- Автоматизация химико-технологических процессов и производств

Содержание
- 2. Общая «технологическая» формулировка цели автоматизации: получение продукта заданного качества (температуры, концентрации) при ограничениях на материальные и
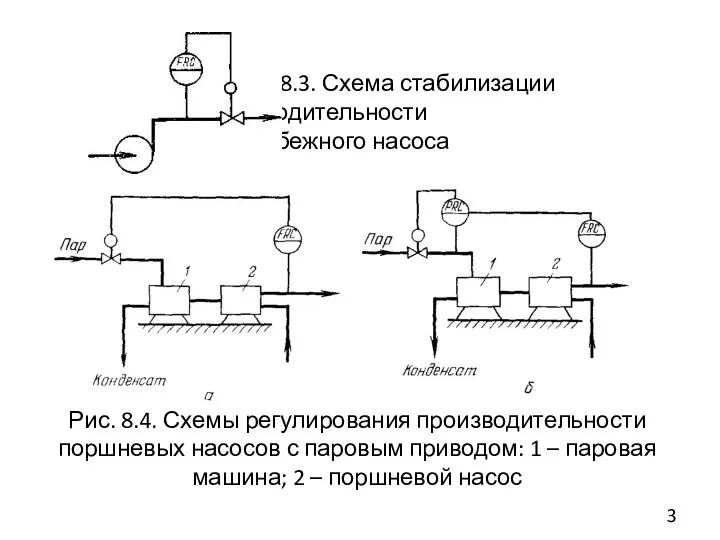
- 3. Рис. 8.3. Схема стабилизации производительности центробежного насоса Рис. 8.4. Схемы регулирования производительности поршневых насосов с паровым
- 4. Производительность поршневого насоса с паровым приводом регулируется изменением подачи пара в цилиндр привода. Для этого на
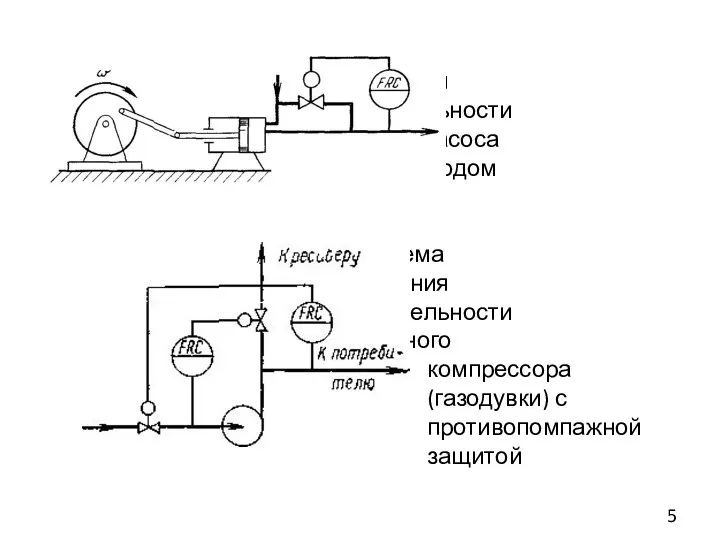
- 5. Рис 8.5. Схема регулирования производительности поршневого насоса с электроприводом Рис 8.6. Схема регулирования производительности центробежного компрессора
