ДОНСКОЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ Фам Динь Тунг Разработка методов анализа и синтеза управляемой динамической с
- ДОНСКОЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ Фам Динь Тунг Разработка методов анализа и синтеза управляемой динамической с

Содержание
- 2. Схема управления формообразующими движениями инструмента относительно заготовки при токарной обработки
- 3. Обобщённая схема преобразования динамических подсистем станка в процессе расширения пространства состояния на примере обработки на токарном
- 4. Схема расширения-сжатия пространства состояния динамической системы
- 5. Цель исследования Разработка теории и методов анализа и синтеза управляемой динамической системы резания с учетом эволюции
- 6. Задачи исследования (продолжение) 6. Изучение многообразий, формируемых в окрестностях медленно смещающейся точки равновесия динамической системы резания.
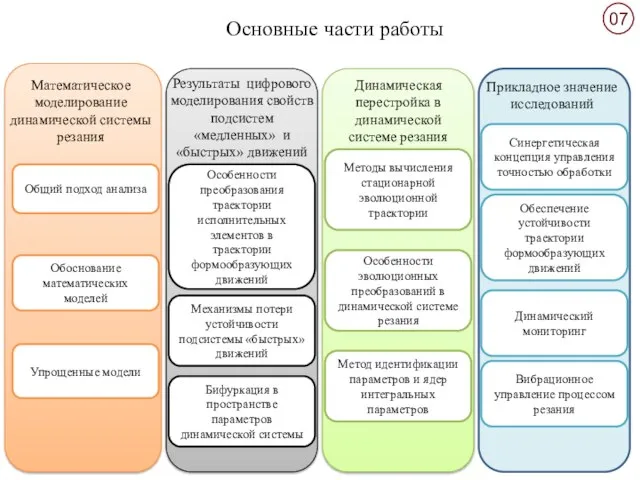
- 7. Основные части работы Обоснование математических моделей Особенности преобразования траектории исполнительных элементов в траектории формообразующих движений Механизмы
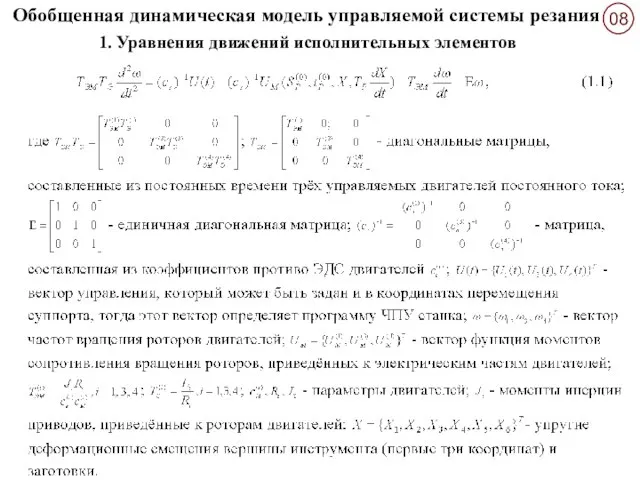
- 8. Обобщенная динамическая модель управляемой системы резания 1. Уравнения движений исполнительных элементов
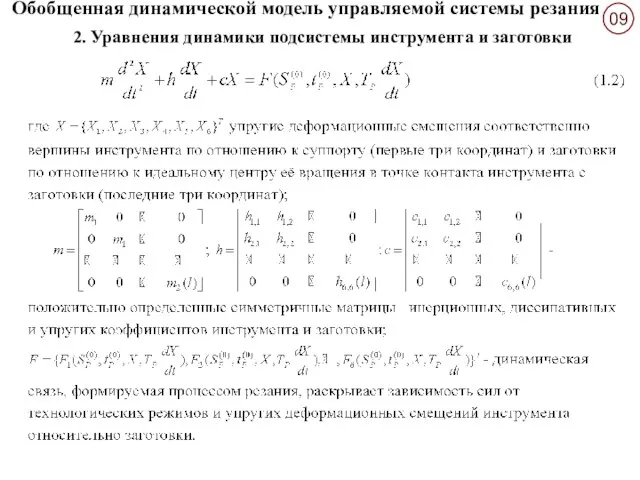
- 9. 2. Уравнения динамики подсистемы инструмента и заготовки Обобщенная динамической модель управляемой системы резания
- 10. Построение иерархии системы дифференциальных уравнений
- 11. Построение иерархии системы дифференциальных уравнений
- 12. Построение иерархии системы дифференциальных уравнений
- 13. Построение иерархии системы дифференциальных уравнений
- 14. Математическая модель подсистем инструмента и заготовки Идентификация параметров системы и динамической связи, формируемой процессом резания
- 15. Структурная схема измерения деформацией суппорта при действии рабочей силы по горизонтальному и вертикальному направлениям Общий вид
- 16. Общий вид экспериментальной установки
- 17. Типичная диаграмма суммарных смещений вершины режущего инструмента в зависимости от направления и модуля внешней силы Типичная
