- 1С:Процессное производство.Химия

Содержание
- 2. Отраслевое решение «1С:Процессное производство. Химия». «1С:Процессное производство. Химия» – комплексная отраслевая автоматизированная система управлением предприятием на
- 3. Управление запасами
- 4. Складской (ордерный) учет номенклатуры в дополнительной единице измерения В дополнительном регистре учета ТМЦ – два параллельных,
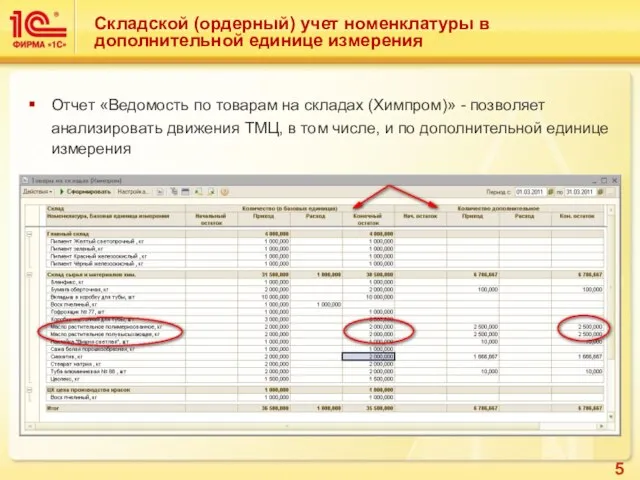
- 5. Складской (ордерный) учет номенклатуры в дополнительной единице измерения Отчет «Ведомость по товарам на складах (Химпром)» -
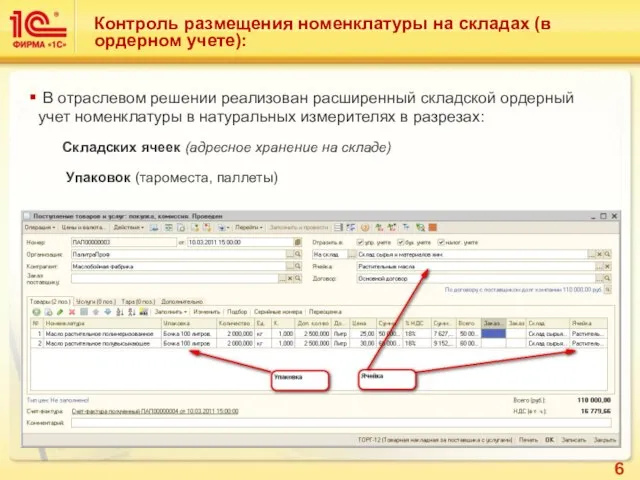
- 6. Контроль размещения номенклатуры на складах (в ордерном учете): В отраслевом решении реализован расширенный складской ордерный учет
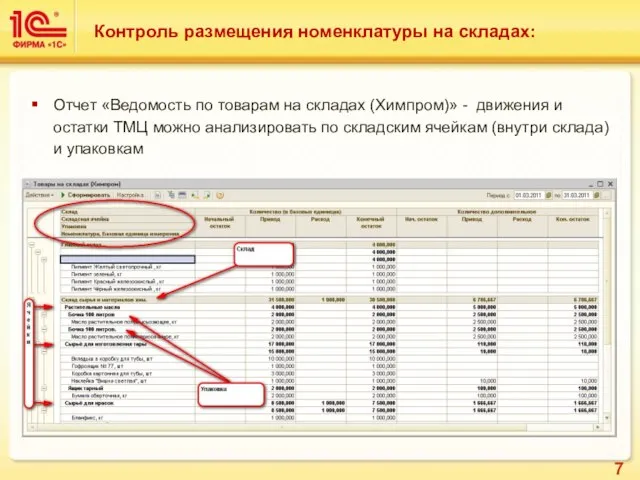
- 7. Контроль размещения номенклатуры на складах: Отчет «Ведомость по товарам на складах (Химпром)» - движения и остатки
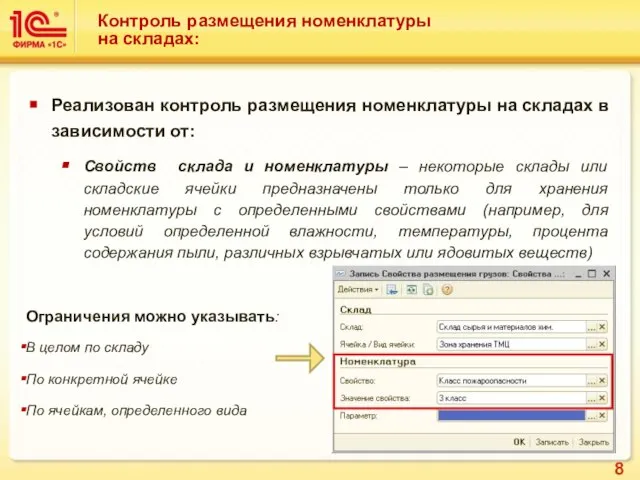
- 8. Контроль размещения номенклатуры на складах: Реализован контроль размещения номенклатуры на складах в зависимости от: Свойств склада
- 9. Контроль размещения номенклатуры на складах: Реализован контроль размещения номенклатуры на складах и в ячейках в зависимости
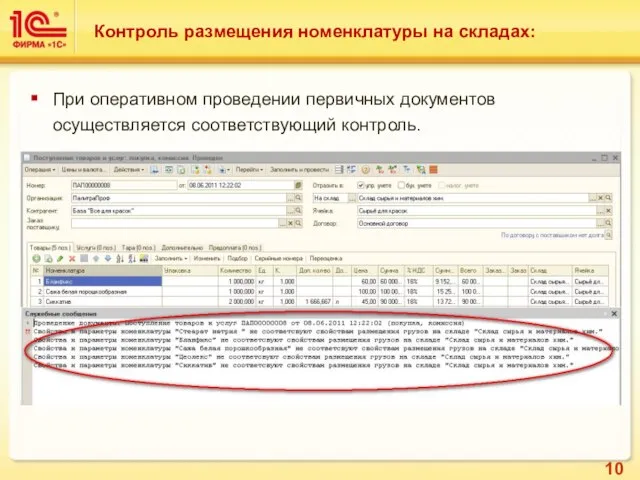
- 10. Контроль размещения номенклатуры на складах: При оперативном проведении первичных документов осуществляется соответствующий контроль.
- 11. Дополнительные параметры логистики: В отраслевом решении реализована возможность учета номенклатуры по свойствам (параметрам), которые могут изменяться
