- Автоматическая сварка под флюсом

Содержание
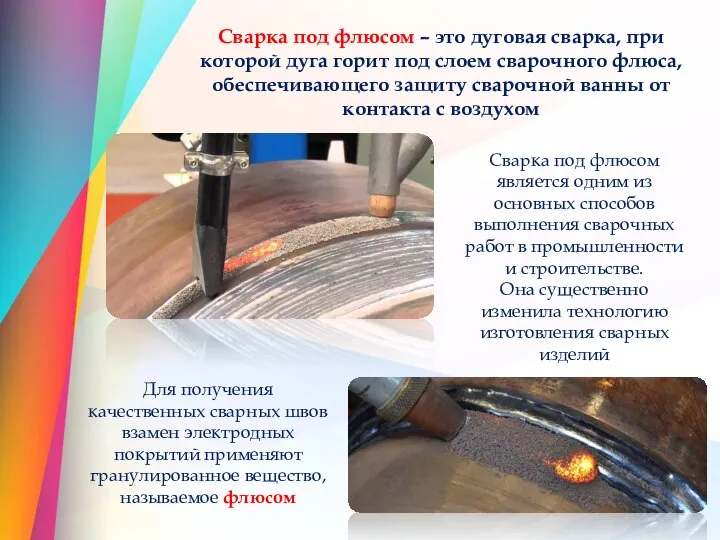
- 2. Сварка под флюсом – это дуговая сварка, при которой дуга горит под слоем сварочного флюса, обеспечивающего
- 3. Автоматическая сварка под флюсом производится при помощи автоматической установки ( сварочная головка или сварочный трактор ).
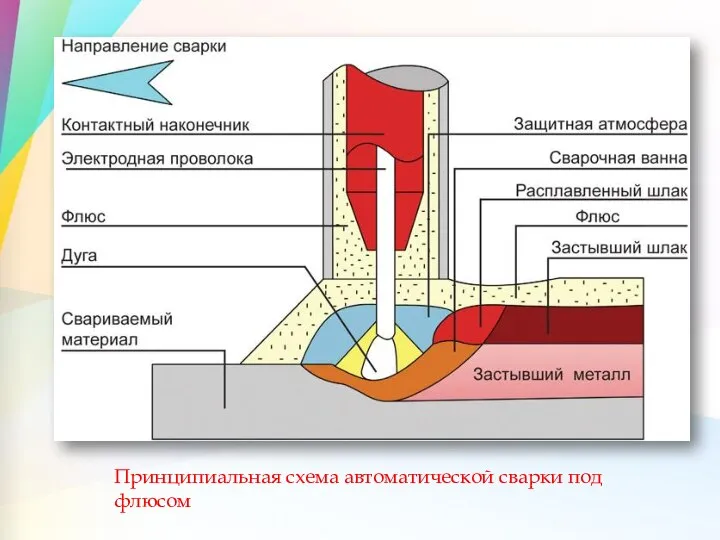
- 4. Принципиальная схема автоматической сварки под флюсом
- 5. Преимущества автоматической сварки под флюсом: • Высокая производительность, превышающая ручную сварку в 5-10 раз. • Высокое
- 6. Оборудование для автоматической сварки Применяются два вида автоматического оборудования: подвесные (неподвижные и самоходные) головки и сварочные
- 7. Рисунок 1 - Сварочный трактор АДС-1000-2: 1 — самоходная каретка; 2 — электродвигатель для передвижения автомата;
- 8. Рисунок 2. Сварочный автомат типа АБС Автомат (рисунок 2) смонтирован из трех узлов (комплектов). Комплект А
- 9. Автомат снабжен шкафом управления, который может использоваться при сварке на переменном и постоянном токе. Автомат АБС
- 10. Рисунок 3 - Сварочный трактор ТС-17М: 1 – направляющие колёса; 2 – электродвигатель для подачи электродной
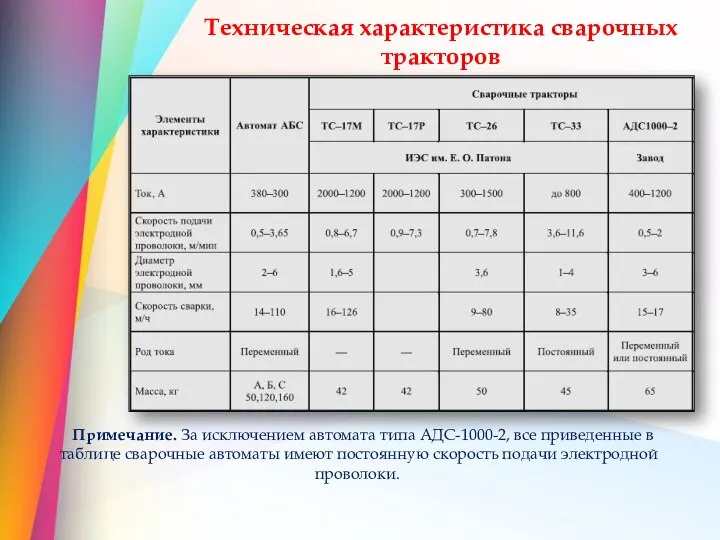
- 11. Техническая характеристика сварочных тракторов Примечание. За исключением автомата типа АДС-1000-2, все приведенные в таблице сварочные автоматы
- 13. Скачать презентацию
Слайд 3 Автоматическая сварка под флюсом производится при помощи автоматической установки ( сварочная
Автоматическая сварка под флюсом производится при помощи автоматической установки ( сварочная