- 18. Идентификация параметров подсистем инструмента без процесса резания
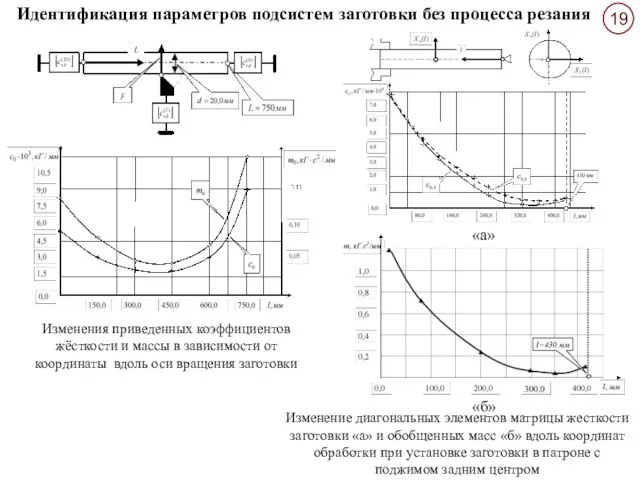
- 19. Изменение диагональных элементов матрицы жесткости заготовки «а» и обобщенных масс «б» вдоль координат обработки при установке
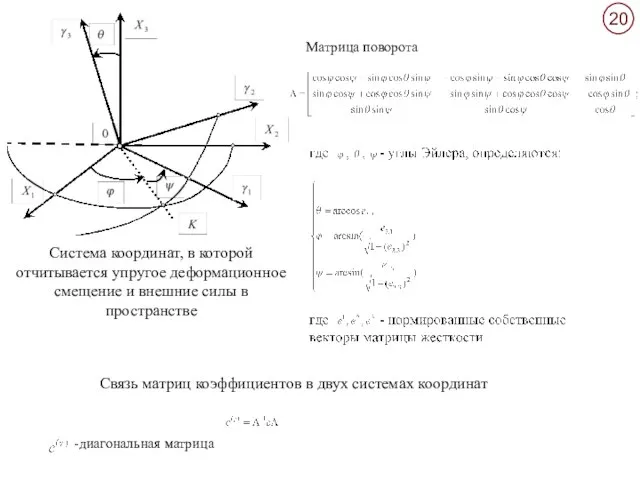
- 20. Система координат, в которой отчитывается упругое деформационное смещение и внешние силы в пространстве Матрица поворота Связь
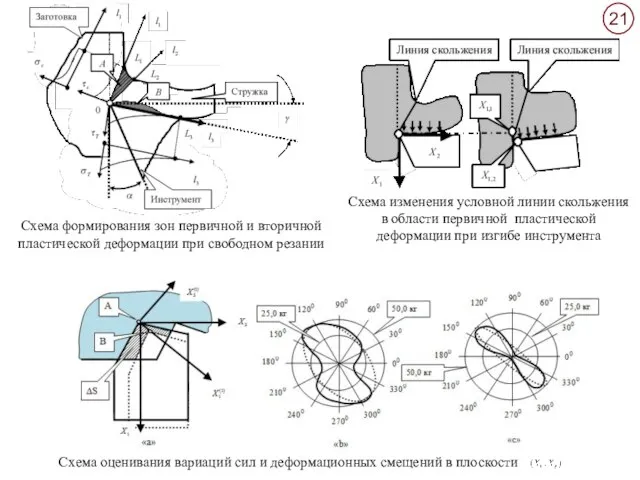
- 21. Схема формирования зон первичной и вторичной пластической деформации при свободном резании Схема изменения условной линии скольжения
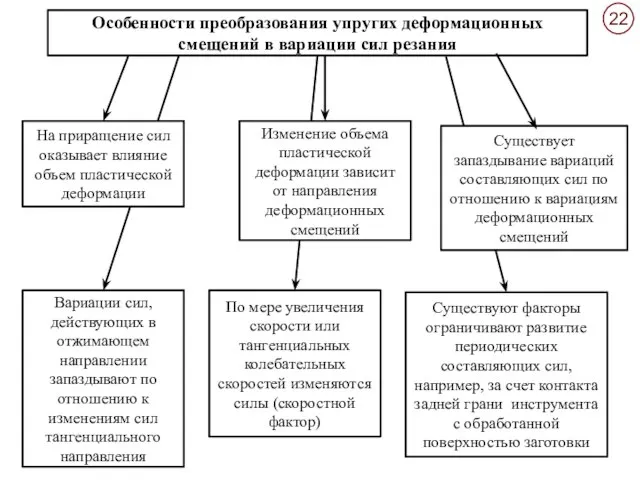
- 22. Особенности преобразования упругих деформационных смещений в вариации сил резания На приращение сил оказывает влияние объем пластической
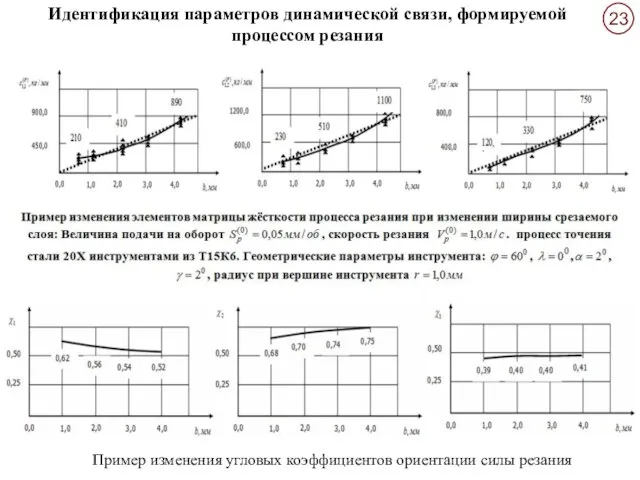
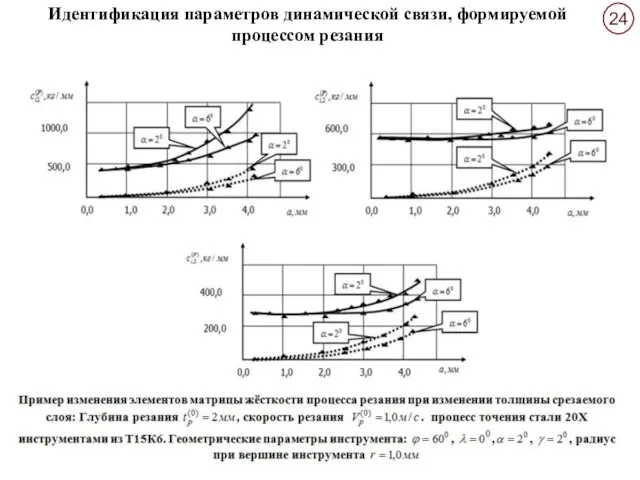
- 23. Пример изменения угловых коэффициентов ориентации силы резания Идентификация параметров динамической связи, формируемой процессом резания
- 24. Идентификация параметров динамической связи, формируемой процессом резания
- 25. Идентификация параметров динамической связи, формируемой процессом резания
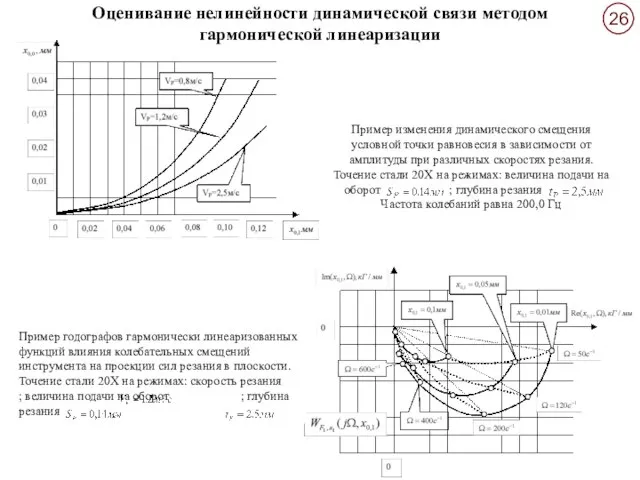
- 26. Пример изменения динамического смещения условной точки равновесия в зависимости от амплитуды при различных скоростях резания. Точение
- 27. 1. Матрицы динамической жесткости и скоростных коэффициентов, характеризующих линеаризованные характеристики процесса резания в окрестности точки равновесия
- 28. Упрощенные базовые модели динамики процесса резания 2. Вторая базовая модель 1. Первая базовая модель (1.10) (1.11)
- 29. Особенности преобразования траектории движений исполнительных элементов в траектории формообразующих движений
- 31. Упругая деформация вершины инструмента в направлении вдоль координат обработки и соответствующий разброс отклонения радиуса
- 32. Резец с укрепленными датчиками сил Обрабатываемая заготовка Пример экспериментально измеренного изменения главной составляющей силы резания при
- 33. Частотные свойства преобразования скорости продольной подачи в вариации сил резания и деформационных смещений инструмента Структурная схема
