- Добро пожаловать!!!

Содержание
- 2. Площадь производства 15.000 кв.м. 120 работников Оборот компании в 2004: 16.000.000 EURO Оборот компании в 2005:
- 3. Краскораспылители: W 40.000 шт. A 250.000 шт. Обдувочные пистолеты: 400.000 шт. Пистолеты для подкачки шин: 300.000
- 4. • Специализация: продукция для автомастерских и индустрии; • Первоклассные исходные материалы для производства; • Контроль качества
- 5. В МИРЕ: SATA: 45% DEVILBIS: 20% IWATA: 15% WALCOM: 5% другие: 15% В ИТАЛИИ: SATA: 35%
- 6. Для финишной окраски: GENESI GEO GENESI HTE GENESI HVLP Для грунтовых работ: SLIM SLIM HVLP Для
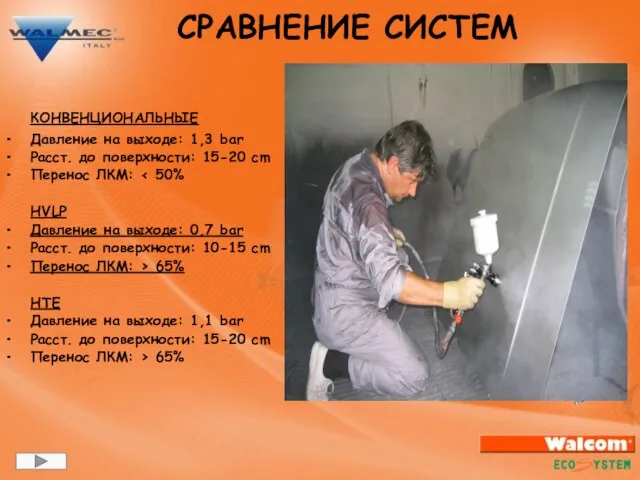
- 7. КОНВЕНЦИОНАЛЬНЫЕ Давление на выходе: 1,3 bar Расст. до поверхности: 15-20 cm Перенос ЛКМ: HVLP Давление на