- 12. Расширение нормативно-справочной информации (НСИ) производства для целей планирования
- 13. Управление нормативно-справочной информацией (НСИ) В отраслевом решении расширена нормативно-справочная информация для целей посменного планирования В спецификацию
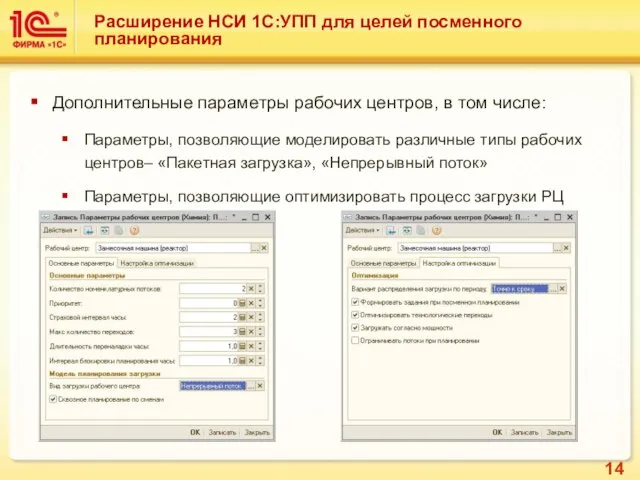
- 14. Расширение НСИ 1С:УПП для целей посменного планирования Дополнительные параметры рабочих центров, в том числе: Параметры, позволяющие
- 15. Дополнительные возможности планирования
- 16. Планирование В отраслевом решении реализованы следующие механизмы планирования Формирование Главного плана производства (ГКПП) - календарного (посуточного
- 17. Особенности реализованных механизмов планирования: Многопоточность рабочих центров – возможность планирования загрузки Рабочих центров по нескольким отдельным
- 18. Особенности реализованных механизмов планирования: Посекундное расписание работы оборудования не формируется. Достаточно информации: В какую смену, какое
- 19. Особенности реализованных механизмов планирования: Ограничения на направления потоков между рабочими центрами (трубопроводы, конвейеры) Учет карт благоприятных
- 20. Особенности реализованных механизмов планирования: Использование Маршрутных спецификаций, которые описывают несколько заходов одного изделия в разные цеха
- 21. Формирование Главного календарного плана производства (ГКПП)
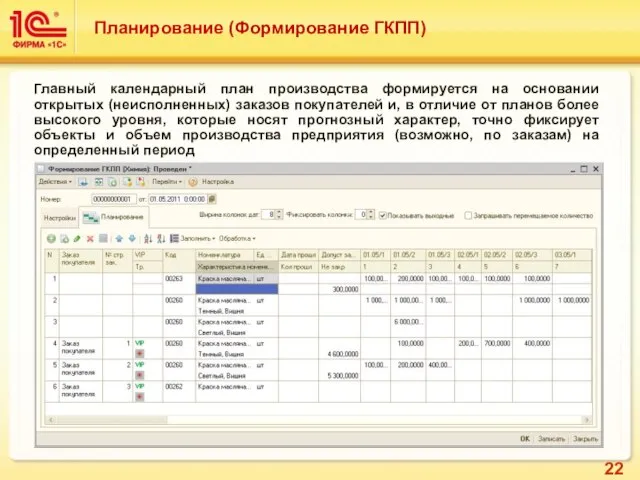