- 34. Частотные свойства преобразования скорости поперечной подачи в вариации сил резания и деформационных смещений инструмента где Структурная
- 35. Пример влияние переменной составляющей скорости подачи на изменение упругих деформационных смещений инструмента относительно заготовки «а» «б»
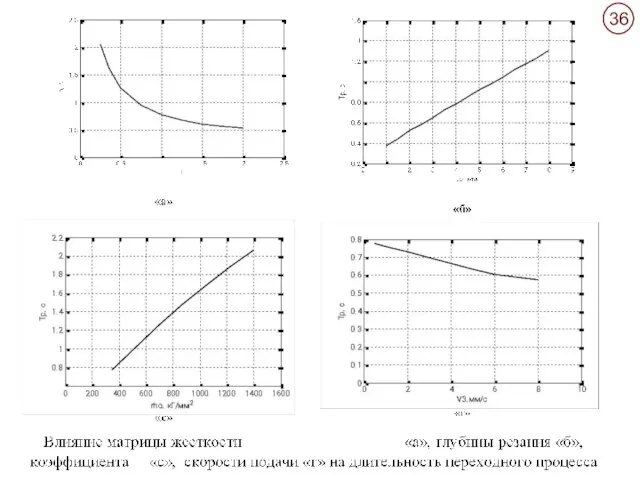
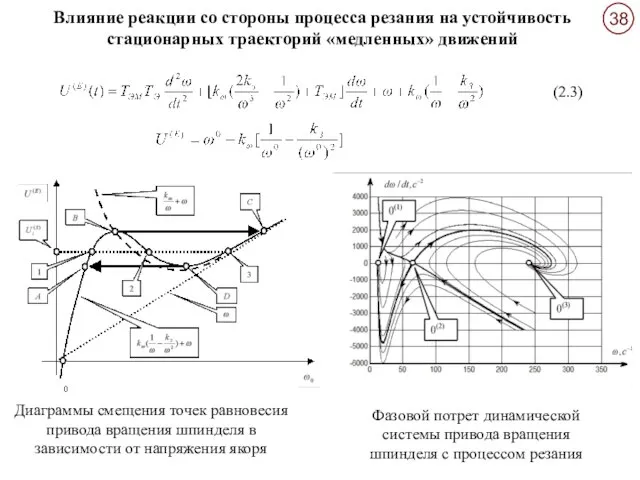
- 38. Влияние реакции со стороны процесса резания на устойчивость стационарных траекторий «медленных» движений Диаграммы смещения точек равновесия
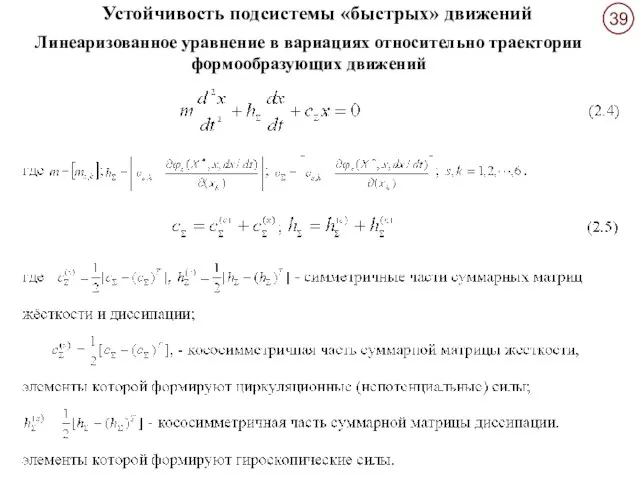
- 39. Устойчивость подсистемы «быстрых» движений Линеаризованное уравнение в вариациях относительно траектории формообразующих движений
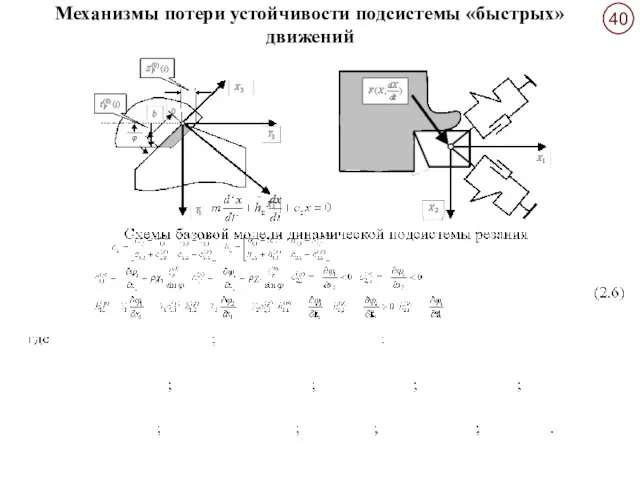
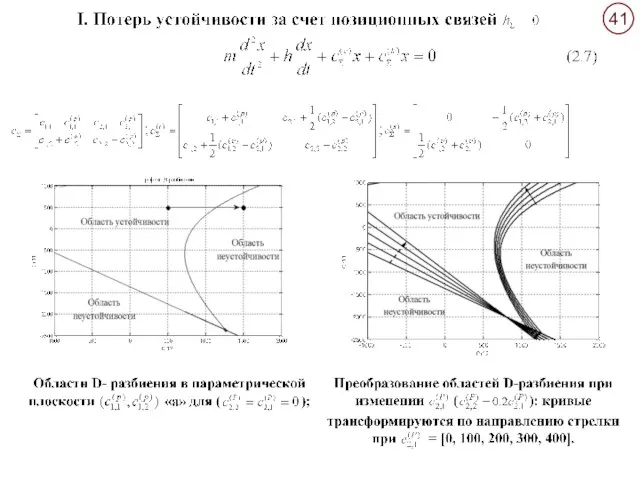
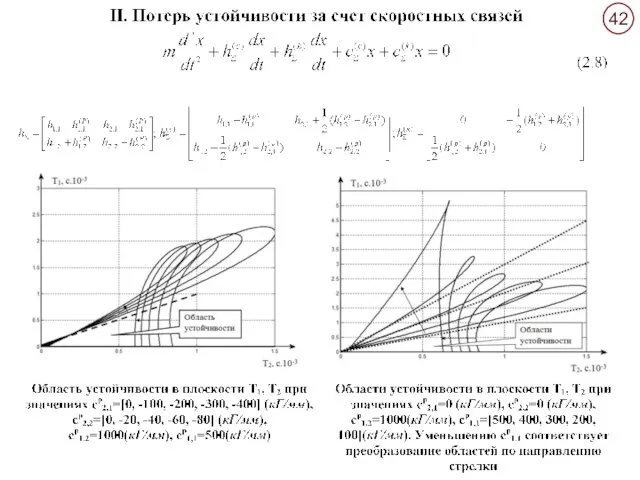
- 40. Механизмы потери устойчивости подсистемы «быстрых» движений
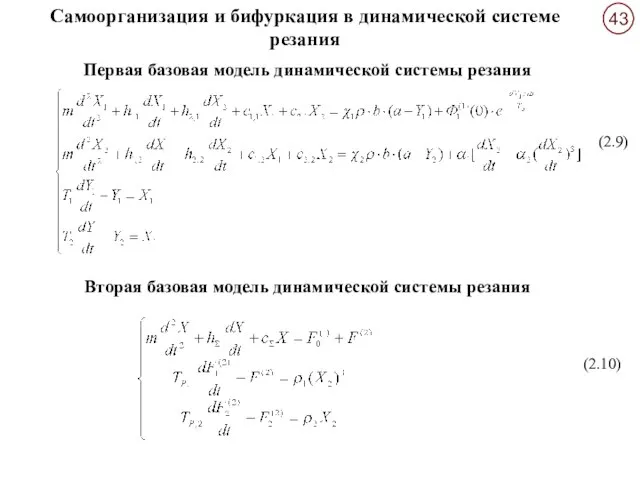
- 43. Первая базовая модель динамической системы резания Самоорганизация и бифуркация в динамической системе резания Вторая базовая модель
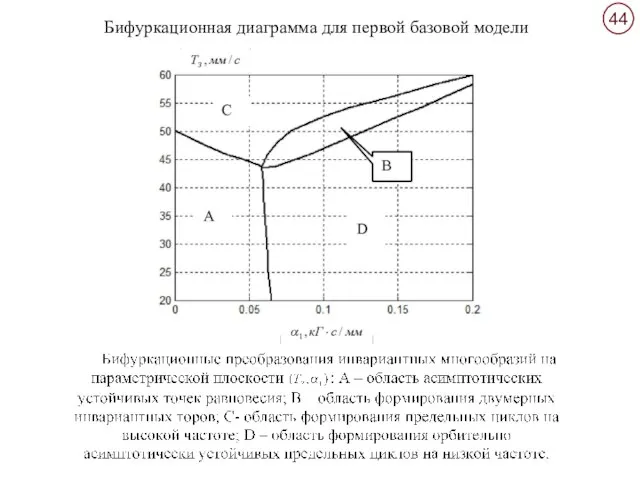
- 44. Бифуркационная диаграмма для первой базовой модели
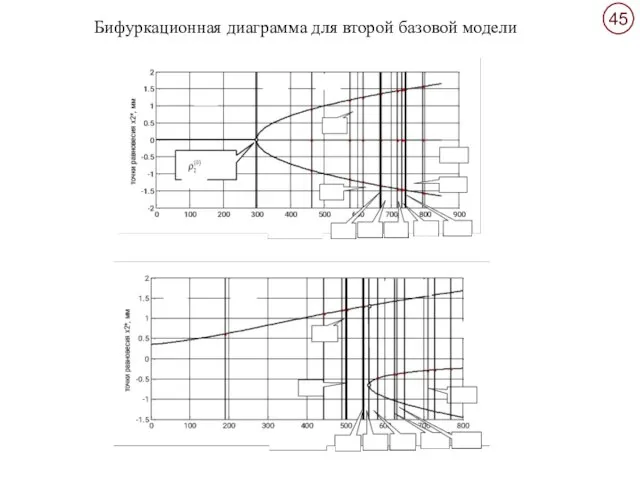
- 45. Бифуркационная диаграмма для второй базовой модели
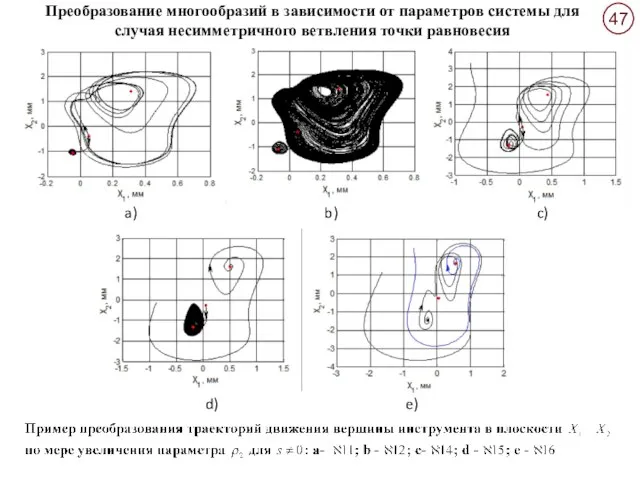
- 47. a) b) c) d) e) Преобразование многообразий в зависимости от параметров системы для случая несимметричного ветвления
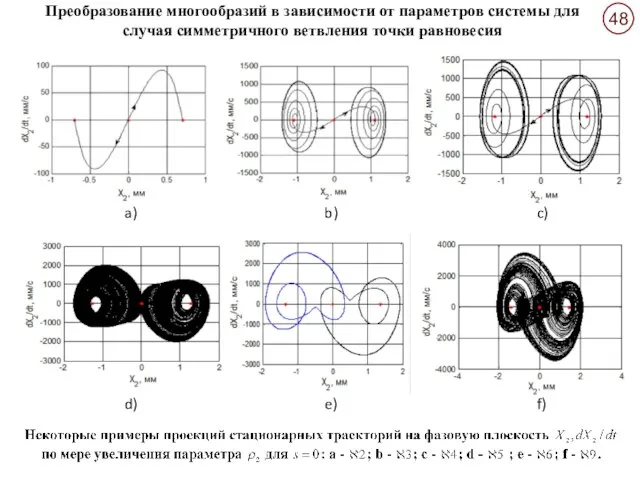
- 48. a) b) c) d) e) f) Преобразование многообразий в зависимости от параметров системы для случая симметричного
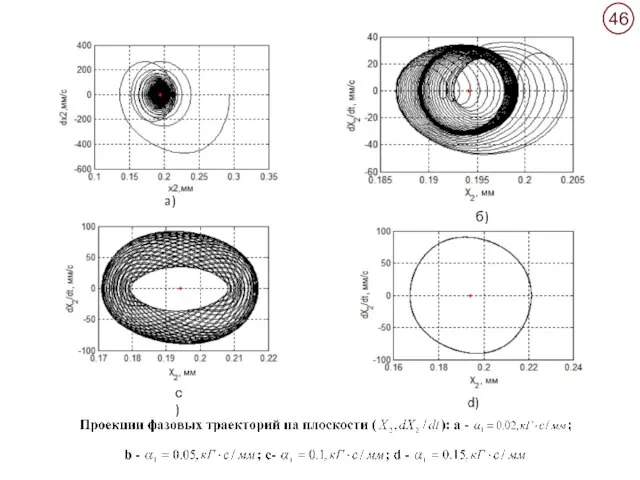
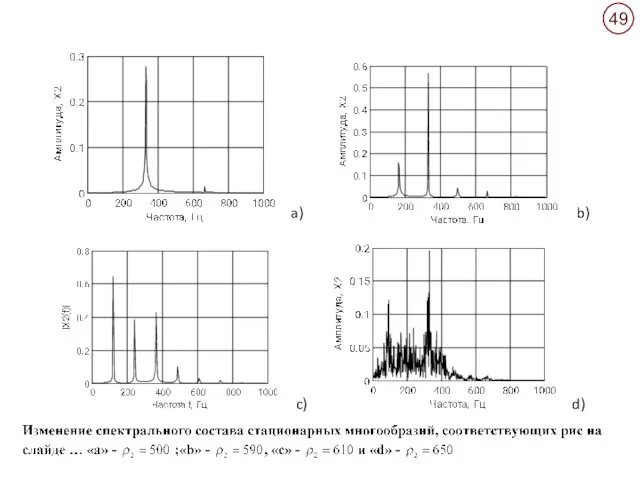
- 49. a) b) c) d)
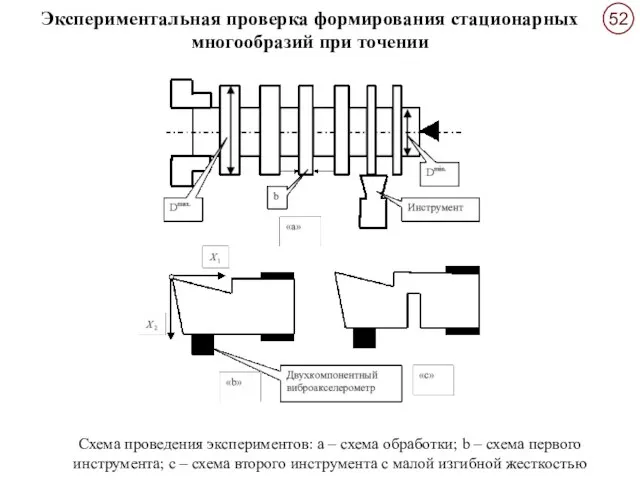
- 52. Схема проведения экспериментов: а – схема обработки; b – схема первого инструмента; с – схема второго
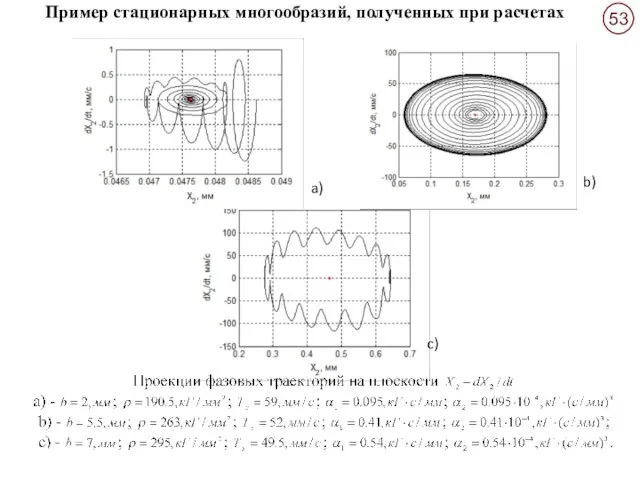
- 53. a) b) c) Пример стационарных многообразий, полученных при расчетах
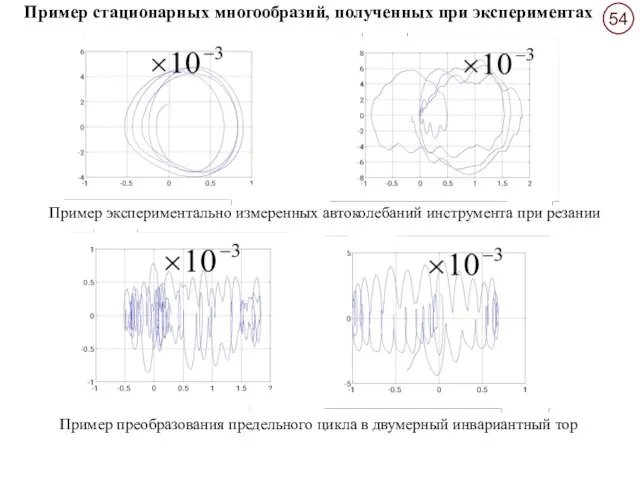
- 54. Пример преобразования предельного цикла в двумерный инвариантный тор Пример экспериментально измеренных автоколебаний инструмента при резании Пример
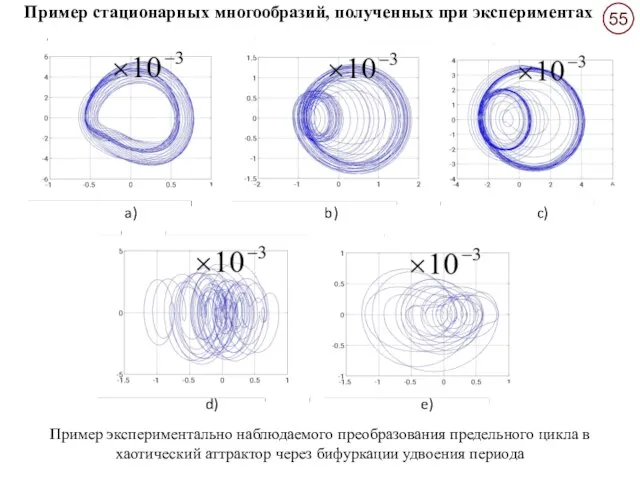