- 6. Регулирование производительности поршневых насосов с приводом от электродвигателя осуществляют путем перепуска части жидкости с нагнетательной линии
- 7. Однако коэффициент полезного действия компрессора имеет наибольшее значение вблизи области помпажа. Для обеспечения работы компрессора в
- 8. 8.2.2. Автоматизация тепловых процессов Тепловые процессы играют значительную роль в химической технологии. Химические реакции веществ, а
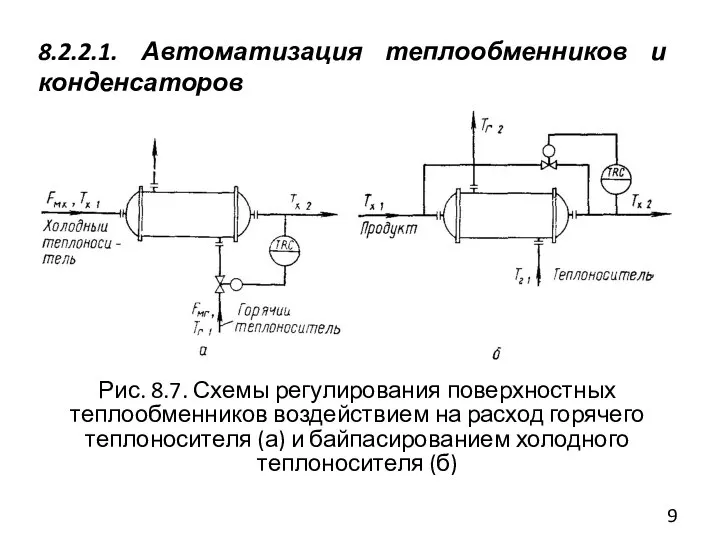
- 9. 8.2.2.1. Автоматизация теплообменников и конденсаторов Рис. 8.7. Схемы регулирования поверхностных теплообменников воздействием на расход горячего теплоносителя
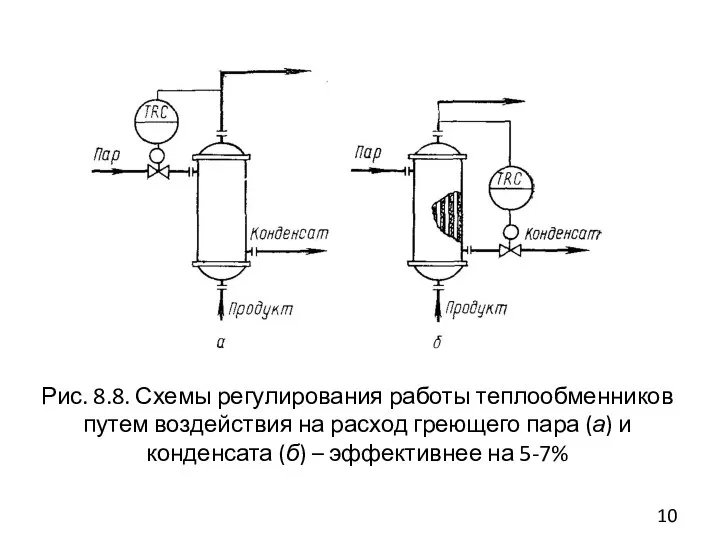
- 10. Рис. 8.8. Схемы регулирования работы теплообменников путем воздействия на расход греющего пара (а) и конденсата (б)
