- 6. Термическая обработка

Содержание
- 2. Сущность и назначение термической обработки Термической обработкой сплавов системы Fe-C называют совокупность операция нагрева и охлаждения
- 3. Классификация видов термической обработки
- 4. Особенности видов обработки термическая обработка – только термическое воздействие химико-термическая – сочетание термического и химического воздействия
- 5. Фазовые превращения в сталях при термической обработке Для установления режимов термической обработки необходимо знать температуры, при
- 6. `
- 7. Главная цель нагрева стали – получение аустенитной структуры. Аустенит (по имени английского ученого Аустена) — это
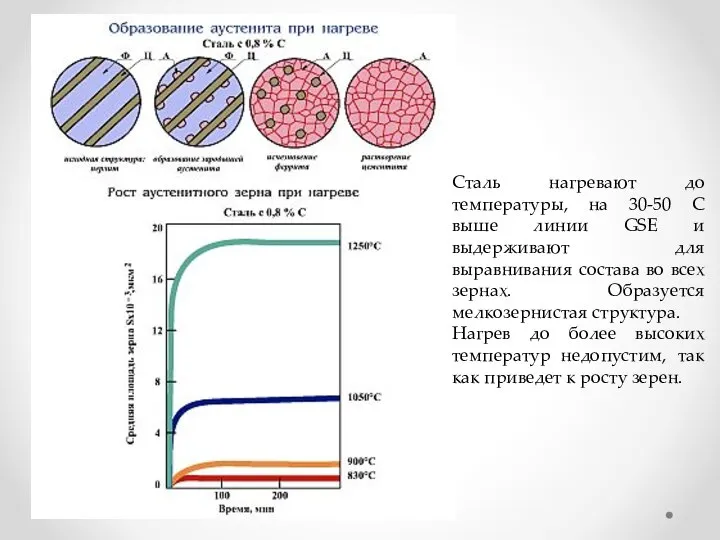
- 8. Сталь нагревают до температуры, на 30-50 С выше линии GSE и выдерживают для выравнивания состава во
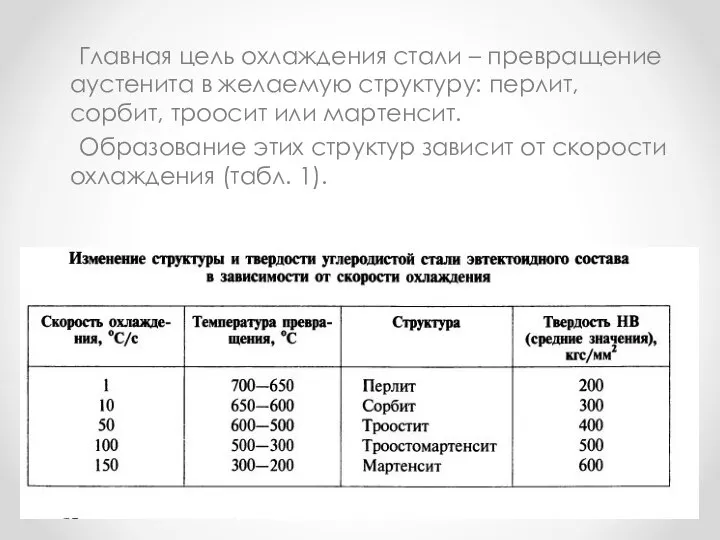
- 9. Главная цель охлаждения стали – превращение аустенита в желаемую структуру: перлит, сорбит, троосит или мартенсит. Образование
- 11. Виды термической обработки Отжиг - устраняет химическую неоднородность, уменьшает внутренние напряжения. Закалка – проводится для сплавов,
