- Автоматика и автоматизация производственных процессов

Содержание
- 2. Основные понятия и определения автоматики
- 3. Механизация – это замена ручных средств труда машинами и механизмами в процессе трудовой деятельности. Труд рабочего
- 4. Различают частичную и комплексную автоматизацию. При частичной осуществляется автоматизация отдельных участков или агрегатов основго производственного процесса.
- 5. Наиболее совершенным устройством автоматического управления является компьютер. Он получает от различных измерительных преобразователей сведения о ходе
- 6. Автоматизация производства включает:
- 7. Разновидность автоматического управления – автоматическое регулирование – поддержание равенства регулируемого параметра его установленному значению Система автоматического
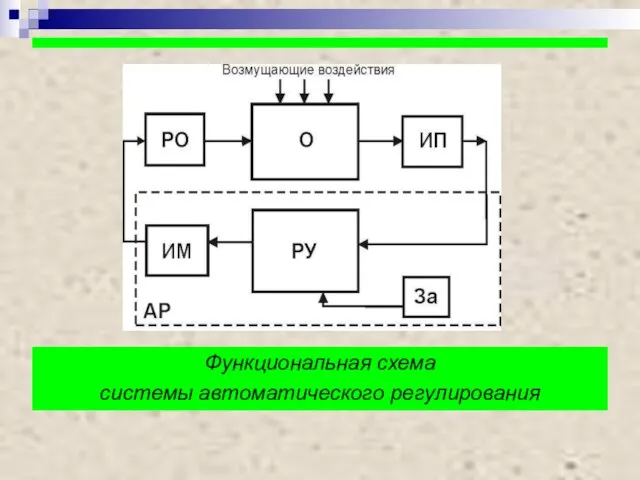
- 8. Функциональная схема системы автоматического регулирования
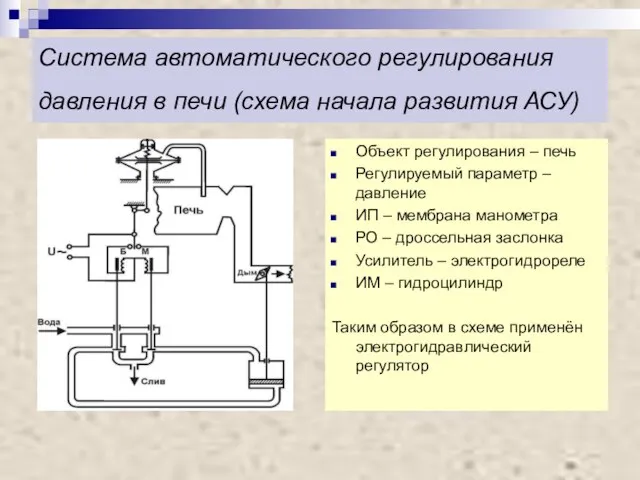
- 9. Объект регулирования – печь Регулируемый параметр – давление ИП – мембрана манометра РО – дроссельная заслонка
- 10. Автоматические системы контроля Автоматические системы, выполняющие функции контроля, называются автоматическими системами контроля (АСК) и являются одним
- 11. Автоматические системы контроля В функцию АСК входят измерение большого числа параметров, сравнение их с допустимыми значениями
- 12. Автоматические системы контроля Каждая автоматическая система контроля характеризуется техническими параметрами, к которым относятся: характер физических величин,
- 13. ПРИНЦИПЫ ЧТЕНИЯ И ИЗОБРАЖЕНИЯ СХЕМ АВТОМАТИКИ
- 14. Прочитать схему автоматики – значит определИть, какая установка изображена на ней, какие агрегаты и аппаратура имеются
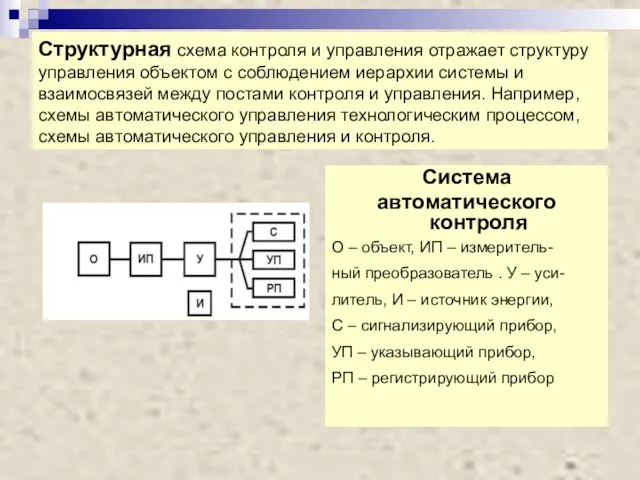
- 15. Структурная схема контроля и управления отражает структуру управления объектом с соблюдением иерархии системы и взаимосвязей между
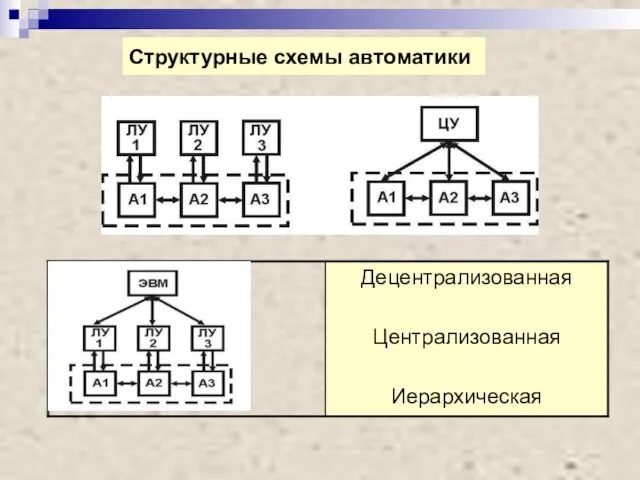
- 16. Структурные схемы автоматики
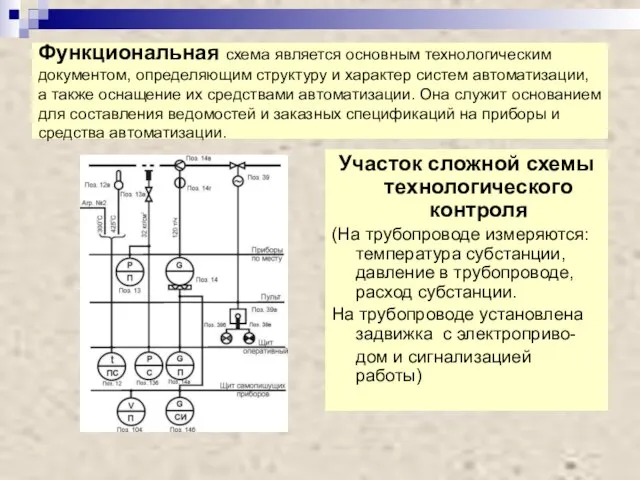
- 17. Функциональная схема является основным технологическим документом, определяющим структуру и характер систем автоматизации, а также оснащение их
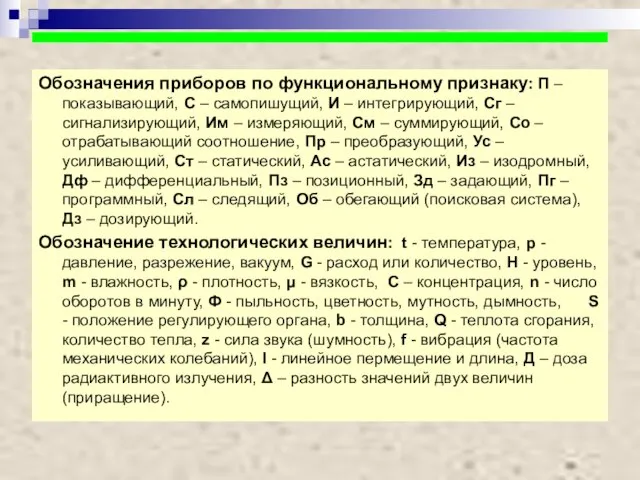
- 18. Обозначения приборов по функциональному признаку: П – показывающий, С – самопишущий, И – интегрирующий, Сг –
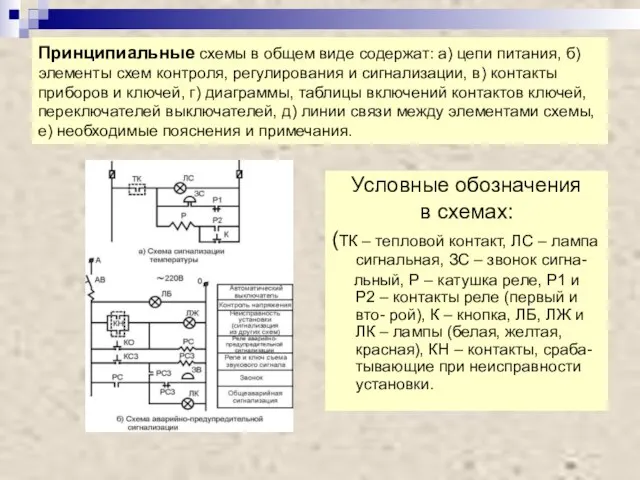
- 19. Принципиальные схемы в общем виде содержат: а) цепи питания, б) элементы схем контроля, регулирования и сигнализации,
- 20. ПРИБОРЫ ДЛЯ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
- 21. Измерительные преобразователи ИП – чувствительные элементы, предназначенные для измерения физических величин и преобразования их в величины
- 22. Измерительные преобразователи ИП – имеет статическую характеристику - зависимость изменений выходной величины (у) от изменений входной
- 23. Измерительные преобразователи Приборы, используемые при измерениях, характеризуются чувствительностью. Чувствительность ИП – отношение приращения выходной величины Δ
- 24. Измерительные преобразователи Для более точных измерений используют: Дифференциальные преобразователи, в которых два однотипных ИП включаются навстречу
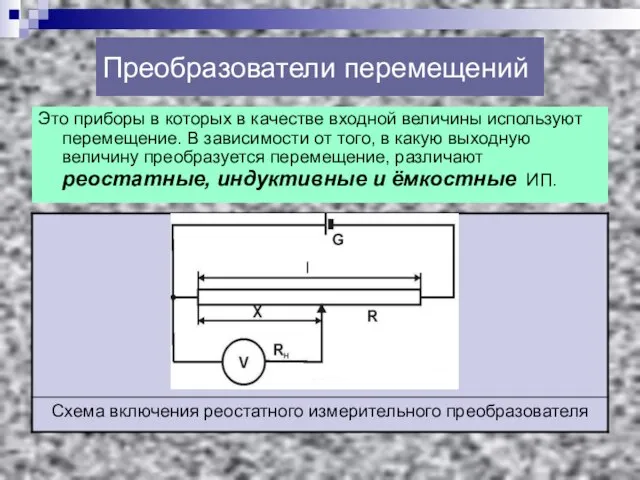
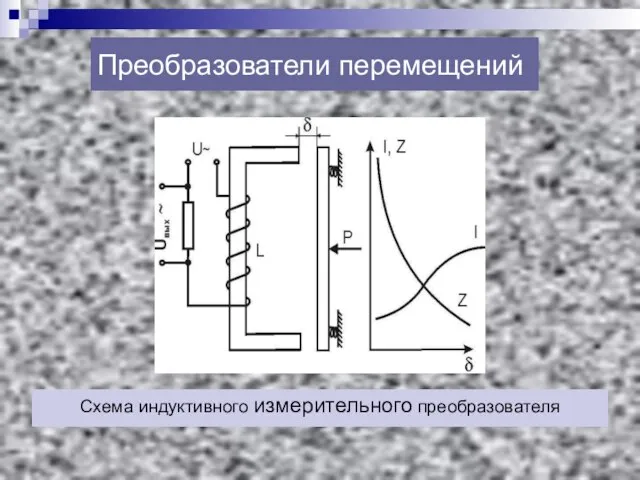
- 25. Преобразователи перемещений Это приборы в которых в качестве входной величины используют перемещение. В зависимости от того,
- 26. Преобразователи перемещений Схема индуктивного измерительного преобразователя
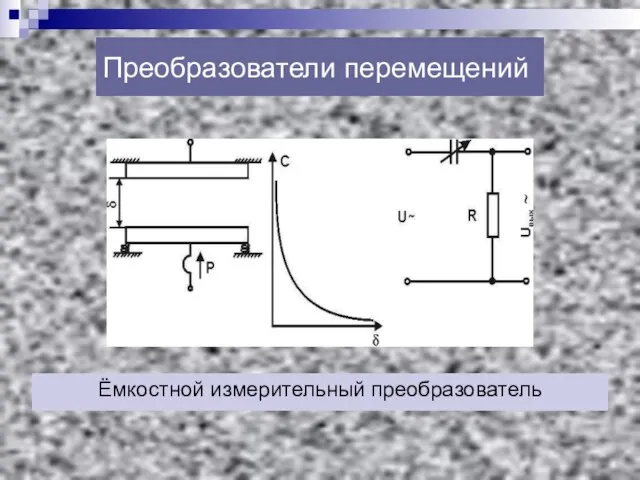
- 27. Преобразователи перемещений Ёмкостной измерительный преобразователь
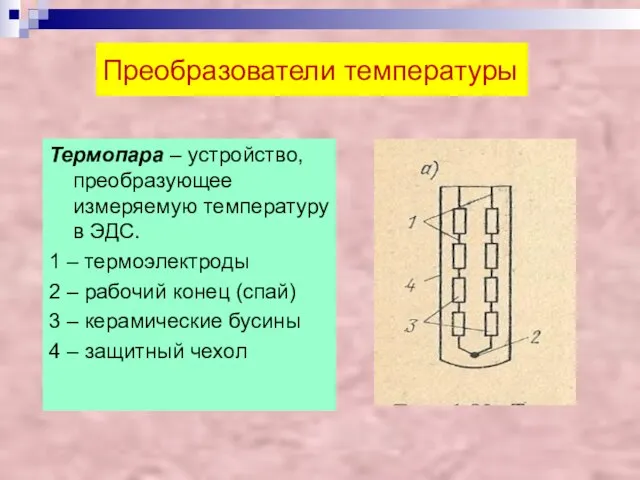
- 28. Преобразователи температуры Термопара – устройство, преобразующее измеряемую температуру в ЭДС. 1 – термоэлектроды 2 – рабочий
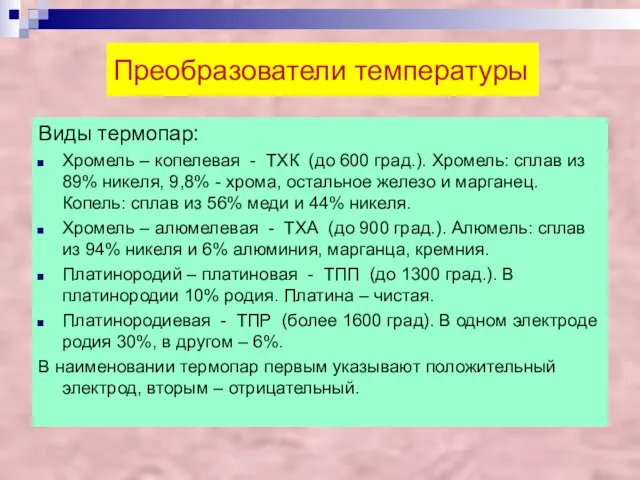
- 29. Преобразователи температуры Виды термопар: Хромель – копелевая - ТХК (до 600 град.). Хромель: сплав из 89%
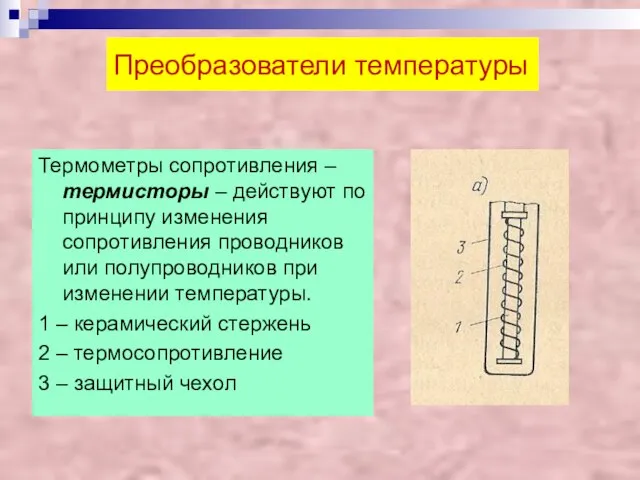
- 30. Преобразователи температуры Термометры сопротивления – термисторы – действуют по принципу изменения сопротивления проводников или полупроводников при
- 31. Преобразователи температуры Термисторы металлические (с увеличением температуры сопротивление большинства металлов возрастает, но неодинаково для разных температур):
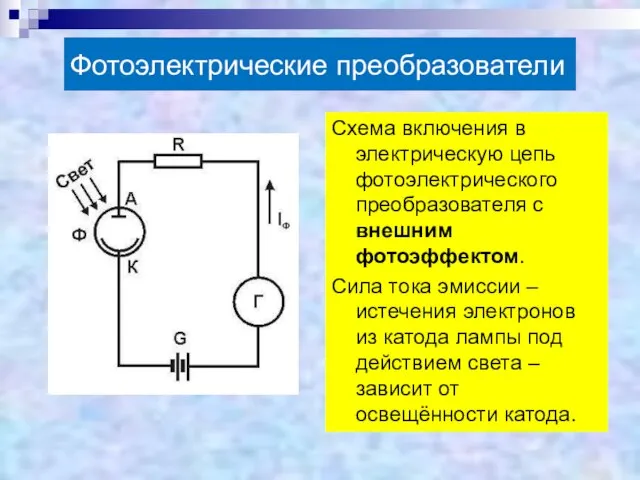
- 32. Фотоэлектрические преобразователи Схема включения в электрическую цепь фотоэлектрического преобразователя с внешним фотоэффектом. Сила тока эмиссии –
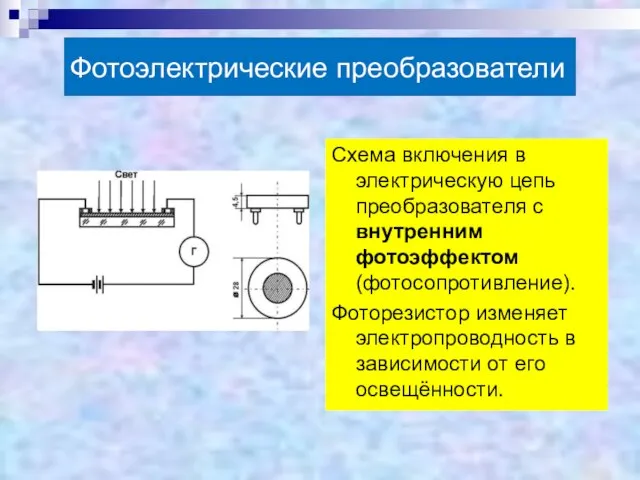
- 33. Фотоэлектрические преобразователи Схема включения в электрическую цепь преобразователя с внутренним фотоэффектом (фотосопротивление). Фоторезистор изменяет электропроводность в
- 34. Фотоэлектрические преобразователи Существуют преобразователи с вентильным фотоэффектом, при котором между слоями освещаемого проводника и неосвещаемого полупроводника,
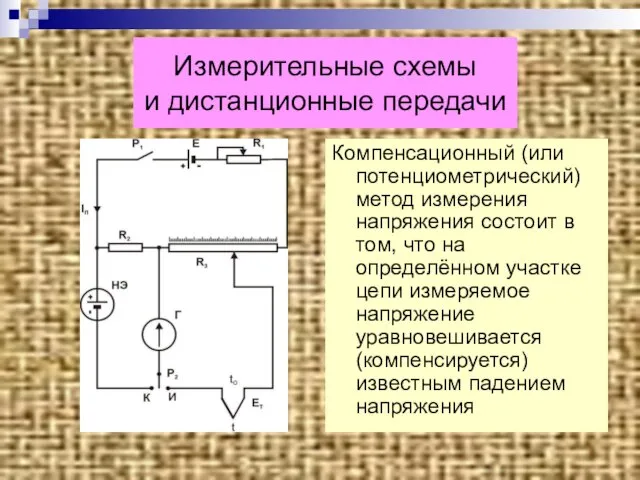
- 35. Измерительные схемы и дистанционные передачи Компенсационный (или потенциометрический) метод измерения напряжения состоит в том, что на
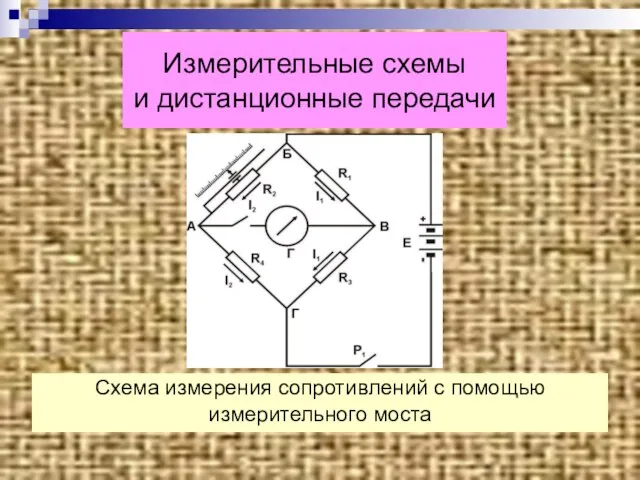
- 36. Измерительные схемы и дистанционные передачи Схема измерения сопротивлений с помощью измерительного моста