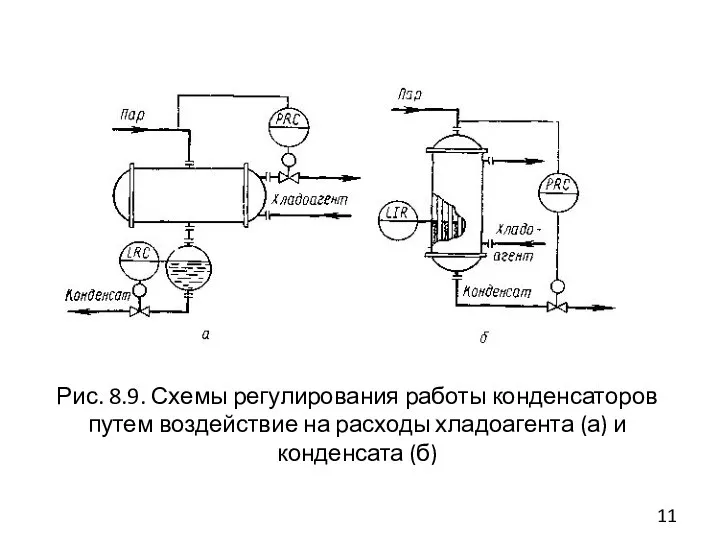
- 11. Рис. 8.9. Схемы регулирования работы конденсаторов путем воздействие на расходы хладоагента (а) и конденсата (б)
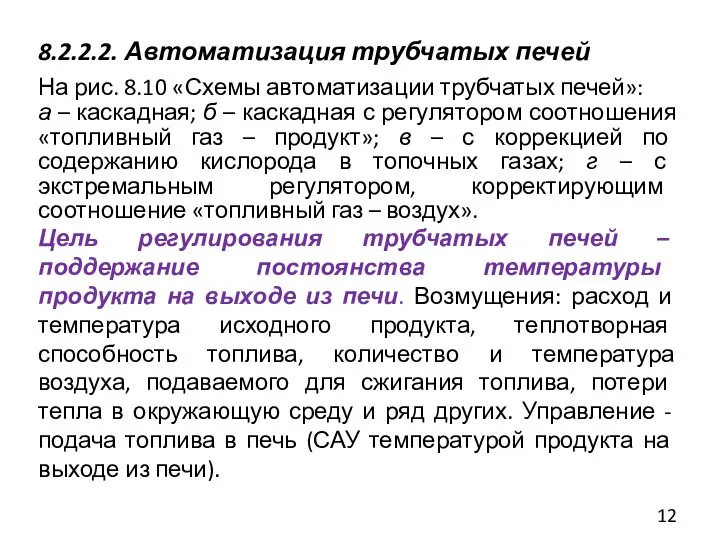
- 12. 8.2.2.2. Автоматизация трубчатых печей На рис. 8.10 «Схемы автоматизации трубчатых печей»: а – каскадная; б –
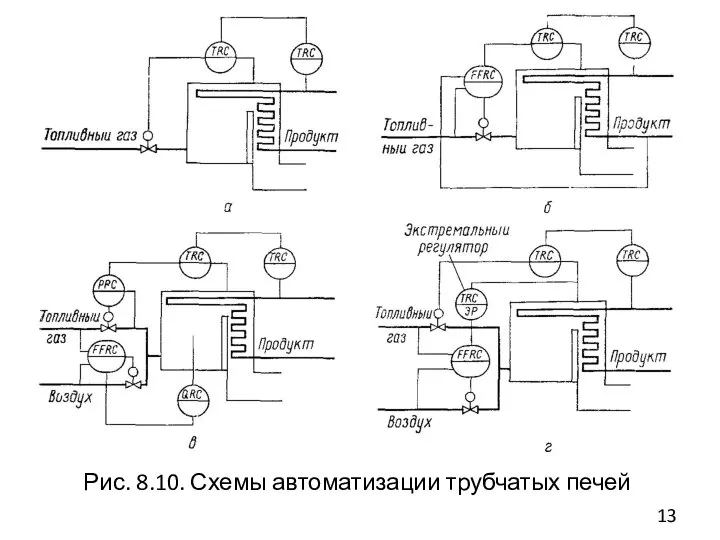
- 13. Рис. 8.10. Схемы автоматизации трубчатых печей
- 14. Зависимость температуры в топке от соотношения «топливо – воздух» имеет экстремальный характер, поэтому при автоматизации трубчатых
- 15. Рис. 8.11. Схема автоматизации двухкорпусной выпарной установки
- 16. Возмущения: расход, концентрация и температура исходного раствора, расход и давление греющего пара, давления в выпарных аппаратах.