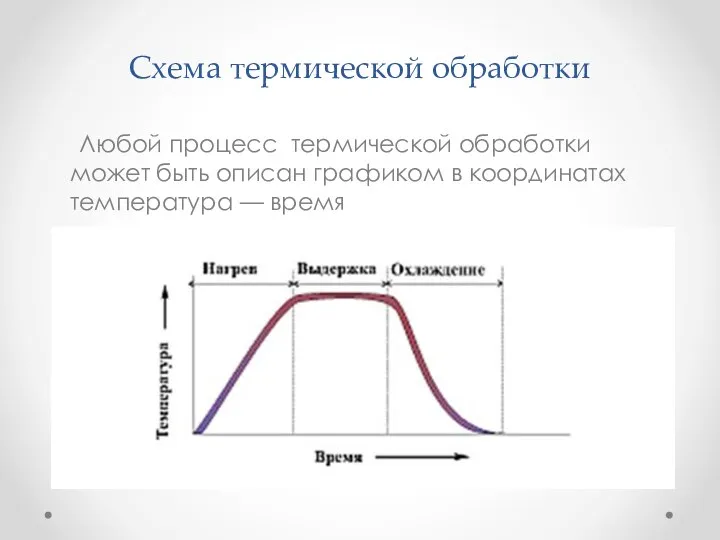
- 12. Схема термической обработки Любой процесс термической обработки может быть описан графиком в координатах температура — время
- 13. Основные температурные воздействия нагрев до аустенитного состояния, вызывающий фазовую перекристаллизацию; охлаждение с различными степенями переохлаждения, при
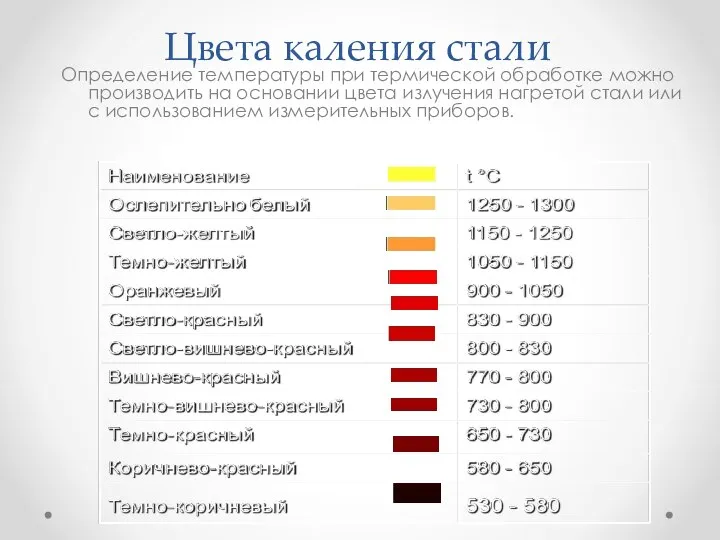
- 14. Цвета каления стали Определение температуры при термической обработке можно производить на основании цвета излучения нагретой стали
- 15. Параметры термической обработки: Максимальная температура нагрева сплава - t max Время выдержки сплава при температуре нагрева
- 16. Графики различных видов термообработки Отжиг - (1, 1а), закалка - (2, 2а), отпуск - (3), нормализация
- 17. Графики различных видов термообработки
- 18. Отжиг и нормализация. Назначение и режимы Отжиг, снижая твердость и повышая пластичность и вязкость за счет
- 19. Отжиг I рода Цель отжига – устранение отклонений от равновесного состояния, возникающих при технологических операциях. При