- 55. a) b) c) d) e) Пример экспериментально наблюдаемого преобразования предельного цикла в хаотический аттрактор через бифуркации
- 56. ПЕРЕСТРОЙКА ДИНАМИЧЕСКОЙ СИСТЕМЫ РЕЗАНИЯ В ХОДЕ ЕЕ ЭВОЛЮЦИИ
- 57. Обобщенный алгоритм исследования эволюционных преобразований в динамической системе резания
- 58. Метод определения стационарных эволюционных траекторий на основе дифференцирования интегральных уравнений
- 60. Базовая модель динамической системы резания с учетом эволюции связей (3.9)
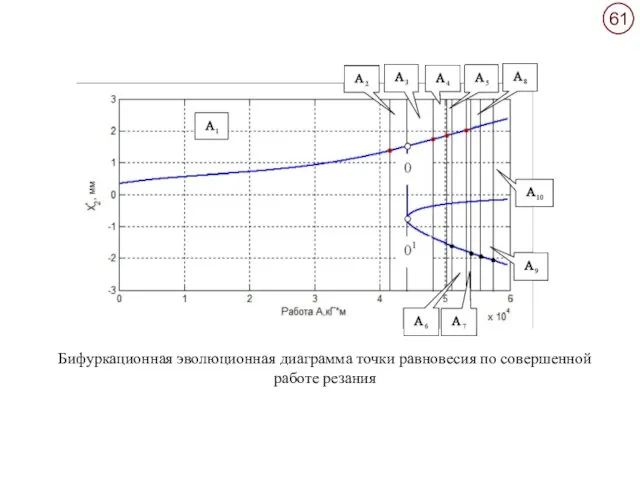
- 61. Бифуркационная эволюционная диаграмма точки равновесия по совершенной работе резания
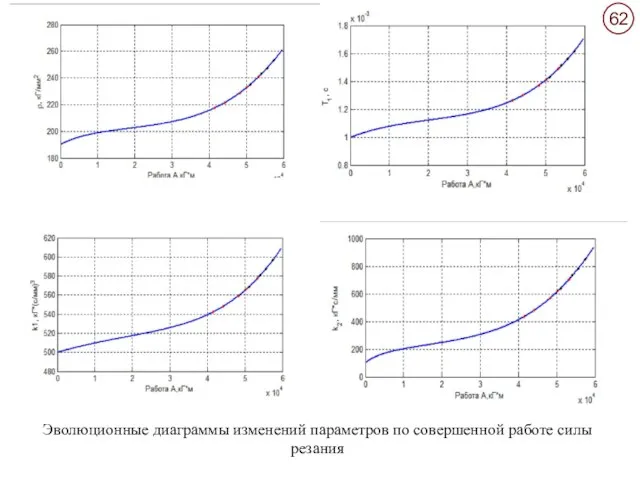
- 62. Эволюционные диаграммы изменений параметров по совершенной работе силы резания
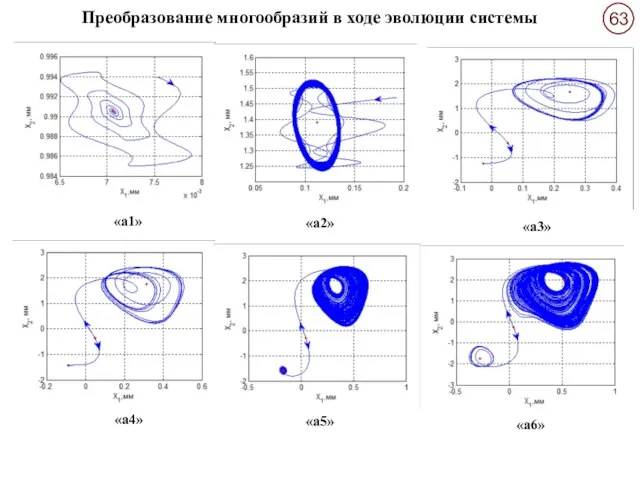
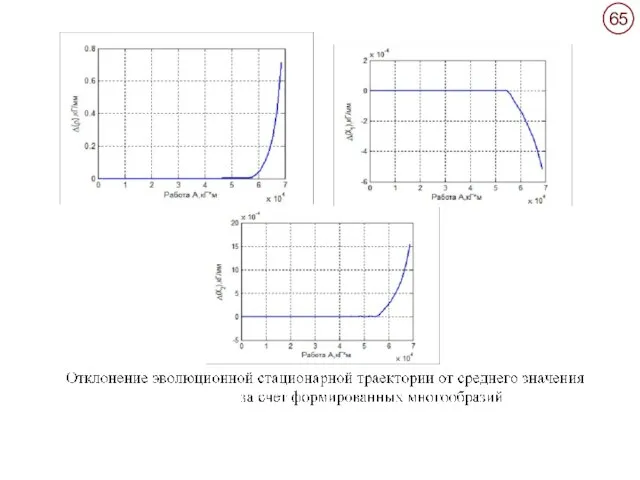
- 63. «а1» «а2» «а3» «а4» «а5» «а6» Преобразование многообразий в ходе эволюции системы
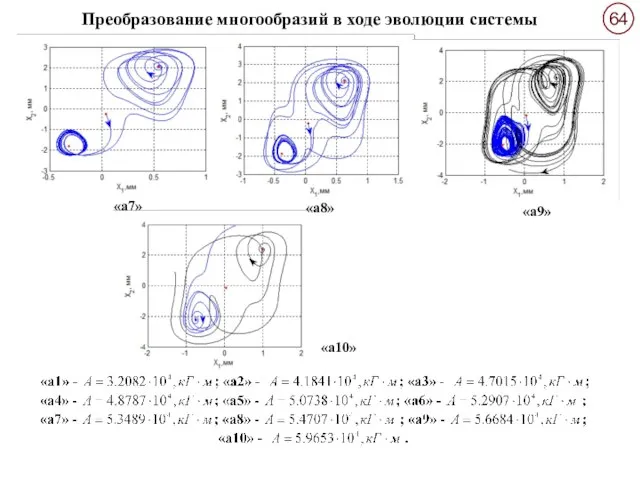
- 64. Преобразование многообразий в ходе эволюции системы
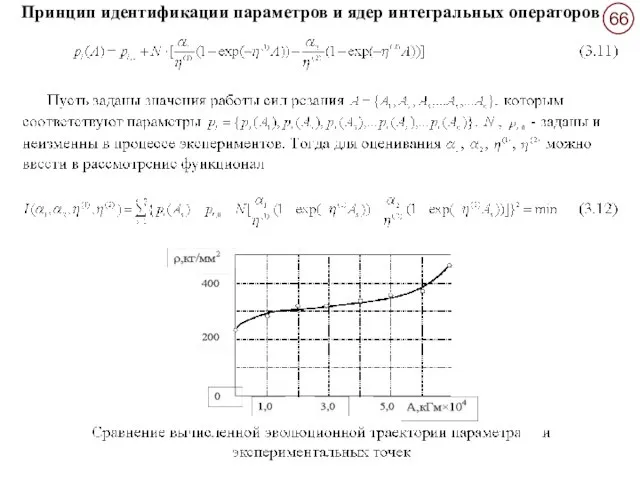
- 66. Принцип идентификации параметров и ядер интегральных операторов
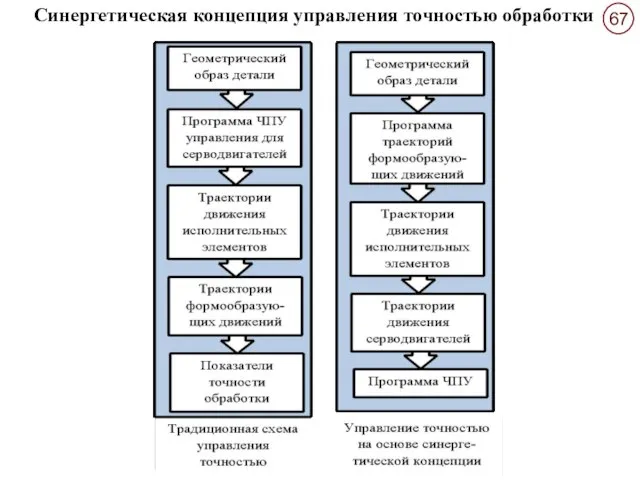
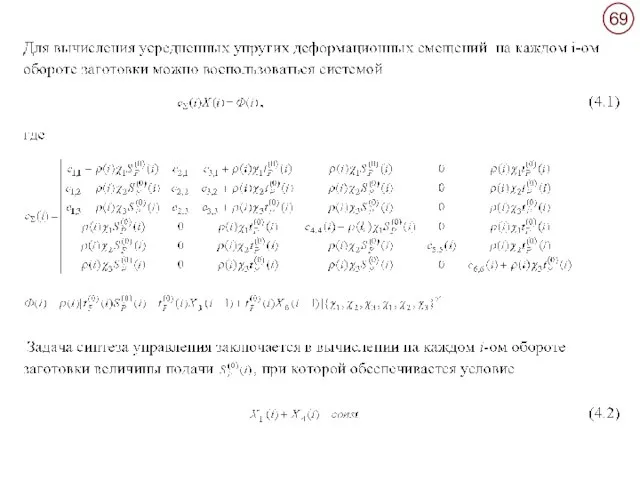
- 67. Синергетическая концепция управления точностью обработки
- 68. Пример базовой детали
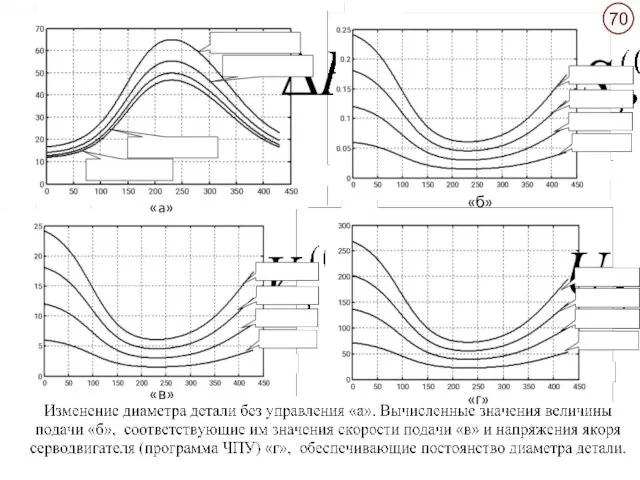
- 70. «a» «б» «в» «г»
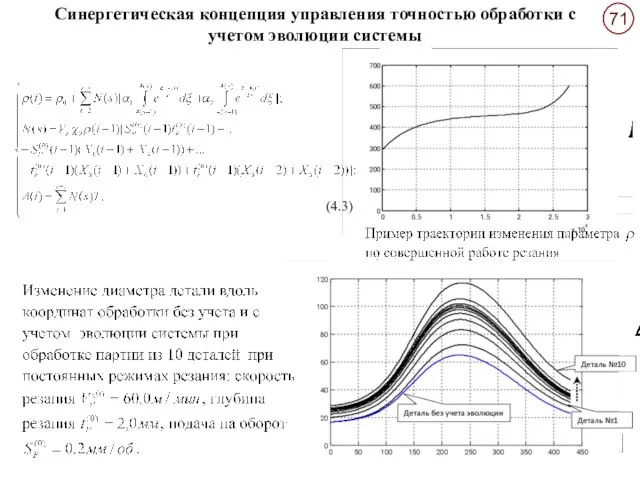
- 71. Синергетическая концепция управления точностью обработки с учетом эволюции системы (4.3)
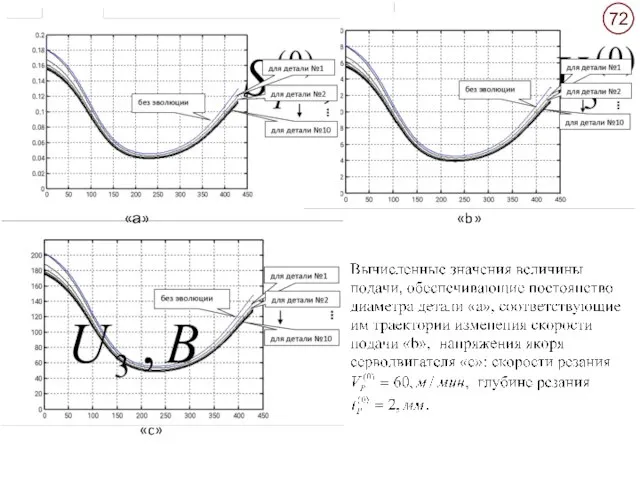
- 72. «а» «b» «c»
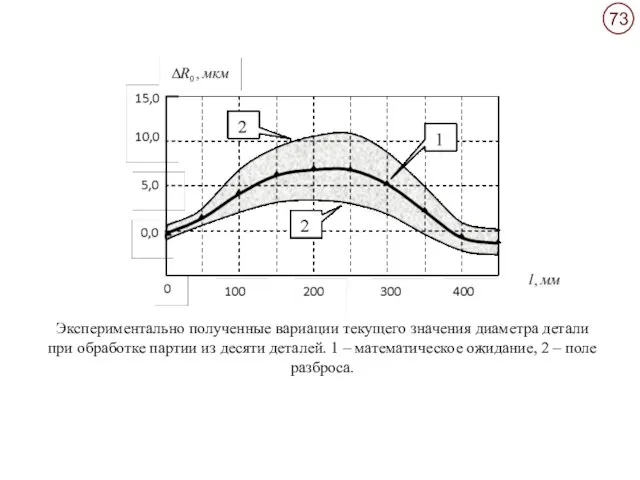
- 73. Экспериментально полученные вариации текущего значения диаметра детали при обработке партии из десяти деталей. 1 – математическое
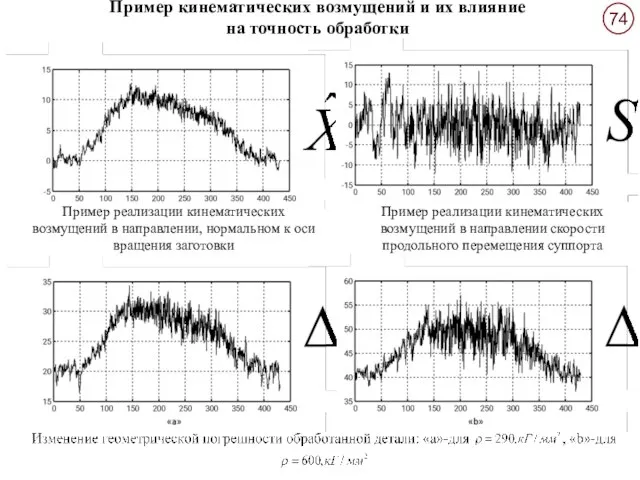
- 74. Пример кинематических возмущений и их влияние на точность обработки
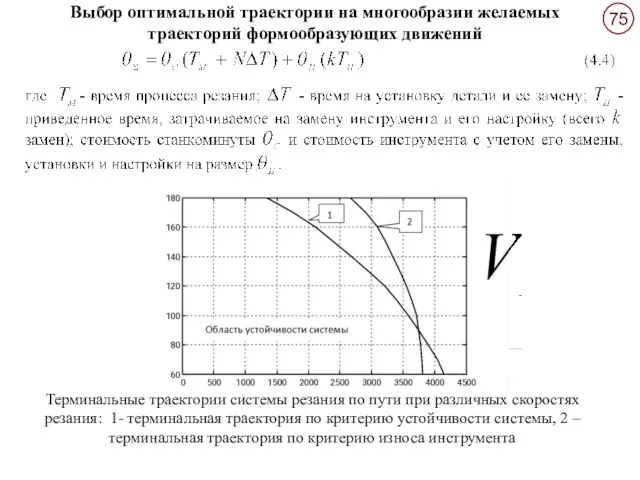
- 75. Терминальные траектории системы резания по пути при различных скоростях резания: 1- терминальная траектория по критерию устойчивости
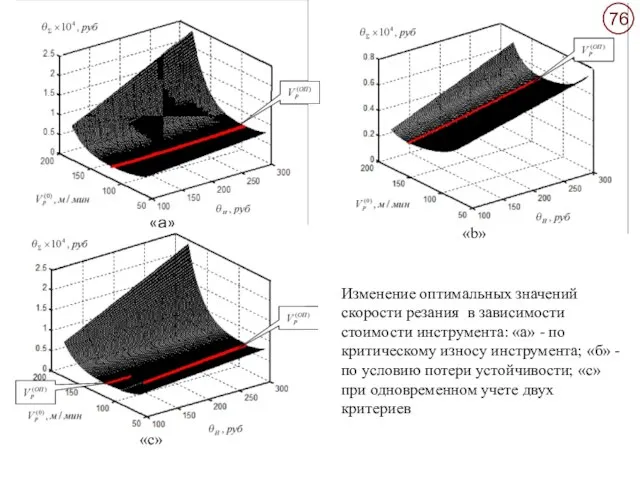
- 76. Изменение оптимальных значений скорости резания в зависимости стоимости инструмента: «а» - по критическому износу инструмента; «б»