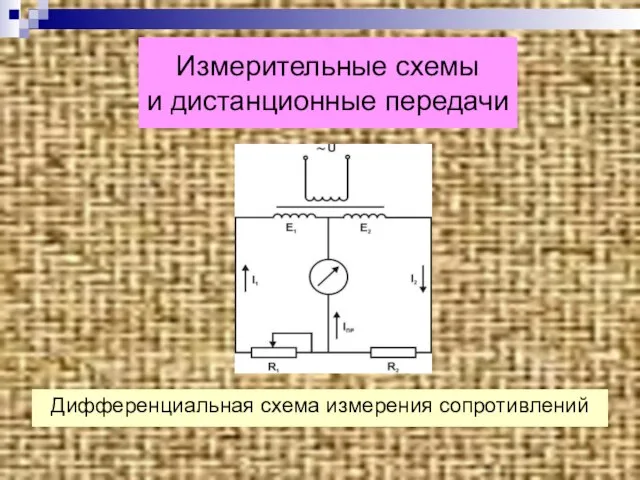
- 37. Измерительные схемы и дистанционные передачи Дифференциальная схема измерения сопротивлений
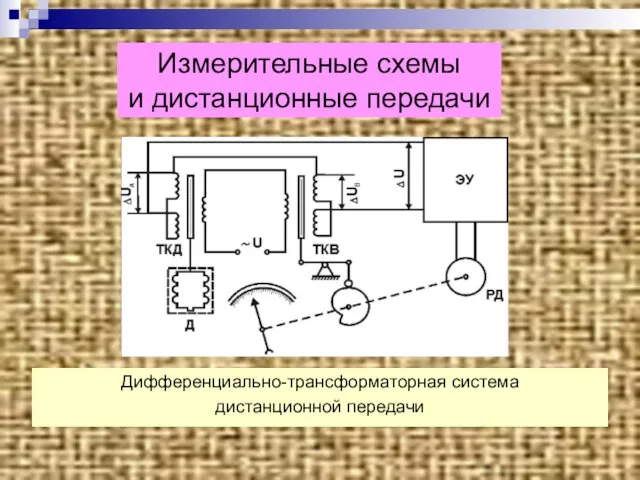
- 38. Измерительные схемы и дистанционные передачи Дифференциально-трансформаторная система дистанционной передачи
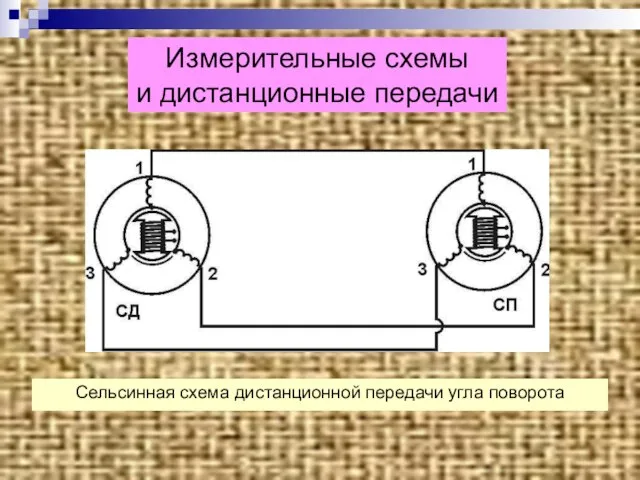
- 39. Измерительные схемы и дистанционные передачи Сельсинная схема дистанционной передачи угла поворота
- 40. УСИЛИТЕЛИ Усилитель – устройство, которое служит для количественного преобразования входной величины (сигнала), причём входная и выходная
- 41. УСИЛИТЕЛИ Основные характеристики усилителя: Статическая характеристика – зависимость выходной величины от входной при установившемся режиме: Uвых
- 42. УСИЛИТЕЛИ Усилители бывают: Непрерывного действия, в которых существует определённая зависимость между значениями выходной и входной величин,
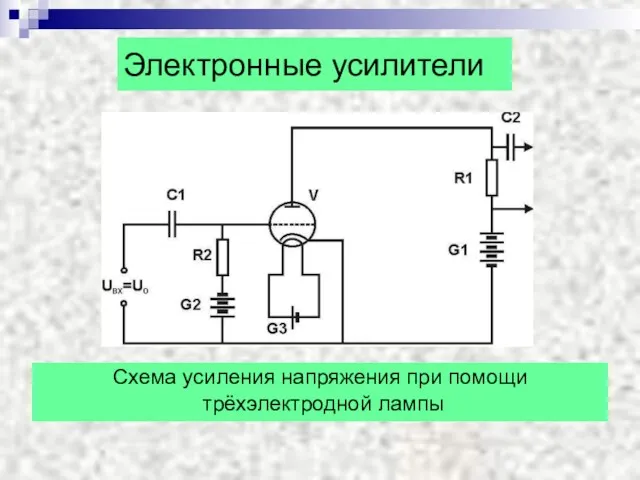
- 43. Электронные усилители Схема усиления напряжения при помощи трёхэлектродной лампы
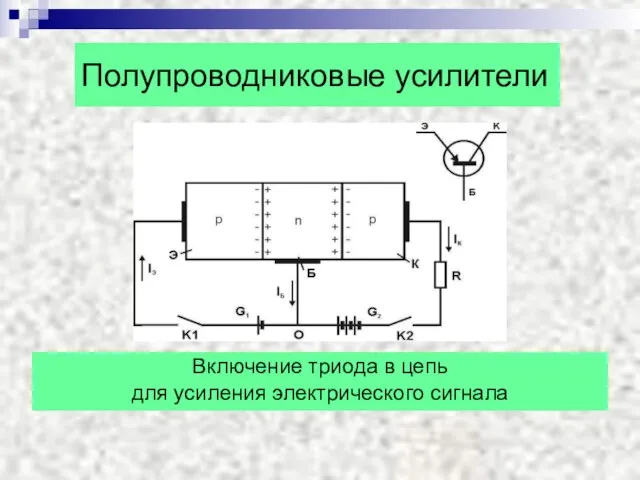
- 44. Полупроводниковые усилители Включение триода в цепь для усиления электрического сигнала
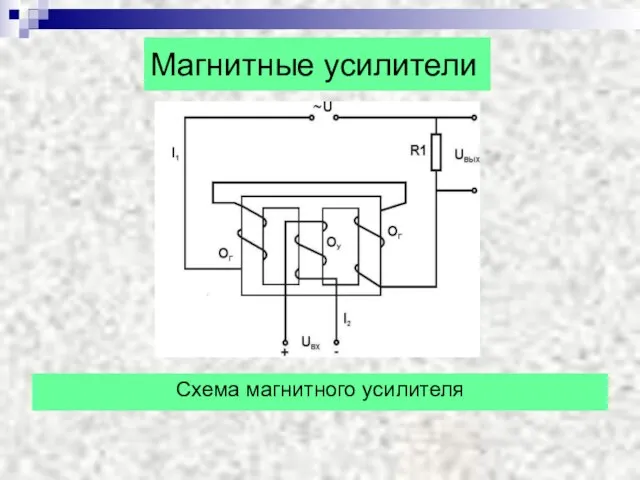
- 45. Магнитные усилители Схема магнитного усилителя
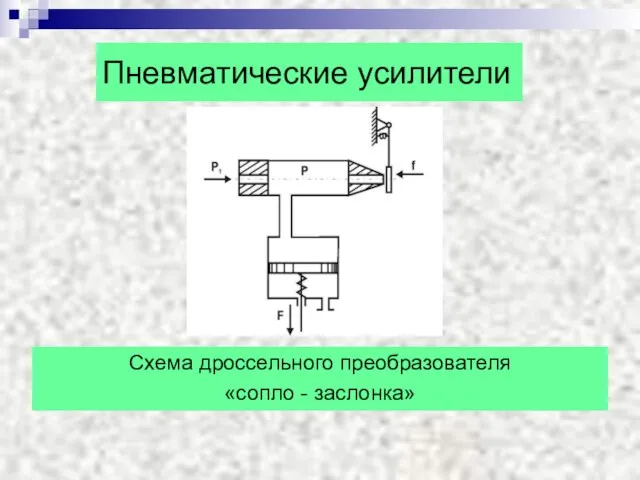
- 46. Пневматические усилители Схема дроссельного преобразователя «сопло - заслонка»
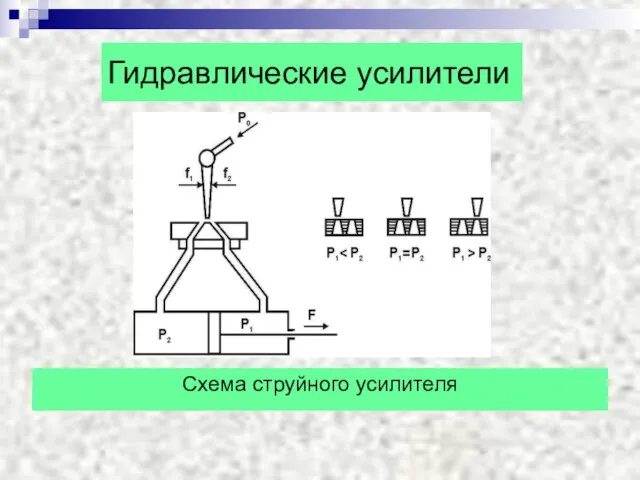
- 47. Гидравлические усилители Схема струйного усилителя
- 48. Электромагнитные реле Реле – это элемент автоматического устройства, выходная величина которого при воздействии на вход внешних
- 49. Электромагнитные реле Основные параметры реле: Номинальные данные – сила тока, напряжение, время и другие величины, на
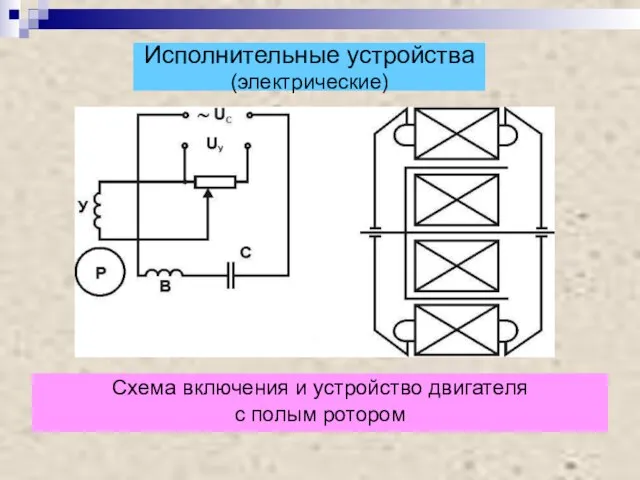
- 50. Исполнительные устройства (электрические) Схема включения и устройство двигателя с полым ротором
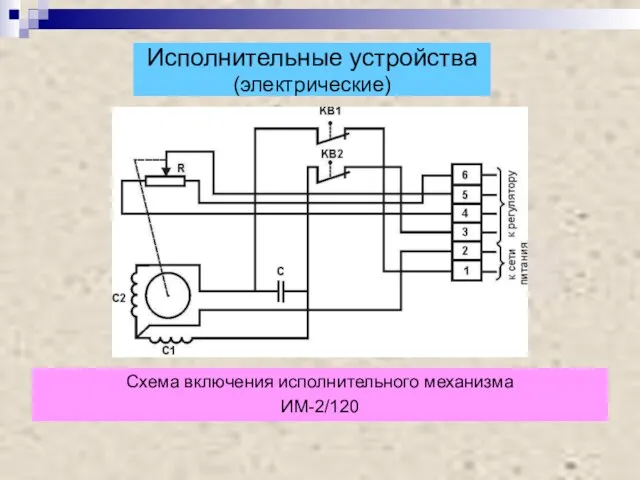
- 51. Исполнительные устройства (электрические) Схема включения исполнительного механизма ИМ-2/120
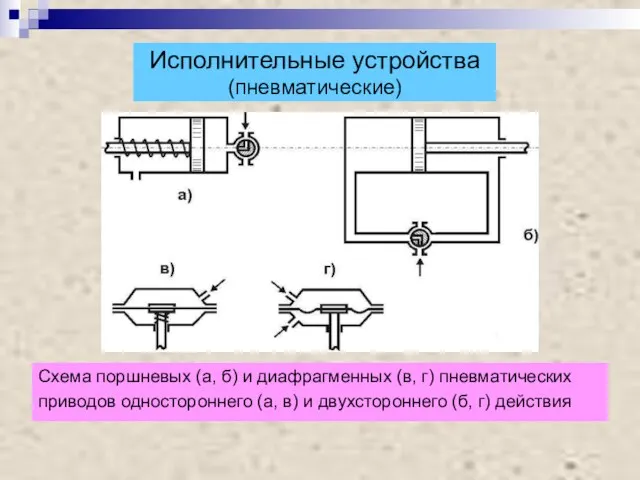
- 52. Исполнительные устройства (пневматические) Схема поршневых (а, б) и диафрагменных (в, г) пневматических приводов одностороннего (а, в)
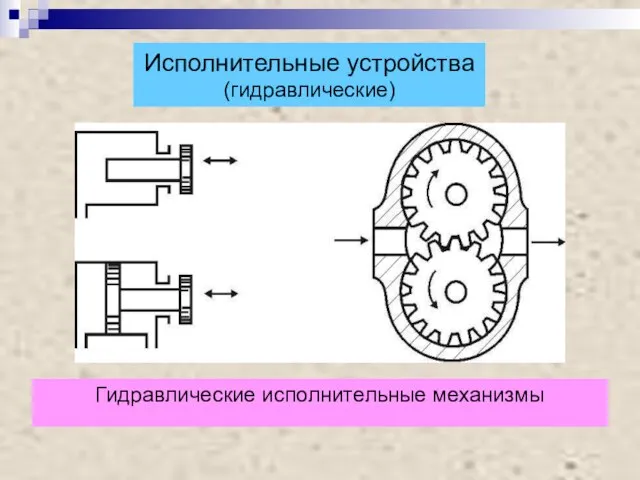
- 53. Исполнительные устройства (гидравлические) Гидравлические исполнительные механизмы
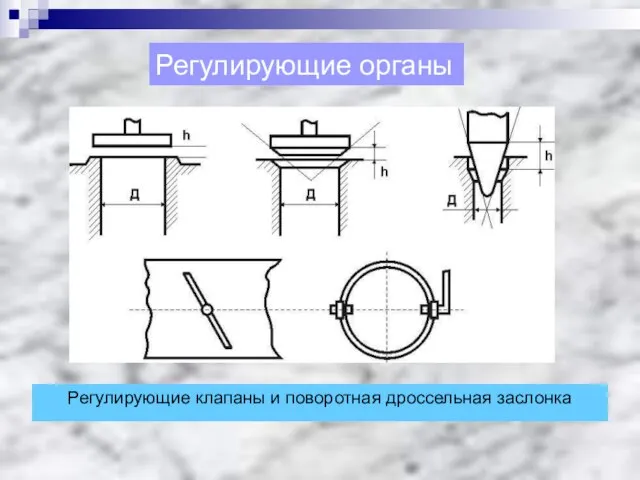
- 54. Регулирующие органы Регулирующие клапаны и поворотная дроссельная заслонка
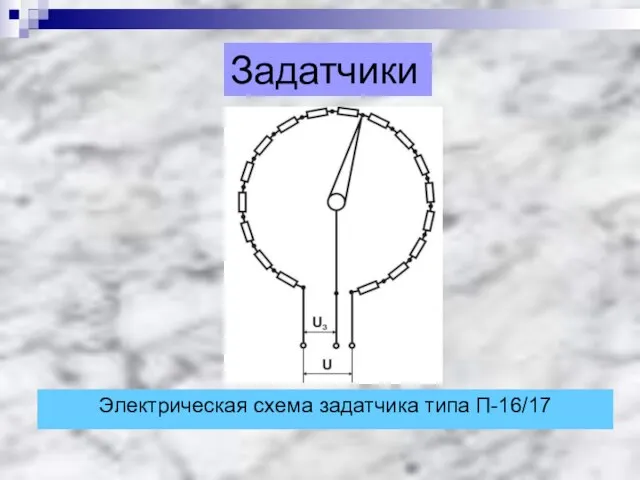
- 55. Задатчики Электрическая схема задатчика типа П-16/17
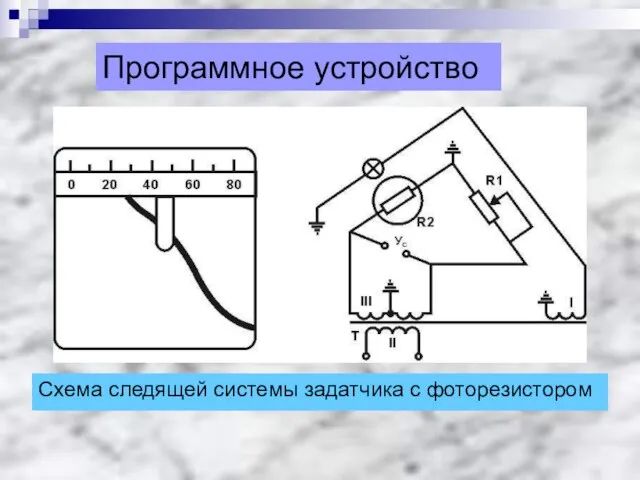
- 56. Программное устройство Схема следящей системы задатчика с фоторезистором
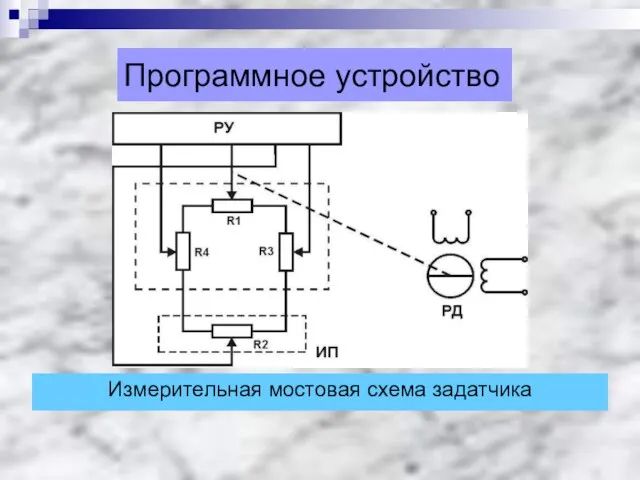
- 57. Программное устройство Измерительная мостовая схема задатчика
- 58. АВТОМАТИЧЕСКИЕ СИСТЕМЫ УПРАВЛЕНИЯ
- 59. АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ Объекты дискретного действия выполняют ряд рабочих операций, которые циклически повторяются в определённой
- 60. АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ Основными логическими операциями являются: отрицание – НЕ, умножение – И, сложение –
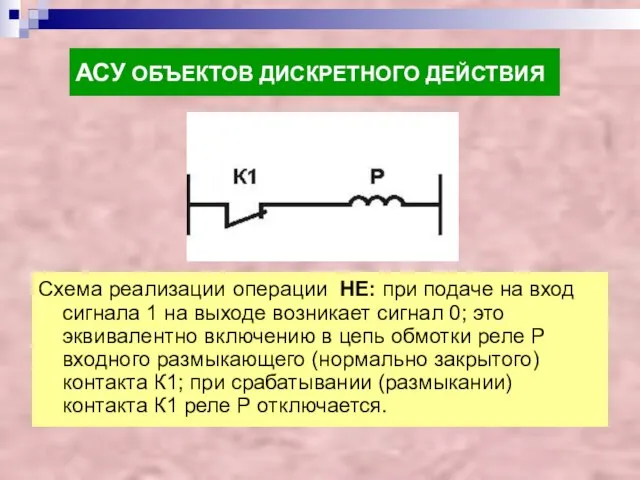
- 61. АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ Схема реализации операции НЕ: при подаче на вход сигнала 1 на выходе
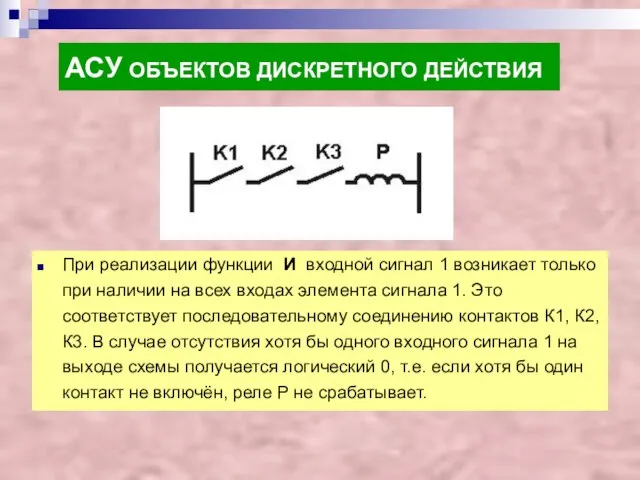
- 62. АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ При реализации функции И входной сигнал 1 возникает только при наличии на
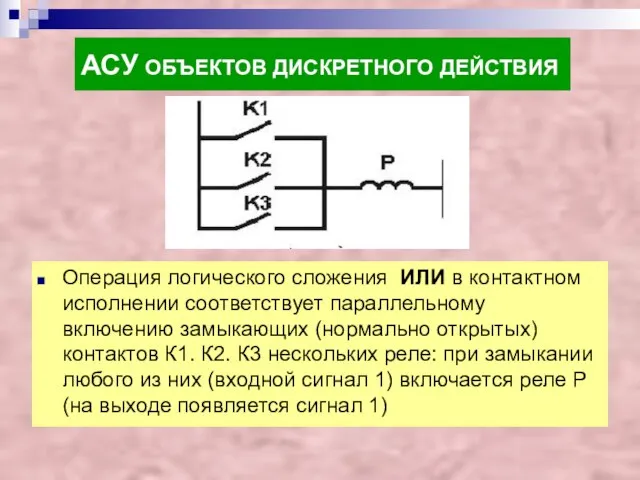
- 63. АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ Операция логического сложения ИЛИ в контактном исполнении соответствует параллельному включению замыкающих (нормально
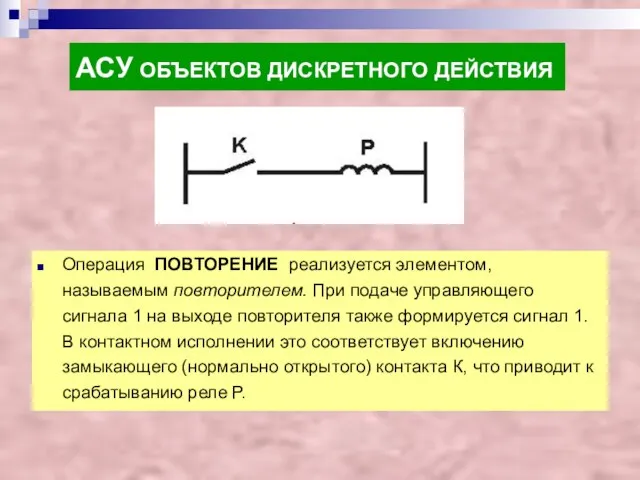
- 64. АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ Операция ПОВТОРЕНИЕ реализуется элементом, называемым повторителем. При подаче управляющего сигнала 1 на
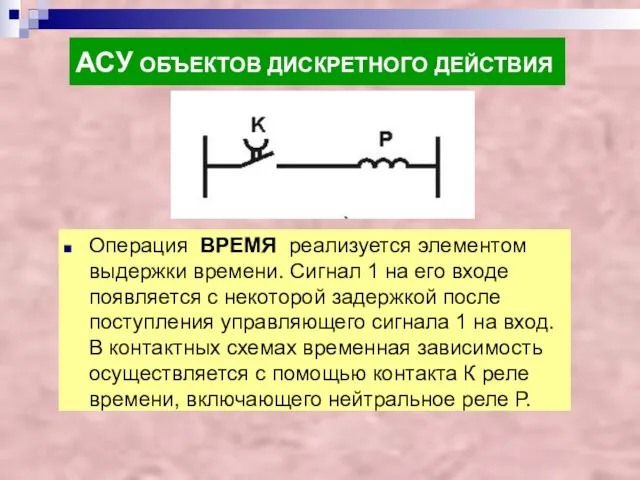
- 65. АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ Операция ВРЕМЯ реализуется элементом выдержки времени. Сигнал 1 на его входе появляется
- 66. АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ Последовательность выполнения комбинационных и временных операций называется алгоритмом формирования командных и управляющих
- 67. АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ Алгоритмы формирования командных сигналов зависят от характеристики объекта и вида управления ИМ.
- 68. АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ При блокированном управлении командные сигналы зависят от блокировочных связей между ИМ и
- 69. АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ Пример – комплекс, содержащий три ИМ. Резервный ИМЗ включается, если не работает
- 70. АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ При селекторном управлении командные сигналы включения ИМ формируется по совпадению селектирующего сигнала
- 71. АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ При стартстопном управлении начало командного сигнала определяется стартовым сигналом, а окончание –
- 72. АСУ оБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ В системе, включающей объекты непрерывного действия, между входными и выходными величинами всех
