- Автоматизации производственных процессов

Содержание
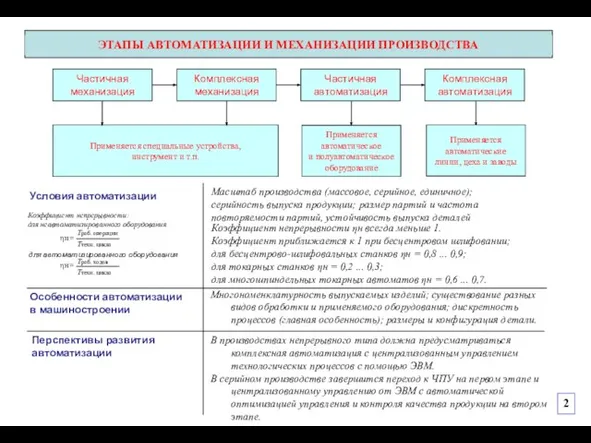
- 2. 2 Частичная механизация Комплексная механизация Частичная автоматизация Комплексная автоматизация Применяется специальные устройства, инструмент и т.п. Применяется
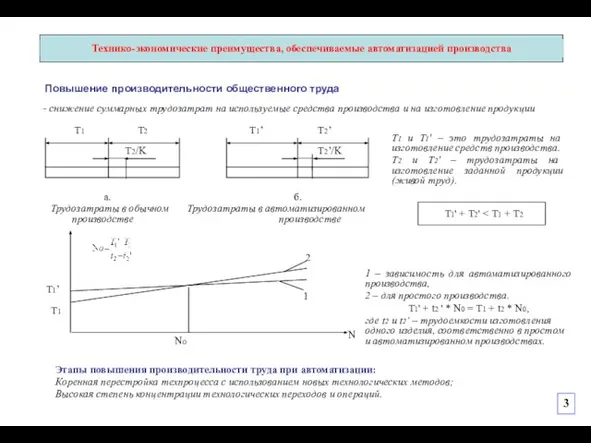
- 3. - снижение суммарных трудозатрат на используемые средства производства и на изготовление продукции а. б. Трудозатраты в
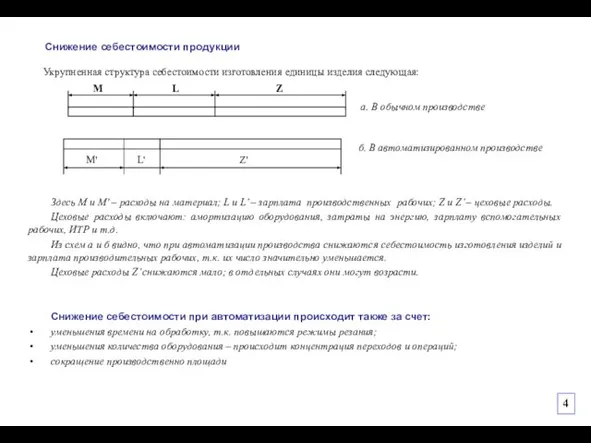
- 4. Здесь М и М' – расходы на материал; L и L’ – зарплата производственных рабочих; Z
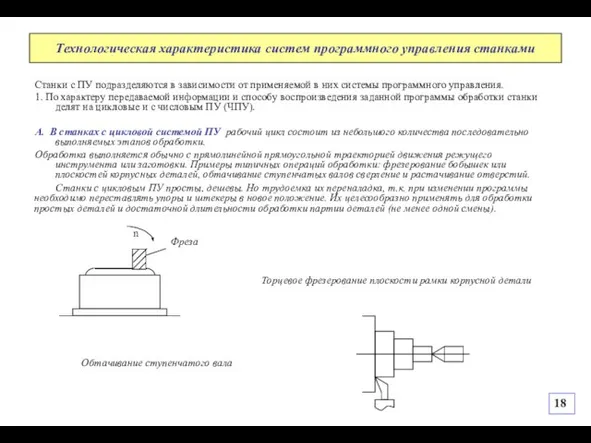
- 5. Повышение качества продукции. При автоматизации качество изделий повышают, уменьшая или полностью устраняя влияние субъективных факторов. Здесь
- 6. Оценка повышения производительности операции при автоматизации ТРУДОЕМКОСТЬ (Тe) характеризуется количеством затраченного труда на выполнение отдельной детали,
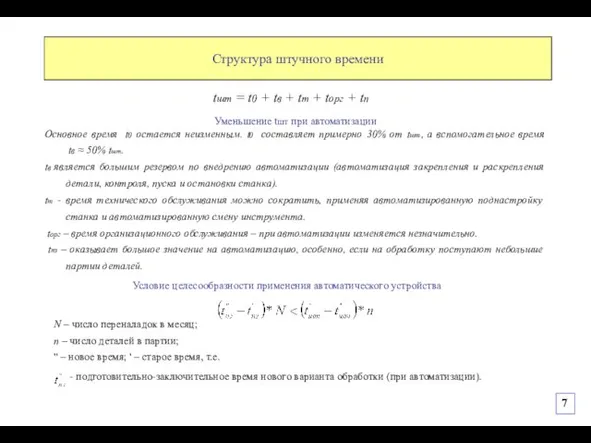
- 7. Уменьшение tшт при автоматизации Основное время t0 остается неизменным. t0 составляет примерно 30% от tшт, а
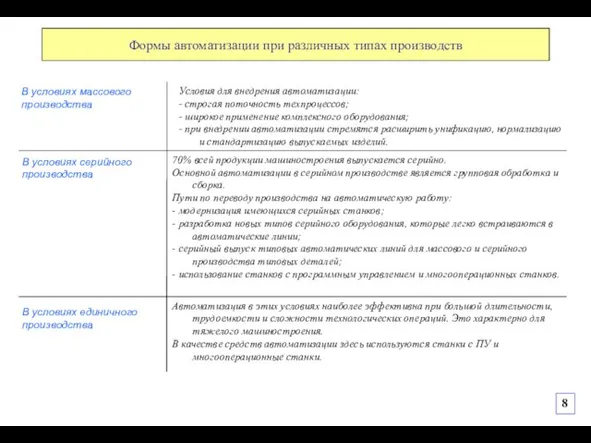
- 8. Автоматизация в этих условиях наиболее эффективна при большой длительности, трудоемкости и сложности технологических операций. Это характерно
- 9. ХАРАКТЕРИСТИКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПРИ АВТОМАТИЗАЦИИ ТЕХПРОЦЕССЫ ПО НЕПРЕРЫВНОСТИ ВЫПОЛНЕНИЯ РАБОТЫ ТЕХПРОЦЕССЫ ПО ХАРАКТЕРУ ОРИЕНТАЦИИ ИЗДЕЛИЙ 9
- 10. ТЕХПРОЦЕССЫ ПО ХАРАКТЕРУ ОРИЕНТАЦИИ ИЗДЕЛИЙ Процессы, при выполнении которых не требуется ориентация заготовки 10 С обязательной
- 11. ТЕХПРОЦЕССЫ ПО НЕПРЕРЫВНОСТИ ВЫПОЛНЕНИЯ РАБОТЫ При производстве штучных изделий процессы при выполнении каждой операции периодически прерываются.