- 8. •КОРПУС: штампованный и отполированный алюминий, химически никелирован, хромирован. •ПРОХОДЫ ВОЗДУХА: просверливаются на компьютеризированном высокоточном стенде с
- 9. •КОРПУС: полированный и никелированный алюминий. •ВОЗДУШНЫЕ ПРОХОДЫ: сделаны при помощи высокоточных машин •СОПЛО и ИГЛА: AISI
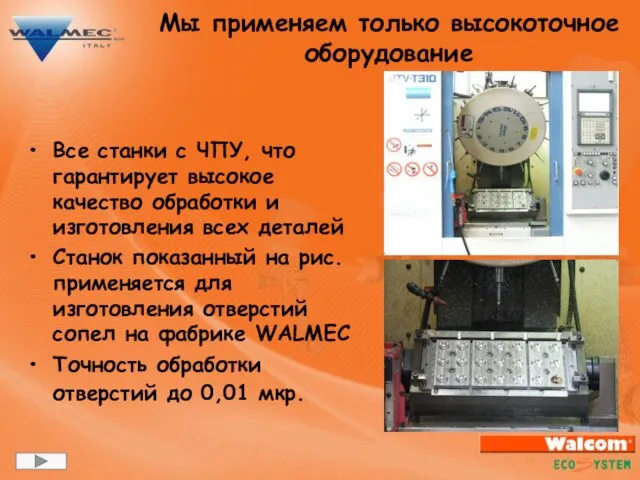
- 10. Все станки с ЧПУ, что гарантирует высокое качество обработки и изготовления всех деталей Станок показанный на
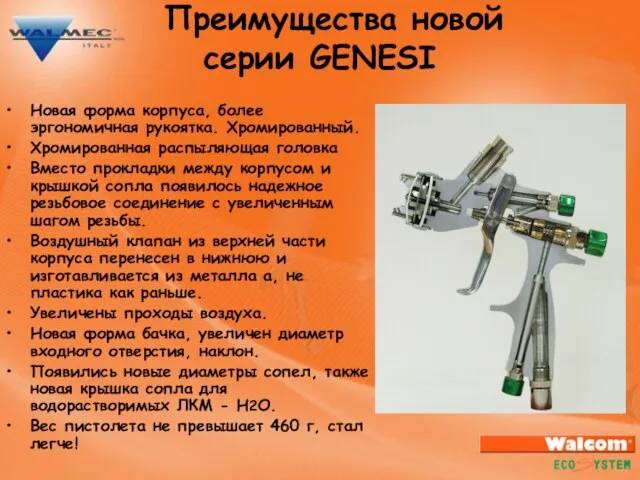
- 11. Новая форма корпуса, более эргономичная рукоятка. Хромированный. Хромированная распыляющая головка Вместо прокладки между корпусом и крышкой
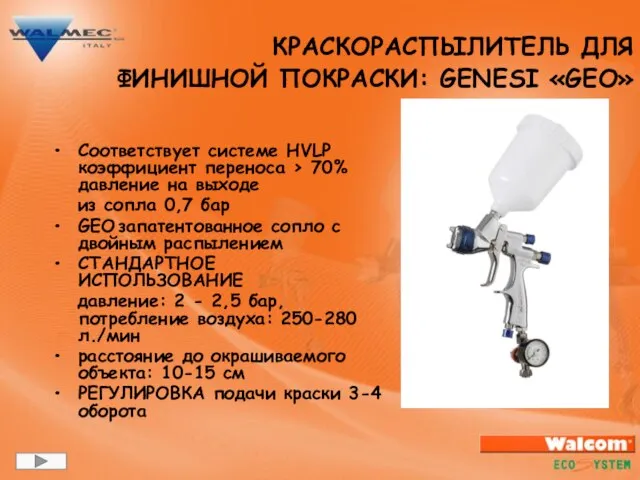
- 12. Соответствует системе HVLP коэффициент переноса > 70% давление на выходе из сопла 0,7 бар GEO запатентованное
