- Бережливо производство. Принципы применения бережливого производства в ОАО РЖД

Содержание
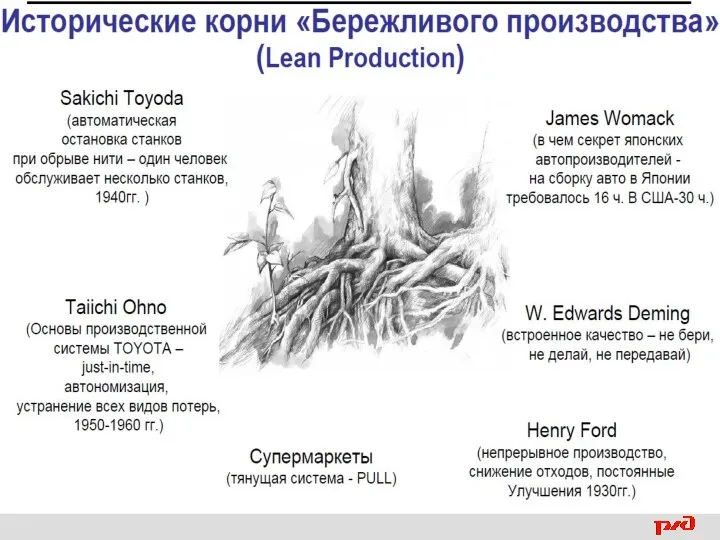
- 3. Российский опыт Алексей Капитонович Га́стев — российский революционер, профсоюзный деятель, поэт и писатель, теоретик научной организации
- 4. Что такое бережливое производство? Бережли́вое произво́дство (lean production, lean manufacturing - англ. lean - постный, без
- 5. Зачем нам нужно Бережливое производство? Бережливое мышление - это система простых решений, направленная: сокращение потерь на
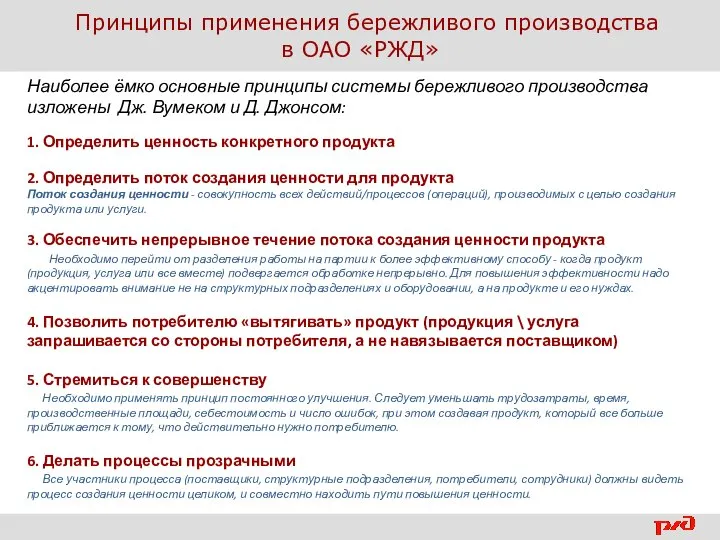
- 6. Принципы применения бережливого производства в ОАО «РЖД» 1. Определить ценность конкретного продукта 2. Определить поток создания
- 7. Основная идея бережливого производства
- 8. Семь видов потерь Тайити Оно (1912-1990), отец-основатель Производственной системы Тойоты и бережливого производства, будучи самым ярым
- 9. Потери при транспортировке Этот вид потерь происходит, когда продукция и материалы перемещаются дольше и чаще, чем
- 10. Потери от ожидания Потери в результате ожидания исходят от людей, процессов или частично готовых изделий, которые
- 11. Потери из за дефектов и переделок Потеря от дефектов/переделок возникает, когда у нас нет надежных систем