- 73. АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ В зависимости от степени определённости связей входных и выходных параметров модели бывают:
- 74. АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ После составления математической модели объекта управления и определения численных значений его основных
- 75. АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ При экспериментальном опробовании системы в случае её неустойчивости вводятся дополнительные последовательные или
- 76. АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ В зависимости от характера управляющего взаимодействия и выполняемых задач различают системы автоматической
- 77. АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ - в системе автоматической стабили- зации задача автоматического регулятора состоит в том,
- 78. АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ - в системе программного регулиро- вания регулируемая величина поддерживается на значении, которое
- 79. АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ - следящей системой регулирования называется система, которая поддерживает регулируемую величину в заданных
- 80. АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ Примером следящей системы может служить автоматический потенциометр. Измерительная система его поддерживает соответствие
- 81. АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ - системой экстремального регулирования (ЭР) называется такая автоматическая система, в которой поддерживает
- 82. Если уменьшить количество воздуха, подаваемого в печь по сравнению с оптимальными значениями, то температура в печи
- 83. Показатели качества процесса автоматического регулирования Устойчивость систем автоматического регулирования (АР) является необходимым условием их нормального действия.
- 84. Показатели качества процесса автоматического регулирования В устойчивой системе АР переходной процесс является затухающим, но затухание может
- 85. Показатели качества процесса автоматического регулирования Различают следующие показатели качества регулирования при переходном процессе: максимальное отклонение регулируемой
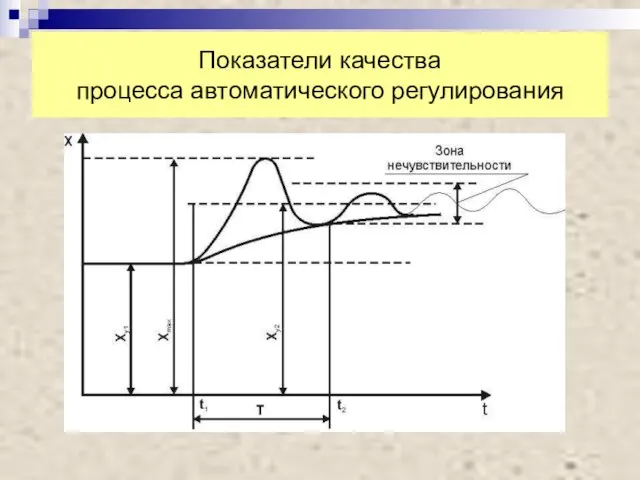
- 86. Показатели качества процесса автоматического регулирования На графике - колебательный переходной процесс для устойчивой системы регулирования. В
- 87. Показатели качества процесса автоматического регулирования
- 88. Показатели качества процесса автоматического регулирования Величина перерегулирования не должна превышать максимально допустимого значения. При переходе из
- 89. Показатели качества процесса автоматического регулирования Погрешность регулирования - это отклонение регулируемой величины от заданного значения. Время
- 90. АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ - Регуляторы прямого действия - приводятся в действие усилием развиваемым измерительной системой регулятора при
- 91. АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ Регуляторы непрямого действия - в них усилие, возникающее в чувствительном элементе, при изменении величины
- 92. АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ По роду энергии, применяемой для приведения в действие исполнительного механизма, регуляторы непрямого действия делят
- 93. АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ регуляторы прерывного действия - характеризуются тем, что при непрерывном изменении регулируемого параметра регулирующий орган
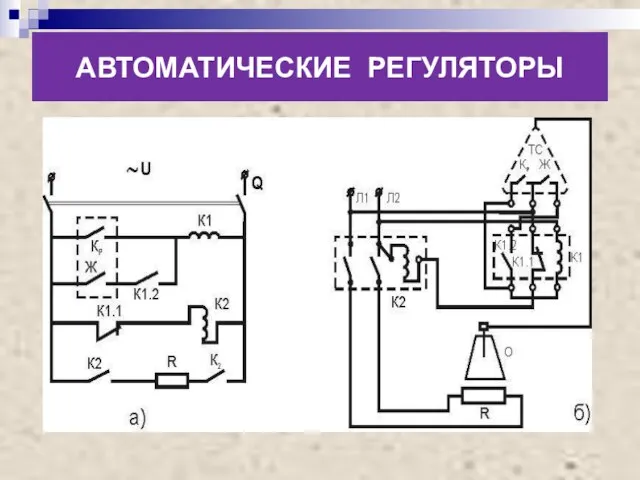
- 94. АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ - Позиционные регуляторы - те, у которых регулирующий орган может занимать два или три
- 95. АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
- 96. АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ - Интегральные (астатические) регуляторы (ИР) поддерживают регулируемую величину таким образом, что скорость перемещения регулирующего
- 97. АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
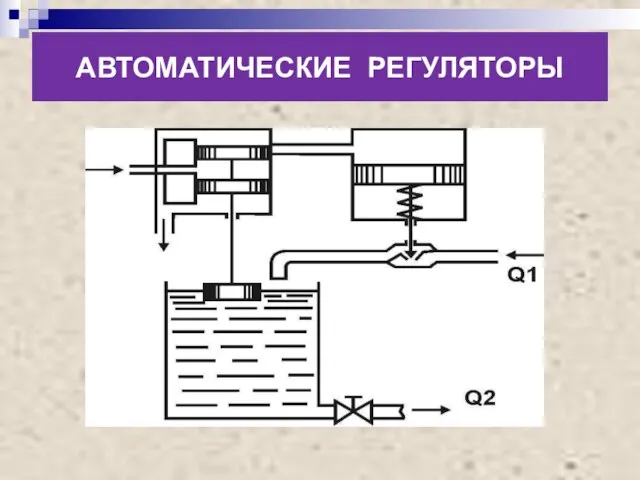
- 98. АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ - Пропорциональные (статические) регуляторы (ПрР) - те, у которых величина перемещения регулирующего органа пропорциональна
- 99. АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
- 100. АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ Зона регулирования - участок шкалы регулятора, выраженный в % от всей шкалы, в пределах
- 101. АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ Настраивается регулятор вручную. Чем больше зона регулирования, тем на меньшую величину перемещается регулирующий орган
- 102. АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ - Изодромные (пропорционально-интегральные) регуляторы (ИзР) в динамическом отношении подобны системе из двух параллельно включенных
- 103. АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ Затем регулирующий орган совершает дополнительное перемещение, необходимое для ликвидации возникшего отклонения от заданного значения,
- 104. АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ - Пропорционально-интегральные регуляторы с производной производят перемещение регулирующего органа пропорционально отклонению, интегралу и скорости