- 12. Варианты технологических процессов изготовления валов в условиях массового (поточного) производства а) распределение технологического процесса по позициям
- 13. КОМПОНОВАЧНЫЕ ВАРИАНТЫ ОДНОПОТОЧНЫХ АВТОМАТИЧЕСКИХ ЛИНИЙ ДЛЯ ИЗГОТОВЛЕНИЯ ВАЛОВ 13 1) накопители; 2) станок; 3) конвейер. а)
- 14. Системы автоматизации и их технологическая характеристика Система автоматизации по принципу действия и технологическому обеспечению заданного качества
- 15. 2. Рефлекторные системы автоматизации. Технологический процесс осуществляется по заранее намеченной программе. Продолжительность цикла работы не выдерживается
- 16. Структурная схема адаптивной системы 1 - технологическая система, 2 - встроенный датчик, 3 - сравнивающее устройство,
- 17. ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ПУ) Технологические преимущества станков с ПУ Станки с ПУ
- 18. Технологическая характеристика систем программного управления станками Станки с ПУ подразделяются в зависимости от применяемой в них
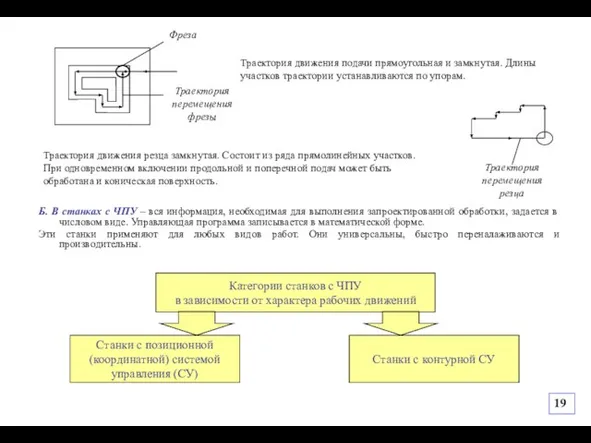
- 19. Б. В станках с ЧПУ – вся информация, необходимая для выполнения запроектированной обработки, задается в числовом
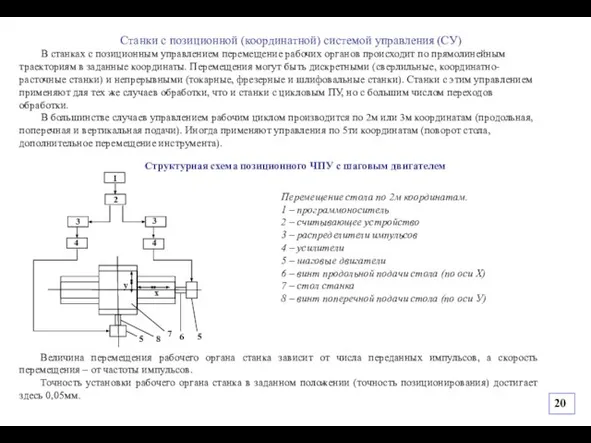
- 20. Перемещение стола по 2м координатам. 1 – программоноситель 2 – считывающее устройство 3 – распределители импульсов
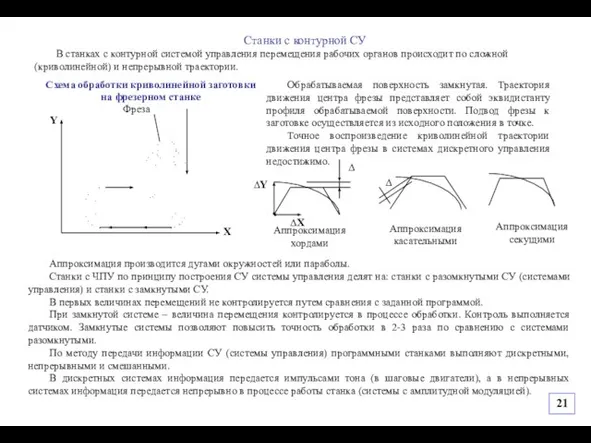
- 21. Схема обработки криволинейной заготовки на фрезерном станке Обрабатываемая поверхность замкнутая. Траектория движения центра фрезы представляет собой
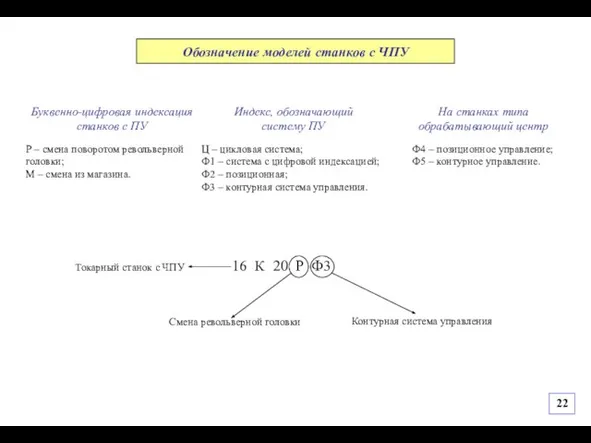
- 22. Обозначение моделей станков с ЧПУ Контурная система управления Смена револьверной головки Токарный станок с ЧПУ 16
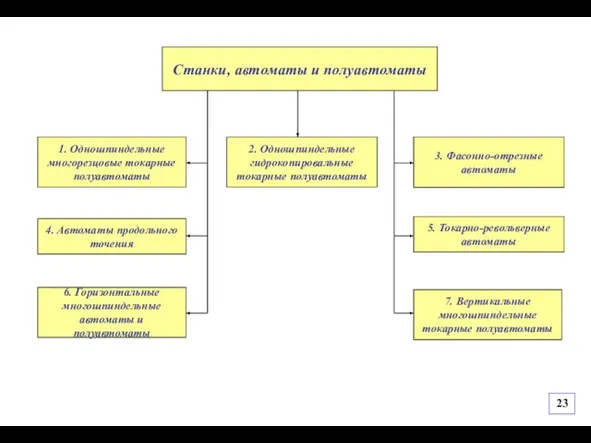
- 23. 1. Одношпиндельные многорезцовые токарные полуавтоматы 2. Одношпиндельные гидрокопировальные токарные полуавтоматы 3. Фасонно-отрезные автоматы 4. Автоматы продольного
- 24. Эти станки имеют 2 суппорта. Передний (продольный) суппорт имеет только продольную подачу. На нем установлены проходные
- 25. На этих станках основной профиль заготовки обрабатывается одним резцом, установленным на поперечных салазках копировального суппорта. Этот
- 26. Их применяют для обработки простых деталей небольших диаметров (3 - 20) и длины (это валики, кольца
- 27. На них обрабатывают детали из стали и цветных металлов сложной формы диаметром до 22 мм и
- 28. Это различные крепежные детали, втулки, валики. На них обрабатывают смежные детали диаметром от 8 до 63
- 29. Их применяют для изготовления деталей из калиброванных прутков, труб разного сечения и штучных заготовок (валики, втулки,
- 30. Вертикальные многошпиндельные токарные полуавтоматы предназначены для обработки штучных заготовок. Различают полуавтоматы последовательного и непрерывного (параллельного) действия.
- 31. Агрегатными станками называются станки, скомпонованные из унифицированных узлов и механизмов определенного целевого назначения. Из этих узлов
- 32. 1. Они наиболее эффективны при обработке сложных и трудоемких деталей (корпусные детали – блоки цилиндров, головки
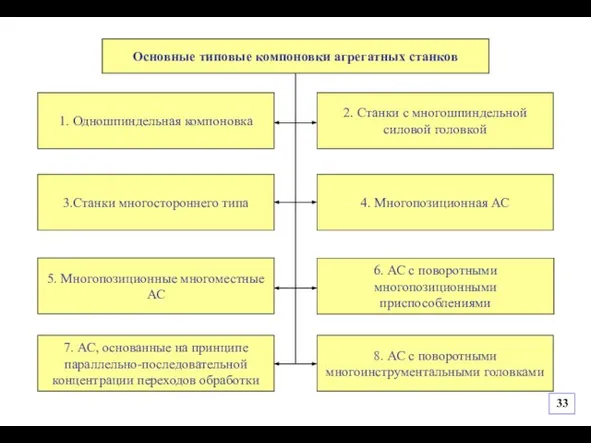
- 33. 8. АС с поворотными многоинструментальными головками Основные типовые компоновки агрегатных станков 1. Одношпиндельная компоновка 2. Станки
- 34. 1. Одношпиндельная компоновка Это наименее производительная компоновка. Ее преимущество – возможность быстрой сборки станка для любой
- 35. 2. Станки с многошпиндельной силовой головкой Здесь также могут применяться многолезвийные инструменты. 2 – многошпиндельная головка
- 36. 3. Станки многостороннего типа Здесь параллельно (одновременно) работают несколько многошпиндельных силовых головок – 2, 3 и
- 37. 4. Многопозиционная АС Эти станки имеют или круглый стол с вертикальной осью поворота, или барабан с
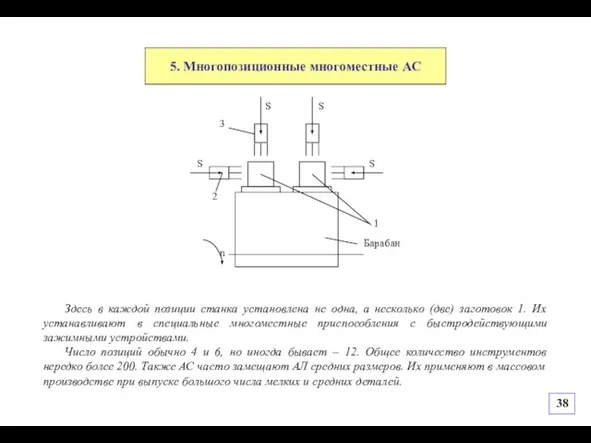
- 38. 5. Многопозиционные многоместные АС Здесь в каждой позиции станка установлена не одна, а несколько (две) заготовок
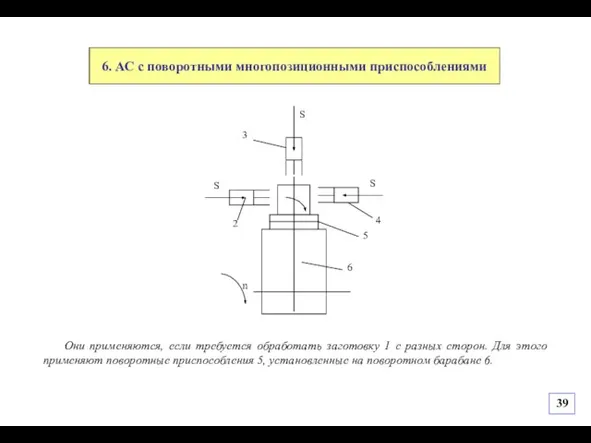
- 39. 6. АС с поворотными многопозиционными приспособлениями Они применяются, если требуется обработать заготовку 1 с разных сторон.