- 12. Потери от перемещения, передвижения Потери от перемещения - это бесполезные движения людей, которые не добавляют ценности
- 13. Потери от перепроизводства Потери перепроизводства возникают, когда мы производим, собираем или строим больше, чем необходимо. Мы
- 14. Потери от излишних запасов Излишние запасы – это вид потерь, связанный с наличием сверхнормативного количества изделий,
- 15. Потери от чрезмерной обработки Потери от чрезмерной обработки возникают при попытках сделать продукт или услугу лучше,
- 16. 5| обучающий семинар| Инструменты Бережливого производства Lеan 5S Визуализация Всеобщее производительное обслуживание (ТРМ) Кайдзен Точно вовремя
- 17. Система 5С Система 5С является необходимым инструментом для внедрения программы бережливого производства и формирования новой производственной
- 18. Визуализация . Оконтуривание Цветовая маркировка Маркировка краской Метод дорожных знаков Фото «было – стало» Графическая рабочая
- 19. 5| обучающий семинар| Всеобщее производительное обслуживание (ТРМ) Основная идея TPM - вовлечение в процесс обслуживания оборудования
- 20. 5| обучающий семинар| Кайдзен
- 21. 5| обучающий семинар| Точно вовремя (Just in time) Способ организации производства, при котором перемещение заготовок и
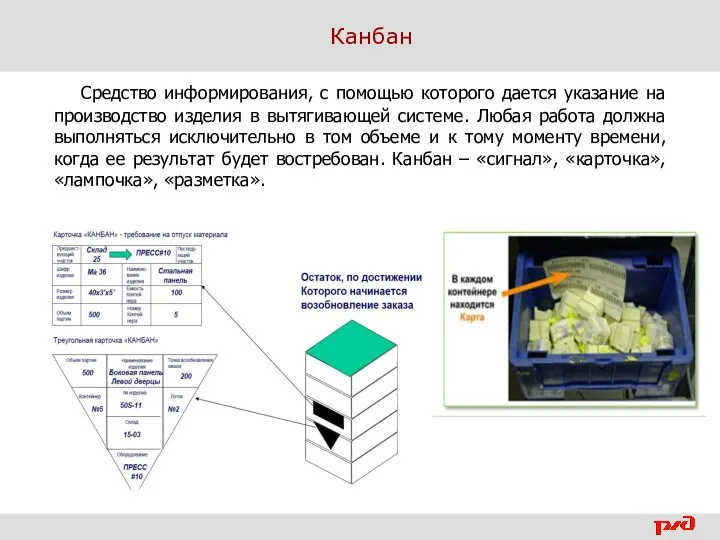