- 105. АВТОМАТИЧЕСКИЕ СИСТЕМЫ ПРОИЗВОДСТВ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
- 106. АВТОМАТИЗАЦИЯ СКЛАДОВ МАТЕРИАЛОВ И ИЗДЕЛИЙ Склады мелкодисперсных материалов подразделяются на закромные, бункерные и силосные, оборудованные механическим
- 107. АВТОМАТИЗАЦИЯ СКЛАДОВ МАТЕРИАЛОВ И ИЗДЕЛИЙ Склады кусковых (крупнодисперсных) материалов можно подразделить следующим образом: - по виду
- 108. АВТОМАТИЗАЦИЯ СКЛАДОВ МАТЕРИАЛОВ И ИЗДЕЛИЙ - по методу загрузки могут быть склады с приемными устройствами и
- 109. АВТОМАТИЗАЦИЯ СКЛАДОВ МАТЕРИАЛОВ И ИЗДЕЛИЙ - по методам разгрузки склады разделяются на разгружаемые методом гравитации и
- 110. АВТОМАТИЗАЦИЯ СКЛАДОВ МАТЕРИАЛОВ И ИЗДЕЛИЙ Автоматизация этих складов заключается в автоматизированной выгрузке материалов из транспорта, загрузке
- 111. АВТОМАТИЗАЦИЯ СКЛАДОВ МАТЕРИАЛОВ И ИЗДЕЛИЙ На складах изделий (производимых или поступающих со стороны) погрузочно-разгрузочные работы механизированы
- 112. АВТОМАТИЗАЦИЯ СКЛАДОВ МАТЕРИАЛОВ И ИЗДЕЛИЙ Автоматизация складов изделий может быть осуществлена на основе программно-дистанционного управления механизмами
- 113. АВТОМАТИЗАЦИЯ ТРАНСПОРТНЫХ СРЕДСТВ На предприятиях стройиндустрии широко используется различного вида транспортные средства (ТС) непрерывного и периодического
- 114. АВТОМАТИЗАЦИЯ ТРАНСПОРТНЫХ СРЕДСТВ При автоматизации ТС НД необходимо обеспечить: последовательный пуск механизмов тракта в направлении, обратном
- 115. АВТОМАТИЗАЦИЯ ТРАНСПОРТНЫХ СРЕДСТВ ТС периодического действия (ТС ПД) характеризуются наличием рабочего и холостого ходов, а также
- 116. АВТОМАТИЗАЦИЯ ТРАНСПОРТНЫХ СРЕДСТВ Основным технологическим требованием, связанным с автоматизацией процесса транспорта грузов, является точная остановка рабочего
- 117. Автоматизированный контроль и сигнализация работы конвейерного транспорта Автоматизированный контроль конвейерного транспорта предусматривает контроль скорости движения, величины
- 118. Автоматизированный контроль и сигнализация работы конвейерного транспорта Автоматизированная сигнализация конвейерного транспорта в основном выполняет следующие задачи:
- 119. Автоматизированный контроль и сигнализация работы конвейерного транспорта При пуске удаленных от оператора механизмов обычно применяют принудительную
- 120. Автоматизированное управление конвейерным транспортом На примере конвейерной линии транспортировки материала из накопительного бункера в расходный, содержащую
- 121. Автоматизированное управление конвейерным транспортом
- 122. Автоматизированное управление конвейерным транспортом Наиболее эффективным является пуск конвейерной линии по скорости и остановка после доработки
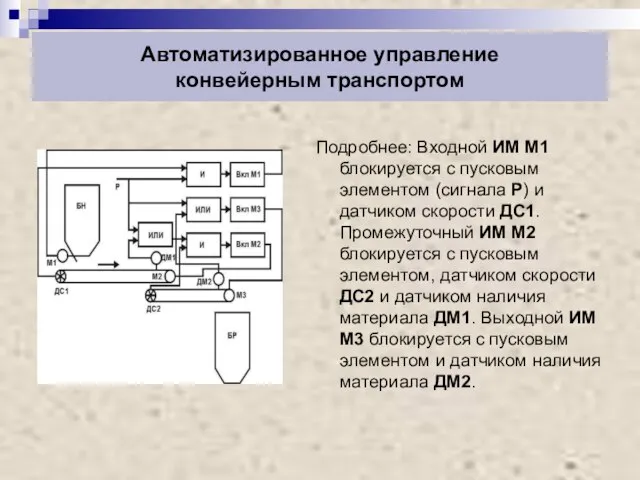
- 123. Автоматизированное управление конвейерным транспортом Подробнее: Входной ИМ М1 блокируется с пусковым элементом (сигнала Р) и датчиком
- 124. Системы управления мостовыми и козловыми кранами В зависимости от степени автоматизации рабочих процессов системы управления кранами
- 125. Системы управления мостовыми и козловыми кранами В автоматизированных системах выполняется определенный комплекс операций по управлению механизмами
- 126. Системы управления мостовыми и козловыми кранами В полуавтоматизированных системах может осуществляться местное или дистанционное управление. Системы
- 127. Системы управления мостовыми и козловыми кранами Поэтому получили распространение также системы телеуправления кранами (проводные и по
- 128. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ДРОБЛЕНИЯ И СОРТИРОВКИ Основными технологическими процессами дробильно-сортировочных и составных цехов являются дробление, помол, сортировка
- 129. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ДРОБЛЕНИЯ И СОРТИРОВКИ Автоматизация технологических процессов дробильно-сортировочных и составных цехов и участков должна решить
- 130. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ДРОБЛЕНИЯ И СОРТИРОВКИ - автоматизированное управление пуском и остановкой в заданной последовательности технологического и
- 131. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ДРОБЛЕНИЯ И СОРТИРОВКИ - автоматизированную защиту и блокировку от перегрева подшипников дробилок, от их
- 132. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ДРОБЛЕНИЯ И СОРТИРОВКИ Автоматизированное регулирование производительности дробилок Задача автоматизированного регулирования процесса дробления заключается в
- 133. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ДРОБЛЕНИЯ И СОРТИРОВКИ Разработана универсальная комбинированная система автоматизированного регулирования по трем параметрам: по мощности
- 134. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ДОЗИРОВАНИЯ И ВЗВЕШИВАНИЯ Дозаторы дискретного действия обеспечивают автоматизацию циклических процессов производства и в зависимости
- 135. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ДОЗИРОВАНИЯ И ВЗВЕШИВАНИЯ Весовые дозаторы непрерывного действия предназначены для выдачи определенной массы материала в
- 136. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ДОЗИРОВАНИЯ И ВЗВЕШИВАНИЯ Автоматизированные конвейерные весы - предназначаются для взвешивания материала, движущегося в потоке.