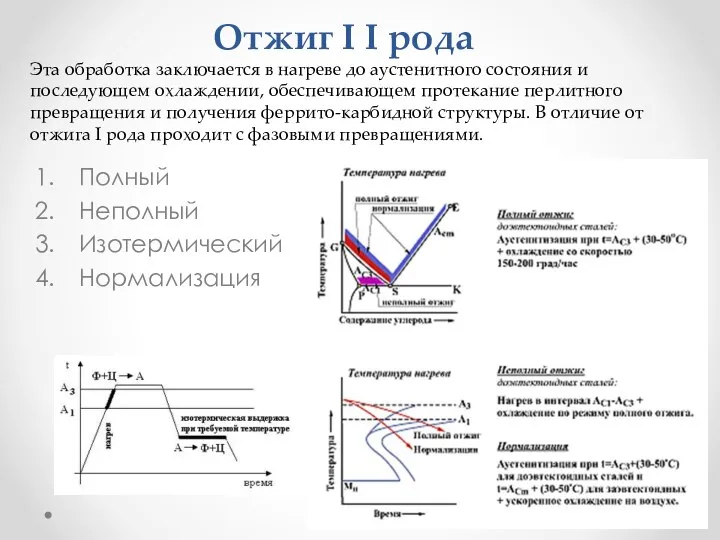
- 20. Отжиг I I рода Полный Неполный Изотермический Нормализация Эта обработка заключается в нагреве до аустенитного состояния
- 21. Изотермический отжиг вид отжига стали, заключающийся в нагреве изделия до аустенитного состояния, выдержке при такой температуре,
- 23. Закалка Нагрев стали до температуры выше критической, выдержка и быстрое охлаждение. Цель закалки – получение неравновесной
- 26. Закалка Закаливаемость – способность стали приобретать высокую твердость при закалке. Закаливаемость определяется содержанием углерода. Стали с
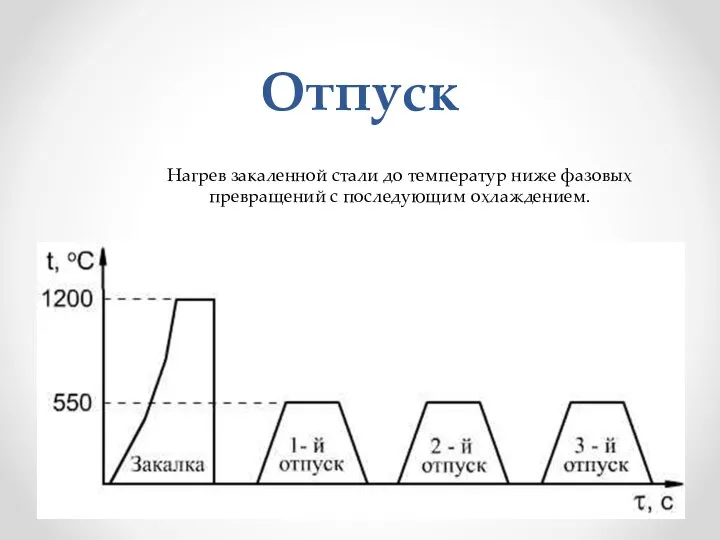
- 28. Отпуск Нагрев закаленной стали до температур ниже фазовых превращений с последующим охлаждением.
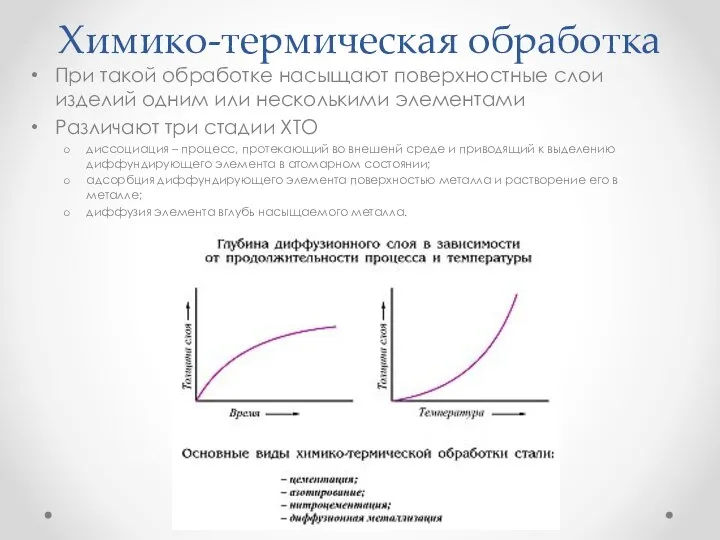
- 30. Химико-термическая обработка При такой обработке насыщают поверхностные слои изделий одним или несколькими элементами Различают три стадии
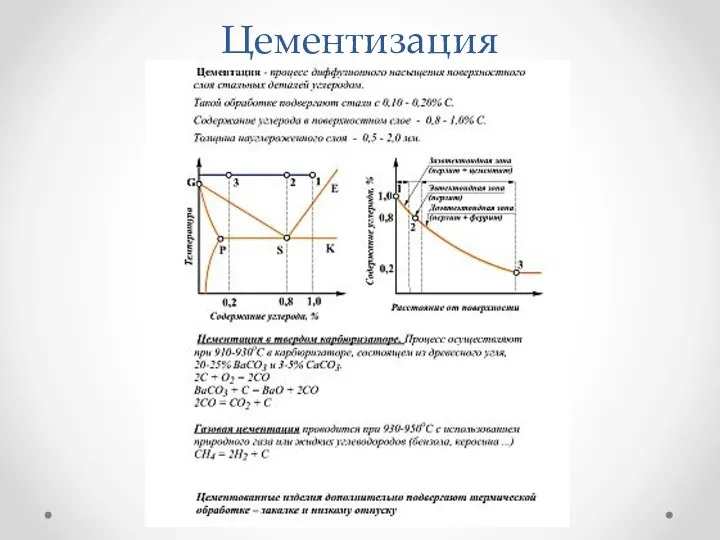
- 31. Цементизация
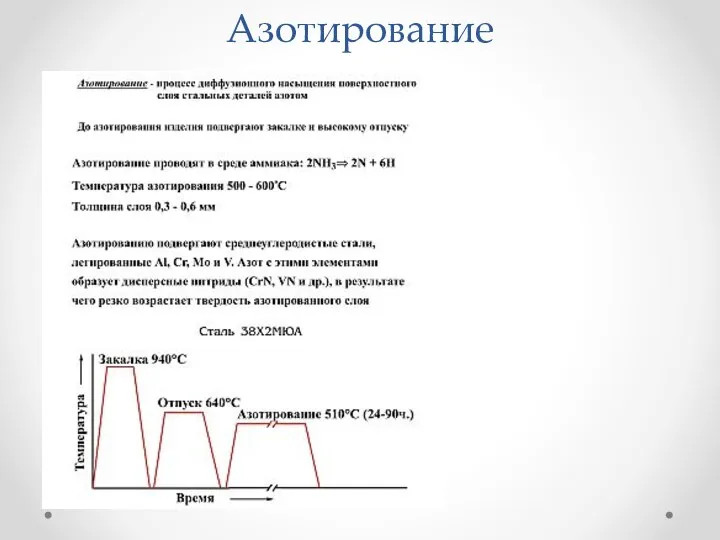