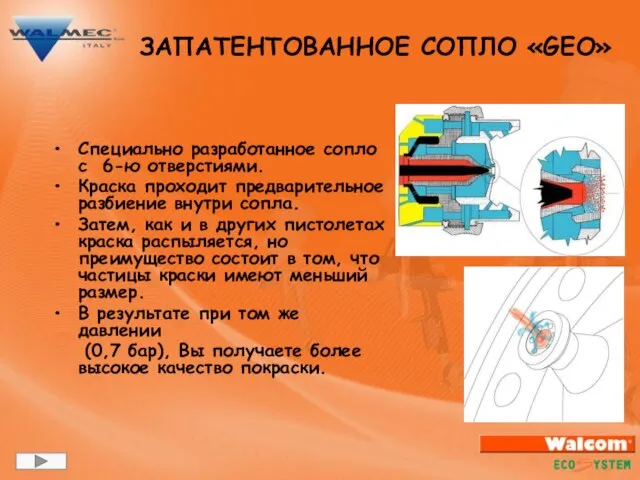
- 13. Специально разработанное сопло с 6-ю отверстиями. Краска проходит предварительное разбиение внутри сопла. Затем, как и в
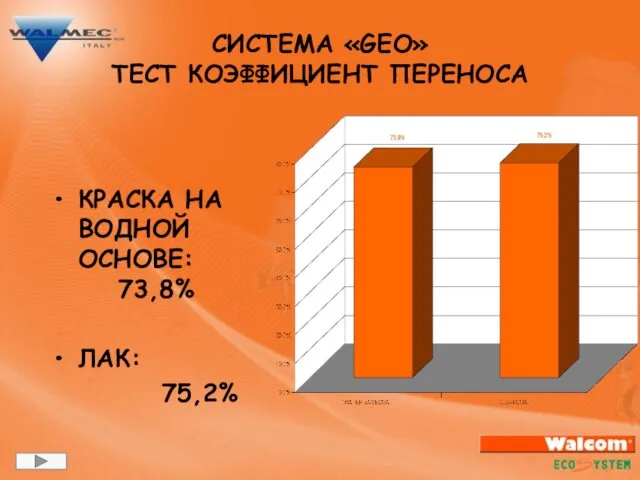
- 14. КРАСКА НА ВОДНОЙ ОСНОВЕ: 73,8% ЛАК: 75,2% СИСТЕМА «GEO» ТЕСТ КОЭФФИЦИЕНТ ПЕРЕНОСА
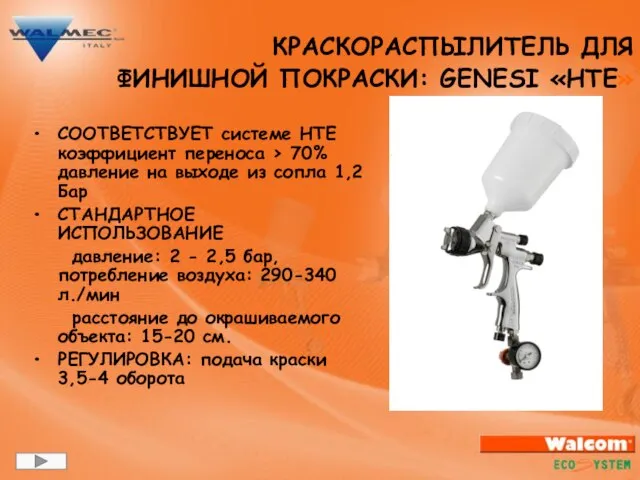
- 15. СООТВЕТСТВУЕТ системе HTE коэффициент переноса > 70% давление на выходе из сопла 1,2 Бар СТАНДАРТНОЕ ИСПОЛЬЗОВАНИЕ
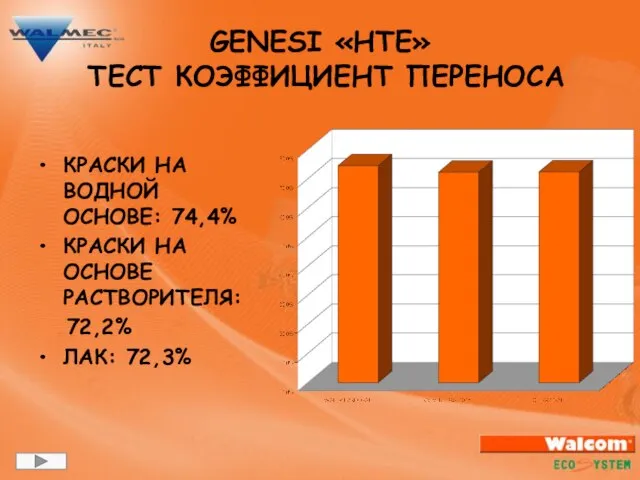
- 16. КРАСКИ НА ВОДНОЙ ОСНОВЕ: 74,4% КРАСКИ НА ОСНОВЕ РАСТВОРИТЕЛЯ: 72,2% ЛАК: 72,3% GENESI «HTE» ТЕСТ КОЭФФИЦИЕНТ
- 17. THATCHAM: ведущий независимый центр в Великобритании Тест проводился при стандартных условиях автомастерской и согласно рекомендациям фирмы
