- Автоматизация

Содержание
- 2. Автоматизация - совокупность мероприятий по разработке технологических процессов и созданию высокопроизводитель-ных автоматически действующих средств производства, осво-бождающих
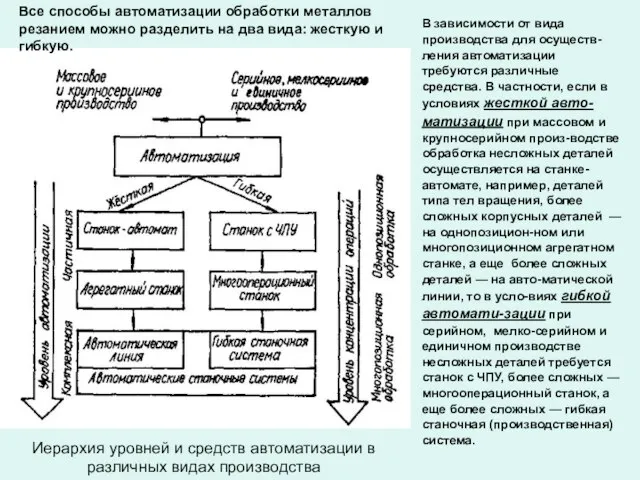
- 3. Иерархия уровней и средств автоматизации в различных видах производства В зависимости от вида производства для осуществ-ления
- 4. Жесткая автоматизация применяется исключительно в массовом и крупносерийном производстве и базируется на применении специальных и специализированных
- 5. ГАП базируется на широком использовании станков с ЧПУ, обладающих большими технологическими возможностями и способностью быстрой переналадки
- 6. Рабочий цикл станка как машины складывается из длительности рабочих tр и холостых tх ходов: За время
- 7. Станком-автоматом называется самоуправляющаяся рабочая машина, которая при осуществлении заданного технологического процесса самостоятельно выпол-няет все рабочие и
- 8. Для комплексной обработки деталей различными видами инструментов применяются многооперационные станки, оснащенные системой ЧПУ, авто-матическими сменой и
- 9. Гибкая производственная ячейка (ГПЯ) — управляемая средствами вычислительной техники совокупность нескольких ГПМ и систем обеспечения функционирования,
- 10. Цель и задачи дисциплины «Технология обработки на станках с ЧПУ Цель - освоение студентами теоретических знаний
- 11. 3 Задачи изучения дисциплины В результате изучения дисциплины будущий специалист должен: знать оборудование и оснастку для
- 12. 7.1. Литература 7.1.1. Основная литература 1. Гжиров Р.И., Серебреницкий П.П. Программирование обработки на станках с ЧПУ:
- 13. 7.1.2. Дополнительная литература !. Гусев И.Т. и др. Устройства числового программного управления: Учеб. пособие для техн.
- 16. Скачать презентацию
Слайд 2 Автоматизация - совокупность мероприятий по разработке
технологических процессов и созданию высокопроизводитель-ных
Автоматизация - совокупность мероприятий по разработке
технологических процессов и созданию высокопроизводитель-ных
Слайд 3Иерархия уровней и средств автоматизации в различных видах производства
В зависимости от вида
Иерархия уровней и средств автоматизации в различных видах производства
В зависимости от вида
Слайд 4 Жесткая автоматизация применяется исключительно в массовом и
крупносерийном производстве и базируется на
Жесткая автоматизация применяется исключительно в массовом и
крупносерийном производстве и базируется на
Слайд 5ГАП базируется на широком использовании станков с ЧПУ, обладающих большими технологическими возможностями
ГАП базируется на широком использовании станков с ЧПУ, обладающих большими технологическими возможностями

Слайд 6 Рабочий цикл станка как машины складывается из длительности рабочих tр и
Рабочий цикл станка как машины складывается из длительности рабочих tр и