- 137. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ДОЗИРОВАНИЯ И ВЗВЕШИВАНИЯ Конвейерные весы с дискретной системой регистрации основаны на взвешивании участков ленты
- 138. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ДОЗИРОВАНИЯ И ВЗВЕШИВАНИЯ Конвейерные весы с непрерывной системой регистрации предназначены для определения массы материала,
- 139. Автоматическое взвешивание материалов в железнодорожных вагонах и автотранспорте Автоматическое взвешивание материалов в вагонах производится с помощью
- 140. Автоматическое взвешивание материалов в железнодорожных вагонах и автотранспорте а) весы, у которых длина весовой платформы достаточна
- 141. АВТОМАТИЗАЦИЯ СМЕСИТЕЛЬНОГО ОБОРУДОВАНИЯ В зависимости от условий поступления сырья смесители могут быть непрерывного и периодического действия.
- 142. АВТОМАТИЗАЦИЯ СМЕСИТЕЛЬНОГО ОБОРУДОВАНИЯ Смесители принудительного перемешивания работают по принципу противотока; в них используются различного типа смешивающие
- 143. АВТОМАТИЗАЦИЯ СМЕСИТЕЛЬНОГО ОБОРУДОВАНИЯ В гравитационных смесителях происходит переме- шивание компонентов смеси при свободном падении во вращающимся
- 144. Автоматическое регулирование вязкости бетонной смеси Автоматическое управление смесительными установками осуществляется: в функции времени, с контролем тока
- 145. Автоматическое регулирование вязкости бетонной смеси При высокой точности дозирования компонентов водоцементное соотношение бетонной смеси зависит от
- 146. Автоматическое регулирование вязкости бетонной смеси Если измерять мощность, потребляемую электродвигателем смесителя, при трех различных значениях водоцементного
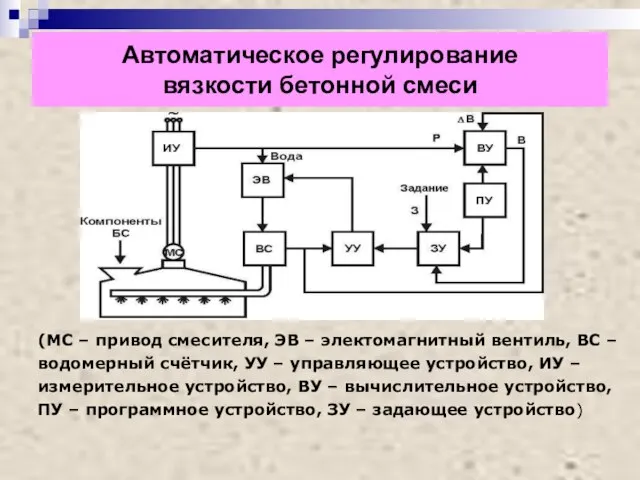
- 147. Автоматическое регулирование вязкости бетонной смеси При работающем двигателе смешивающего механизма МС в бетоносмеситель через загрузочную воронку
- 148. Автоматическое регулирование вязкости бетонной смеси (МС – привод смесителя, ЭВ – электомагнитный вентиль, ВС – водомерный
- 149. Автоматическое регулирование вязкости бетонной смеси В начале цикла в смеситель подается некоторая начальная доза воды и
- 150. Автоматическое регулирование вязкости бетонной смеси Аналогично последовательно во времени фиксируется значения Р2, ∆В2, Р3 и вычисляется
- 151. Автоматизация тепловлажностной обработки изделий с контролем прочности Более 90% продукции заводов сборного железо- бетона подвергается тепловлажностной
- 152. Автоматизация тепловлажностной обработки изделий с контролем прочности За цикл пропаривания изделий осуществляются следующие операции управления: -
- 153. Автоматизация тепловлажностной обработки изделий с контролем прочности Автоматическое управление процессами тепловой обработки материалов и изделий из
- 154. Автоматизация тепловлажностной обработки изделий с контролем прочности В первом случае регулируемыми параметрами являются температура и влажность
- 155. Автоматизация тепловлажностной обработки изделий с контролем прочности Автоматизация процессов регулирования подачи пара в зависимости от температуры
- 156. Автоматизация тепловлажностной обработки изделий с контролем прочности Считается, что выполнение заданной программы регулирования температуры во времени
- 157. Автоматизация тепловлажностной обработки изделий с контролем прочности Имеется ряд предложений по применению физических методов контроля прочности
- 158. Автоматизация тепловлажностной обработки изделий с контролем прочности В основу аналитического определения прочности бетона, твердеющего при переменной
- 159. Автоматизация тепловлажностной обработки изделий с контролем прочности Значение температурно-временного эквивалента имеет вид t ε = ∫
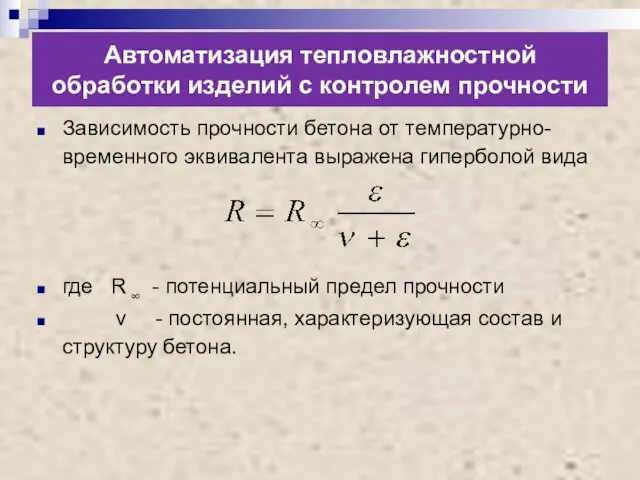
- 160. Автоматизация тепловлажностной обработки изделий с контролем прочности Зависимость прочности бетона от температурно-временного эквивалента выражена гиперболой вида
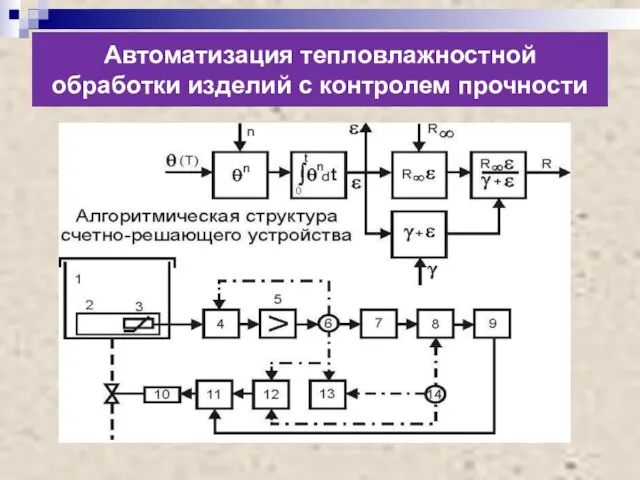
- 161. Автоматизация тепловлажностной обработки изделий с контролем прочности На основании этих формул составлен алгоритм функционирования счетно-решающего устройства,
- 162. Автоматизация тепловлажностной обработки изделий с контролем прочности
- 163. Автоматизация тепловлажностной обработки изделий с контролем прочности Изделие 2 с установленным в бетон датчиком температуры 3
- 164. Автоматизация тепловлажностной обработки изделий с контролем прочности Сигнал от степенного устройства поступает на интегратор 8, который
- 165. Автоматизация тепловлажностной обработки изделий с контролем прочности Продолжительность работы устройства не ограничена. С внедрением автоматического устройства
- 166. Многоканальное регулирование параметров тепловых установок Одним из способов снижения затрат на аппаратуру автоматики, а также повышения
- 167. Многоканальное регулирование параметров тепловых установок Интервалы времени, через которое осуществляется присоединение объекта управления к регулятору, называется
- 169. Скачать презентацию
Слайд 3Механизация – это замена ручных средств труда машинами и механизмами в процессе
Механизация – это замена ручных средств труда машинами и механизмами в процессе
Слайд 4Различают
частичную и комплексную автоматизацию.