- 32. Азотирование
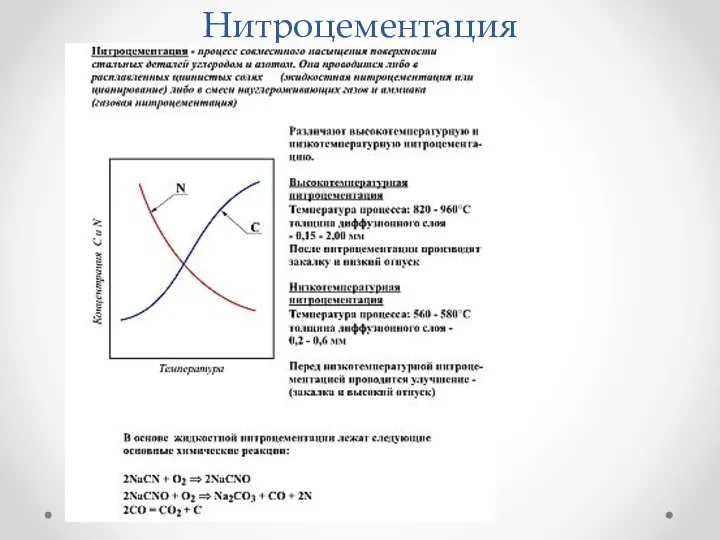
- 33. Нитроцементация
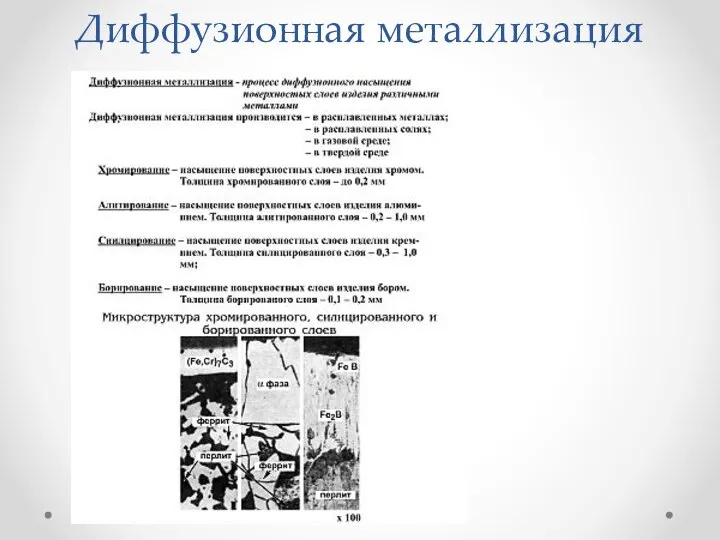
- 34. Диффузионная металлизация
- 36. Скачать презентацию
Слайд 2Сущность и назначение термической обработки
Термической обработкой
сплавов системы Fe-C называют
совокупность операция
Сущность и назначение термической обработки
Термической обработкой
сплавов системы Fe-C называют
совокупность операция
Слайд 3Классификация видов термической обработки
Классификация видов термической обработки

Слайд 4Особенности видов обработки
термическая обработка – только термическое воздействие
химико-термическая – сочетание термического
Особенности видов обработки
термическая обработка – только термическое воздействие
химико-термическая – сочетание термического
Слайд 5Фазовые превращения в сталях при термической обработке
Для установления режимов термической обработки
Фазовые превращения в сталях при термической обработке
Для установления режимов термической обработки
Слайд 7 Главная цель нагрева стали – получение аустенитной структуры.