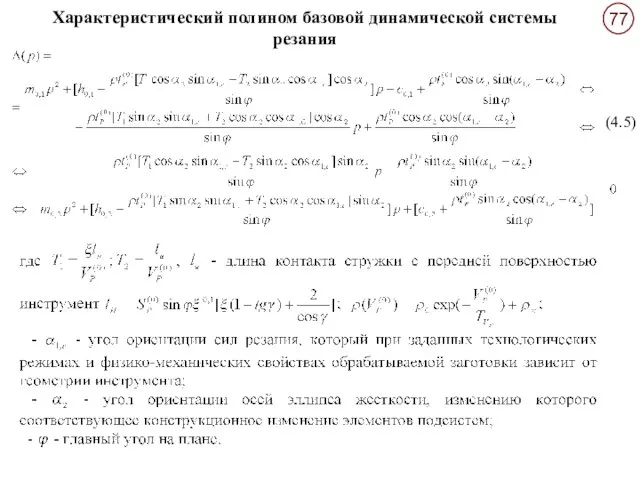
- 77. Характеристический полином базовой динамической системы резания (4.5)
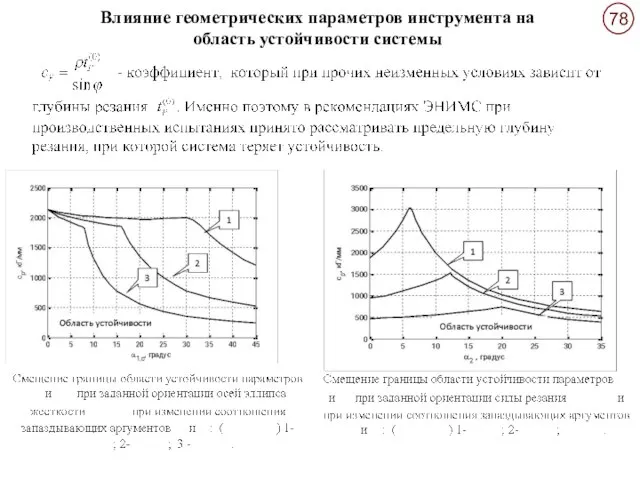
- 78. Влияние геометрических параметров инструмента на область устойчивости системы
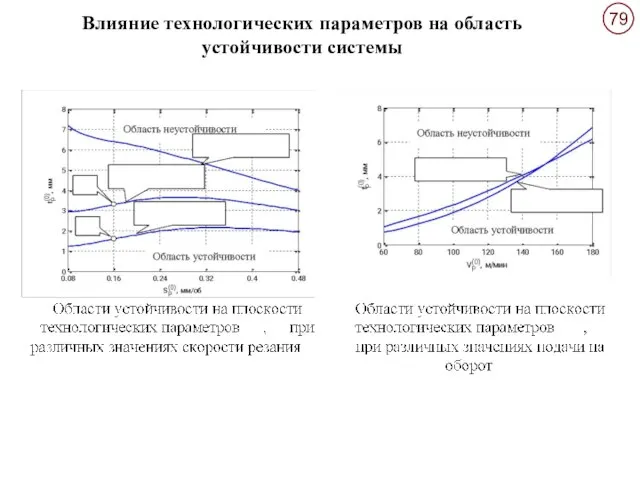
- 79. Влияние технологических параметров на область устойчивости системы
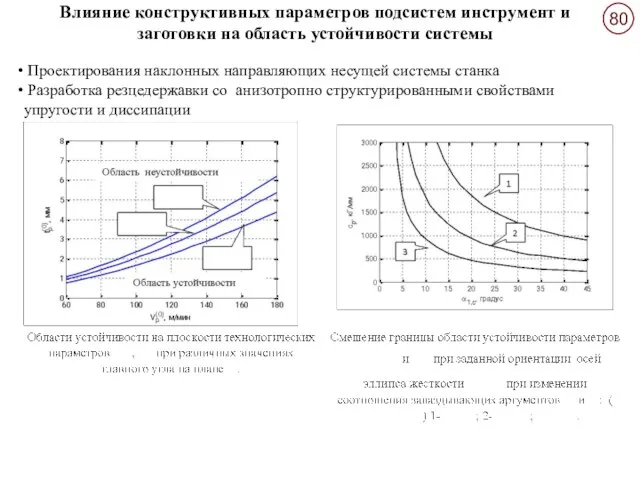
- 80. Влияние конструктивных параметров подсистем инструмент и заготовки на область устойчивости системы Проектирования наклонных направляющих несущей системы
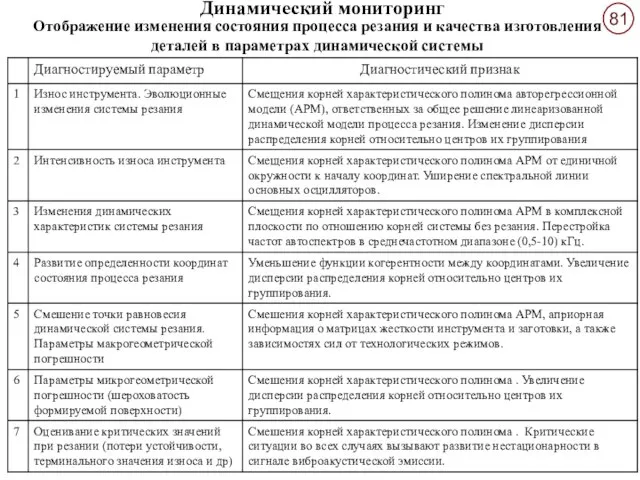
- 81. Динамический мониторинг Отображение изменения состояния процесса резания и качества изготовления деталей в параметрах динамической системы
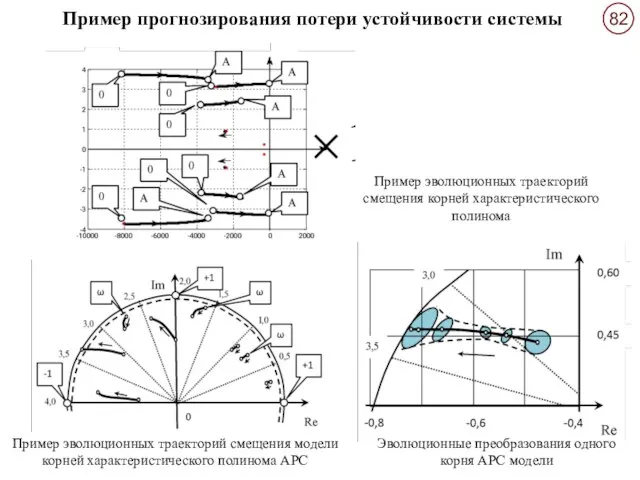
- 82. Пример эволюционных траекторий смещения корней характеристического полинома Пример эволюционных траекторий смещения модели корней характеристического полинома АРС
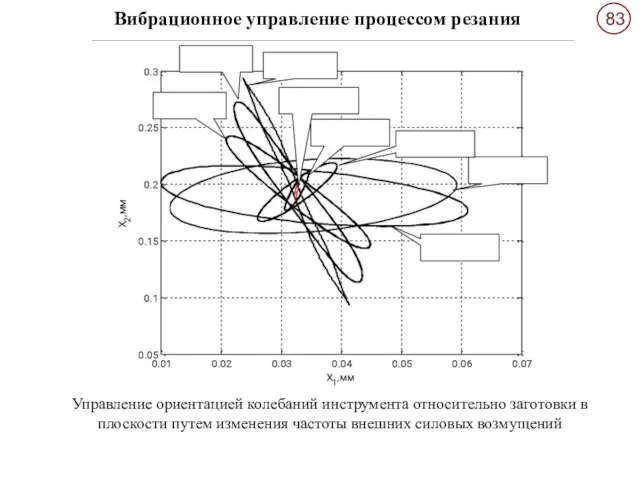
- 83. Вибрационное управление процессом резания Управление ориентацией колебаний инструмента относительно заготовки в плоскости путем изменения частоты внешних
- 84. ОБЩИЙ ВЫВОД В работе разработаны методы анализа и синтеза управляемой динамической системы резания с учетом эволюционных
- 89. Скачать презентацию
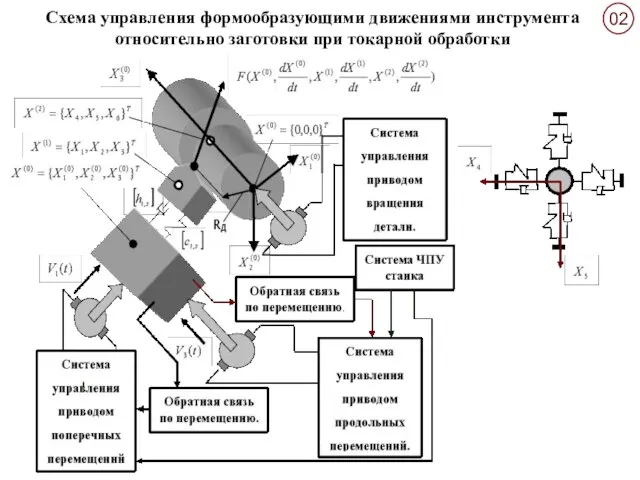
Слайд 2Схема управления формообразующими движениями инструмента относительно заготовки при токарной обработки
Схема управления формообразующими движениями инструмента относительно заготовки при токарной обработки
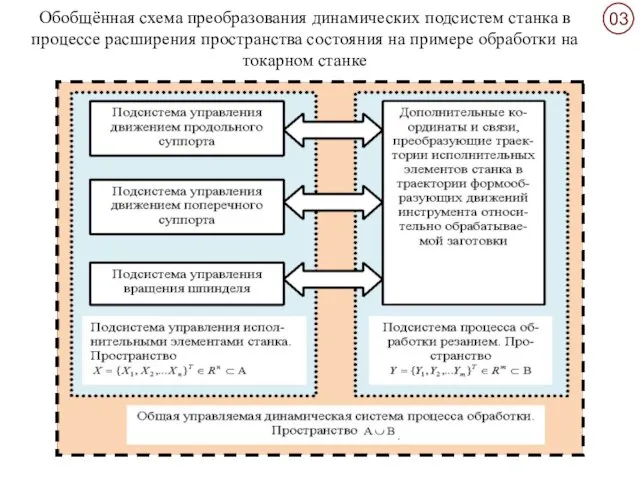
Слайд 3Обобщённая схема преобразования динамических подсистем станка в процессе расширения пространства состояния на
Обобщённая схема преобразования динамических подсистем станка в процессе расширения пространства состояния на
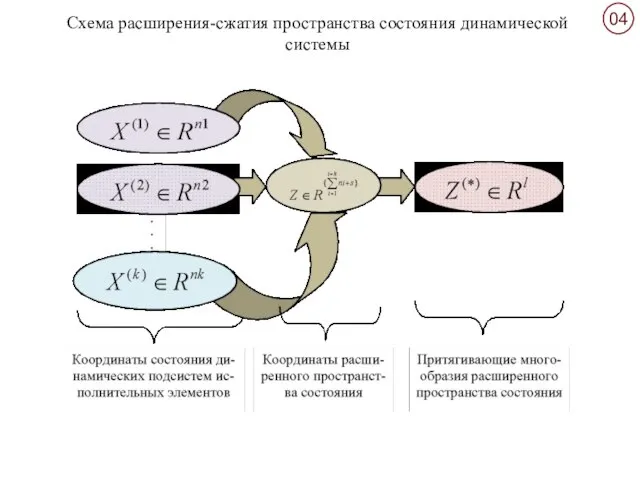
Слайд 4Схема расширения-сжатия пространства состояния динамической системы
Схема расширения-сжатия пространства состояния динамической системы
Слайд 5Цель исследования
Разработка теории и методов анализа и синтеза управляемой динамической системы