При частичной осуществляется автоматизация отдельных участков или агрегатов
Различают
частичную и комплексную автоматизацию.
При частичной осуществляется автоматизация отдельных участков или агрегатов
Слайд 5Наиболее совершенным устройством автоматического управления является компьютер. Он получает от различных измерительных
Наиболее совершенным устройством автоматического управления является компьютер. Он получает от различных измерительных
Слайд 6Автоматизация производства включает:
Автоматизация производства включает:
Слайд 7Разновидность автоматического управления – автоматическое регулирование – поддержание равенства регулируемого параметра его
Разновидность автоматического управления – автоматическое регулирование – поддержание равенства регулируемого параметра его
Слайд 8Функциональная схема
системы автоматического регулирования
Функциональная схема
системы автоматического регулирования
Слайд 9Объект регулирования – печь
Регулируемый параметр – давление
ИП – мембрана манометра
РО – дроссельная
Объект регулирования – печь
Регулируемый параметр – давление
ИП – мембрана манометра
РО – дроссельная
Слайд 10Автоматические системы контроля
Автоматические системы, выполняющие функции контроля, называются автоматическими системами контроля (АСК)
Автоматические системы контроля
Автоматические системы, выполняющие функции контроля, называются автоматическими системами контроля (АСК)
Слайд 11Автоматические системы контроля
В функцию АСК входят измерение большого числа параметров, сравнение их
Автоматические системы контроля
В функцию АСК входят измерение большого числа параметров, сравнение их
Слайд 12Автоматические системы контроля
Каждая автоматическая система контроля характеризуется техническими параметрами, к которым относятся:
Автоматические системы контроля
Каждая автоматическая система контроля характеризуется техническими параметрами, к которым относятся:
Слайд 13ПРИНЦИПЫ ЧТЕНИЯ
И ИЗОБРАЖЕНИЯ
СХЕМ АВТОМАТИКИ
ПРИНЦИПЫ ЧТЕНИЯ
И ИЗОБРАЖЕНИЯ
СХЕМ АВТОМАТИКИ
Слайд 14Прочитать схему автоматики – значит определИть, какая установка изображена на ней, какие
Прочитать схему автоматики – значит определИть, какая установка изображена на ней, какие
Слайд 15Структурная схема контроля и управления отражает структуру управления объектом с соблюдением иерархии
Структурная схема контроля и управления отражает структуру управления объектом с соблюдением иерархии
Слайд 16Структурные схемы автоматики
Структурные схемы автоматики
Слайд 17Функциональная схема является основным технологическим документом, определяющим структуру и характер систем автоматизации,
Функциональная схема является основным технологическим документом, определяющим структуру и характер систем автоматизации,
Слайд 18Обозначения приборов по функциональному признаку: П – показывающий, С – самопишущий, И
Обозначения приборов по функциональному признаку: П – показывающий, С – самопишущий, И
Слайд 19Принципиальные схемы в общем виде содержат: а) цепи питания, б) элементы схем
Принципиальные схемы в общем виде содержат: а) цепи питания, б) элементы схем
Слайд 20ПРИБОРЫ
ДЛЯ АВТОМАТИЗАЦИИ
ПРОИЗВОДСТВЕННЫХ
ПРОЦЕССОВ
ДЛЯ АВТОМАТИЗАЦИИ
ПРОИЗВОДСТВЕННЫХ
ПРОЦЕССОВ
Слайд 21Измерительные преобразователи
ИП – чувствительные элементы, предназначенные для измерения физических величин и преобразования
Измерительные преобразователи
ИП – чувствительные элементы, предназначенные для измерения физических величин и преобразования
Слайд 22Измерительные преобразователи
ИП – имеет статическую характеристику - зависимость изменений выходной величины (у)
Измерительные преобразователи
ИП – имеет статическую характеристику - зависимость изменений выходной величины (у)
Слайд 23Измерительные преобразователи
Приборы, используемые при измерениях, характеризуются чувствительностью.
Чувствительность ИП – отношение приращения
Измерительные преобразователи
Приборы, используемые при измерениях, характеризуются чувствительностью.
Чувствительность ИП – отношение приращения
Слайд 24Измерительные преобразователи
Для более точных измерений используют:
Дифференциальные преобразователи, в которых два однотипных ИП
Измерительные преобразователи
Для более точных измерений используют:
Дифференциальные преобразователи, в которых два однотипных ИП
Слайд 25Преобразователи перемещений
Это приборы в которых в качестве входной величины используют перемещение. В
Преобразователи перемещений
Это приборы в которых в качестве входной величины используют перемещение. В
Слайд 26Преобразователи перемещений
Схема индуктивного измерительного преобразователя
Преобразователи перемещений
Схема индуктивного измерительного преобразователя
Слайд 27Преобразователи перемещений
Ёмкостной измерительный преобразователь
Преобразователи перемещений
Ёмкостной измерительный преобразователь
Слайд 28Преобразователи температуры
Термопара – устройство, преобразующее измеряемую температуру в ЭДС.
1 – термоэлектроды
2 –
Преобразователи температуры
Термопара – устройство, преобразующее измеряемую температуру в ЭДС.
1 – термоэлектроды
2 –
Слайд 29Преобразователи температуры
Виды термопар:
Хромель – копелевая - ТХК (до 600 град.). Хромель: сплав
Преобразователи температуры
Виды термопар:
Хромель – копелевая - ТХК (до 600 град.). Хромель: сплав
Слайд 30Преобразователи температуры
Термометры сопротивления – термисторы – действуют по принципу изменения сопротивления проводников
Преобразователи температуры
Термометры сопротивления – термисторы – действуют по принципу изменения сопротивления проводников
Слайд 31Преобразователи температуры
Термисторы металлические (с увеличением температуры сопротивление большинства металлов возрастает, но неодинаково
Преобразователи температуры
Термисторы металлические (с увеличением температуры сопротивление большинства металлов возрастает, но неодинаково
Слайд 32Фотоэлектрические преобразователи
Схема включения в электрическую цепь фотоэлектрического преобразователя с внешним фотоэффектом.
Сила тока
Фотоэлектрические преобразователи
Схема включения в электрическую цепь фотоэлектрического преобразователя с внешним фотоэффектом.
Сила тока
Слайд 33Фотоэлектрические преобразователи
Схема включения в электрическую цепь преобразователя с внутренним фотоэффектом (фотосопротивление).
Фоторезистор изменяет
Фотоэлектрические преобразователи
Схема включения в электрическую цепь преобразователя с внутренним фотоэффектом (фотосопротивление).
Фоторезистор изменяет
Слайд 34Фотоэлектрические преобразователи
Существуют преобразователи с вентильным фотоэффектом, при котором между слоями освещаемого
Фотоэлектрические преобразователи
Существуют преобразователи с вентильным фотоэффектом, при котором между слоями освещаемого
Слайд 35Измерительные схемы
и дистанционные передачи
Компенсационный (или потенциометрический) метод измерения напряжения состоит
Измерительные схемы
и дистанционные передачи
Компенсационный (или потенциометрический) метод измерения напряжения состоит
Слайд 36Измерительные схемы
и дистанционные передачи
Схема измерения сопротивлений с помощью
измерительного моста
Измерительные схемы
и дистанционные передачи
Схема измерения сопротивлений с помощью
измерительного моста
Слайд 37Измерительные схемы
и дистанционные передачи
Дифференциальная схема измерения сопротивлений
Измерительные схемы
и дистанционные передачи
Дифференциальная схема измерения сопротивлений
Слайд 38Измерительные схемы
и дистанционные передачи
Дифференциально-трансформаторная система
дистанционной передачи
Измерительные схемы
и дистанционные передачи
Дифференциально-трансформаторная система
дистанционной передачи
Слайд 39Измерительные схемы
и дистанционные передачи
Сельсинная схема дистанционной передачи угла поворота
Измерительные схемы
и дистанционные передачи
Сельсинная схема дистанционной передачи угла поворота
Слайд 40УСИЛИТЕЛИ
Усилитель – устройство, которое служит для количественного преобразования входной величины (сигнала), причём
УСИЛИТЕЛИ
Усилитель – устройство, которое служит для количественного преобразования входной величины (сигнала), причём
Слайд 41УСИЛИТЕЛИ
Основные характеристики усилителя:
Статическая характеристика – зависимость выходной величины от входной при установившемся
УСИЛИТЕЛИ
Основные характеристики усилителя:
Статическая характеристика – зависимость выходной величины от входной при установившемся
Слайд 42УСИЛИТЕЛИ
Усилители бывают:
Непрерывного действия, в которых существует определённая зависимость между значениями выходной и
УСИЛИТЕЛИ
Усилители бывают:
Непрерывного действия, в которых существует определённая зависимость между значениями выходной и
Слайд 43Электронные усилители
Схема усиления напряжения при помощи
трёхэлектродной лампы
Электронные усилители
Схема усиления напряжения при помощи
трёхэлектродной лампы
Слайд 44Полупроводниковые усилители
Включение триода в цепь
для усиления электрического сигнала
Полупроводниковые усилители
Включение триода в цепь
для усиления электрического сигнала
Слайд 45Магнитные усилители
Схема магнитного усилителя
Магнитные усилители
Схема магнитного усилителя
Слайд 46Пневматические усилители
Схема дроссельного преобразователя
«сопло - заслонка»
Пневматические усилители
Схема дроссельного преобразователя
«сопло - заслонка»
Слайд 47Гидравлические усилители
Схема струйного усилителя
Гидравлические усилители
Схема струйного усилителя
Слайд 48Электромагнитные реле
Реле – это элемент автоматического устройства, выходная величина которого при воздействии
Электромагнитные реле
Реле – это элемент автоматического устройства, выходная величина которого при воздействии
Слайд 49Электромагнитные реле
Основные параметры реле:
Номинальные данные – сила тока, напряжение, время и другие
Электромагнитные реле
Основные параметры реле:
Номинальные данные – сила тока, напряжение, время и другие
Слайд 50Исполнительные устройства
(электрические)
Схема включения и устройство двигателя
с полым ротором
Исполнительные устройства
(электрические)
Схема включения и устройство двигателя
с полым ротором
Слайд 51Исполнительные устройства
(электрические)
Схема включения исполнительного механизма
ИМ-2/120
Исполнительные устройства
(электрические)
Схема включения исполнительного механизма
ИМ-2/120
Слайд 52Исполнительные устройства
(пневматические)
Схема поршневых (а, б) и диафрагменных (в, г) пневматических
приводов одностороннего (а,
Исполнительные устройства
(пневматические)
Схема поршневых (а, б) и диафрагменных (в, г) пневматических
приводов одностороннего (а,
Слайд 53Исполнительные устройства
(гидравлические)
Гидравлические исполнительные механизмы
Исполнительные устройства
(гидравлические)
Гидравлические исполнительные механизмы
Слайд 54Регулирующие органы
Регулирующие клапаны и поворотная дроссельная заслонка
Регулирующие органы
Регулирующие клапаны и поворотная дроссельная заслонка
Слайд 55Задатчики
Электрическая схема задатчика типа П-16/17
Задатчики
Электрическая схема задатчика типа П-16/17
Слайд 56Программное устройство
Схема следящей системы задатчика с фоторезистором
Программное устройство
Схема следящей системы задатчика с фоторезистором
Слайд 57Программное устройство
Измерительная мостовая схема задатчика
Программное устройство
Измерительная мостовая схема задатчика
Слайд 58АВТОМАТИЧЕСКИЕ
СИСТЕМЫ
УПРАВЛЕНИЯ
СИСТЕМЫ
УПРАВЛЕНИЯ
Слайд 59АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Объекты дискретного действия выполняют ряд рабочих операций, которые циклически
АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Объекты дискретного действия выполняют ряд рабочих операций, которые циклически
Слайд 60АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Основными логическими операциями являются: отрицание – НЕ, умножение –
АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Основными логическими операциями являются: отрицание – НЕ, умножение –
Слайд 61АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Схема реализации операции НЕ: при подаче на вход сигнала
АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Схема реализации операции НЕ: при подаче на вход сигнала
Слайд 62АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
При реализации функции И входной сигнал 1 возникает только
АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
При реализации функции И входной сигнал 1 возникает только
Слайд 63АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Операция логического сложения ИЛИ в контактном исполнении соответствует параллельному
АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Операция логического сложения ИЛИ в контактном исполнении соответствует параллельному
Слайд 64АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Операция ПОВТОРЕНИЕ реализуется элементом, называемым повторителем. При подаче управляющего
АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Операция ПОВТОРЕНИЕ реализуется элементом, называемым повторителем. При подаче управляющего
Слайд 65АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Операция ВРЕМЯ реализуется элементом выдержки времени. Сигнал 1 на
АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Операция ВРЕМЯ реализуется элементом выдержки времени. Сигнал 1 на
Слайд 66АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Последовательность выполнения комбинационных и временных операций называется алгоритмом формирования
АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Последовательность выполнения комбинационных и временных операций называется алгоритмом формирования
Слайд 67АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Алгоритмы формирования командных сигналов зависят от характеристики объекта и
АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Алгоритмы формирования командных сигналов зависят от характеристики объекта и
Слайд 68АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
При блокированном управлении командные сигналы зависят от блокировочных связей
АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
При блокированном управлении командные сигналы зависят от блокировочных связей
Слайд 69АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Пример – комплекс, содержащий три ИМ. Резервный ИМЗ включается,
АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
Пример – комплекс, содержащий три ИМ. Резервный ИМЗ включается,
Слайд 70АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
При селекторном управлении командные сигналы включения ИМ формируется по
АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