Аустенит (по имени
Главная цель нагрева стали – получение аустенитной структуры.
Аустенит (по имени
Слайд 8Сталь нагревают до температуры, на 30-50 С выше линии GSE и выдерживают
Сталь нагревают до температуры, на 30-50 С выше линии GSE и выдерживают
Слайд 9 Главная цель охлаждения стали – превращение аустенита в желаемую структуру: перлит,
Главная цель охлаждения стали – превращение аустенита в желаемую структуру: перлит,
Слайд 11Виды термической обработки
Отжиг - устраняет химическую неоднородность, уменьшает внутренние напряжения.
Закалка – проводится
Виды термической обработки
Отжиг - устраняет химическую неоднородность, уменьшает внутренние напряжения.
Закалка – проводится
Слайд 12Схема термической обработки
Любой процесс термической обработки может быть описан графиком в координатах
Схема термической обработки
Любой процесс термической обработки может быть описан графиком в координатах
Слайд 13Основные температурные воздействия
нагрев до аустенитного состояния, вызывающий фазовую перекристаллизацию;
охлаждение с различными степенями
Основные температурные воздействия
нагрев до аустенитного состояния, вызывающий фазовую перекристаллизацию;
охлаждение с различными степенями
Слайд 14Цвета каления стали
Определение температуры при термической обработке можно производить на основании цвета
Цвета каления стали
Определение температуры при термической обработке можно производить на основании цвета
Слайд 15Параметры термической обработки:
Максимальная температура нагрева сплава - t max
Время выдержки сплава при
Параметры термической обработки:
Максимальная температура нагрева сплава - t max
Время выдержки сплава при
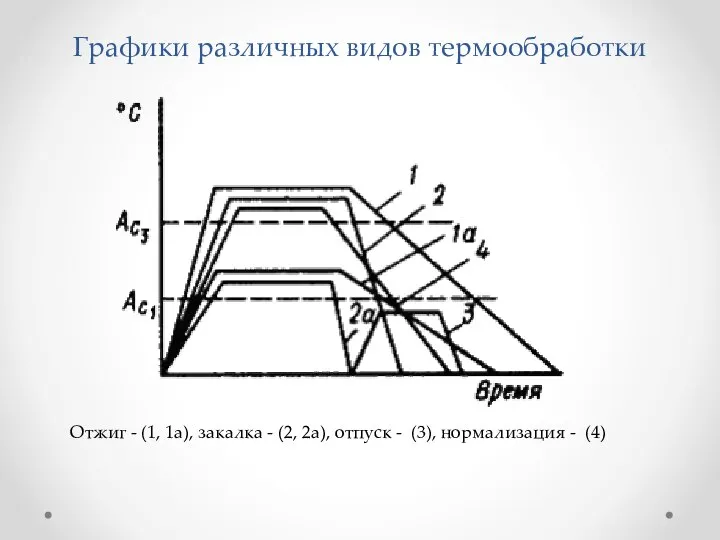
Слайд 16Графики различных видов термообработки
Отжиг - (1, 1а), закалка - (2, 2а), отпуск
Графики различных видов термообработки
Отжиг - (1, 1а), закалка - (2, 2а), отпуск
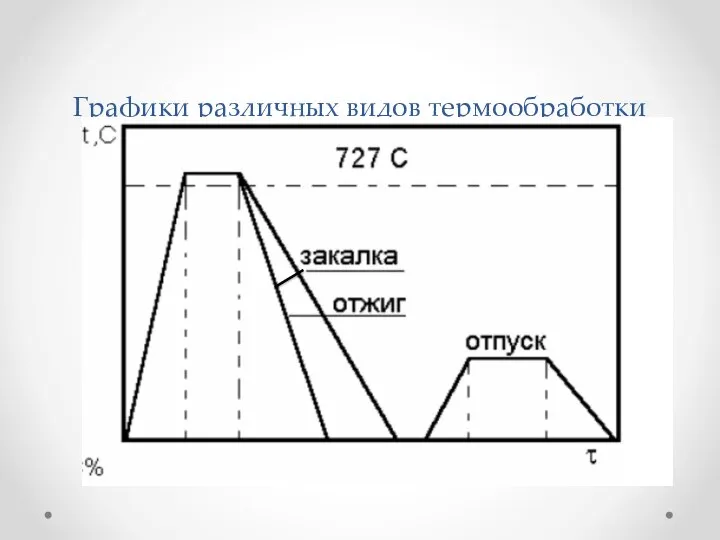
Слайд 17Графики различных видов термообработки
Графики различных видов термообработки
Слайд 18Отжиг и нормализация.