- 22. Планирование (Формирование ГКПП) Главный календарный план производства формируется на основании открытых (неисполненных) заказов покупателей и, в
- 23. Сменно-суточное планирование (формирование Графика производства)
- 24. Планирование (Формирование графика производства) График производства может формироваться на основании двух независимых источников данных: До точки
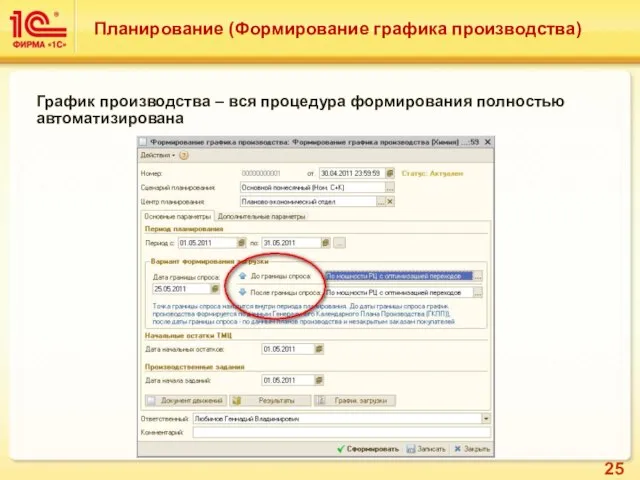
- 25. Планирование (Формирование графика производства) График производства – вся процедура формирования полностью автоматизирована
- 26. Сменно-суточное планирование (формирование Графика производства) Результатом формирования Графика производства являются зафиксированные в системе: Потребность во времени
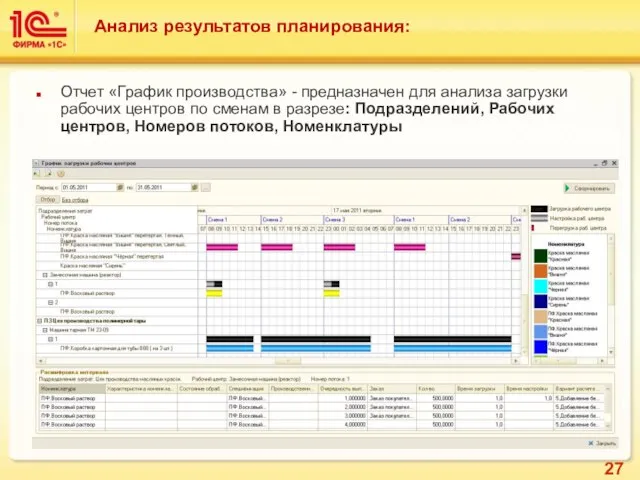
- 27. Анализ результатов планирования: Отчет «График производства» - предназначен для анализа загрузки рабочих центров по сменам в
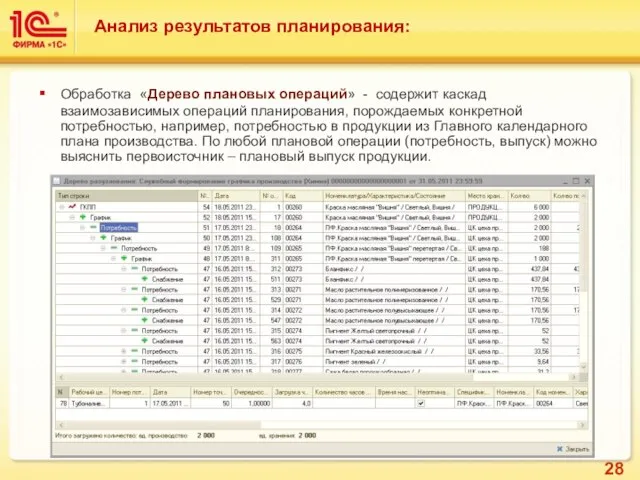
- 28. Анализ результатов планирования: Обработка «Дерево плановых операций» - содержит каскад взаимозависимых операций планирования, порождаемых конкретной потребностью,
- 29. Анализ результатов планирования: Кроме вышеперечисленных, отраслевое решение содержит еще ряд средств, позволяющих проводить анализ результатов сменно-
- 30. Ценовая политика
- 31. Ценовая политика Продукт «1С:Процессное производство. Химия» включает в себя: Платформа «1С:Предприятие 8» Типовая конфигурация «Управление производственным
- 33. Скачать презентацию
Слайд 2Отраслевое решение
«1С:Процессное производство. Химия».