- 18. СООТВЕТСТВУЕТ системе HVLP коэффициент переноса > 70% давление на выходе из сопла 0,7 Бар СТАНДАРТНОЕ ИСПОЛЬЗОВАНИЕ
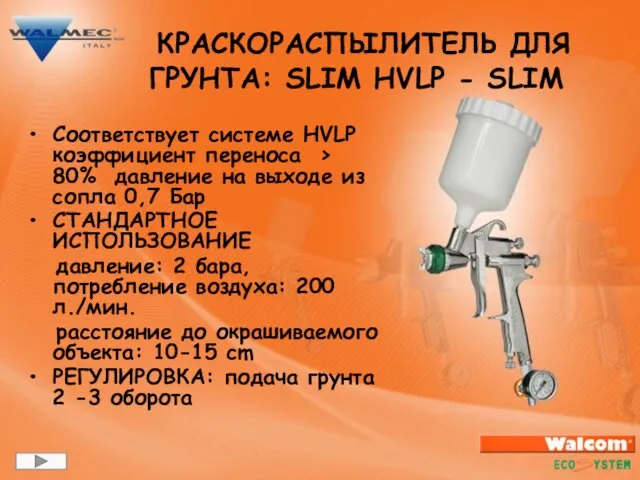
- 19. Соответствует системе HVLP коэффициент переноса > 80% давление на выходе из сопла 0,7 Бар СТАНДАРТНОЕ ИСПОЛЬЗОВАНИЕ
- 20. Соответствует системе HVLP коэффициент переноса > 80% давление на выходе из сопла 0,7 Бар СТАНДАРТНОЕ ИСПОЛЬЗОВАНИЕ
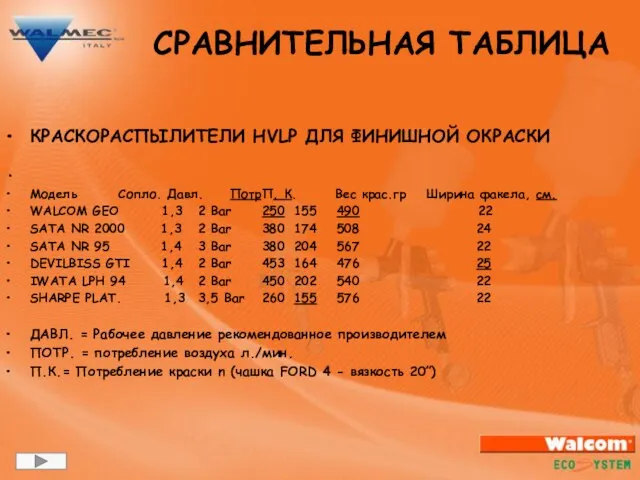
- 21. КРАСКОРАСПЫЛИТЕЛИ HVLP ДЛЯ ФИНИШНОЙ ОКРАСКИ Модель Сопло. Давл. Потр П. К. Вес крас.гр Ширина факела, cм.
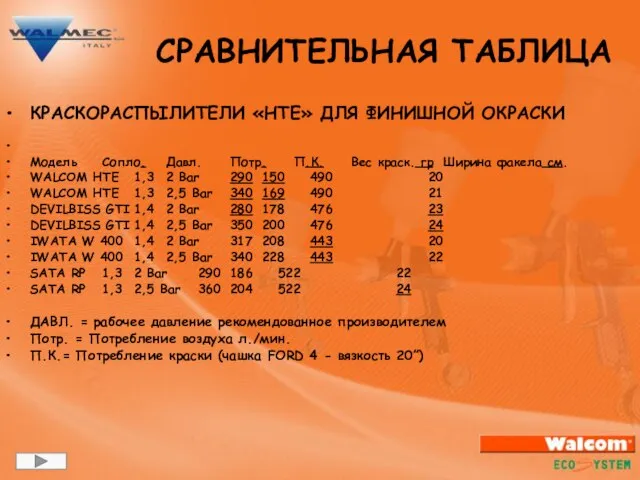
- 22. КРАСКОРАСПЫЛИТЕЛИ «HTE» ДЛЯ ФИНИШНОЙ ОКРАСКИ Модель Сопло. Давл. Потр. П.К. Вес краск. гр Ширина факела cм.