Назначение и режимы
Отжиг, снижая твердость и повышая пластичность и
Отжиг и нормализация.
Назначение и режимы
Отжиг, снижая твердость и повышая пластичность и
Слайд 19Отжиг I рода
Цель отжига – устранение отклонений от равновесного состояния, возникающих при
Отжиг I рода
Цель отжига – устранение отклонений от равновесного состояния, возникающих при
Слайд 20Отжиг I I рода
Полный
Неполный
Изотермический
Нормализация
Эта обработка заключается в нагреве до аустенитного состояния и
Отжиг I I рода
Полный
Неполный
Изотермический
Нормализация
Эта обработка заключается в нагреве до аустенитного состояния и
Слайд 21 Изотермический отжиг вид отжига стали, заключающийся в нагреве изделия до аустенитного состояния, выдержке при такой температуре, охлаждении примерно до 600-700 °С, новой выдержке до окончания распада аустенита, затем охлаждении до комнатной температуры
Нормализация – нагрев выше линии
Изотермический отжиг вид отжига стали, заключающийся в нагреве изделия до аустенитного состояния, выдержке при такой температуре, охлаждении примерно до 600-700 °С, новой выдержке до окончания распада аустенита, затем охлаждении до комнатной температуры
Нормализация – нагрев выше линии
Слайд 23Закалка
Нагрев стали до температуры выше критической, выдержка и быстрое охлаждение. Цель закалки
Закалка
Нагрев стали до температуры выше критической, выдержка и быстрое охлаждение. Цель закалки



Слайд 26
Закалка
Закаливаемость – способность стали приобретать высокую твердость при закалке.
Закаливаемость определяется содержанием углерода.
Закалка
Закаливаемость – способность стали приобретать высокую твердость при закалке.
Закаливаемость определяется содержанием углерода.
Слайд 28Отпуск
Нагрев закаленной стали до температур ниже фазовых превращений с последующим охлаждением.
Отпуск
Нагрев закаленной стали до температур ниже фазовых превращений с последующим охлаждением.
Слайд 30Химико-термическая обработка
При такой обработке насыщают поверхностные слои изделий одним или несколькими элементами
Различают
Химико-термическая обработка
При такой обработке насыщают поверхностные слои изделий одним или несколькими элементами
Различают
Слайд 31Цементизация
Цементизация
Слайд 32Азотирование
Азотирование
Слайд 33Нитроцементация
Нитроцементация
Слайд 34Диффузионная металлизация
Диффузионная металлизация
 Презентация на тему: Помоги зайке
Презентация на тему: Помоги зайке Mriya_Resort_amp_SPA_poezentatsia (2)
Mriya_Resort_amp_SPA_poezentatsia (2) Мифы о конце света
Мифы о конце света Итоговая работа
Итоговая работа ПРЕДМЕТНАЯ НЕДЕЛЯ ГУМАНИТАРНОГО ЦИКЛА 2011-2012 УЧ.ГГ. ИГРА «Кто хочет стать пятионером?» Учитель русского языка и литературы МБОУ
ПРЕДМЕТНАЯ НЕДЕЛЯ ГУМАНИТАРНОГО ЦИКЛА 2011-2012 УЧ.ГГ. ИГРА «Кто хочет стать пятионером?» Учитель русского языка и литературы МБОУ  Влияние компьютерных игр на психику подростка