«1С:Процессное производство. Химия» – комплексная отраслевая автоматизированная система
Отраслевое решение
«1С:Процессное производство. Химия».
«1С:Процессное производство. Химия» – комплексная отраслевая автоматизированная система
Слайд 3Управление запасами
Управление запасами

Слайд 4Складской (ордерный) учет номенклатуры в дополнительной единице измерения
В дополнительном регистре учета
Складской (ордерный) учет номенклатуры в дополнительной единице измерения
В дополнительном регистре учета
Слайд 5Складской (ордерный) учет номенклатуры в дополнительной единице измерения
Отчет «Ведомость по товарам
Складской (ордерный) учет номенклатуры в дополнительной единице измерения
Отчет «Ведомость по товарам
Слайд 6Контроль размещения номенклатуры на складах (в ордерном учете):
В отраслевом решении реализован
Контроль размещения номенклатуры на складах (в ордерном учете):
В отраслевом решении реализован
Слайд 7Контроль размещения номенклатуры на складах:
Отчет «Ведомость по товарам на складах (Химпром)» -
Контроль размещения номенклатуры на складах:
Отчет «Ведомость по товарам на складах (Химпром)» -
Слайд 8Контроль размещения номенклатуры на складах:
Реализован контроль размещения номенклатуры на складах в зависимости
Контроль размещения номенклатуры на складах:
Реализован контроль размещения номенклатуры на складах в зависимости
Слайд 9Контроль размещения номенклатуры на складах:
Реализован контроль размещения номенклатуры на складах и в
Контроль размещения номенклатуры на складах:
Реализован контроль размещения номенклатуры на складах и в
Слайд 10Контроль размещения номенклатуры на складах:
При оперативном проведении первичных документов осуществляется соответствующий контроль.
Контроль размещения номенклатуры на складах:
При оперативном проведении первичных документов осуществляется соответствующий контроль.
Слайд 11Дополнительные параметры логистики:
В отраслевом решении реализована возможность учета номенклатуры по свойствам (параметрам),
Дополнительные параметры логистики:
В отраслевом решении реализована возможность учета номенклатуры по свойствам (параметрам),
Слайд 12Расширение нормативно-справочной информации (НСИ) производства для целей планирования
Расширение нормативно-справочной информации (НСИ) производства для целей планирования

Слайд 13Управление нормативно-справочной информацией (НСИ)
В отраслевом решении расширена нормативно-справочная информация для целей посменного
Управление нормативно-справочной информацией (НСИ)
В отраслевом решении расширена нормативно-справочная информация для целей посменного
Слайд 14Расширение НСИ 1С:УПП для целей посменного планирования
Дополнительные параметры рабочих центров, в том
Расширение НСИ 1С:УПП для целей посменного планирования
Дополнительные параметры рабочих центров, в том
Слайд 15Дополнительные возможности планирования
Дополнительные возможности планирования

Слайд 16Планирование
В отраслевом решении реализованы следующие механизмы планирования
Формирование Главного плана производства (ГКПП) -
Планирование
В отраслевом решении реализованы следующие механизмы планирования
Формирование Главного плана производства (ГКПП) -
Слайд 17Особенности реализованных механизмов планирования:
Многопоточность рабочих центров – возможность планирования загрузки Рабочих центров
Особенности реализованных механизмов планирования:
Многопоточность рабочих центров – возможность планирования загрузки Рабочих центров
Слайд 18Особенности реализованных механизмов планирования:
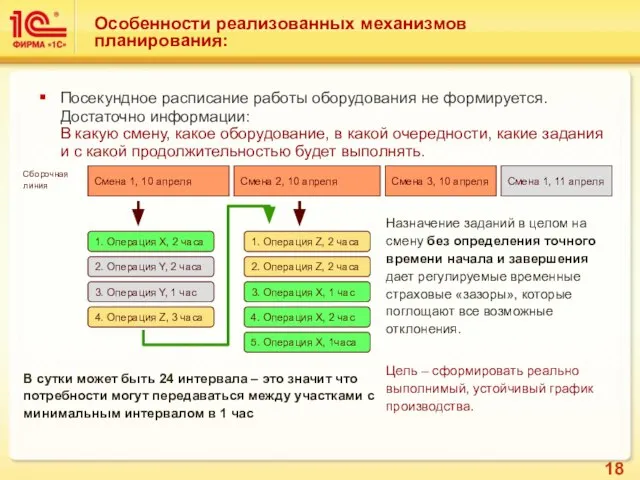
Посекундное расписание работы оборудования не формируется.