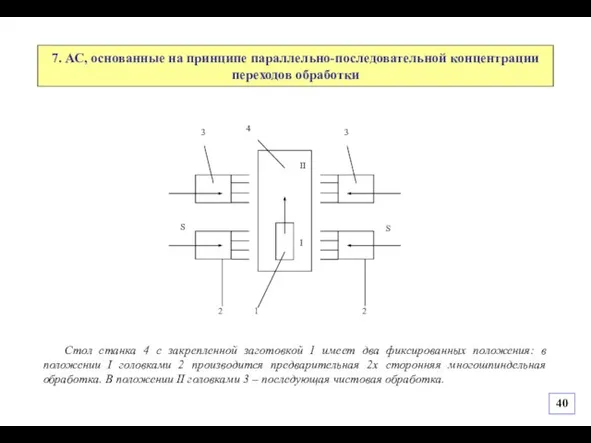
- 40. 7. АС, основанные на принципе параллельно-последовательной концентрации переходов обработки Стол станка 4 с закрепленной заготовкой 1
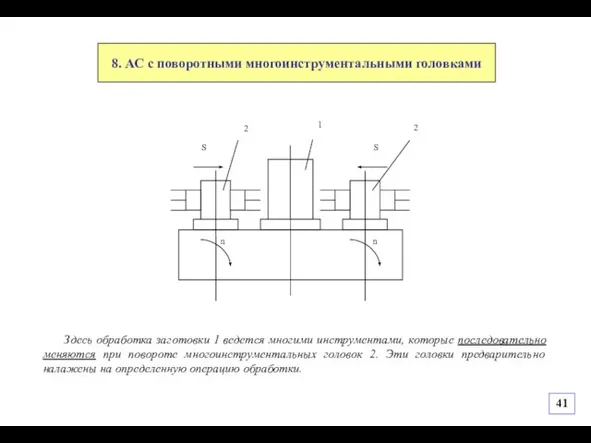
- 41. 8. АС с поворотными многоинструментальными головками Здесь обработка заготовки 1 ведется многими инструментами, которые последовательно меняются
- 42. Автоматическая линия (АЛ) – это система автоматически действующих станков, связанных транспортирующими устройствами, и имеющая единое управляющее
- 43. Устройства управления линией Основные типы автоматических линий и их технологические возможности Основными составными частями автоматических линий
- 44. С непрерывной подачей исходных материалов и поштучной выдачей готовых изделий (производство металлокерамических и пластмассовых изделий при
- 45. По принципу работы: Классификация АЛ с поштучной подачей заготовок и поштучной выдачей готовых деталей По характеру
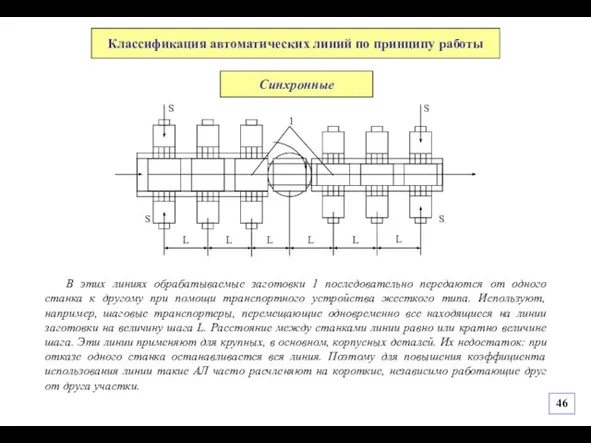
- 46. В этих линиях обрабатываемые заготовки 1 последовательно передаются от одного станка к другому при помощи транспортного
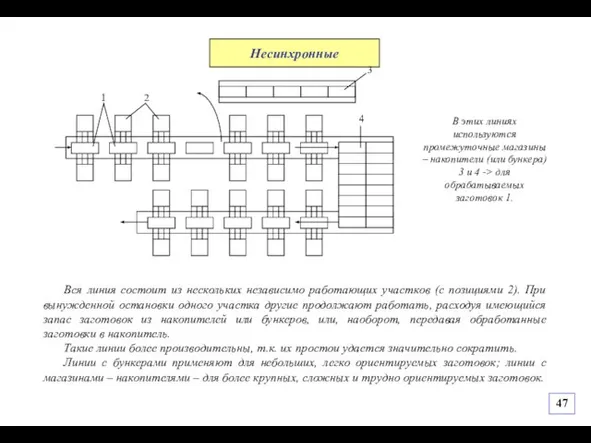
- 47. Несинхронные Вся линия состоит из нескольких независимо работающих участков (с позициями 2). При вынужденной остановки одного
- 48. На этих линиях заготовки имеют достаточно развитую и чисто обработанную нижнюю плоскость или цилиндрическую поверхность, которыми
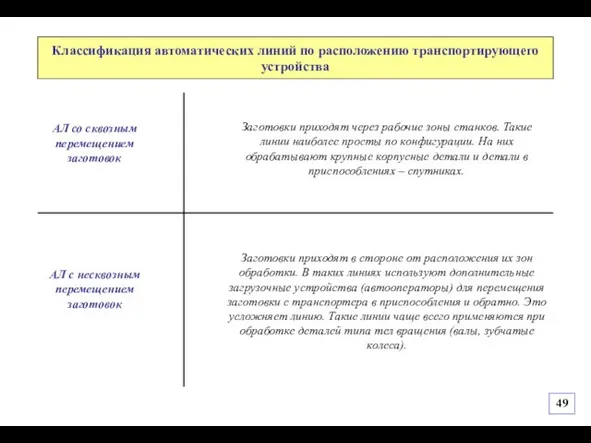
- 49. Заготовки приходят в стороне от расположения их зон обработки. В таких линиях используют дополнительные загрузочные устройства
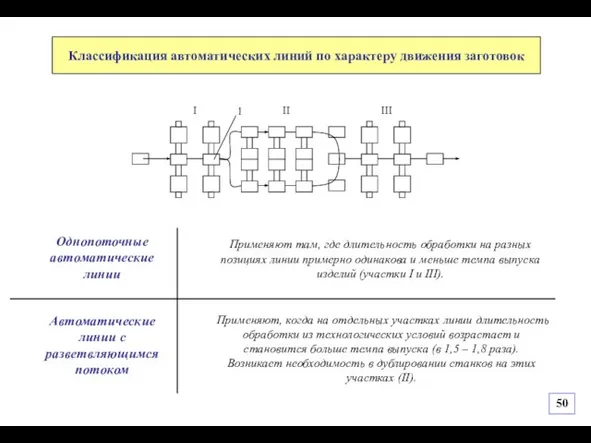
- 50. Применяют, когда на отдельных участках линии длительность обработки из технологических условий возрастает и становится больше темпа
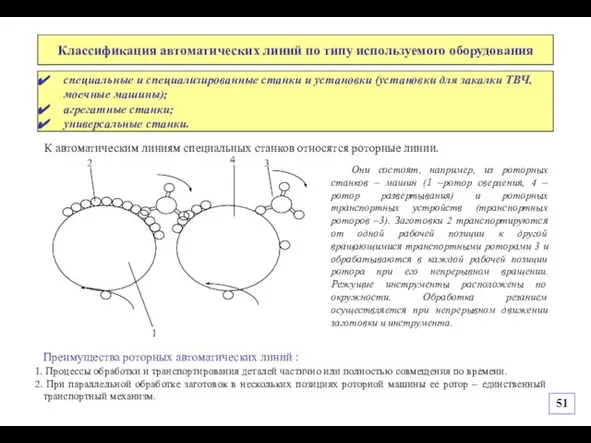
- 51. специальные и специализированные станки и установки (установки для закалки ТВЧ, моечные машины); агрегатные станки; универсальные станки.
