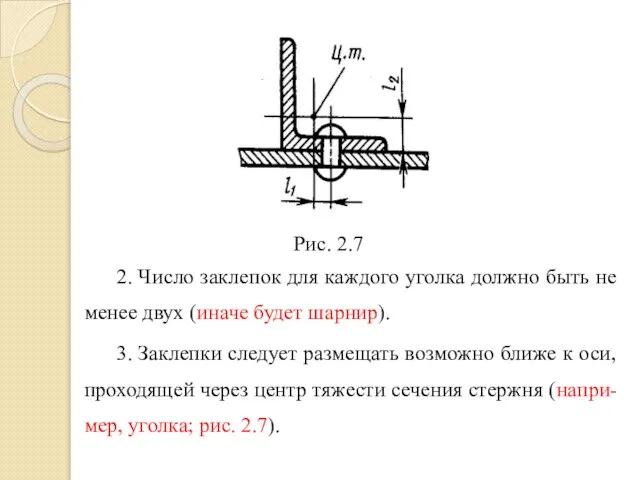
- 21. 2. Число заклепок для каждого уголка должно быть не менее двух (иначе будет шарнир). 3. Заклепки
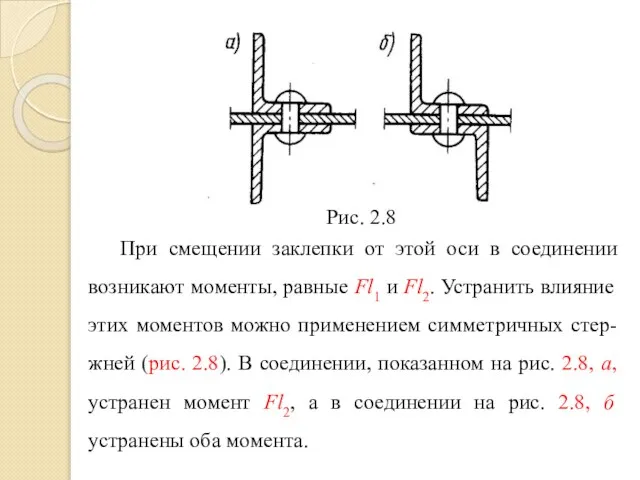
- 22. При смещении заклепки от этой оси в соединении возникают моменты, равные Fl1 и Fl2. Устранить влияние
- 23. 2.3. Материалы заклепок и допускаемые напряжения Заклепки изготовляют из стали, меди, латуни, алюминия и других металлов.
- 24. Особую опасность представляет сочетание разно-родных материалов, которые способны образовывать гальванические пары. Гальванические токи быстро разру-шают соединение.
- 26. Скачать презентацию
Слайд 21. Конструкция технология, классификация, области применение заклепочных соединений
В большинстве случаев его применяют
1. Конструкция технология, классификация, области применение заклепочных соединений
В большинстве случаев его применяют
Слайд 3При расклепывании вследствие пластических деформаций образуется замыкающая головка, а стержень заклепки заполняет
При расклепывании вследствие пластических деформаций образуется замыкающая головка, а стержень заклепки заполняет
Слайд 4При продавливании листы деформируются, по краям отверстия появляются мелкие трещины, а на
При продавливании листы деформируются, по краям отверстия появляются мелкие трещины, а на
Слайд 5Машинная клепка дает соединения повышенного качества, так как она обеспечивает однородность посадки
Машинная клепка дает соединения повышенного качества, так как она обеспечивает однородность посадки
Слайд 6Нагрев заклепок перед постановкой облег-чает процесс клепки и повышает качество соединения (достигаются
Нагрев заклепок перед постановкой облег-чает процесс клепки и повышает качество соединения (достигаются
Слайд 7Основные типы заклепок изображены на рис. 2.2.
а − с полукруглой головкой;
Основные типы заклепок изображены на рис. 2.2.
а − с полукруглой головкой;
Слайд 8Если нет доступа к замыкающей головке (например, пустотелое крыло самолета), то применяют
Если нет доступа к замыкающей головке (например, пустотелое крыло самолета), то применяют
Слайд 10Каждая заклепка имеет свою зону действия D (рис. 2.3), на которую распространяются
Каждая заклепка имеет свою зону действия D (рис. 2.3), на которую распространяются
Слайд 11По конструктивному признаку различают заклеп-очные соединения внахлестку и встык, однорядные и многорядные,
По конструктивному признаку различают заклеп-очные соединения внахлестку и встык, однорядные и многорядные,
Слайд 12Заклепочные соединения применяют для деталей, материал которых плохо сваривается, и в тех
Заклепочные соединения применяют для деталей, материал которых плохо сваривается, и в тех
Слайд 13В сварных соединениях образование трещин сопровождается высокой концентрацией напряжений, что приводит к
В сварных соединениях образование трещин сопровождается высокой концентрацией напряжений, что приводит к
Слайд 14При расчетах заклепочных соединений, нагруженных силой в плоскости стыка, допускают, что нагрузка
При расчетах заклепочных соединений, нагруженных силой в плоскости стыка, допускают, что нагрузка
Слайд 15Ниже рассмотрены некоторые особенности конструкции и расчета заклепочных соединений. В соединениях широких
Ниже рассмотрены некоторые особенности конструкции и расчета заклепочных соединений. В соединениях широких
Слайд 16Прочность листа в сечении b − b
Отношение
называют коэффициентом прочности заклепочного шва.
Значение
Отношение
называют коэффициентом прочности заклепочного шва.