- 17. Причем, предпочтительнее определять содержание примесей: может быть обеспечена значительно большая чувствительность, чем при измерении концентрации целевого
- 18. Возмущения: расходы, концентрации, температуры входных потоков, расходы выходных потоков, изменения условий (параметров) работы аппаратов. Управления –
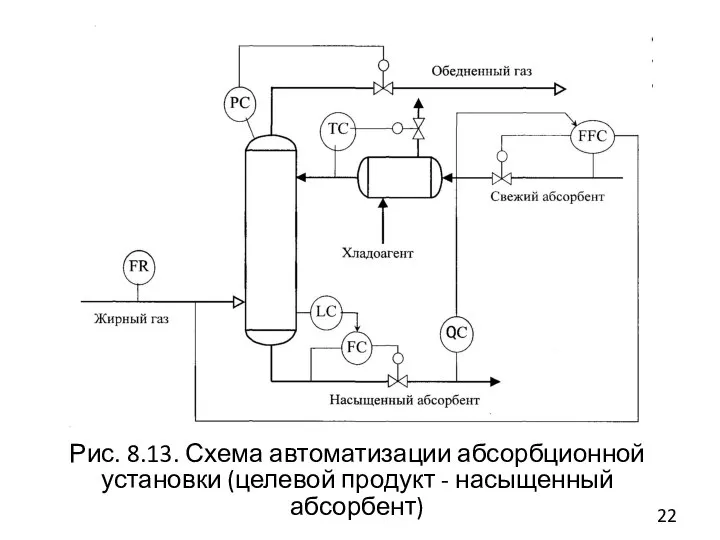
- 19. 8.2.3.1. Автоматизация процесса абсорбции Абсорбция — это процесс поглощения определенных компонентов исходной газовой смеси при контактировании
- 20. На процесс абсорбции решающее влияние оказывает движущая сила, которая определяется относительным расположением рабочей и равновесной линий
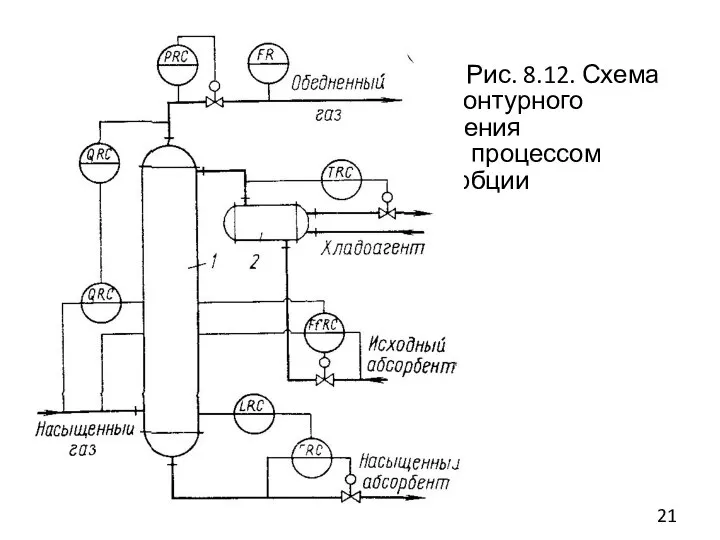
- 21. Рис. 8.12. Схема многоконтурного управления процессом абсорбции
- 22. Рис. 8.13. Схема автоматизации абсорбционной установки (целевой продукт - насыщенный абсорбент)
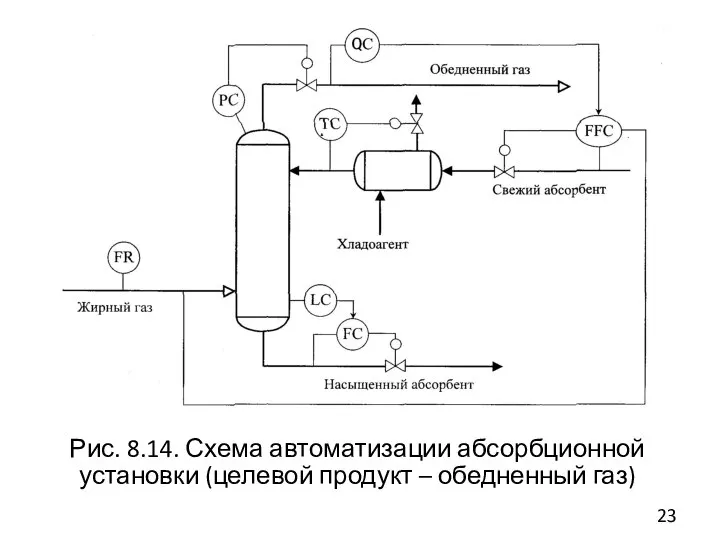
- 23. Рис. 8.14. Схема автоматизации абсорбционной установки (целевой продукт – обедненный газ)
- 25. Скачать презентацию
Слайд 2Общая «технологическая» формулировка цели автоматизации:
получение продукта заданного качества (температуры, концентрации) при ограничениях
Общая «технологическая» формулировка цели автоматизации:
получение продукта заданного качества (температуры, концентрации) при ограничениях
Слайд 3
Рис. 8.3. Схема стабилизации
производительности
центробежного насоса
Рис. 8.4. Схемы
Рис. 8.3. Схема стабилизации
производительности
центробежного насоса
Рис. 8.4. Схемы
Слайд 4Производительность поршневого насоса с паровым приводом регулируется изменением подачи пара в цилиндр
Производительность поршневого насоса с паровым приводом регулируется изменением подачи пара в цилиндр
Слайд 5 Рис 8.5. Схема
регулирования
производительности
поршневого насоса
с
Рис 8.5. Схема
регулирования
производительности
поршневого насоса
с
Слайд 6Регулирование производительности поршневых насосов с приводом от электродвигателя осуществляют путем перепуска части
Регулирование производительности поршневых насосов с приводом от электродвигателя осуществляют путем перепуска части
Слайд 7Однако коэффициент полезного действия компрессора имеет наибольшее значение вблизи области помпажа. Для
Однако коэффициент полезного действия компрессора имеет наибольшее значение вблизи области помпажа. Для
Слайд 88.2.2. Автоматизация тепловых процессов
Тепловые процессы играют значительную роль в химической технологии. Химические
8.2.2. Автоматизация тепловых процессов
Тепловые процессы играют значительную роль в химической технологии. Химические
Слайд 98.2.2.1. Автоматизация теплообменников и конденсаторов
Рис. 8.7. Схемы регулирования поверхностных теплообменников воздействием на