- 22. 5| обучающий семинар| Канбан Средство информирования, с помощью которого дается указание на производство изделия в вытягивающей
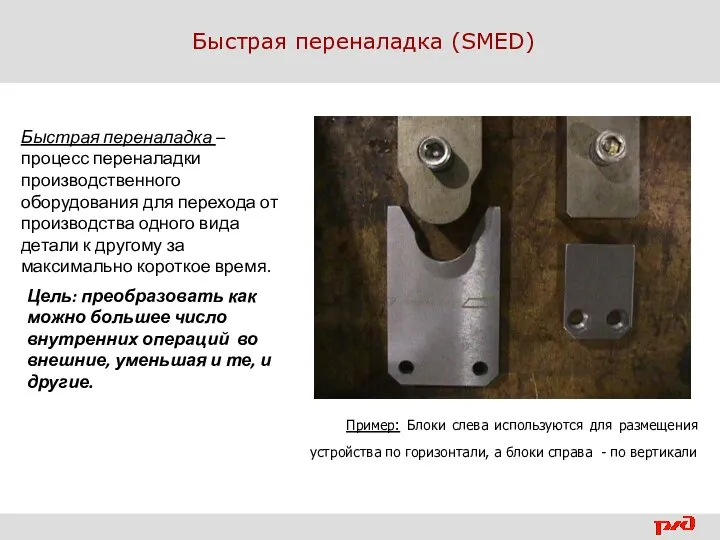
- 23. 5| обучающий семинар| Быстрая переналадка (SMED) Пример: Блоки слева используются для размещения устройства по горизонтали, а
- 24. 5| обучающий семинар| Выравнивание производственного потока Выравнивание – производственная система, направленная на сглаживание пиков и провалов
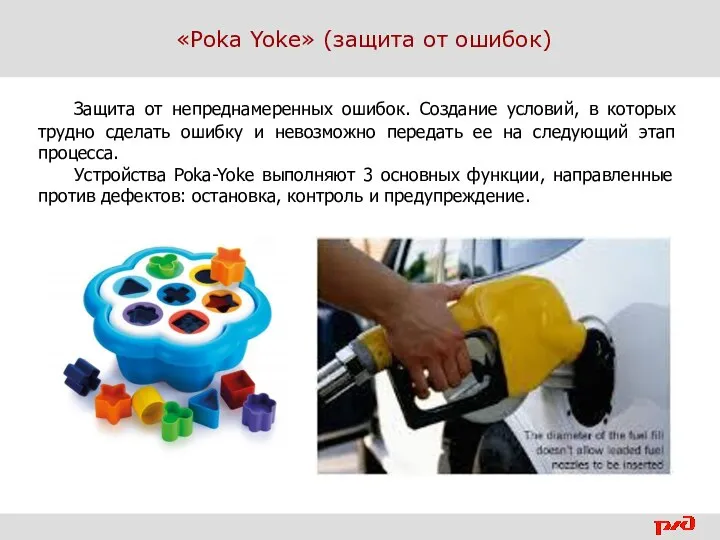
- 25. 5| обучающий семинар| «Poka Yoke» (защита от ошибок) Защита от непреднамеренных ошибок. Создание условий, в которых
- 26. 5| обучающий семинар| Карта потока создания ценности (КПСЦ) Карта потока создания ценности - это простая и
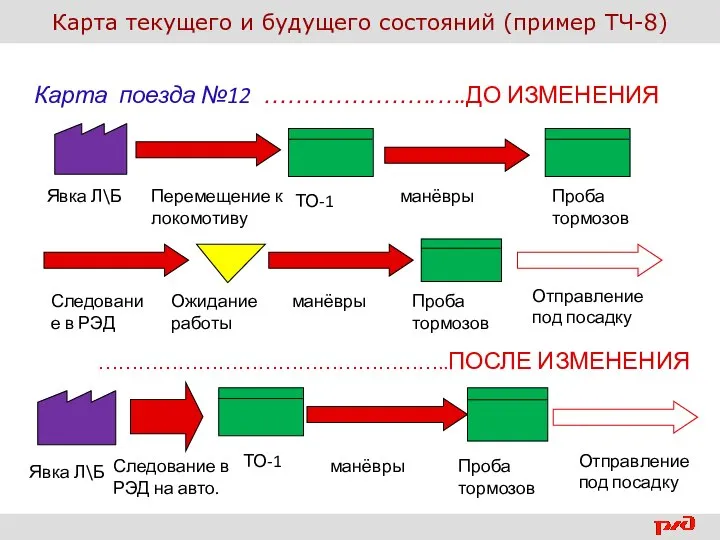
- 27. Явка Л\Б Следование в РЭД ТО-1 Перемещение к локомотиву Проба тормозов манёвры манёвры Отправление под посадку
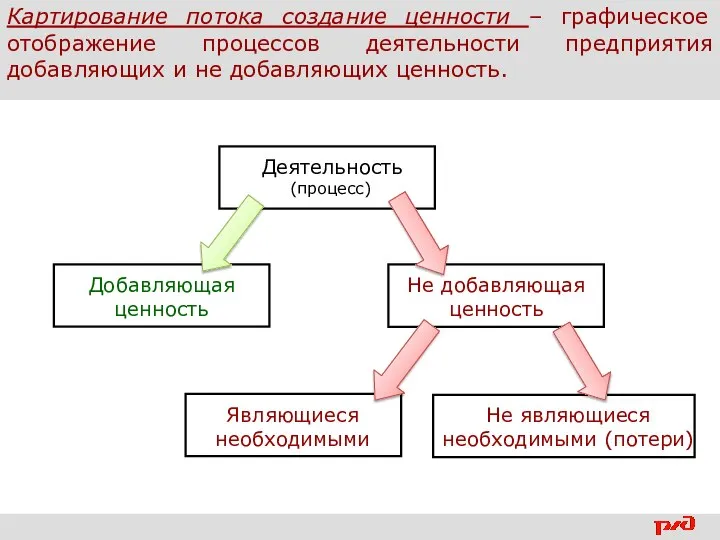
- 28. Деятельность (процесс) Добавляющая ценность Не добавляющая ценность Являющиеся необходимыми Не являющиеся необходимыми (потери) Картирование потока создание
- 30. Скачать презентацию
Слайд 3 Российский опыт
Алексей Капитонович Га́стев — российский революционер, профсоюзный деятель, поэт и
Российский опыт
Алексей Капитонович Га́стев — российский революционер, профсоюзный деятель, поэт и