- 23. Все краскораспылители требуют аккуратного обслуживания ! Производитель рекомендует использовать только оригинальные запасные части. Краскораспылителем можно распылять
- 24. Все краскораспылители нуждаются в тщательном обслуживании ! Правильно производить промывку растворителем Использовать только оригинальные запасные части
- 25. Давление на входе в краскораспылитель не должно быть более 5-6 атм. Используйте шланги для подключения сделанные
- 26. Ручная мойка краскораспылителей. Сделан из оцинкованного листа Возможно подключение емкостей для чистого и отработанного растворителя. Рабочее
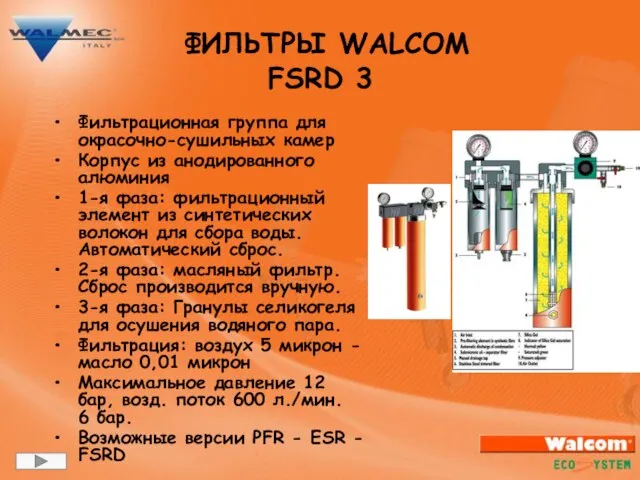
- 27. Фильтрационная группа для окрасочно-сушильных камер Корпус из анодированного алюминия 1-я фаза: фильтрационный элемент из синтетических волокон
- 29. Скачать презентацию
Слайд 2Площадь производства 15.000 кв.м.
120 работников
Оборот компании в 2004: 16.000.000 EURO
Оборот компании
Площадь производства 15.000 кв.м.
120 работников
Оборот компании в 2004: 16.000.000 EURO
Оборот компании

Слайд 3Краскораспылители: W 40.000 шт. A 250.000 шт.
Обдувочные пистолеты: 400.000 шт.
Пистолеты для подкачки
Краскораспылители: W 40.000 шт. A 250.000 шт.
Обдувочные пистолеты: 400.000 шт.
Пистолеты для подкачки
Слайд 4• Специализация: продукция для автомастерских и индустрии;
• Первоклассные исходные материалы для производства;
•
• Специализация: продукция для автомастерских и индустрии;
• Первоклассные исходные материалы для производства;
•
Слайд 5В МИРЕ:
SATA: 45%
DEVILBIS: 20%
IWATA: 15%
WALCOM: 5%
другие: 15%
В ИТАЛИИ:
SATA: 35%
DEVILBIS: 15%
IWATA: 10%
WALCOM: 30%
другие:
В МИРЕ:
SATA: 45%
DEVILBIS: 20%
IWATA: 15%
WALCOM: 5%
другие: 15%
В ИТАЛИИ:
SATA: 35%
DEVILBIS: 15%
IWATA: 10%
WALCOM: 30%
другие:

Слайд 6Для финишной окраски: GENESI GEO GENESI HTE GENESI HVLP
Для грунтовых работ: SLIM
Для финишной окраски: GENESI GEO GENESI HTE GENESI HVLP
Для грунтовых работ: SLIM
Слайд 7 КОНВЕНЦИОНАЛЬНЫЕ
Давление на выходе: 1,3 bar
Расст. до поверхности: 15-20 cm
Перенос ЛКМ: < 50%
КОНВЕНЦИОНАЛЬНЫЕ
Давление на выходе: 1,3 bar
Расст. до поверхности: 15-20 cm
Перенос ЛКМ: < 50%
Слайд 8•КОРПУС: штампованный и отполированный алюминий, химически никелирован, хромирован.
•ПРОХОДЫ ВОЗДУХА: просверливаются на компьютеризированном
•КОРПУС: штампованный и отполированный алюминий, химически никелирован, хромирован.
•ПРОХОДЫ ВОЗДУХА: просверливаются на компьютеризированном

Слайд 9•КОРПУС: полированный и никелированный алюминий.