При селекторном управлении командные сигналы включения ИМ формируется по
Слайд 71АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
При стартстопном управлении начало командного сигнала определяется стартовым сигналом,
АСУ ОБЪЕКТОВ ДИСКРЕТНОГО ДЕЙСТВИЯ
При стартстопном управлении начало командного сигнала определяется стартовым сигналом,
Слайд 72АСУ оБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
В системе, включающей объекты непрерывного действия, между входными и
АСУ оБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
В системе, включающей объекты непрерывного действия, между входными и
Слайд 73АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
В зависимости от степени определённости связей входных и выходных
АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
В зависимости от степени определённости связей входных и выходных
Слайд 74АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
После составления математической модели объекта управления и определения численных
АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
После составления математической модели объекта управления и определения численных
Слайд 75АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
При экспериментальном опробовании системы в случае её неустойчивости вводятся
АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
При экспериментальном опробовании системы в случае её неустойчивости вводятся
Слайд 76АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
В зависимости от характера управляющего взаимодействия и выполняемых задач
АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
В зависимости от характера управляющего взаимодействия и выполняемых задач
Слайд 77АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
- в системе автоматической стабили- зации задача автоматического регулятора
АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
- в системе автоматической стабили- зации задача автоматического регулятора
Слайд 78АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
- в системе программного регулиро- вания регулируемая величина поддерживается
АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
- в системе программного регулиро- вания регулируемая величина поддерживается
Слайд 79АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
- следящей системой регулирования называется система, которая поддерживает регулируемую
АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
- следящей системой регулирования называется система, которая поддерживает регулируемую
Слайд 80АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Примером следящей системы может служить автоматический потенциометр. Измерительная система
АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Примером следящей системы может служить автоматический потенциометр. Измерительная система
Слайд 81АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
- системой экстремального регулирования (ЭР) называется такая автоматическая система,
АСУ ОБЪЕКТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
- системой экстремального регулирования (ЭР) называется такая автоматическая система,
Слайд 82
Если уменьшить количество воздуха, подаваемого в печь по сравнению с оптимальными значениями,
Если уменьшить количество воздуха, подаваемого в печь по сравнению с оптимальными значениями,
Слайд 83Показатели качества
процесса автоматического регулирования
Устойчивость систем автоматического регулирования (АР) является необходимым условием их
Показатели качества
процесса автоматического регулирования
Устойчивость систем автоматического регулирования (АР) является необходимым условием их
Слайд 84Показатели качества
процесса автоматического регулирования
В устойчивой системе АР переходной процесс является затухающим, но
Показатели качества
процесса автоматического регулирования
В устойчивой системе АР переходной процесс является затухающим, но
Слайд 85Показатели качества
процесса автоматического регулирования
Различают следующие показатели качества регулирования при переходном процессе: максимальное
Показатели качества
процесса автоматического регулирования
Различают следующие показатели качества регулирования при переходном процессе: максимальное
Слайд 86Показатели качества
процесса автоматического регулирования
На графике - колебательный переходной процесс для устойчивой системы
Показатели качества
процесса автоматического регулирования
На графике - колебательный переходной процесс для устойчивой системы
Слайд 87Показатели качества
процесса автоматического регулирования
Показатели качества
процесса автоматического регулирования
Слайд 88Показатели качества
процесса автоматического регулирования
Величина перерегулирования не должна превышать максимально допустимого значения. При
Показатели качества
процесса автоматического регулирования
Величина перерегулирования не должна превышать максимально допустимого значения. При
Слайд 89Показатели качества
процесса автоматического регулирования
Погрешность регулирования - это отклонение регулируемой величины от заданного
Показатели качества
процесса автоматического регулирования
Погрешность регулирования - это отклонение регулируемой величины от заданного
Слайд 90АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
- Регуляторы прямого действия - приводятся в действие усилием развиваемым измерительной
АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
- Регуляторы прямого действия - приводятся в действие усилием развиваемым измерительной
Слайд 91АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
Регуляторы непрямого действия - в них усилие, возникающее в чувствительном элементе,
АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
Регуляторы непрямого действия - в них усилие, возникающее в чувствительном элементе,
Слайд 92АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
По роду энергии, применяемой для приведения в действие исполнительного механизма, регуляторы
АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
По роду энергии, применяемой для приведения в действие исполнительного механизма, регуляторы
Слайд 93АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
регуляторы прерывного действия - характеризуются тем, что при непрерывном изменении регулируемого
АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
регуляторы прерывного действия - характеризуются тем, что при непрерывном изменении регулируемого
Слайд 94АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
- Позиционные регуляторы - те, у которых регулирующий орган может занимать
АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
- Позиционные регуляторы - те, у которых регулирующий орган может занимать
Слайд 95АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
Слайд 96АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
- Интегральные (астатические) регуляторы (ИР) поддерживают регулируемую величину таким образом, что
АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
- Интегральные (астатические) регуляторы (ИР) поддерживают регулируемую величину таким образом, что
Слайд 97АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ

Слайд 98АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
- Пропорциональные (статические) регуляторы (ПрР) - те, у которых величина перемещения
АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
- Пропорциональные (статические) регуляторы (ПрР) - те, у которых величина перемещения
Слайд 99АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
Слайд 100АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
Зона регулирования - участок шкалы регулятора, выраженный в % от всей
АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
Зона регулирования - участок шкалы регулятора, выраженный в % от всей
Слайд 101АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
Настраивается регулятор вручную. Чем больше зона регулирования, тем на меньшую величину
АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
Настраивается регулятор вручную. Чем больше зона регулирования, тем на меньшую величину
Слайд 102АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
- Изодромные (пропорционально-интегральные) регуляторы (ИзР) в динамическом отношении подобны системе из
АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
- Изодромные (пропорционально-интегральные) регуляторы (ИзР) в динамическом отношении подобны системе из
Слайд 103АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
Затем регулирующий орган совершает дополнительное перемещение, необходимое для ликвидации возникшего отклонения
АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
Затем регулирующий орган совершает дополнительное перемещение, необходимое для ликвидации возникшего отклонения
Слайд 104АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
- Пропорционально-интегральные регуляторы с производной производят перемещение регулирующего органа пропорционально отклонению,
АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
- Пропорционально-интегральные регуляторы с производной производят перемещение регулирующего органа пропорционально отклонению,
Слайд 105АВТОМАТИЧЕСКИЕ СИСТЕМЫ
ПРОИЗВОДСТВ СТРОИТЕЛЬНЫХ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
АВТОМАТИЧЕСКИЕ СИСТЕМЫ
ПРОИЗВОДСТВ СТРОИТЕЛЬНЫХ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
Слайд 106АВТОМАТИЗАЦИЯ СКЛАДОВ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
Склады мелкодисперсных материалов подразделяются на закромные, бункерные и силосные,
АВТОМАТИЗАЦИЯ СКЛАДОВ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
Склады мелкодисперсных материалов подразделяются на закромные, бункерные и силосные,
Слайд 107АВТОМАТИЗАЦИЯ СКЛАДОВ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
Склады кусковых (крупнодисперсных) материалов можно подразделить следующим образом:
- по
АВТОМАТИЗАЦИЯ СКЛАДОВ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
Склады кусковых (крупнодисперсных) материалов можно подразделить следующим образом:
- по
Слайд 108АВТОМАТИЗАЦИЯ СКЛАДОВ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
- по методу загрузки могут быть склады с приемными
АВТОМАТИЗАЦИЯ СКЛАДОВ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
- по методу загрузки могут быть склады с приемными
Слайд 109АВТОМАТИЗАЦИЯ СКЛАДОВ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
- по методам разгрузки склады разделяются на разгружаемые методом
АВТОМАТИЗАЦИЯ СКЛАДОВ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
- по методам разгрузки склады разделяются на разгружаемые методом
Слайд 110АВТОМАТИЗАЦИЯ СКЛАДОВ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
Автоматизация этих складов заключается в автоматизированной выгрузке материалов из
АВТОМАТИЗАЦИЯ СКЛАДОВ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
Автоматизация этих складов заключается в автоматизированной выгрузке материалов из
Слайд 111АВТОМАТИЗАЦИЯ СКЛАДОВ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
На складах изделий (производимых или поступающих со стороны) погрузочно-разгрузочные
АВТОМАТИЗАЦИЯ СКЛАДОВ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
На складах изделий (производимых или поступающих со стороны) погрузочно-разгрузочные
Слайд 112АВТОМАТИЗАЦИЯ СКЛАДОВ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
Автоматизация складов изделий может быть осуществлена на основе программно-дистанционного
АВТОМАТИЗАЦИЯ СКЛАДОВ
МАТЕРИАЛОВ И ИЗДЕЛИЙ
Автоматизация складов изделий может быть осуществлена на основе программно-дистанционного
Слайд 113АВТОМАТИЗАЦИЯ
ТРАНСПОРТНЫХ СРЕДСТВ
На предприятиях стройиндустрии широко используется различного вида транспортные средства (ТС) непрерывного
АВТОМАТИЗАЦИЯ
ТРАНСПОРТНЫХ СРЕДСТВ
На предприятиях стройиндустрии широко используется различного вида транспортные средства (ТС) непрерывного
Слайд 114АВТОМАТИЗАЦИЯ
ТРАНСПОРТНЫХ СРЕДСТВ
При автоматизации ТС НД необходимо обеспечить: последовательный пуск механизмов тракта в
АВТОМАТИЗАЦИЯ
ТРАНСПОРТНЫХ СРЕДСТВ
При автоматизации ТС НД необходимо обеспечить: последовательный пуск механизмов тракта в
Слайд 115АВТОМАТИЗАЦИЯ
ТРАНСПОРТНЫХ СРЕДСТВ
ТС периодического действия (ТС ПД) характеризуются наличием рабочего и холостого ходов,
АВТОМАТИЗАЦИЯ
ТРАНСПОРТНЫХ СРЕДСТВ
ТС периодического действия (ТС ПД) характеризуются наличием рабочего и холостого ходов,
Слайд 116АВТОМАТИЗАЦИЯ
ТРАНСПОРТНЫХ СРЕДСТВ
Основным технологическим требованием, связанным с автоматизацией процесса транспорта грузов, является точная
АВТОМАТИЗАЦИЯ
ТРАНСПОРТНЫХ СРЕДСТВ
Основным технологическим требованием, связанным с автоматизацией процесса транспорта грузов, является точная
Слайд 117Автоматизированный контроль и сигнализация
работы конвейерного транспорта
Автоматизированный контроль конвейерного транспорта предусматривает контроль скорости
Автоматизированный контроль и сигнализация
работы конвейерного транспорта
Автоматизированный контроль конвейерного транспорта предусматривает контроль скорости
Слайд 118Автоматизированный контроль и сигнализация
работы конвейерного транспорта
Автоматизированная сигнализация конвейерного транспорта в основном выполняет
Автоматизированный контроль и сигнализация
работы конвейерного транспорта
Автоматизированная сигнализация конвейерного транспорта в основном выполняет
Слайд 119Автоматизированный контроль и сигнализация
работы конвейерного транспорта
При пуске удаленных от оператора механизмов обычно
Автоматизированный контроль и сигнализация
работы конвейерного транспорта
При пуске удаленных от оператора механизмов обычно
Слайд 120
Автоматизированное управление
конвейерным транспортом
На примере конвейерной линии транспортировки материала из накопительного бункера
Автоматизированное управление
конвейерным транспортом
На примере конвейерной линии транспортировки материала из накопительного бункера
Слайд 121Автоматизированное управление
конвейерным транспортом
Автоматизированное управление
конвейерным транспортом

Слайд 122Автоматизированное управление
конвейерным транспортом
Наиболее эффективным является пуск конвейерной линии по скорости и
Автоматизированное управление
конвейерным транспортом
Наиболее эффективным является пуск конвейерной линии по скорости и
Слайд 123Автоматизированное управление
конвейерным транспортом
Подробнее: Входной ИМ М1 блокируется с пусковым элементом (сигнала
Автоматизированное управление
конвейерным транспортом