Влияние компьютерных игр на психику подростка Медицина и общество
Медицина и общество  Свободные и вынужденные электромагнитные колебания. Колебательный контур. Период свободных электромагнитных колебаний
Свободные и вынужденные электромагнитные колебания. Колебательный контур. Период свободных электромагнитных колебаний Виды войск Военно-морской флот
Виды войск Военно-морской флот Методические рекомендации для предметных территориальных комиссий
Методические рекомендации для предметных территориальных комиссий Итоговый тест по русскому языку за 1 полугодие З класс
Итоговый тест по русскому языку за 1 полугодие З класс Модернизация ЛВС в рамках создания регионального фрагмента единой государственной информационной системы в сфере здравоохране
Модернизация ЛВС в рамках создания регионального фрагмента единой государственной информационной системы в сфере здравоохране ГОРОД-ГЕРОЙ ВОЛГОГРАД
ГОРОД-ГЕРОЙ ВОЛГОГРАД Бизнес «Потребительское кредитование»
Бизнес «Потребительское кредитование» ТЕХНИЧЕСКАЯ ДИАГНОСТИКА АВТОМОБИЛЕЙ
ТЕХНИЧЕСКАЯ ДИАГНОСТИКА АВТОМОБИЛЕЙ Topic My family
Topic My family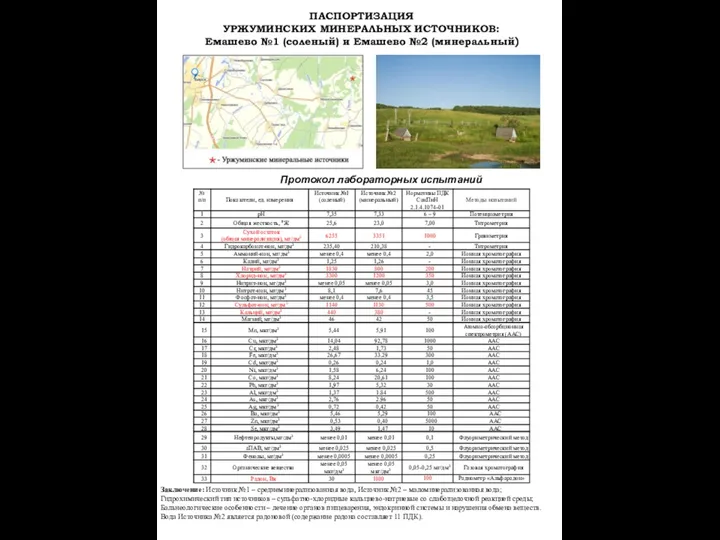 Паспортизация Уржуминских минеральных источников: Емашево №1 (соленый) и Емашево №2 (минеральный)
Паспортизация Уржуминских минеральных источников: Емашево №1 (соленый) и Емашево №2 (минеральный) Криминалистика: наука служит правосудию
Криминалистика: наука служит правосудию Устранение наледи с кровель многоквартирных домов
Устранение наледи с кровель многоквартирных домов Декоративные изделия из металла. Изготовление урны Пингвинёнок
Декоративные изделия из металла. Изготовление урны Пингвинёнок Урок развития речи Обучение написанию сочинения – рассуждения по прочитанному тексту (часть С).
Урок развития речи Обучение написанию сочинения – рассуждения по прочитанному тексту (часть С). Зинина Евгения Викторовна, учитель математики МОУ СОШ № 9, г. Ковров Владимирская обл. Презентация урока-соревнования по теме: «Дей
Зинина Евгения Викторовна, учитель математики МОУ СОШ № 9, г. Ковров Владимирская обл. Презентация урока-соревнования по теме: «Дей А. И. Куприн. Рассказ «Тапёр»
А. И. Куприн. Рассказ «Тапёр» Предложения по развитию избирательного права на 2017-2018 годы
Предложения по развитию избирательного права на 2017-2018 годы РОССИЙСКО-ГЕРМАНСКИЙ ПРОЕКТ областной целевой программы по международной молодежной деятельности: «Содействие развитию интерк
РОССИЙСКО-ГЕРМАНСКИЙ ПРОЕКТ областной целевой программы по международной молодежной деятельности: «Содействие развитию интерк Образ зайца в народном творчестве
Образ зайца в народном творчестве Водоемы Краснодарского края. Их использование человеком и охрана
Водоемы Краснодарского края. Их использование человеком и охрана Все те, кто вас любил и многому научил!
Все те, кто вас любил и многому научил!