- 52. Оборудование автоматических линий устройства для перемещения деталей накопители заделов устройства для отвода стружки шаговый штанговый транспортер
- 53. Устройства для перемещения деталей Для перемещения заготовок с одной позиции на другую применяют различные транспортные устройства:
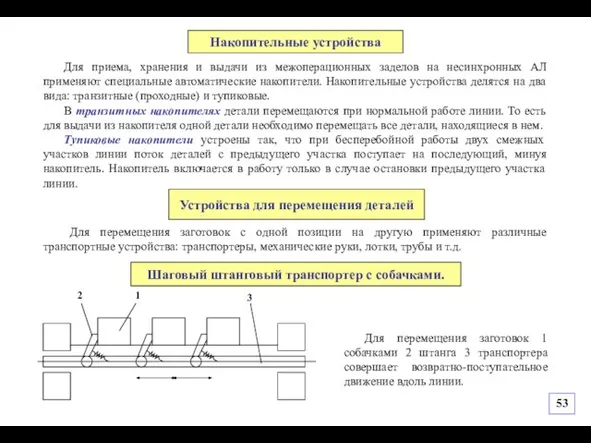
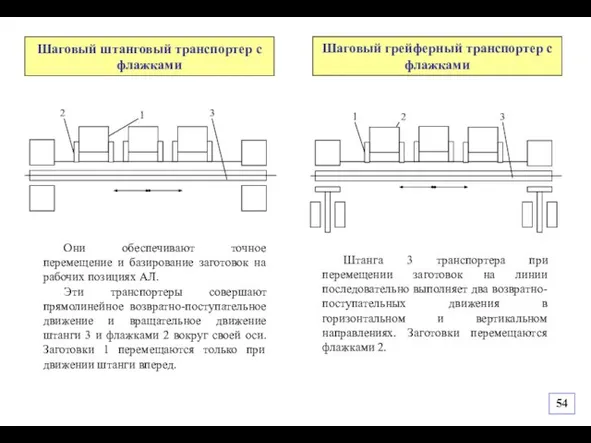
- 54. Шаговый штанговый транспортер с флажками Они обеспечивают точное перемещение и базирование заготовок на рабочих позициях АЛ.
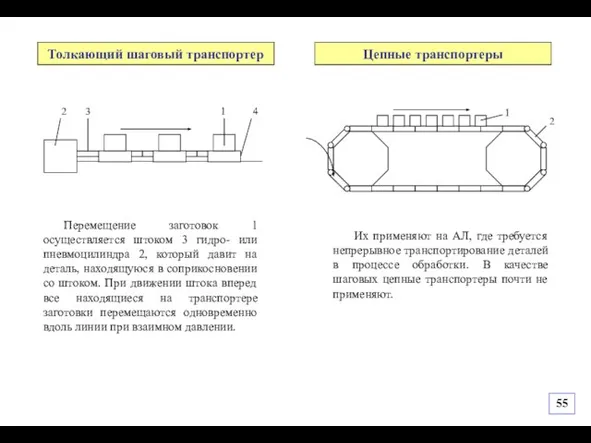
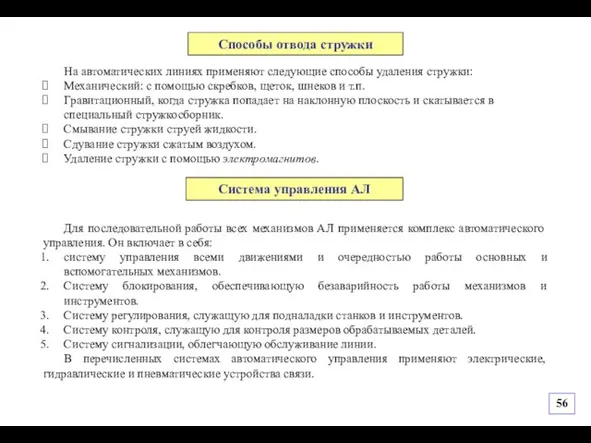
- 55. Толкающий шаговый транспортер Перемещение заготовок 1 осуществляется штоком 3 гидро- или пневмоцилиндра 2, который давит на
- 56. На автоматических линиях применяют следующие способы удаления стружки: Механический: с помощью скребков, щеток, шнеков и т.п.
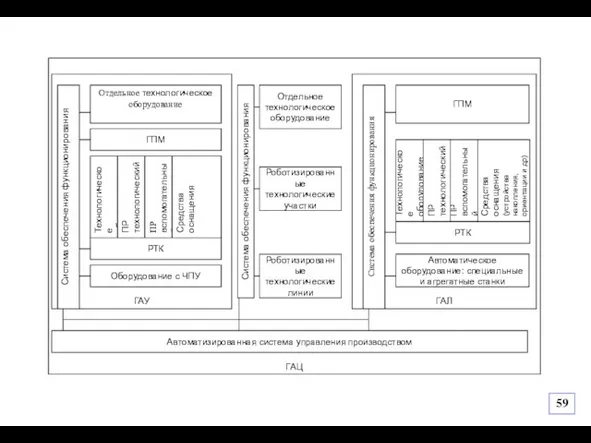
- 57. Гибкими производственными системами (ГПС) называют совокупность металлообрабатывающего и вспомогательного оборудования (транспортного, накопительного, погрузочно-разгрузочного и т.д.), работающего
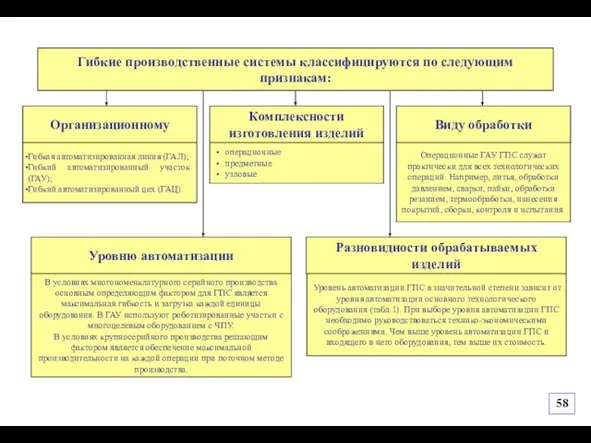
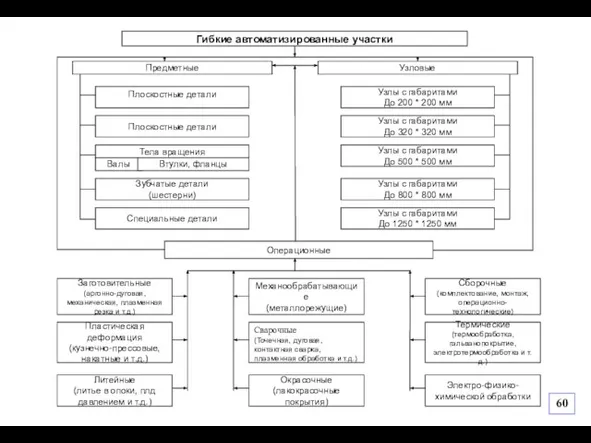
- 58. Гибкие производственные системы классифицируются по следующим признакам: Организационному Комплексности изготовления изделий Виду обработки Разновидности обрабатываемых изделий
- 59. 59
- 60. 60
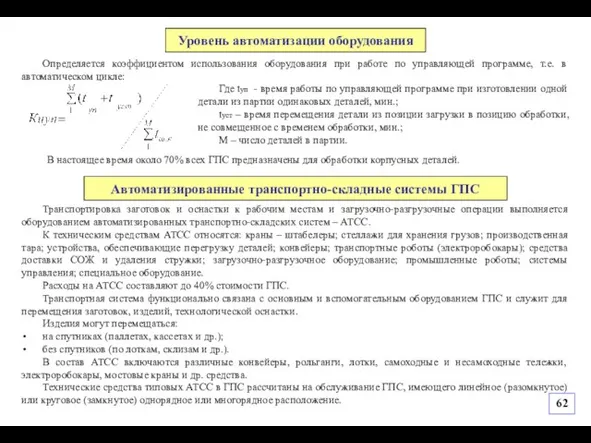
- 61. Это показатель, равный отношению времени автоматической работы оборудования к общему времени его использования. В это комплексное
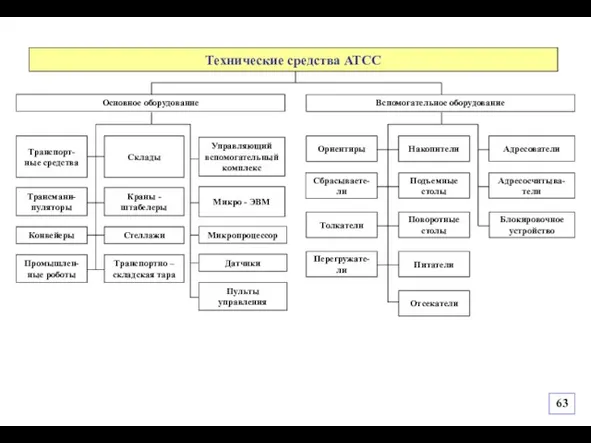
- 62. Транспортировка заготовок и оснастки к рабочим местам и загрузочно-разгрузочные операции выполняется оборудованием автоматизированных транспортно-складских систем –
- 63. 63
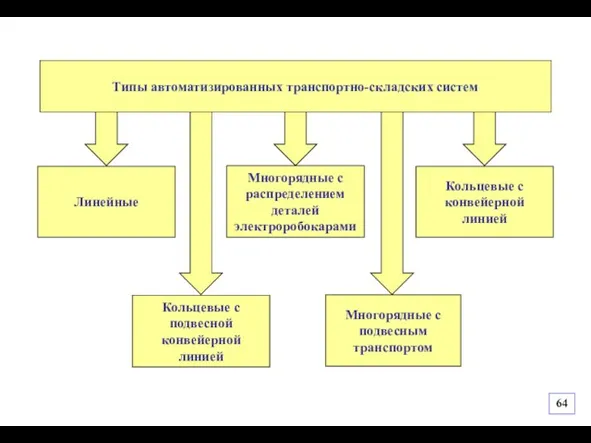
- 64. Типы автоматизированных транспортно-складских систем Линейные Многорядные с распределением деталей электроробокарами Кольцевые с конвейерной линией Кольцевые с
- 65. При линейном расположении оборудование (рис. а) заготовки, обрабатываемые детали и технологическое обеспечение укладывается в тару вне
- 66. а – линейного типа на базе кранов-штабелеров и напольного оборудования, б – многорядного типа на базе
- 67. Складские системы ГПС предназначены для хранения у станков или на участке необходимого количества заготовок, режущего и
- 68. Наибольшее распространение в качестве средств автоматизации загрузочно-разгрузочных операций для ГПС механообработки получили промышленные роботы. Роботы используются
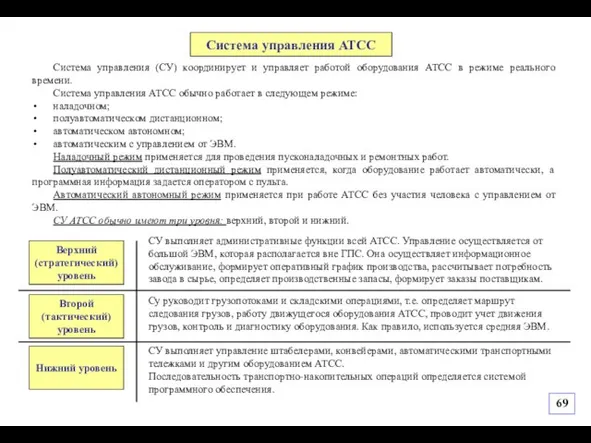
- 69. Система управления (СУ) координирует и управляет работой оборудования АТСС в режиме реального времени. Система управления АТСС
- 71. Скачать презентацию
Слайд 22
Частичная
механизация
Комплексная
механизация
Частичная
автоматизация
Комплексная
автоматизация
Применяется специальные устройства,
инструмент и т.п.
Применяется
автоматическое
и полуавтоматическое
оборудование
Применяется
автоматические
линии, цеха и заводы
Условия автоматизации
Масштаб
2
Частичная
механизация
Комплексная
механизация
Частичная
автоматизация
Комплексная
автоматизация
Применяется специальные устройства,
инструмент и т.п.
Применяется
автоматическое
и полуавтоматическое
оборудование
Применяется
автоматические
линии, цеха и заводы
Условия автоматизации
Масштаб
Слайд 3- снижение суммарных трудозатрат на используемые средства производства и на изготовление продукции