Подробнее: Входной ИМ М1 блокируется с пусковым элементом (сигнала
Слайд 124
Системы управления
мостовыми и козловыми кранами
В зависимости от степени автоматизации рабочих процессов системы
Системы управления
мостовыми и козловыми кранами
В зависимости от степени автоматизации рабочих процессов системы
Слайд 125Системы управления
мостовыми и козловыми кранами
В автоматизированных системах выполняется определенный комплекс операций по
Системы управления
мостовыми и козловыми кранами
В автоматизированных системах выполняется определенный комплекс операций по
Слайд 126Системы управления
мостовыми и козловыми кранами
В полуавтоматизированных системах может осуществляться местное или дистанционное
Системы управления
мостовыми и козловыми кранами
В полуавтоматизированных системах может осуществляться местное или дистанционное
Слайд 127Системы управления
мостовыми и козловыми кранами
Поэтому получили распространение также системы телеуправления кранами (проводные
Системы управления
мостовыми и козловыми кранами
Поэтому получили распространение также системы телеуправления кранами (проводные
Слайд 128
АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДРОБЛЕНИЯ И СОРТИРОВКИ
Основными технологическими процессами дробильно-сортировочных и составных цехов являются
АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДРОБЛЕНИЯ И СОРТИРОВКИ
Основными технологическими процессами дробильно-сортировочных и составных цехов являются
Слайд 129АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДРОБЛЕНИЯ И СОРТИРОВКИ
Автоматизация технологических процессов дробильно-сортировочных и составных цехов и
АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДРОБЛЕНИЯ И СОРТИРОВКИ
Автоматизация технологических процессов дробильно-сортировочных и составных цехов и
Слайд 130АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДРОБЛЕНИЯ И СОРТИРОВКИ
- автоматизированное управление пуском и остановкой в заданной
АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДРОБЛЕНИЯ И СОРТИРОВКИ
- автоматизированное управление пуском и остановкой в заданной
Слайд 131АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДРОБЛЕНИЯ И СОРТИРОВКИ
- автоматизированную защиту и блокировку от перегрева
АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДРОБЛЕНИЯ И СОРТИРОВКИ
- автоматизированную защиту и блокировку от перегрева
Слайд 132АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДРОБЛЕНИЯ И СОРТИРОВКИ
Автоматизированное регулирование производительности дробилок
Задача автоматизированного регулирования процесса
АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДРОБЛЕНИЯ И СОРТИРОВКИ
Автоматизированное регулирование производительности дробилок
Задача автоматизированного регулирования процесса
Слайд 133АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДРОБЛЕНИЯ И СОРТИРОВКИ
Разработана универсальная комбинированная система автоматизированного регулирования по трем
АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДРОБЛЕНИЯ И СОРТИРОВКИ
Разработана универсальная комбинированная система автоматизированного регулирования по трем
Слайд 134АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДОЗИРОВАНИЯ И ВЗВЕШИВАНИЯ
Дозаторы дискретного действия обеспечивают автоматизацию циклических процессов производства и
АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДОЗИРОВАНИЯ И ВЗВЕШИВАНИЯ
Дозаторы дискретного действия обеспечивают автоматизацию циклических процессов производства и
Слайд 135АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДОЗИРОВАНИЯ И ВЗВЕШИВАНИЯ
Весовые дозаторы непрерывного действия предназначены для выдачи определенной массы
АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДОЗИРОВАНИЯ И ВЗВЕШИВАНИЯ
Весовые дозаторы непрерывного действия предназначены для выдачи определенной массы
Слайд 136АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДОЗИРОВАНИЯ И ВЗВЕШИВАНИЯ
Автоматизированные конвейерные весы - предназначаются для взвешивания материала, движущегося
АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДОЗИРОВАНИЯ И ВЗВЕШИВАНИЯ
Автоматизированные конвейерные весы - предназначаются для взвешивания материала, движущегося
Слайд 137АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДОЗИРОВАНИЯ И ВЗВЕШИВАНИЯ
Конвейерные весы с дискретной системой регистрации основаны на взвешивании
АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДОЗИРОВАНИЯ И ВЗВЕШИВАНИЯ
Конвейерные весы с дискретной системой регистрации основаны на взвешивании
Слайд 138АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДОЗИРОВАНИЯ И ВЗВЕШИВАНИЯ
Конвейерные весы с непрерывной системой регистрации предназначены для определения
АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ДОЗИРОВАНИЯ И ВЗВЕШИВАНИЯ
Конвейерные весы с непрерывной системой регистрации предназначены для определения
Слайд 139Автоматическое взвешивание
материалов в железнодорожных вагонах
и автотранспорте
Автоматическое взвешивание материалов в вагонах
Автоматическое взвешивание
материалов в железнодорожных вагонах
и автотранспорте
Автоматическое взвешивание материалов в вагонах
Слайд 140Автоматическое взвешивание
материалов в железнодорожных вагонах
и автотранспорте
а) весы, у которых длина
Автоматическое взвешивание
материалов в железнодорожных вагонах
и автотранспорте
а) весы, у которых длина
Слайд 141
АВТОМАТИЗАЦИЯ СМЕСИТЕЛЬНОГО ОБОРУДОВАНИЯ
В зависимости от условий поступления сырья смесители могут быть непрерывного
АВТОМАТИЗАЦИЯ СМЕСИТЕЛЬНОГО ОБОРУДОВАНИЯ
В зависимости от условий поступления сырья смесители могут быть непрерывного
Слайд 142АВТОМАТИЗАЦИЯ СМЕСИТЕЛЬНОГО ОБОРУДОВАНИЯ
Смесители принудительного перемешивания работают по принципу противотока; в них используются
АВТОМАТИЗАЦИЯ СМЕСИТЕЛЬНОГО ОБОРУДОВАНИЯ
Смесители принудительного перемешивания работают по принципу противотока; в них используются
Слайд 143АВТОМАТИЗАЦИЯ СМЕСИТЕЛЬНОГО ОБОРУДОВАНИЯ
В гравитационных смесителях происходит переме- шивание компонентов смеси при свободном
АВТОМАТИЗАЦИЯ СМЕСИТЕЛЬНОГО ОБОРУДОВАНИЯ
В гравитационных смесителях происходит переме- шивание компонентов смеси при свободном
Слайд 144
Автоматическое регулирование
вязкости бетонной смеси
Автоматическое управление смесительными установками осуществляется:
в функции времени,
с контролем
Автоматическое регулирование
вязкости бетонной смеси
Автоматическое управление смесительными установками осуществляется:
в функции времени,
с контролем
Слайд 145Автоматическое регулирование
вязкости бетонной смеси
При высокой точности дозирования компонентов водоцементное соотношение бетонной
Автоматическое регулирование
вязкости бетонной смеси
При высокой точности дозирования компонентов водоцементное соотношение бетонной
Слайд 146Автоматическое регулирование
вязкости бетонной смеси
Если измерять мощность, потребляемую электродвигателем смесителя, при трех
Автоматическое регулирование
вязкости бетонной смеси
Если измерять мощность, потребляемую электродвигателем смесителя, при трех
Слайд 147Автоматическое регулирование
вязкости бетонной смеси
При работающем двигателе смешивающего механизма МС в бетоносмеситель
Автоматическое регулирование
вязкости бетонной смеси
При работающем двигателе смешивающего механизма МС в бетоносмеситель
Слайд 148Автоматическое регулирование
вязкости бетонной смеси
(МС – привод смесителя, ЭВ – электомагнитный вентиль,
Автоматическое регулирование
вязкости бетонной смеси
(МС – привод смесителя, ЭВ – электомагнитный вентиль,
Слайд 149Автоматическое регулирование
вязкости бетонной смеси
В начале цикла в смеситель подается некоторая начальная
Автоматическое регулирование
вязкости бетонной смеси
В начале цикла в смеситель подается некоторая начальная
Слайд 150Автоматическое регулирование
вязкости бетонной смеси
Аналогично последовательно во времени фиксируется значения Р2, ∆В2,
Автоматическое регулирование
вязкости бетонной смеси
Аналогично последовательно во времени фиксируется значения Р2, ∆В2,
Слайд 151
Автоматизация тепловлажностной
обработки изделий с контролем прочности
Более 90% продукции заводов сборного железо-
Автоматизация тепловлажностной
обработки изделий с контролем прочности
Более 90% продукции заводов сборного железо-
Слайд 152Автоматизация тепловлажностной
обработки изделий с контролем прочности
За цикл пропаривания изделий осуществляются следующие операции
Автоматизация тепловлажностной
обработки изделий с контролем прочности
За цикл пропаривания изделий осуществляются следующие операции
Слайд 153Автоматизация тепловлажностной
обработки изделий с контролем прочности
Автоматическое управление процессами тепловой обработки материалов и
Автоматизация тепловлажностной
обработки изделий с контролем прочности
Автоматическое управление процессами тепловой обработки материалов и
Слайд 154
Автоматизация тепловлажностной
обработки изделий с контролем прочности
В первом случае регулируемыми параметрами являются
Автоматизация тепловлажностной
обработки изделий с контролем прочности
В первом случае регулируемыми параметрами являются
Слайд 155Автоматизация тепловлажностной
обработки изделий с контролем прочности
Автоматизация процессов регулирования подачи пара в зависимости
Автоматизация тепловлажностной
обработки изделий с контролем прочности
Автоматизация процессов регулирования подачи пара в зависимости
Слайд 156Автоматизация тепловлажностной
обработки изделий с контролем прочности
Считается, что выполнение заданной программы регулирования температуры
Автоматизация тепловлажностной
обработки изделий с контролем прочности
Считается, что выполнение заданной программы регулирования температуры
Слайд 157Автоматизация тепловлажностной
обработки изделий с контролем прочности
Имеется ряд предложений по применению физических методов
Автоматизация тепловлажностной
обработки изделий с контролем прочности
Имеется ряд предложений по применению физических методов
Слайд 158Автоматизация тепловлажностной
обработки изделий с контролем прочности
В основу аналитического определения прочности бетона, твердеющего
Автоматизация тепловлажностной
обработки изделий с контролем прочности
В основу аналитического определения прочности бетона, твердеющего
Слайд 159Автоматизация тепловлажностной
обработки изделий с контролем прочности
Значение температурно-временного эквивалента имеет вид t
ε
Автоматизация тепловлажностной
обработки изделий с контролем прочности
Значение температурно-временного эквивалента имеет вид t
ε
Слайд 160Автоматизация тепловлажностной
обработки изделий с контролем прочности
Зависимость прочности бетона от температурно-временного эквивалента выражена
Автоматизация тепловлажностной
обработки изделий с контролем прочности
Зависимость прочности бетона от температурно-временного эквивалента выражена
Слайд 161Автоматизация тепловлажностной
обработки изделий с контролем прочности
На основании этих формул составлен алгоритм функционирования
Автоматизация тепловлажностной
обработки изделий с контролем прочности
На основании этих формул составлен алгоритм функционирования
Слайд 162Автоматизация тепловлажностной
обработки изделий с контролем прочности
Автоматизация тепловлажностной
обработки изделий с контролем прочности
Слайд 163Автоматизация тепловлажностной
обработки изделий с контролем прочности
Изделие 2 с установленным в бетон датчиком
Автоматизация тепловлажностной
обработки изделий с контролем прочности
Изделие 2 с установленным в бетон датчиком
Слайд 164Автоматизация тепловлажностной
обработки изделий с контролем прочности
Сигнал от степенного устройства поступает на интегратор
Автоматизация тепловлажностной
обработки изделий с контролем прочности
Сигнал от степенного устройства поступает на интегратор
Слайд 165Автоматизация тепловлажностной
обработки изделий с контролем прочности
Продолжительность работы устройства не ограничена. С внедрением
Автоматизация тепловлажностной
обработки изделий с контролем прочности
Продолжительность работы устройства не ограничена. С внедрением
Слайд 166Многоканальное регулирование
параметров тепловых установок
Одним из способов снижения затрат на аппаратуру автоматики, а
Многоканальное регулирование
параметров тепловых установок
Одним из способов снижения затрат на аппаратуру автоматики, а
Слайд 167Многоканальное регулирование
параметров тепловых установок
Интервалы времени, через которое осуществляется присоединение объекта управления к
Многоканальное регулирование
параметров тепловых установок
Интервалы времени, через которое осуществляется присоединение объекта управления к
 Понятие реестра ОС. Типичные примеры использования.
Понятие реестра ОС. Типичные примеры использования. Каждый ребенок имеет право
Каждый ребенок имеет право Engineer. Мультиформатный ресторанный проект для молодежного и семейного отдыха
Engineer. Мультиформатный ресторанный проект для молодежного и семейного отдыха Автоматизированная информационная система
Автоматизированная информационная система Комплексная работа. Игрушка Робот-трансформер
Комплексная работа. Игрушка Робот-трансформер Методы управления The Walt Disney Company
Методы управления The Walt Disney Company Photoshop. Конкурс. Supermen - GGG
Photoshop. Конкурс. Supermen - GGG Электрические явления
Электрические явления Добыча соли
Добыча соли Мой дом – моё село!
Мой дом – моё село! Презентация на тему ВАВИЛОНСКИЙ ЦАРЬ ХАММУРАПИ И ЕГО ЗАКОНЫ
Презентация на тему ВАВИЛОНСКИЙ ЦАРЬ ХАММУРАПИ И ЕГО ЗАКОНЫ  Лекция 4. Эволюция.
Лекция 4. Эволюция. Проект команды Black Box
Проект команды Black Box 3 Зміст та оформлення структурних елементів роботи
3 Зміст та оформлення структурних елементів роботи Употребление алкоголя
Употребление алкоголя Аксонометрия. Часть 1
Аксонометрия. Часть 1 Что в имени моём?
Что в имени моём? презентация ПОРТФЕЛЬ
презентация ПОРТФЕЛЬ Организация кабинета психолога
Организация кабинета психолога Конечные автоматы
Конечные автоматы Молодёжный сленг
Молодёжный сленг Маркетинговое исследование
Маркетинговое исследование Пустыня Сахара
Пустыня Сахара Презентация18 (2)
Презентация18 (2) Делийский султанат
Делийский султанат Презентация "Васнецов В.Богатыри" - скачать презентации по МХК
Презентация "Васнецов В.Богатыри" - скачать презентации по МХК Тематическая область и межотраслевые стратегии: многосторонняя схема финансирования программы СВОД-плюс
Тематическая область и межотраслевые стратегии: многосторонняя схема финансирования программы СВОД-плюс Пермь – культурная столица Европы
Пермь – культурная столица Европы