•ВОЗДУШНЫЕ ПРОХОДЫ: сделаны при помощи высокоточных машин
•СОПЛО и
•КОРПУС: полированный и никелированный алюминий.
•ВОЗДУШНЫЕ ПРОХОДЫ: сделаны при помощи высокоточных машин
•СОПЛО и

Слайд 10Все станки с ЧПУ, что гарантирует высокое качество обработки и изготовления всех
Все станки с ЧПУ, что гарантирует высокое качество обработки и изготовления всех
Слайд 11Новая форма корпуса, более эргономичная рукоятка. Хромированный.
Хромированная распыляющая головка
Вместо прокладки между корпусом
Новая форма корпуса, более эргономичная рукоятка. Хромированный.
Хромированная распыляющая головка
Вместо прокладки между корпусом
Слайд 12
Соответствует системе HVLP коэффициент переноса > 70% давление на выходе
Соответствует системе HVLP коэффициент переноса > 70% давление на выходе
Слайд 13Специально разработанное сопло с 6-ю отверстиями.
Краска проходит предварительное разбиение внутри сопла.
Затем, как
Краска проходит предварительное разбиение внутри сопла.
Затем, как
Слайд 14КРАСКА НА ВОДНОЙ ОСНОВЕ: 73,8%
ЛАК:
75,2%
СИСТЕМА «GEO»
ТЕСТ КОЭФФИЦИЕНТ ПЕРЕНОСА
КРАСКА НА ВОДНОЙ ОСНОВЕ: 73,8%
ЛАК:
75,2%
СИСТЕМА «GEO»
ТЕСТ КОЭФФИЦИЕНТ ПЕРЕНОСА
Слайд 15СООТВЕТСТВУЕТ системе HTE коэффициент переноса > 70% давление на выходе из сопла
Слайд 16КРАСКИ НА ВОДНОЙ ОСНОВЕ: 74,4%
КРАСКИ НА ОСНОВЕ РАСТВОРИТЕЛЯ:
72,2%
ЛАК: 72,3%
GENESI «HTE»
КРАСКИ НА ВОДНОЙ ОСНОВЕ: 74,4%
КРАСКИ НА ОСНОВЕ РАСТВОРИТЕЛЯ:
72,2%
ЛАК: 72,3%
GENESI «HTE»
Слайд 17THATCHAM: ведущий независимый центр в Великобритании
Тест проводился при стандартных условиях автомастерской и
THATCHAM: ведущий независимый центр в Великобритании
Тест проводился при стандартных условиях автомастерской и
Слайд 18СООТВЕТСТВУЕТ системе HVLP коэффициент переноса > 70%
давление на выходе из
СООТВЕТСТВУЕТ системе HVLP коэффициент переноса > 70%
давление на выходе из

Слайд 19Соответствует системе HVLP коэффициент переноса > 80% давление на выходе из сопла
Соответствует системе HVLP коэффициент переноса > 80% давление на выходе из сопла
Слайд 20Соответствует системе HVLP коэффициент переноса > 80% давление на выходе из сопла
Соответствует системе HVLP коэффициент переноса > 80% давление на выходе из сопла

Слайд 21КРАСКОРАСПЫЛИТЕЛИ HVLP ДЛЯ ФИНИШНОЙ ОКРАСКИ
Модель Сопло. Давл. Потр П. К. Вес крас.гр Ширина
КРАСКОРАСПЫЛИТЕЛИ HVLP ДЛЯ ФИНИШНОЙ ОКРАСКИ
Модель Сопло. Давл. Потр П. К. Вес крас.гр Ширина
Слайд 22КРАСКОРАСПЫЛИТЕЛИ «HTE» ДЛЯ ФИНИШНОЙ ОКРАСКИ
Модель Сопло. Давл. Потр. П.К. Вес краск. гр Ширина факела
КРАСКОРАСПЫЛИТЕЛИ «HTE» ДЛЯ ФИНИШНОЙ ОКРАСКИ
Модель Сопло. Давл. Потр. П.К. Вес краск. гр Ширина факела
Слайд 23Все краскораспылители требуют аккуратного обслуживания !