- снижение суммарных трудозатрат на используемые средства производства и на изготовление продукции
Слайд 4Здесь М и М' – расходы на материал; L и L’ –
Здесь М и М' – расходы на материал; L и L’ –
Слайд 5Повышение качества продукции.
При автоматизации качество изделий повышают, уменьшая или полностью устраняя влияние
Повышение качества продукции.
При автоматизации качество изделий повышают, уменьшая или полностью устраняя влияние
Слайд 6Оценка повышения производительности операции при автоматизации
ТРУДОЕМКОСТЬ (Тe) характеризуется количеством затраченного труда
Оценка повышения производительности операции при автоматизации
ТРУДОЕМКОСТЬ (Тe) характеризуется количеством затраченного труда
Слайд 7Уменьшение tшт при автоматизации
Основное время t0 остается неизменным. t0 составляет примерно 30%
Уменьшение tшт при автоматизации
Основное время t0 остается неизменным. t0 составляет примерно 30%
Слайд 8Автоматизация в этих условиях наиболее эффективна при большой длительности, трудоемкости и сложности
Автоматизация в этих условиях наиболее эффективна при большой длительности, трудоемкости и сложности
Слайд 9ХАРАКТЕРИСТИКА ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ПРИ АВТОМАТИЗАЦИИ
ТЕХПРОЦЕССЫ ПО НЕПРЕРЫВНОСТИ
ВЫПОЛНЕНИЯ РАБОТЫ
ТЕХПРОЦЕССЫ ПО ХАРАКТЕРУ
ОРИЕНТАЦИИ ИЗДЕЛИЙ
9
ХАРАКТЕРИСТИКА ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ПРИ АВТОМАТИЗАЦИИ
ТЕХПРОЦЕССЫ ПО НЕПРЕРЫВНОСТИ
ВЫПОЛНЕНИЯ РАБОТЫ
ТЕХПРОЦЕССЫ ПО ХАРАКТЕРУ
ОРИЕНТАЦИИ ИЗДЕЛИЙ
9
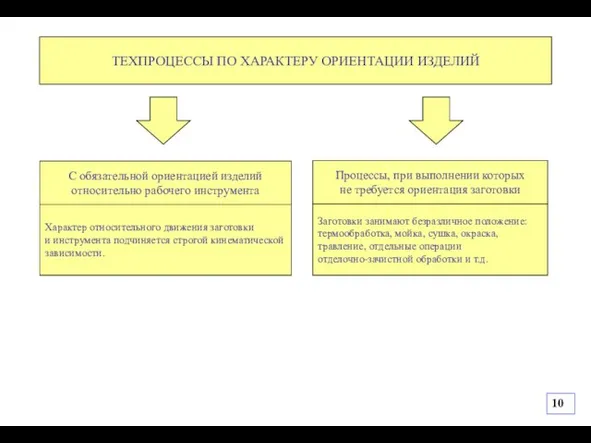
Слайд 10ТЕХПРОЦЕССЫ ПО ХАРАКТЕРУ ОРИЕНТАЦИИ ИЗДЕЛИЙ
Процессы, при выполнении которых
не требуется ориентация заготовки
10
С
ТЕХПРОЦЕССЫ ПО ХАРАКТЕРУ ОРИЕНТАЦИИ ИЗДЕЛИЙ
Процессы, при выполнении которых
не требуется ориентация заготовки
10
С
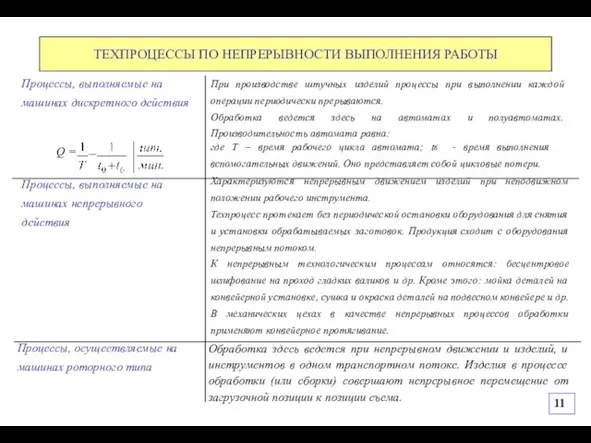
Слайд 11ТЕХПРОЦЕССЫ ПО НЕПРЕРЫВНОСТИ ВЫПОЛНЕНИЯ РАБОТЫ
При производстве штучных изделий процессы при выполнении каждой
ТЕХПРОЦЕССЫ ПО НЕПРЕРЫВНОСТИ ВЫПОЛНЕНИЯ РАБОТЫ
При производстве штучных изделий процессы при выполнении каждой
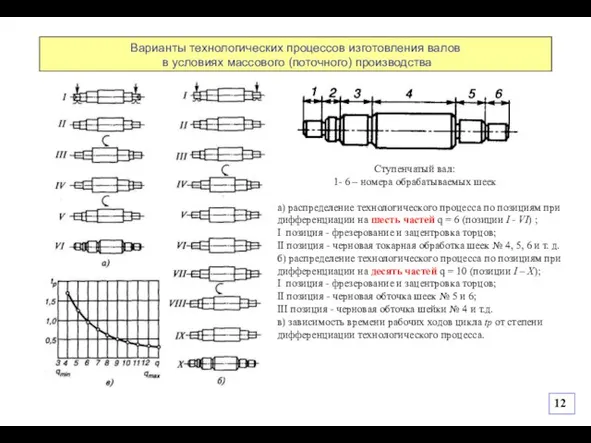
Слайд 12Варианты технологических процессов изготовления валов
в условиях массового (поточного) производства
а) распределение технологического
а) распределение технологического
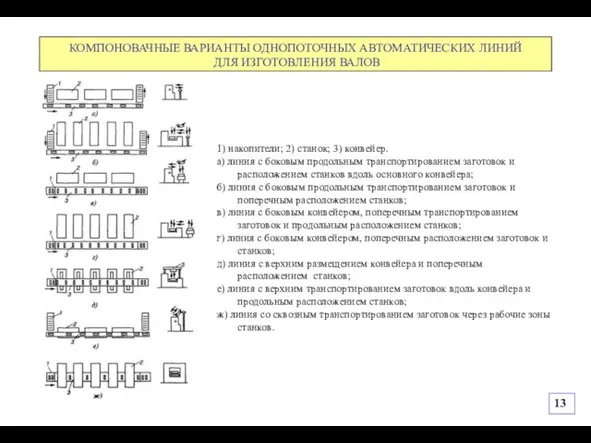
Слайд 13КОМПОНОВАЧНЫЕ ВАРИАНТЫ ОДНОПОТОЧНЫХ АВТОМАТИЧЕСКИХ ЛИНИЙ
ДЛЯ ИЗГОТОВЛЕНИЯ ВАЛОВ
13
1) накопители; 2) станок; 3)
13
1) накопители; 2) станок; 3)
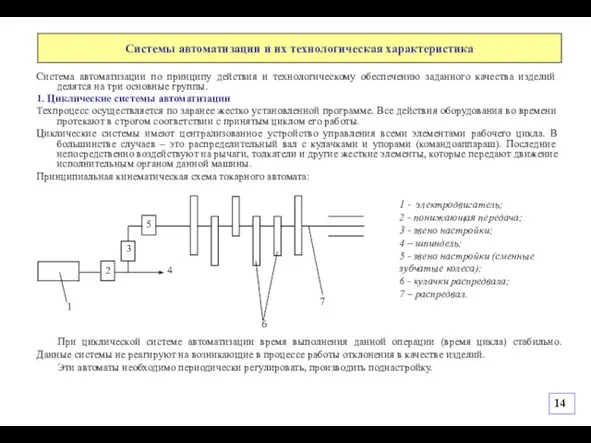
Слайд 14Системы автоматизации и их технологическая характеристика
Система автоматизации по принципу действия и технологическому
Системы автоматизации и их технологическая характеристика
Система автоматизации по принципу действия и технологическому
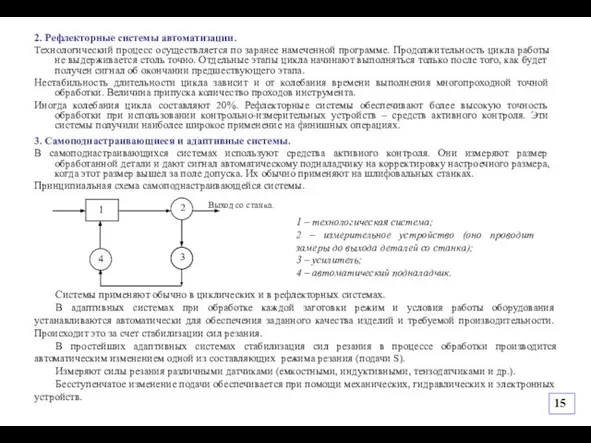
Слайд 152. Рефлекторные системы автоматизации.
Технологический процесс осуществляется по заранее намеченной программе. Продолжительность цикла
2. Рефлекторные системы автоматизации.
Технологический процесс осуществляется по заранее намеченной программе. Продолжительность цикла
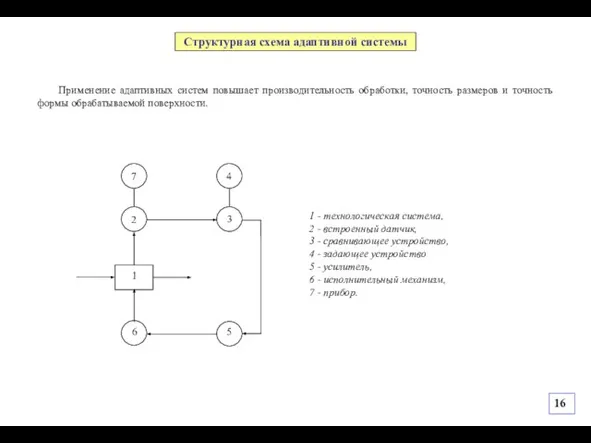
Слайд 16Структурная схема адаптивной системы
1 - технологическая система,
2 - встроенный датчик,
3 - сравнивающее
Структурная схема адаптивной системы
1 - технологическая система,
2 - встроенный датчик,
3 - сравнивающее
Слайд 17ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ПУ)
Технологические преимущества станков с ПУ
Станки
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ПУ)