Слайд 4Принципиальная схема автоматической сварки под флюсом
Принципиальная схема автоматической сварки под флюсом
Слайд 5 Преимущества автоматической сварки под флюсом:
• Высокая производительность, превышающая ручную сварку
Преимущества автоматической сварки под флюсом:
• Высокая производительность, превышающая ручную сварку
Слайд 6Оборудование для автоматической сварки
Применяются два вида автоматического оборудования: подвесные (неподвижные и самоходные)
Оборудование для автоматической сварки
Применяются два вида автоматического оборудования: подвесные (неподвижные и самоходные)
Слайд 7 Рисунок 1 - Сварочный трактор АДС-1000-2:
1 — самоходная каретка;
2 —
Рисунок 1 - Сварочный трактор АДС-1000-2:
1 — самоходная каретка;
2 —

Слайд 8Рисунок 2. Сварочный автомат типа АБС
Автомат (рисунок 2) смонтирован из трех узлов
Рисунок 2. Сварочный автомат типа АБС
Автомат (рисунок 2) смонтирован из трех узлов

Слайд 9Автомат снабжен шкафом управления, который может использоваться при сварке на переменном и
Автомат снабжен шкафом управления, который может использоваться при сварке на переменном и
Слайд 10Рисунок 3 - Сварочный трактор ТС-17М: 1 – направляющие колёса; 2 –
Рисунок 3 - Сварочный трактор ТС-17М: 1 – направляющие колёса; 2 –

Слайд 11Техническая характеристика сварочных тракторов
Примечание. За исключением автомата типа АДС-1000-2, все приведенные
Техническая характеристика сварочных тракторов
Примечание. За исключением автомата типа АДС-1000-2, все приведенные
 Знал – знаю – хочу узнать
Знал – знаю – хочу узнать Статистика 2010
Статистика 2010 О сборе документов об участниках Великой Отечественной войны 1941-1945 гг. и мероприятиях проводимых в рамках празднования 65-летия Ве
О сборе документов об участниках Великой Отечественной войны 1941-1945 гг. и мероприятиях проводимых в рамках празднования 65-летия Ве Микеланджело XV век. Уильям Блейк XVIII век
Микеланджело XV век. Уильям Блейк XVIII век Презентация на тему Разработка обеспечения деятельности Центра игровой поддержки "Тека-Дом" как обогащенной социо-предметной раз
Презентация на тему Разработка обеспечения деятельности Центра игровой поддержки "Тека-Дом" как обогащенной социо-предметной раз Особенности формирования земельных участков в зоне с особыми условиями использования
Особенности формирования земельных участков в зоне с особыми условиями использования Динозавры назад в прошлое, предсказывая будущее
Динозавры назад в прошлое, предсказывая будущее О правилах работы с бланками экзаменационных работ ЕГЭ-2021
О правилах работы с бланками экзаменационных работ ЕГЭ-2021 Некоммерческие организации. Тест
Некоммерческие организации. Тест Нежданно – негаданное. Музыкальный материал: белорусский танец ”Митусь”
Нежданно – негаданное. Музыкальный материал: белорусский танец ”Митусь” Использование ММЦ для повышения уровня компетенции госслужащих в ИТ технологиях
Использование ММЦ для повышения уровня компетенции госслужащих в ИТ технологиях Презентация без названия
Презентация без названия Обряды и традиции казаков
Обряды и традиции казаков Презентация на тему Внешняя политика Советского Союза
Презентация на тему Внешняя политика Советского Союза  Политические режимы ОБ9 (1)
Политические режимы ОБ9 (1) Смена времен года (2 класс)
Смена времен года (2 класс) Этот театр: один из самых прославленных брендов России
Этот театр: один из самых прославленных брендов России Разработка быстродействующего высоковакуумного натекателя с блоком управления и исследование динамических характеристик вакуу
Разработка быстродействующего высоковакуумного натекателя с блоком управления и исследование динамических характеристик вакуу Урок- соревнование по теме: «Параллельное и последовательное соединение проводников. Расчёт цепей»
Урок- соревнование по теме: «Параллельное и последовательное соединение проводников. Расчёт цепей» Собор Парижской Богоматери
Собор Парижской Богоматери АГРОЦЕНОЗЫ КАК ЭКОСИСТЕМЫ
АГРОЦЕНОЗЫ КАК ЭКОСИСТЕМЫ Предварительная программа Предварительная программа 7 октября 2009 года, среда. 09:00 Вступительное заседание. 10:00 Кофе-брейк и открыти
Предварительная программа Предварительная программа 7 октября 2009 года, среда. 09:00 Вступительное заседание. 10:00 Кофе-брейк и открыти Презентация на тему Жизнь лесных зверей зимой
Презентация на тему Жизнь лесных зверей зимой «Вакцинация и права человека»
«Вакцинация и права человека» Игра О счастливчик
Игра О счастливчик Презентация по английскому Famous British Writers
Презентация по английскому Famous British Writers Трагедия в Герасимовке (о Павлике Морозове)
Трагедия в Герасимовке (о Павлике Морозове) Сочинение-рассуждение на лингвистическую тему 3 часть ОГЭ (15.1)
Сочинение-рассуждение на лингвистическую тему 3 часть ОГЭ (15.1)