Цель исследования
Разработка теории и методов анализа и синтеза управляемой динамической системы
Слайд 6Задачи исследования (продолжение)
6. Изучение многообразий, формируемых в окрестностях медленно смещающейся точки равновесия
Задачи исследования (продолжение)
6. Изучение многообразий, формируемых в окрестностях медленно смещающейся точки равновесия
Слайд 7Основные части работы
Обоснование математических моделей
Особенности преобразования траектории исполнительных элементов в траектории
Основные части работы
Обоснование математических моделей
Особенности преобразования траектории исполнительных элементов в траектории
Слайд 8Обобщенная динамическая модель управляемой системы резания
1. Уравнения движений исполнительных элементов
Обобщенная динамическая модель управляемой системы резания
1. Уравнения движений исполнительных элементов
Слайд 92. Уравнения динамики подсистемы инструмента и заготовки
Обобщенная динамической модель управляемой системы резания
2. Уравнения динамики подсистемы инструмента и заготовки
Обобщенная динамической модель управляемой системы резания
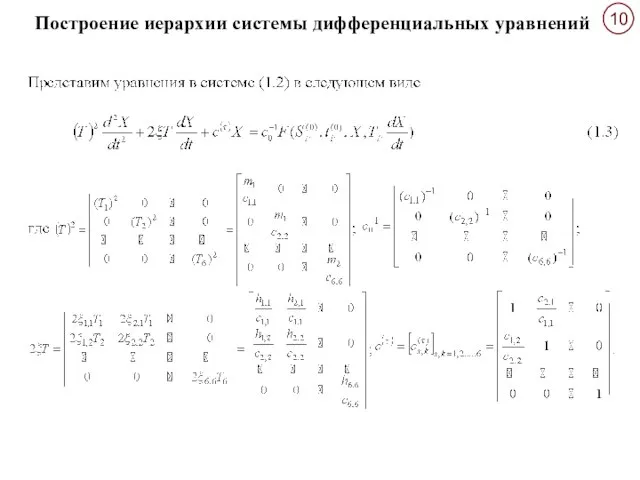
Слайд 10Построение иерархии системы дифференциальных уравнений
Построение иерархии системы дифференциальных уравнений
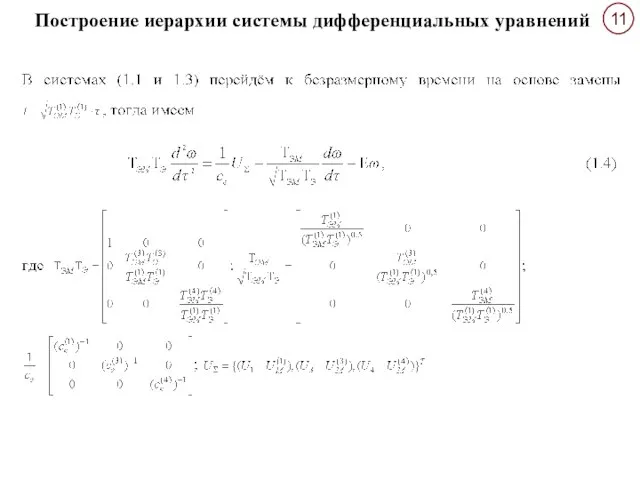
Слайд 11Построение иерархии системы дифференциальных уравнений
Построение иерархии системы дифференциальных уравнений
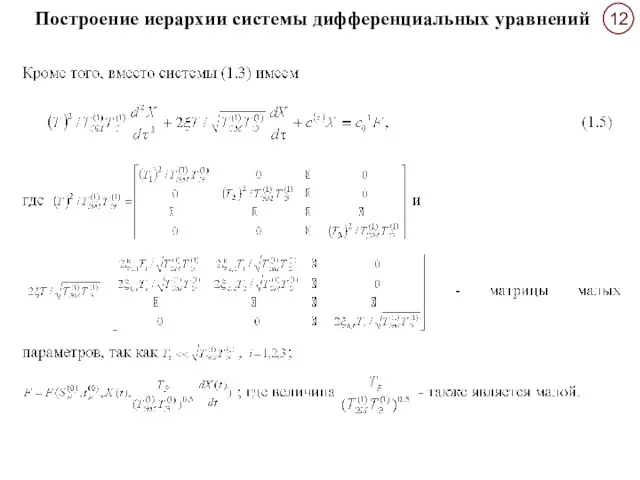
Слайд 12Построение иерархии системы дифференциальных уравнений
Построение иерархии системы дифференциальных уравнений
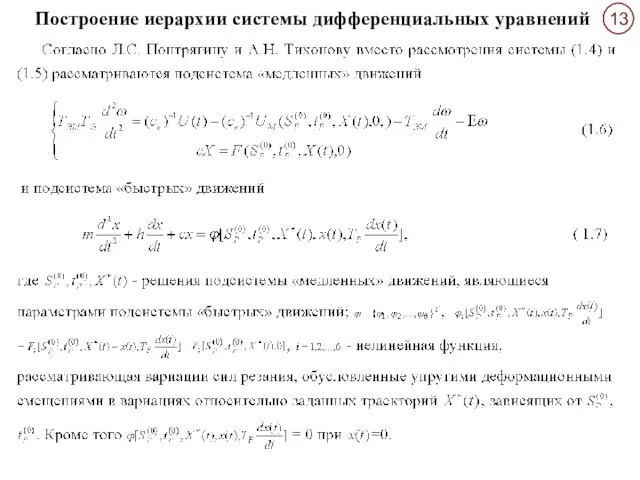
Слайд 13Построение иерархии системы дифференциальных уравнений
Построение иерархии системы дифференциальных уравнений
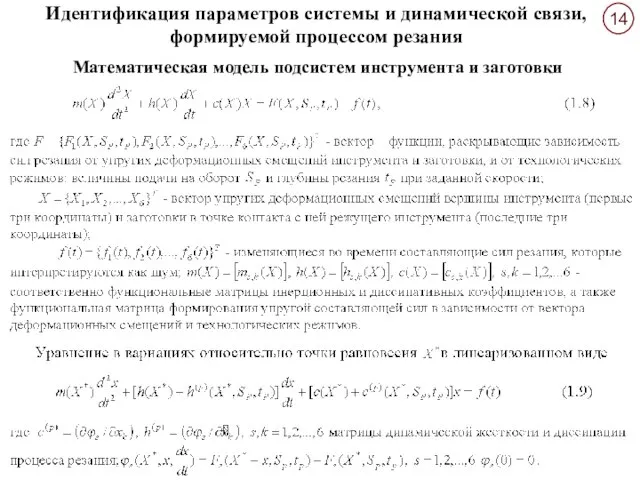
Слайд 14Математическая модель подсистем инструмента и заготовки
Идентификация параметров системы и динамической связи, формируемой
Математическая модель подсистем инструмента и заготовки
Идентификация параметров системы и динамической связи, формируемой
Слайд 15Структурная схема измерения деформацией суппорта
при действии рабочей силы по горизонтальному и
Структурная схема измерения деформацией суппорта