Технологические преимущества станков с ПУ
Станки
Слайд 18Технологическая характеристика систем программного управления станками
Станки с ПУ подразделяются в зависимости от
Технологическая характеристика систем программного управления станками
Станки с ПУ подразделяются в зависимости от
Слайд 19Б. В станках с ЧПУ – вся информация, необходимая для выполнения запроектированной
Б. В станках с ЧПУ – вся информация, необходимая для выполнения запроектированной
Слайд 20Перемещение стола по 2м координатам.
1 – программоноситель
2 – считывающее устройство
3 – распределители
Перемещение стола по 2м координатам.
1 – программоноситель
2 – считывающее устройство
3 – распределители
Слайд 21Схема обработки криволинейной заготовки
на фрезерном станке
Обрабатываемая поверхность замкнутая. Траектория движения центра фрезы
Схема обработки криволинейной заготовки
на фрезерном станке
Обрабатываемая поверхность замкнутая. Траектория движения центра фрезы
Слайд 22Обозначение моделей станков с ЧПУ
Контурная система управления
Смена револьверной головки
Токарный станок с ЧПУ
16
Обозначение моделей станков с ЧПУ
Контурная система управления
Смена револьверной головки
Токарный станок с ЧПУ
16
Слайд 231. Одношпиндельные многорезцовые токарные полуавтоматы
2. Одношпиндельные гидрокопировальные токарные полуавтоматы
3. Фасонно-отрезные автоматы
4.
1. Одношпиндельные многорезцовые токарные полуавтоматы
2. Одношпиндельные гидрокопировальные токарные полуавтоматы
3. Фасонно-отрезные автоматы
4.
Слайд 24Эти станки имеют 2 суппорта.
Передний (продольный) суппорт имеет только продольную подачу. На
Эти станки имеют 2 суппорта.
Передний (продольный) суппорт имеет только продольную подачу. На
Слайд 25На этих станках основной профиль заготовки обрабатывается одним резцом, установленным на поперечных
На этих станках основной профиль заготовки обрабатывается одним резцом, установленным на поперечных
Слайд 26Их применяют для обработки простых деталей небольших диаметров (3 - 20) и
Их применяют для обработки простых деталей небольших диаметров (3 - 20) и
Слайд 27На них обрабатывают детали из стали и цветных металлов сложной формы диаметром
На них обрабатывают детали из стали и цветных металлов сложной формы диаметром
Слайд 28Это различные крепежные детали, втулки, валики. На них обрабатывают смежные детали диаметром
Это различные крепежные детали, втулки, валики. На них обрабатывают смежные детали диаметром
Слайд 29Их применяют для изготовления деталей из калиброванных прутков, труб разного сечения и
Их применяют для изготовления деталей из калиброванных прутков, труб разного сечения и
Слайд 30Вертикальные многошпиндельные токарные полуавтоматы предназначены для обработки штучных заготовок. Различают полуавтоматы последовательного
Вертикальные многошпиндельные токарные полуавтоматы предназначены для обработки штучных заготовок. Различают полуавтоматы последовательного
Слайд 31Агрегатными станками называются станки, скомпонованные из унифицированных узлов и механизмов определенного целевого
Агрегатными станками называются станки, скомпонованные из унифицированных узлов и механизмов определенного целевого
Слайд 321. Они наиболее эффективны при обработке сложных и трудоемких деталей (корпусные детали
1. Они наиболее эффективны при обработке сложных и трудоемких деталей (корпусные детали
Слайд 338. АС с поворотными многоинструментальными головками
Основные типовые компоновки агрегатных станков
1. Одношпиндельная компоновка
2.