8.2.2.1. Автоматизация теплообменников и конденсаторов
Рис. 8.7. Схемы регулирования поверхностных теплообменников воздействием на
Слайд 10
Рис. 8.8. Схемы регулирования работы теплообменников путем воздействия на расход греющего пара
Рис. 8.8. Схемы регулирования работы теплообменников путем воздействия на расход греющего пара
Слайд 11
Рис. 8.9. Схемы регулирования работы конденсаторов путем воздействие на расходы хладоагента (а)
Рис. 8.9. Схемы регулирования работы конденсаторов путем воздействие на расходы хладоагента (а)
Слайд 128.2.2.2. Автоматизация трубчатых печей
На рис. 8.10 «Схемы автоматизации трубчатых печей»:
а – каскадная;
8.2.2.2. Автоматизация трубчатых печей
На рис. 8.10 «Схемы автоматизации трубчатых печей»:
а – каскадная;
Слайд 13
Рис. 8.10. Схемы автоматизации трубчатых печей
Рис. 8.10. Схемы автоматизации трубчатых печей
Слайд 14Зависимость температуры в топке от соотношения «топливо – воздух» имеет экстремальный характер,
Зависимость температуры в топке от соотношения «топливо – воздух» имеет экстремальный характер,
Слайд 15
Рис. 8.11. Схема автоматизации двухкорпусной выпарной установки
Рис. 8.11. Схема автоматизации двухкорпусной выпарной установки
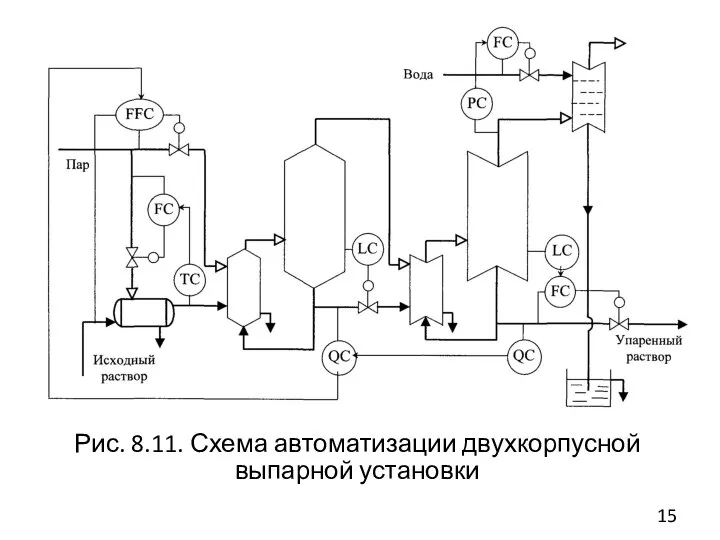
Слайд 16Возмущения: расход, концентрация и температура исходного раствора, расход и давление греющего пара,
Возмущения: расход, концентрация и температура исходного раствора, расход и давление греющего пара,
Слайд 17Причем, предпочтительнее определять содержание примесей: может быть обеспечена значительно большая чувствительность, чем
Причем, предпочтительнее определять содержание примесей: может быть обеспечена значительно большая чувствительность, чем
Слайд 18Возмущения: расходы, концентрации, температуры входных потоков, расходы выходных потоков, изменения условий (параметров)
Возмущения: расходы, концентрации, температуры входных потоков, расходы выходных потоков, изменения условий (параметров)
Слайд 198.2.3.1. Автоматизация процесса абсорбции
Абсорбция — это процесс поглощения определенных компонентов исходной газовой
8.2.3.1. Автоматизация процесса абсорбции
Абсорбция — это процесс поглощения определенных компонентов исходной газовой
Слайд 20На процесс абсорбции решающее влияние оказывает движущая сила, которая определяется относительным расположением
На процесс абсорбции решающее влияние оказывает движущая сила, которая определяется относительным расположением
Слайд 21
Рис. 8.12. Схема
многоконтурного
управления
процессом
абсорбции
Рис. 8.12. Схема
многоконтурного
управления
процессом
абсорбции
Слайд 22
Рис. 8.13. Схема автоматизации абсорбционной установки (целевой продукт - насыщенный абсорбент)