Слайд 7 Станком-автоматом называется самоуправляющаяся рабочая машина, которая при осуществлении заданного технологического процесса
Станком-автоматом называется самоуправляющаяся рабочая машина, которая при осуществлении заданного технологического процесса
Слайд 8 Для комплексной обработки деталей различными видами инструментов применяются многооперационные станки, оснащенные
Для комплексной обработки деталей различными видами инструментов применяются многооперационные станки, оснащенные
Слайд 9Гибкая производственная ячейка (ГПЯ) — управляемая средствами
вычислительной техники совокупность нескольких ГПМ
Гибкая производственная ячейка (ГПЯ) — управляемая средствами
вычислительной техники совокупность нескольких ГПМ
Слайд 10Цель и задачи дисциплины
«Технология обработки на станках с ЧПУ
Цель -
Цель и задачи дисциплины
«Технология обработки на станках с ЧПУ
Цель -
Слайд 113
Задачи изучения дисциплины
В результате изучения дисциплины будущий специалист должен:
знать оборудование и
3
Задачи изучения дисциплины
В результате изучения дисциплины будущий специалист должен:
знать оборудование и
Слайд 127.1. Литература
7.1.1. Основная литература
1. Гжиров Р.И., Серебреницкий П.П. Программирование обработки на станках
7.1. Литература
7.1.1. Основная литература
1. Гжиров Р.И., Серебреницкий П.П. Программирование обработки на станках
Слайд 137.1.2. Дополнительная литература
!. Гусев И.Т. и др. Устройства числового программного управления:
7.1.2. Дополнительная литература
!. Гусев И.Т. и др. Устройства числового программного управления:
Похожие презентации
 SoveTshennoletniy
SoveTshennoletniy Технология организации проектно-исследовательской деятельности в рамках региональной инновационной площадки
Технология организации проектно-исследовательской деятельности в рамках региональной инновационной площадки Презентация на тему Культура России XVIII века
Презентация на тему Культура России XVIII века Детский актив клуба Россиянка
Детский актив клуба Россиянка Презентация на тему Мы помним, мы гордимся
Презентация на тему Мы помним, мы гордимся
 Шаблон презентации трипваера
Шаблон презентации трипваера Обмен триацилглицеролов и жирных кислот
Обмен триацилглицеролов и жирных кислот Лепка
Лепка Расчетные задачи анализа логистической поддержки сложных технических изделий А.И. Левин, Е.В. Судов, А.В. Петров, Е.В. Чубарова
Расчетные задачи анализа логистической поддержки сложных технических изделий А.И. Левин, Е.В. Судов, А.В. Петров, Е.В. Чубарова  Луч.Числовой луч
Луч.Числовой луч Захист ґрунтів від ерозії. Головні яружні споруди
Захист ґрунтів від ерозії. Головні яружні споруди Электронная презентация Что я знаю о коррупции?
Электронная презентация Что я знаю о коррупции? Проект
Проект Презентация на тему Ломаная линия
Презентация на тему Ломаная линия  СЕКСФОРМИНГ
СЕКСФОРМИНГ Prezentatsia_k_kl_chasu
Prezentatsia_k_kl_chasu Л.И.Брежнев
Л.И.Брежнев Presentation Title
Presentation Title  Складской комплекс «Бецема Логистик» новый высокотехнологичный склад ответственного хранения
Складской комплекс «Бецема Логистик» новый высокотехнологичный склад ответственного хранения Безлесные зоны юга России
Безлесные зоны юга России Портфолио Ямурзина Надежда Никитична
Портфолио Ямурзина Надежда Никитична Общественное обсуждение законопроектов
Общественное обсуждение законопроектов КЛІТИННИЙ ЦИКЛ СПОСОБИ ПОДІЛУ КЛІТИН
КЛІТИННИЙ ЦИКЛ СПОСОБИ ПОДІЛУ КЛІТИН Open InfoSec Days
Open InfoSec Days Презентация на тему Здоровячок - морячок
Презентация на тему Здоровячок - морячок 257 Скажи мне весть благую
257 Скажи мне весть благую Презентация будущего
Презентация будущего