Значение
Слайд 17Понижение прочности деталей − одна из главных отрицательных характеристик заклепочного соединения. Для
Понижение прочности деталей − одна из главных отрицательных характеристик заклепочного соединения. Для
Слайд 18В этом шве на фронте основного шва t1 расположено шесть заклепок. Каждая
В этом шве на фронте основного шва t1 расположено шесть заклепок. Каждая
Слайд 19Уменьшение диаметра приводит к увеличению коэффициента прочности шва [см. формулу (2.1)], например
Уменьшение диаметра приводит к увеличению коэффициента прочности шва [см. формулу (2.1)], например
![Уменьшение диаметра приводит к увеличению коэффициента прочности шва [см. формулу (2.1)], например](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/869866/slide-18.jpg)
Слайд 20
1. Стержни (уголки или другие профили) следует располагать так, чтобы расчетные линии
1. Стержни (уголки или другие профили) следует располагать так, чтобы расчетные линии
Слайд 21
2. Число заклепок для каждого уголка должно быть не менее двух (иначе
2. Число заклепок для каждого уголка должно быть не менее двух (иначе
Слайд 22
При смещении заклепки от этой оси в соединении возникают моменты, равные Fl1
При смещении заклепки от этой оси в соединении возникают моменты, равные Fl1
Слайд 232.3. Материалы заклепок и допускаемые напряжения
Заклепки изготовляют из стали, меди, латуни, алюминия
2.3. Материалы заклепок и допускаемые напряжения
Заклепки изготовляют из стали, меди, латуни, алюминия
Слайд 24Особую опасность представляет сочетание разно-родных материалов, которые способны образовывать гальванические пары. Гальванические
Особую опасность представляет сочетание разно-родных материалов, которые способны образовывать гальванические пары. Гальванические
 Презентация на тему Давление жидкости
Презентация на тему Давление жидкости  Изменение внутренней энергии. Теплопередача
Изменение внутренней энергии. Теплопередача Молекулярно-кинетическая теория идеальных газов
Молекулярно-кинетическая теория идеальных газов Международная система единиц. Скалярные и векторные физические величины. 7 класс
Международная система единиц. Скалярные и векторные физические величины. 7 класс Физика - фундаментальная наука
Физика - фундаментальная наука Линзы. Оптика
Линзы. Оптика Закон Ома. Сопротивление проводника. Решение задач
Закон Ома. Сопротивление проводника. Решение задач Логарифмы в физике
Логарифмы в физике Интерференция, дифракция, поляризация
Интерференция, дифракция, поляризация Строение атома. Опыты Резерфорда
Строение атома. Опыты Резерфорда рем. техн. обор-ия
рем. техн. обор-ия Измерение количества и расхода жидкости и газа в практике горно-буровых работ
Измерение количества и расхода жидкости и газа в практике горно-буровых работ Применение спектрального анализа в криминалистике
Применение спектрального анализа в криминалистике Прогнозирование изменения прочностных свойств резины при ее термическом старении
Прогнозирование изменения прочностных свойств резины при ее термическом старении Сравнение количеств теплоты при смешивании воды разной температуры. Лабораторная работа № 1
Сравнение количеств теплоты при смешивании воды разной температуры. Лабораторная работа № 1 Приемы выполнения фальцевого и заклепочного швов и соединения деталей
Приемы выполнения фальцевого и заклепочного швов и соединения деталей Сертификация шноркеля на базе легкового автомобиля категории М1
Сертификация шноркеля на базе легкового автомобиля категории М1 Сила трения
Сила трения Излучение и поглощение электромагнитных волн в среде. (Лекция 2)
Излучение и поглощение электромагнитных волн в среде. (Лекция 2) Презентация на тему Электрический ток в различных средах
Презентация на тему Электрический ток в различных средах  Электроавиация. Разработка электрической винтомоторной группы для лёгкого летательного аппарата
Электроавиация. Разработка электрической винтомоторной группы для лёгкого летательного аппарата Броуновское движение. Диффузия. Силы взаимодействия молекул
Броуновское движение. Диффузия. Силы взаимодействия молекул Задачи по физике
Задачи по физике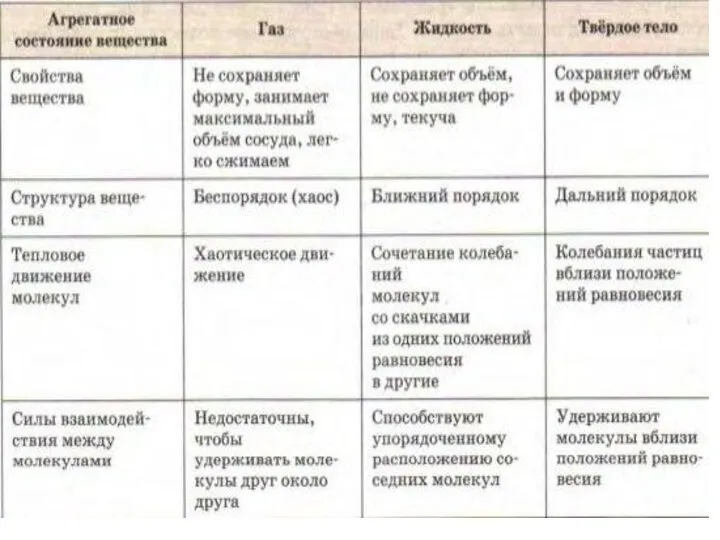 Свойства жидкостей
Свойства жидкостей Презентация на тему Коллекторный электродвигатель
Презентация на тему Коллекторный электродвигатель  Оптимальна обробка радіотеплових сигналів
Оптимальна обробка радіотеплових сигналів Равновесие жидкости и газа
Равновесие жидкости и газа Законы постоянного тока
Законы постоянного тока