Слайд 4 Что такое бережливое производство?
Бережли́вое произво́дство (lean production, lean manufacturing - англ.
Что такое бережливое производство?
Бережли́вое произво́дство (lean production, lean manufacturing - англ.
Слайд 5 Зачем нам нужно Бережливое производство?
Бережливое мышление - это система простых решений,
Зачем нам нужно Бережливое производство?
Бережливое мышление - это система простых решений,
Слайд 6 Принципы применения бережливого производства
в ОАО «РЖД»
1. Определить ценность конкретного
Принципы применения бережливого производства
в ОАО «РЖД»
1. Определить ценность конкретного
Слайд 7Основная идея бережливого производства
Основная идея бережливого производства
Слайд 8Семь видов потерь
Тайити Оно (1912-1990), отец-основатель Производственной системы Тойоты и бережливого
Семь видов потерь
Тайити Оно (1912-1990), отец-основатель Производственной системы Тойоты и бережливого

Слайд 9 Потери при транспортировке
Этот вид потерь происходит, когда продукция и материалы перемещаются
Потери при транспортировке
Этот вид потерь происходит, когда продукция и материалы перемещаются

Слайд 10 Потери от ожидания
Потери в результате ожидания исходят от людей, процессов или
Потери от ожидания
Потери в результате ожидания исходят от людей, процессов или
Слайд 11 Потери из за дефектов и переделок
Потеря от дефектов/переделок возникает, когда у
Потери из за дефектов и переделок
Потеря от дефектов/переделок возникает, когда у
Слайд 12 Потери от перемещения, передвижения
Потери от перемещения - это бесполезные движения людей,
Потери от перемещения, передвижения
Потери от перемещения - это бесполезные движения людей,

Слайд 13 Потери от перепроизводства
Потери перепроизводства возникают, когда мы производим, собираем или строим
Потери от перепроизводства
Потери перепроизводства возникают, когда мы производим, собираем или строим
Слайд 14 Потери от излишних запасов
Излишние запасы – это вид потерь, связанный с
Потери от излишних запасов
Излишние запасы – это вид потерь, связанный с

Слайд 15 Потери от чрезмерной обработки
Потери от чрезмерной обработки возникают при попытках сделать
Потери от чрезмерной обработки
Потери от чрезмерной обработки возникают при попытках сделать

Слайд 165| обучающий семинар|
Инструменты Бережливого производства
Lеan
5S
Визуализация
Всеобщее производительное обслуживание
5| обучающий семинар|
Инструменты Бережливого производства
Lеan
5S
Визуализация
Всеобщее производительное обслуживание
Слайд 17Система 5С
Система 5С является необходимым инструментом для внедрения программы бережливого производства и
Система 5С
Система 5С является необходимым инструментом для внедрения программы бережливого производства и
Слайд 18Визуализация
.
Оконтуривание
Цветовая маркировка
Маркировка краской
Метод дорожных знаков
Фото «было – стало»
Графическая рабочая инструкция
Визуализация
.
Оконтуривание
Цветовая маркировка
Маркировка краской
Метод дорожных знаков
Фото «было – стало»
Графическая рабочая инструкция

Слайд 195| обучающий семинар|
Всеобщее производительное обслуживание (ТРМ)
Основная идея TPM - вовлечение
5| обучающий семинар|
Всеобщее производительное обслуживание (ТРМ)
Основная идея TPM - вовлечение

Слайд 205| обучающий семинар|
Кайдзен
5| обучающий семинар|
Кайдзен

Слайд 215| обучающий семинар|
Точно вовремя (Just in time)
Способ организации производства, при
5| обучающий семинар|
Точно вовремя (Just in time)
Способ организации производства, при
Слайд 225| обучающий семинар|
Канбан
Средство информирования, с помощью которого дается указание
5| обучающий семинар|
Канбан
Средство информирования, с помощью которого дается указание
Слайд 235| обучающий семинар|
Быстрая переналадка (SMED)
Пример: Блоки слева используются для размещения
5| обучающий семинар|
Быстрая переналадка (SMED)
Пример: Блоки слева используются для размещения
Слайд 245| обучающий семинар|
Выравнивание производственного потока
Выравнивание – производственная система, направленная на
5| обучающий семинар|
Выравнивание производственного потока
Выравнивание – производственная система, направленная на