8. АС с поворотными многоинструментальными головками
Основные типовые компоновки агрегатных станков
1. Одношпиндельная компоновка
2.
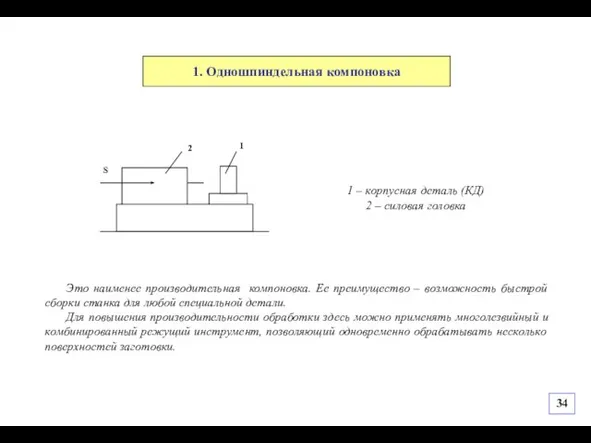
Слайд 341. Одношпиндельная компоновка
Это наименее производительная компоновка. Ее преимущество – возможность быстрой сборки
1. Одношпиндельная компоновка
Это наименее производительная компоновка. Ее преимущество – возможность быстрой сборки
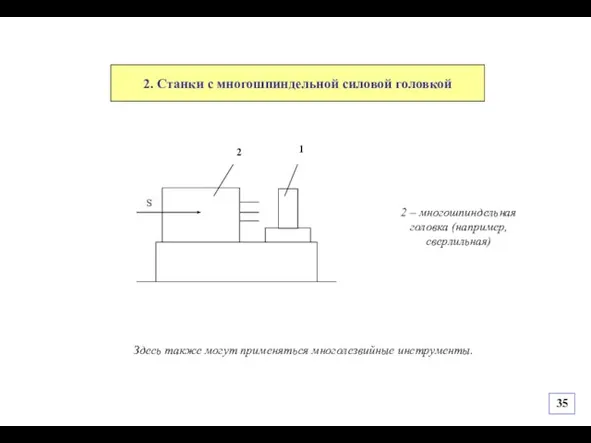
Слайд 352. Станки с многошпиндельной силовой головкой
Здесь также могут применяться многолезвийные инструменты.
2 –
2. Станки с многошпиндельной силовой головкой
Здесь также могут применяться многолезвийные инструменты.
2 –
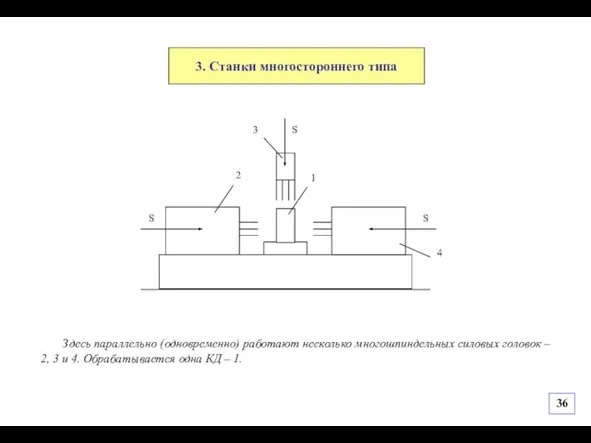
Слайд 363. Станки многостороннего типа
Здесь параллельно (одновременно) работают несколько многошпиндельных силовых головок –
3. Станки многостороннего типа
Здесь параллельно (одновременно) работают несколько многошпиндельных силовых головок –
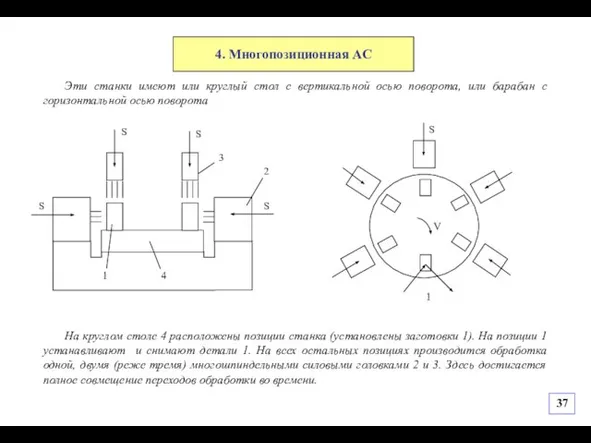
Слайд 374. Многопозиционная АС
Эти станки имеют или круглый стол с вертикальной осью поворота,
4. Многопозиционная АС
Эти станки имеют или круглый стол с вертикальной осью поворота,
Слайд 385. Многопозиционные многоместные АС
Здесь в каждой позиции станка установлена не одна, а
5. Многопозиционные многоместные АС
Здесь в каждой позиции станка установлена не одна, а
Слайд 396. АС с поворотными многопозиционными приспособлениями
Они применяются, если требуется обработать заготовку 1
6. АС с поворотными многопозиционными приспособлениями
Они применяются, если требуется обработать заготовку 1
Слайд 407. АС, основанные на принципе параллельно-последовательной концентрации переходов обработки
Стол станка 4 с
7. АС, основанные на принципе параллельно-последовательной концентрации переходов обработки
Стол станка 4 с
Слайд 418. АС с поворотными многоинструментальными головками
Здесь обработка заготовки 1 ведется многими инструментами,
8. АС с поворотными многоинструментальными головками
Здесь обработка заготовки 1 ведется многими инструментами,
Слайд 42Автоматическая линия (АЛ) – это система автоматически действующих станков, связанных транспортирующими устройствами,
Автоматическая линия (АЛ) – это система автоматически действующих станков, связанных транспортирующими устройствами,
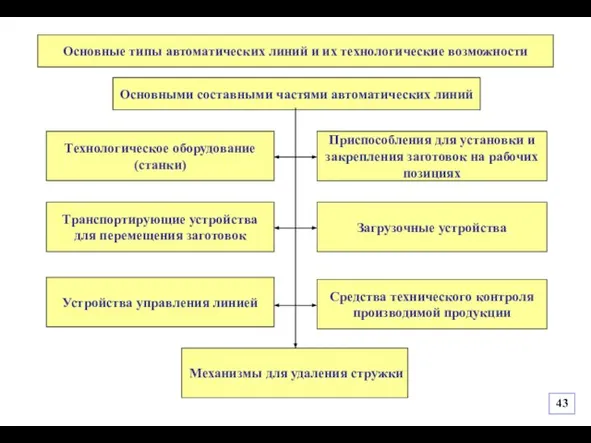
Слайд 43Устройства управления линией
Основные типы автоматических линий и их технологические возможности
Основными составными частями
Устройства управления линией
Основные типы автоматических линий и их технологические возможности
Основными составными частями
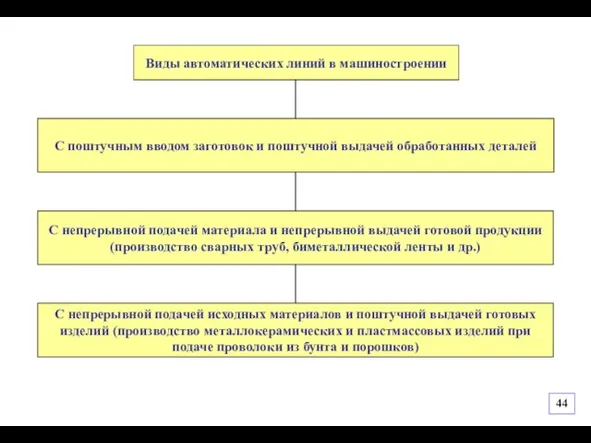
Слайд 44С непрерывной подачей исходных материалов и поштучной выдачей готовых изделий (производство металлокерамических
С непрерывной подачей исходных материалов и поштучной выдачей готовых изделий (производство металлокерамических
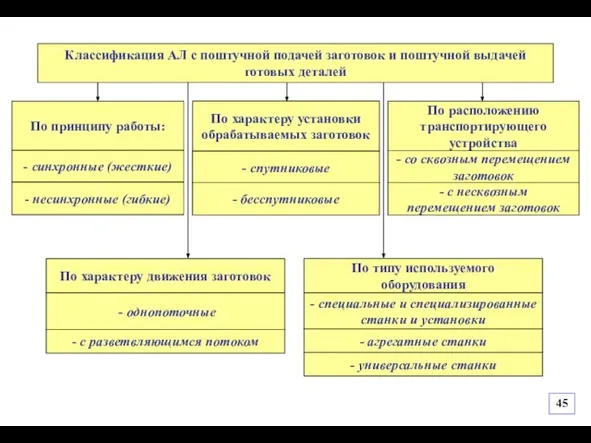
Слайд 45По принципу работы:
Классификация АЛ с поштучной подачей заготовок и поштучной выдачей
По принципу работы:
Классификация АЛ с поштучной подачей заготовок и поштучной выдачей
Слайд 46В этих линиях обрабатываемые заготовки 1 последовательно передаются от одного станка к
В этих линиях обрабатываемые заготовки 1 последовательно передаются от одного станка к
Слайд 47Несинхронные
Вся линия состоит из нескольких независимо работающих участков (с позициями 2). При
Несинхронные
Вся линия состоит из нескольких независимо работающих участков (с позициями 2). При
Слайд 48На этих линиях заготовки имеют достаточно развитую и чисто обработанную нижнюю плоскость
На этих линиях заготовки имеют достаточно развитую и чисто обработанную нижнюю плоскость
Слайд 49Заготовки приходят в стороне от расположения их зон обработки. В таких линиях
Заготовки приходят в стороне от расположения их зон обработки. В таких линиях
Слайд 50Применяют, когда на отдельных участках линии длительность обработки из технологических условий возрастает
Применяют, когда на отдельных участках линии длительность обработки из технологических условий возрастает
Слайд 51специальные и специализированные станки и установки (установки для закалки ТВЧ, моечные машины);
агрегатные
специальные и специализированные станки и установки (установки для закалки ТВЧ, моечные машины);
агрегатные
Слайд 52Оборудование автоматических линий
устройства для перемещения деталей
накопители заделов
устройства для отвода стружки
шаговый штанговый транспортер
Оборудование автоматических линий
устройства для перемещения деталей
накопители заделов
устройства для отвода стружки
шаговый штанговый транспортер

Слайд 53Устройства для перемещения деталей
Для перемещения заготовок с одной позиции на другую применяют
Устройства для перемещения деталей
Для перемещения заготовок с одной позиции на другую применяют
Слайд 54Шаговый штанговый транспортер с флажками
Они обеспечивают точное перемещение и базирование заготовок на
Шаговый штанговый транспортер с флажками
Они обеспечивают точное перемещение и базирование заготовок на
Слайд 55Толкающий шаговый транспортер
Перемещение заготовок 1 осуществляется штоком 3 гидро- или пневмоцилиндра 2,
Толкающий шаговый транспортер
Перемещение заготовок 1 осуществляется штоком 3 гидро- или пневмоцилиндра 2,
Слайд 56На автоматических линиях применяют следующие способы удаления стружки:
Механический: с помощью скребков, щеток,
На автоматических линиях применяют следующие способы удаления стружки:
Механический: с помощью скребков, щеток,