Производитель рекомендует использовать только оригинальные запасные части.
Краскораспылителем
Все краскораспылители требуют аккуратного обслуживания !
Производитель рекомендует использовать только оригинальные запасные части.
Краскораспылителем
Слайд 24Все краскораспылители нуждаются в тщательном обслуживании !
Правильно производить промывку растворителем
Использовать только оригинальные
Все краскораспылители нуждаются в тщательном обслуживании !
Правильно производить промывку растворителем
Использовать только оригинальные

Слайд 25Давление на входе в краскораспылитель не должно быть более 5-6 атм.
Используйте шланги
Давление на входе в краскораспылитель не должно быть более 5-6 атм.
Используйте шланги
Слайд 26Ручная мойка краскораспылителей.
Сделан из оцинкованного листа
Возможно подключение емкостей для чистого и отработанного
Ручная мойка краскораспылителей.
Сделан из оцинкованного листа
Возможно подключение емкостей для чистого и отработанного
Слайд 27Фильтрационная группа для окрасочно-сушильных камер
Корпус из анодированного алюминия
1-я фаза: фильтрационный элемент из
Фильтрационная группа для окрасочно-сушильных камер
Корпус из анодированного алюминия
1-я фаза: фильтрационный элемент из
 Клуб молодого педагога
Клуб молодого педагога Литьё под давлением
Литьё под давлением Причины и последствия конфликтов между учениками младших классов
Причины и последствия конфликтов между учениками младших классов Электромаммограф - РС
Электромаммограф - РС Мы в ответе за свою жизнь
Мы в ответе за свою жизнь Они сражались за Родину
Они сражались за Родину ГАЛЕРЕЯ ЭКСКЛЮЗИВНЫХ АКСЕССУАРОВ «БУРЖУЙ»
ГАЛЕРЕЯ ЭКСКЛЮЗИВНЫХ АКСЕССУАРОВ «БУРЖУЙ» Том Диксон
Том Диксон Презентация на тему Рисуем жирафа
Презентация на тему Рисуем жирафа Метод определения перспективной высоты уровня взгляда художника
Метод определения перспективной высоты уровня взгляда художника Интернет полезен!
Интернет полезен! Визуальное обследование и оценка технического состояния жилого дома
Визуальное обследование и оценка технического состояния жилого дома Алгоритмы биоинформатики
Алгоритмы биоинформатики Системная среда Windows
Системная среда Windows Обирай майбутнє без тютюну
Обирай майбутнє без тютюну Предупреждение чрезвычайных ситуаций
Предупреждение чрезвычайных ситуаций Физкультура - наше все!
Физкультура - наше все! Презентация на тему It’s as an Invention (Изобретения, которые потрясли мир)
Презентация на тему It’s as an Invention (Изобретения, которые потрясли мир) Презентация проекта _Загадки космоса НЛО_
Презентация проекта _Загадки космоса НЛО_ Угрожающие нарушения ритма и проводимости
Угрожающие нарушения ритма и проводимости Корректоры для лица
Корректоры для лица Фасады магазинов
Фасады магазинов Презентация на тему Арифметическая и геометрическая прогрессии
Презентация на тему Арифметическая и геометрическая прогрессии  УЧЕБНОЕ ЗАНЯТИЕдля учеников старших классов
УЧЕБНОЕ ЗАНЯТИЕдля учеников старших классов Классификация углеводородов
Классификация углеводородов ENGLISH TENSES Времена английского глагола Present Simple
ENGLISH TENSES Времена английского глагола Present Simple Информационные технологии в журналистикеИнтернет – телевидение(IPTV)
Информационные технологии в журналистикеИнтернет – телевидение(IPTV) Иллюстрации Орби Бердслея к драме Саломея
Иллюстрации Орби Бердслея к драме Саломея