при действии рабочей силы по горизонтальному и

Слайд 16Общий вид экспериментальной установки
Общий вид экспериментальной установки

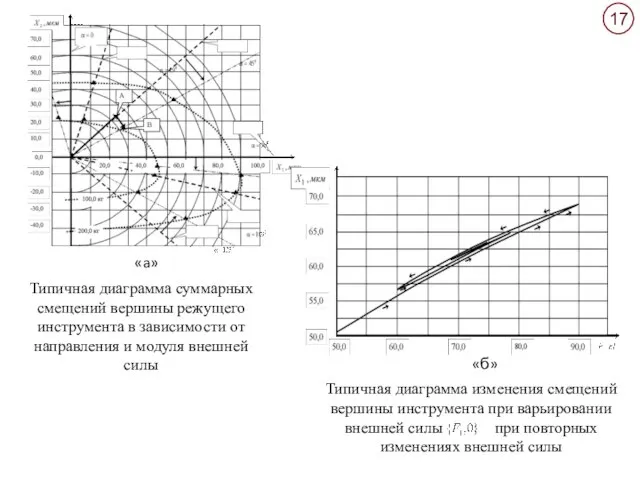
Слайд 17Типичная диаграмма суммарных смещений вершины режущего инструмента в зависимости от направления и
Типичная диаграмма суммарных смещений вершины режущего инструмента в зависимости от направления и
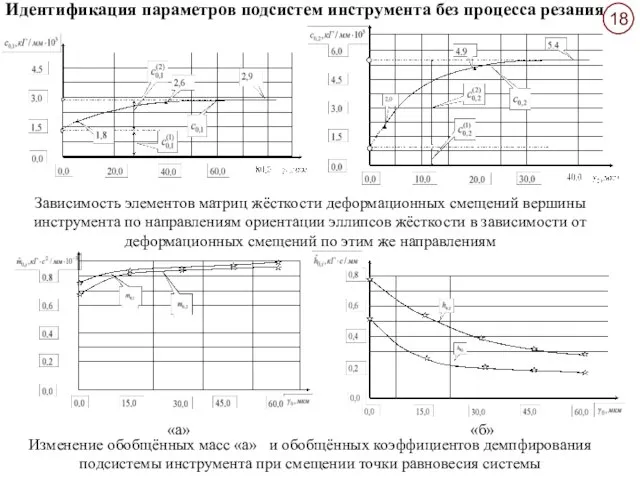
Слайд 18Идентификация параметров подсистем инструмента без процесса резания
Идентификация параметров подсистем инструмента без процесса резания
Слайд 19Изменение диагональных элементов матрицы жесткости заготовки «а» и обобщенных масс «б» вдоль
Изменение диагональных элементов матрицы жесткости заготовки «а» и обобщенных масс «б» вдоль
Слайд 20Система координат, в которой отчитывается упругое деформационное смещение и внешние силы в
Система координат, в которой отчитывается упругое деформационное смещение и внешние силы в
Слайд 21Схема формирования зон первичной и вторичной пластической деформации при свободном резании
Схема изменения
Схема формирования зон первичной и вторичной пластической деформации при свободном резании
Схема изменения
Слайд 22Особенности преобразования упругих деформационных смещений в вариации сил резания
На приращение сил оказывает
Особенности преобразования упругих деформационных смещений в вариации сил резания
На приращение сил оказывает
Слайд 23Пример изменения угловых коэффициентов ориентации силы резания
Идентификация параметров динамической связи, формируемой процессом
Пример изменения угловых коэффициентов ориентации силы резания
Идентификация параметров динамической связи, формируемой процессом
Слайд 24Идентификация параметров динамической связи, формируемой процессом резания
Идентификация параметров динамической связи, формируемой процессом резания
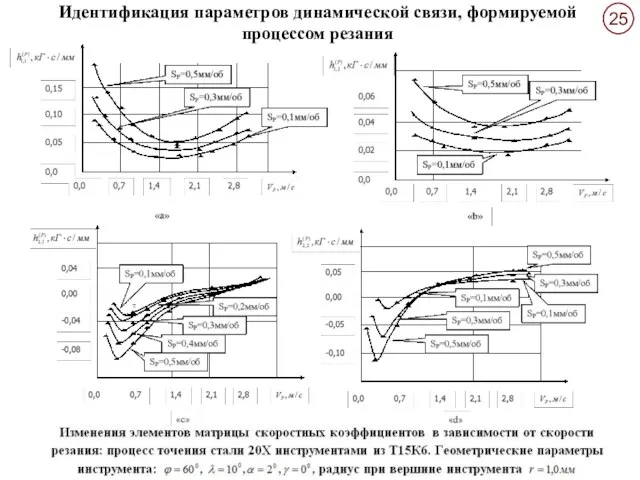
Слайд 25Идентификация параметров динамической связи, формируемой процессом резания
Идентификация параметров динамической связи, формируемой процессом резания
Слайд 26Пример изменения динамического смещения условной точки равновесия в зависимости от амплитуды при