Слайд 255| обучающий семинар|
«Poka Yoke» (защита от ошибок)
Защита от непреднамеренных ошибок.
5| обучающий семинар|
«Poka Yoke» (защита от ошибок)
Защита от непреднамеренных ошибок.
Слайд 265| обучающий семинар|
Карта потока создания ценности (КПСЦ)
Карта потока создания ценности
5| обучающий семинар|
Карта потока создания ценности (КПСЦ)
Карта потока создания ценности
Слайд 27Явка Л\Б
Следование в РЭД
ТО-1
Перемещение к локомотиву
Проба тормозов
манёвры
манёвры
Отправление под посадку
Следование в РЭД на
Явка Л\Б
Следование в РЭД
ТО-1
Перемещение к локомотиву
Проба тормозов
манёвры
манёвры
Отправление под посадку
Следование в РЭД на
Слайд 28
Деятельность
(процесс)
Добавляющая ценность
Не добавляющая ценность
Являющиеся необходимыми
Не являющиеся необходимыми (потери)
Картирование потока
Деятельность
(процесс)
Добавляющая ценность
Не добавляющая ценность
Являющиеся необходимыми
Не являющиеся необходимыми (потери)
Картирование потока
 Проблемы урегулирования межорганизационных конфликтов в предпринимательских сетях
Проблемы урегулирования межорганизационных конфликтов в предпринимательских сетях Физиология автономной нервной системы
Физиология автономной нервной системы Презентация на тему Викторина ПДД
Презентация на тему Викторина ПДД  Саратовское региональное отделение Российского благотворительного фонда «Нет алкоголизму и наркомании» Учебный центр по снижен
Саратовское региональное отделение Российского благотворительного фонда «Нет алкоголизму и наркомании» Учебный центр по снижен Световой будильник-жалюзи
Световой будильник-жалюзи Презентация на тему Экологические проблемы России
Презентация на тему Экологические проблемы России  Словообразование и орфография
Словообразование и орфография Хаос
Хаос Профессия Учитель!!! Галина Васильевна – наш классный руководитель.
Профессия Учитель!!! Галина Васильевна – наш классный руководитель. Бихевиоризм в теории управления
Бихевиоризм в теории управления Расширенное Участие Trust Fund Кодексав деятельности Кодекса
Расширенное Участие Trust Fund Кодексав деятельности Кодекса Русско-турецкая война 1877-1878 (8 класс)
Русско-турецкая война 1877-1878 (8 класс) Как психологу повлиять на трудного клиента
Как психологу повлиять на трудного клиента Развитие стран Западной Европы и США Во второй половине XX века
Развитие стран Западной Европы и США Во второй половине XX века Остров Кука
Остров Кука Итоги осуществления закупок товаров, работ и услуг для обеспечения государственных и муниципальных нужд города Чебоксары
Итоги осуществления закупок товаров, работ и услуг для обеспечения государственных и муниципальных нужд города Чебоксары Феномен науки и законы её развития. Педагогика как наука. Лекция 3
Феномен науки и законы её развития. Педагогика как наука. Лекция 3 1-_kultur_ve_destinasyon
1-_kultur_ve_destinasyon Фольклорный коллектив Ӧмидз тусьяс (Ягодки – малинки) с. Усть - Лыжа
Фольклорный коллектив Ӧмидз тусьяс (Ягодки – малинки) с. Усть - Лыжа Работы МДК. Шрифты
Работы МДК. Шрифты Завоевание Обетованной земли
Завоевание Обетованной земли Виды собственности
Виды собственности Парные согласные на конце слов
Парные согласные на конце слов Симметрия “бянь-变” и хуа-花” в орнаменталистике Древнего Китая
Симметрия “бянь-变” и хуа-花” в орнаменталистике Древнего Китая Проектирование волоконно-оптической системы передачи на участке г. Тобольск - с. Ярково
Проектирование волоконно-оптической системы передачи на участке г. Тобольск - с. Ярково Конституция Российской Федерации. Конкурс Молодец
Конституция Российской Федерации. Конкурс Молодец 5 Финансовая система
5 Финансовая система Центральная библиотека Пущинского научного центра РАНВасильчиков Виктор Всеволодович
Центральная библиотека Пущинского научного центра РАНВасильчиков Виктор Всеволодович