Рис. 8.13. Схема автоматизации абсорбционной установки (целевой продукт - насыщенный абсорбент)
Слайд 23
Рис. 8.14. Схема автоматизации абсорбционной установки (целевой продукт – обедненный газ)
Рис. 8.14. Схема автоматизации абсорбционной установки (целевой продукт – обедненный газ)
 О вреде курения для детей
О вреде курения для детей Казанский государственный институт культуры
Казанский государственный институт культуры Инновационная экономика в России – что делать? Лекция памяти Егора Гайдара в РЭШ
Инновационная экономика в России – что делать? Лекция памяти Егора Гайдара в РЭШ Важные советы для ведения переговоров
Важные советы для ведения переговоров Таиланд
Таиланд Система оплаты труда сотрудников самовывозов и пунктов выдачи заказов интернет магазина Wildberries
Система оплаты труда сотрудников самовывозов и пунктов выдачи заказов интернет магазина Wildberries Организация деятельности отделения психологического обеспечения
Организация деятельности отделения психологического обеспечения Education in Great Britain
Education in Great Britain  Бюджет для граждан 2021 год
Бюджет для граждан 2021 год Готика (готический стиль). Конец 12 - 14 век
Готика (готический стиль). Конец 12 - 14 век Жесткий диск
Жесткий диск Юридические коллизии: понятие и способы их разрешения
Юридические коллизии: понятие и способы их разрешения Гипертония
Гипертония  Фенотипическая или модификационная изменчивость
Фенотипическая или модификационная изменчивость Архитектура первой половины XIX века
Архитектура первой половины XIX века искусство высокого возрождения
искусство высокого возрождения Пути снижения отрицательного влияния регулирующей ступени на экономичность последующих нерегулируемых ступеней паровой турбины
Пути снижения отрицательного влияния регулирующей ступени на экономичность последующих нерегулируемых ступеней паровой турбины 23 февраля – День Защитника Отечества
23 февраля – День Защитника Отечества Дороги, которые мы выбираем
Дороги, которые мы выбираем Шоколад-польза или вред?
Шоколад-польза или вред? Из истории вышивки
Из истории вышивки Презентация Нагрузки и воздействия
Презентация Нагрузки и воздействия A Day to Remember. The Past Simple Tense
A Day to Remember. The Past Simple Tense «Пословицы и поговорки на современный лад»
«Пословицы и поговорки на современный лад» Программно-аппаратный комплекс для построения среды электронного документооборота
Программно-аппаратный комплекс для построения среды электронного документооборота Обзор зарубежной международно-правовой практики борьбы c интернет-пиратством
Обзор зарубежной международно-правовой практики борьбы c интернет-пиратством Моделирование и конструирование
Моделирование и конструирование Бухгалтерский умный модуль
Бухгалтерский умный модуль