Достаточно информации:
В
Особенности реализованных механизмов планирования:
Посекундное расписание работы оборудования не формируется. Достаточно информации: В
Слайд 19Особенности реализованных механизмов планирования:
Ограничения на направления потоков между рабочими центрами (трубопроводы, конвейеры)
Учет
Особенности реализованных механизмов планирования:
Ограничения на направления потоков между рабочими центрами (трубопроводы, конвейеры)
Учет
Слайд 20Особенности реализованных механизмов планирования:
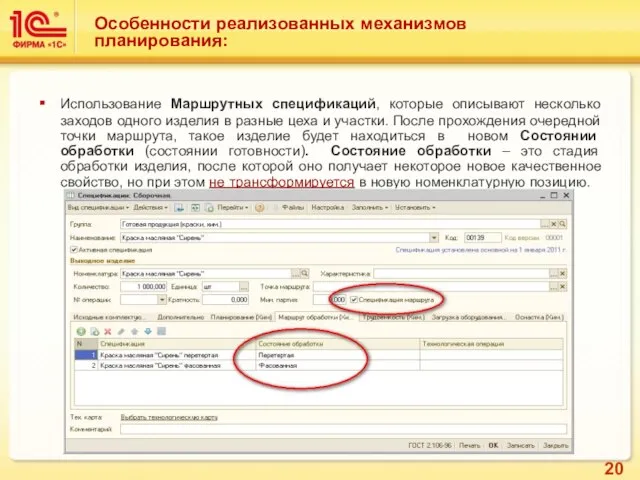
Использование Маршрутных спецификаций, которые описывают несколько заходов одного изделия
Особенности реализованных механизмов планирования:
Использование Маршрутных спецификаций, которые описывают несколько заходов одного изделия
Слайд 21Формирование Главного календарного плана производства (ГКПП)
Формирование Главного календарного плана производства (ГКПП)

Слайд 22Планирование (Формирование ГКПП)
Главный календарный план производства формируется на основании открытых (неисполненных) заказов
Планирование (Формирование ГКПП)
Главный календарный план производства формируется на основании открытых (неисполненных) заказов
Слайд 23Сменно-суточное планирование
(формирование Графика производства)
Сменно-суточное планирование
(формирование Графика производства)

Слайд 24Планирование (Формирование графика производства)
График производства может формироваться на основании двух независимых источников
Планирование (Формирование графика производства)
График производства может формироваться на основании двух независимых источников
Слайд 25Планирование (Формирование графика производства)
График производства – вся процедура формирования полностью автоматизирована
Планирование (Формирование графика производства)
График производства – вся процедура формирования полностью автоматизирована
Слайд 26Сменно-суточное планирование (формирование Графика производства)
Результатом формирования Графика производства являются зафиксированные в системе:
Сменно-суточное планирование (формирование Графика производства)
Результатом формирования Графика производства являются зафиксированные в системе:
Слайд 27Анализ результатов планирования:
Отчет «График производства» - предназначен для анализа загрузки рабочих центров
Анализ результатов планирования:
Отчет «График производства» - предназначен для анализа загрузки рабочих центров
Слайд 28Анализ результатов планирования:
Обработка «Дерево плановых операций» - содержит каскад взаимозависимых операций планирования,
Анализ результатов планирования:
Обработка «Дерево плановых операций» - содержит каскад взаимозависимых операций планирования,
Слайд 29Анализ результатов планирования:
Кроме вышеперечисленных, отраслевое решение содержит еще ряд средств, позволяющих проводить
Анализ результатов планирования:
Кроме вышеперечисленных, отраслевое решение содержит еще ряд средств, позволяющих проводить
Слайд 30Ценовая политика
Ценовая политика

Слайд 31Ценовая политика
Продукт «1С:Процессное производство. Химия» включает в себя:
Платформа «1С:Предприятие 8»
Типовая конфигурация «Управление
Ценовая политика
Продукт «1С:Процессное производство. Химия» включает в себя:
Платформа «1С:Предприятие 8»
Типовая конфигурация «Управление
 Слон в игре
Слон в игре Презентация на тему Понятие национальной безопасности
Презентация на тему Понятие национальной безопасности  Основные походы к модернизации Службы практической психологиив контексте решения задач развития столичного образования
Основные походы к модернизации Службы практической психологиив контексте решения задач развития столичного образования  Создание Единой нормативно-справочной информации по материально-техническим ресурсам в крупных компаниях. Актуальность, Шаги, Пр
Создание Единой нормативно-справочной информации по материально-техническим ресурсам в крупных компаниях. Актуальность, Шаги, Пр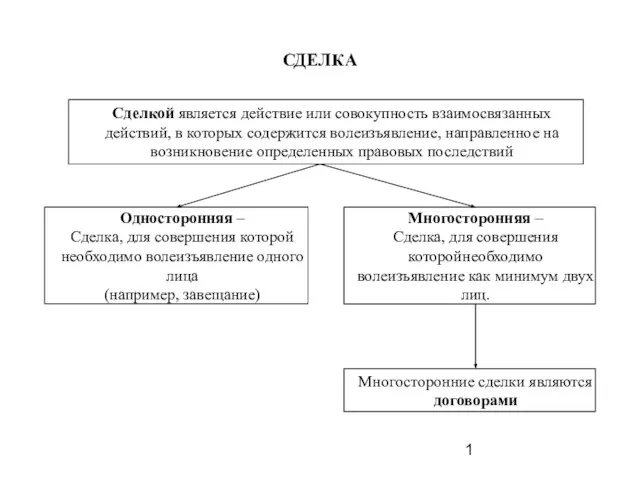 СДЕЛКА
СДЕЛКА Эгейское искусство. Крито – Микенская культура.
Эгейское искусство. Крито – Микенская культура. КОВАРНЫЙ ВРАГ ЧЕЛОВЕКА Материалы для кураторского часа МИНСК,2010
КОВАРНЫЙ ВРАГ ЧЕЛОВЕКА Материалы для кураторского часа МИНСК,2010 Микробиология на службе человека
Микробиология на службе человека Пантелеева Анастасия Владимировна
Пантелеева Анастасия Владимировна Презентация на тему Вынужденная автономия в природных условиях
Презентация на тему Вынужденная автономия в природных условиях Отечественная школа: традиции, современные проблемы и перспективы
Отечественная школа: традиции, современные проблемы и перспективы Вклад журналистики в современное телевидение
Вклад журналистики в современное телевидение КМОП технология вблизи физических пределов масштабирования В.П. Попов
КМОП технология вблизи физических пределов масштабирования В.П. Попов Best Overnight Diapers for Adults Dignex
Best Overnight Diapers for Adults Dignex Презентация на тему Клетка как структурно-функциональная единица живого
Презентация на тему Клетка как структурно-функциональная единица живого Бизнес-планирование на предприятиях транспортной сферы
Бизнес-планирование на предприятиях транспортной сферы проект 2022
проект 2022 Что скрыто?
Что скрыто? Презентация на тему Болезни сердца
Презентация на тему Болезни сердца INDUSTRIEOLE
INDUSTRIEOLE Михаил Васильевич Ломоносов
Михаил Васильевич Ломоносов Рисунок шара
Рисунок шара Потешные полки Петра 1
Потешные полки Петра 1 Пазогребниевые силикатные блоки
Пазогребниевые силикатные блоки Презентация_24
Презентация_24 Грибы и бактерии (3 класс)
Грибы и бактерии (3 класс) Презентация ЛПЗ №5
Презентация ЛПЗ №5 Культура в эпоху Возрождения
Культура в эпоху Возрождения