Слайд 57Гибкими производственными системами (ГПС) называют совокупность металлообрабатывающего и вспомогательного оборудования (транспортного, накопительного,
Гибкими производственными системами (ГПС) называют совокупность металлообрабатывающего и вспомогательного оборудования (транспортного, накопительного,
Слайд 58Гибкие производственные системы классифицируются по следующим признакам:
Организационному
Комплексности изготовления изделий
Виду обработки
Разновидности обрабатываемых изделий
Уровню
Гибкие производственные системы классифицируются по следующим признакам:
Организационному
Комплексности изготовления изделий
Виду обработки
Разновидности обрабатываемых изделий
Уровню
Слайд 5959
59
Слайд 6060
60
Слайд 61Это показатель, равный отношению времени автоматической работы оборудования к общему времени его
Это показатель, равный отношению времени автоматической работы оборудования к общему времени его
Слайд 62Транспортировка заготовок и оснастки к рабочим местам и загрузочно-разгрузочные операции выполняется оборудованием
Транспортировка заготовок и оснастки к рабочим местам и загрузочно-разгрузочные операции выполняется оборудованием
Слайд 6363
63
Слайд 64Типы автоматизированных транспортно-складских систем
Линейные
Многорядные с распределением деталей электроробокарами
Кольцевые с конвейерной линией
Кольцевые
Типы автоматизированных транспортно-складских систем
Линейные
Многорядные с распределением деталей электроробокарами
Кольцевые с конвейерной линией
Кольцевые
Слайд 65При линейном расположении оборудование (рис. а) заготовки, обрабатываемые детали и технологическое обеспечение
При линейном расположении оборудование (рис. а) заготовки, обрабатываемые детали и технологическое обеспечение
Слайд 66а – линейного типа на базе кранов-штабелеров и напольного оборудования, б –
а – линейного типа на базе кранов-штабелеров и напольного оборудования, б –

Слайд 67Складские системы ГПС предназначены для хранения у станков или на участке необходимого
Складские системы ГПС предназначены для хранения у станков или на участке необходимого
Слайд 68Наибольшее распространение в качестве средств автоматизации загрузочно-разгрузочных операций для ГПС механообработки получили
Наибольшее распространение в качестве средств автоматизации загрузочно-разгрузочных операций для ГПС механообработки получили
Слайд 69Система управления (СУ) координирует и управляет работой оборудования АТСС в режиме реального
Система управления (СУ) координирует и управляет работой оборудования АТСС в режиме реального
 Презентация на тему Луч и угол 7 класс
Презентация на тему Луч и угол 7 класс ПОВТОРЕНИЕ
ПОВТОРЕНИЕ Компания «Буржуй» Представляет вашему вниманию
Компания «Буржуй» Представляет вашему вниманию Гидромеханические процессы и аппараты
Гидромеханические процессы и аппараты Частица как часть речи Правописание частиц
Частица как часть речи Правописание частиц Нам 15 лет. Лучший выпуск в истории
Нам 15 лет. Лучший выпуск в истории Аборт
Аборт ЧАС ЗАНИМАТЕЛЬНОЙ БИОЛОГИИ 7 класс
ЧАС ЗАНИМАТЕЛЬНОЙ БИОЛОГИИ 7 класс "Горе от ума: как политическая комедия" 9 класс
"Горе от ума: как политическая комедия" 9 класс 1. Понятие легитимность означает: А) терпимость к другим мнениям Б) противостояние политических идей В) правомочность власти Г) прив
1. Понятие легитимность означает: А) терпимость к другим мнениям Б) противостояние политических идей В) правомочность власти Г) прив Что такое Закрытые Паевые Инвестиционные Фонды в России
Что такое Закрытые Паевые Инвестиционные Фонды в России 9 мая в 66 раз наша страна будет праздновать День Победы в ВОВ!!!
9 мая в 66 раз наша страна будет праздновать День Победы в ВОВ!!! Устойчивое развитие социо-эколого-экономической системы
Устойчивое развитие социо-эколого-экономической системы Что угрожает нашей планете Земля?
Что угрожает нашей планете Земля? Если не лениться , можно многого добиться
Если не лениться , можно многого добиться Презентация на тему Образ Наташи Ростовой в романе Л.Н. Толстого
Презентация на тему Образ Наташи Ростовой в романе Л.Н. Толстого  Развитие холдинга Развитие холдинга Заводы Заводы Каждый из пяти Итальянских заводов холдинга имет только складскую площадь от 12
Развитие холдинга Развитие холдинга Заводы Заводы Каждый из пяти Итальянских заводов холдинга имет только складскую площадь от 12  Новые совместные продукты фирмы "1С" и Microsoft 1С:Предприятие 8 + Microsoft Office 2010 для малого бизнеса"
Новые совместные продукты фирмы "1С" и Microsoft 1С:Предприятие 8 + Microsoft Office 2010 для малого бизнеса" Deutsche Phraseologie
Deutsche Phraseologie СПИРТ: его влияние на организм человека
СПИРТ: его влияние на организм человека Профессия - «Бренд-менеджер»
Профессия - «Бренд-менеджер» Организация социально значимой деятельности с детьми «группы риска»
Организация социально значимой деятельности с детьми «группы риска» Уголовный процесс (задачи)
Уголовный процесс (задачи) Презентация на тему Храмовое искусство Древней Руси
Презентация на тему Храмовое искусство Древней Руси  Разрезы (вырезы) на аксонометрических изображениях деталей
Разрезы (вырезы) на аксонометрических изображениях деталей Презентация на тему Пещерные храмы в Эллоре
Презентация на тему Пещерные храмы в Эллоре  Презентация на тему Кавказ в творчестве Пушкина
Презентация на тему Кавказ в творчестве Пушкина Натюрморт из крупного предмета быта и драпировки с простыми складками
Натюрморт из крупного предмета быта и драпировки с простыми складками