Пример изменения динамического смещения условной точки равновесия в зависимости от амплитуды при
Слайд 271. Матрицы динамической жесткости и скоростных коэффициентов, характеризующих линеаризованные характеристики процесса резания
1. Матрицы динамической жесткости и скоростных коэффициентов, характеризующих линеаризованные характеристики процесса резания
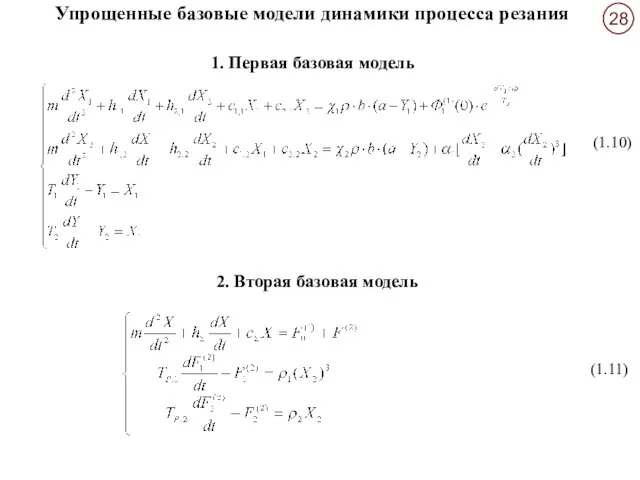
Слайд 28Упрощенные базовые модели динамики процесса резания
2. Вторая базовая модель
1. Первая базовая модель
(1.10)
(1.11)
Упрощенные базовые модели динамики процесса резания
2. Вторая базовая модель
1. Первая базовая модель
(1.10)
(1.11)
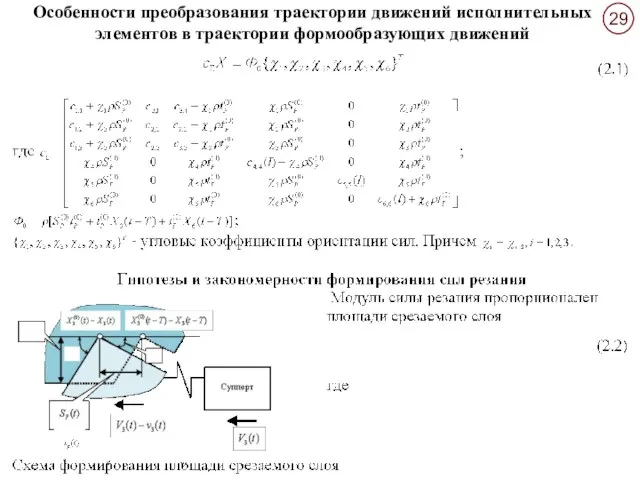
Слайд 29Особенности преобразования траектории движений исполнительных элементов в траектории формообразующих движений
Особенности преобразования траектории движений исполнительных элементов в траектории формообразующих движений
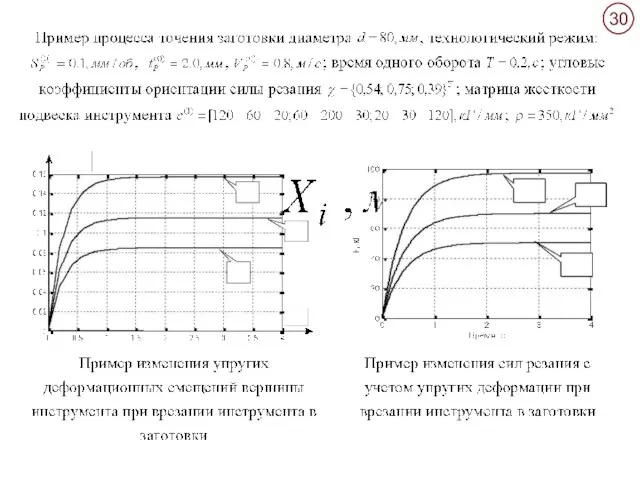
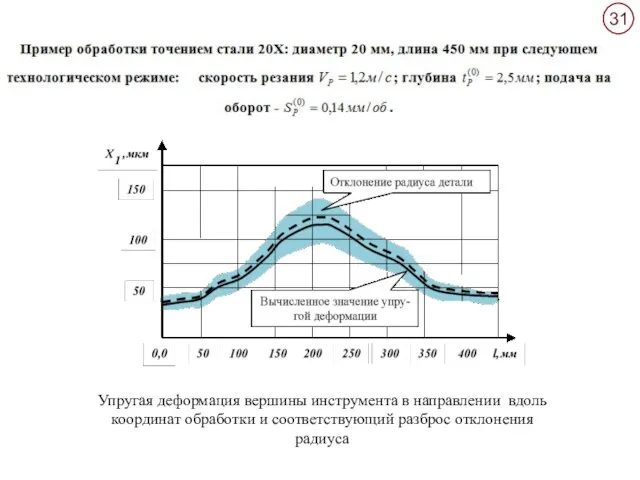
Слайд 31Упругая деформация вершины инструмента в направлении вдоль координат обработки и соответствующий разброс
Упругая деформация вершины инструмента в направлении вдоль координат обработки и соответствующий разброс
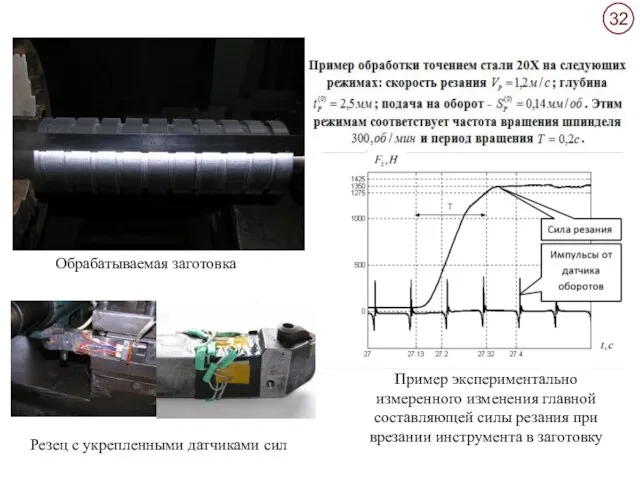
Слайд 32Резец с укрепленными датчиками сил
Обрабатываемая заготовка
Пример экспериментально измеренного изменения главной составляющей силы
Резец с укрепленными датчиками сил
Обрабатываемая заготовка
Пример экспериментально измеренного изменения главной составляющей силы
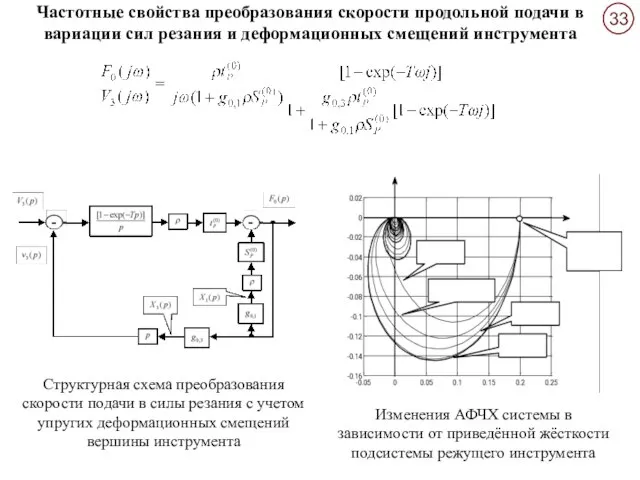
Слайд 33Частотные свойства преобразования скорости продольной подачи в вариации сил резания и деформационных
Частотные свойства преобразования скорости продольной подачи в вариации сил резания и деформационных
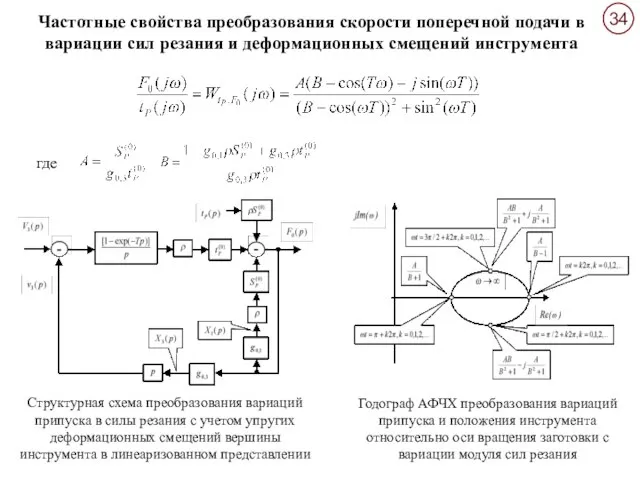
Слайд 34Частотные свойства преобразования скорости поперечной подачи в вариации сил резания и деформационных
Частотные свойства преобразования скорости поперечной подачи в вариации сил резания и деформационных
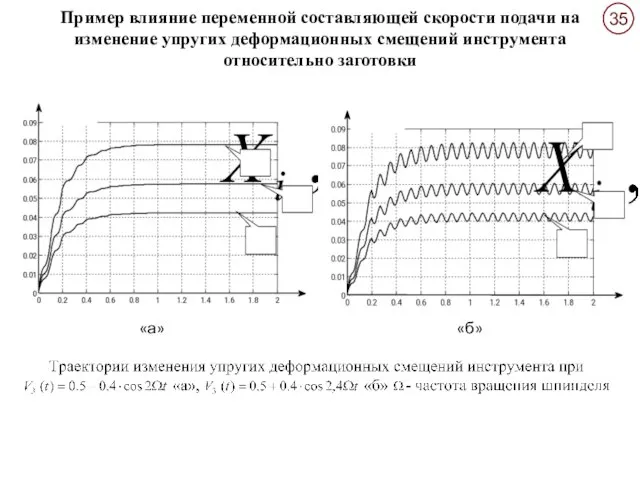
Слайд 35Пример влияние переменной составляющей скорости подачи на изменение упругих деформационных смещений инструмента
Пример влияние переменной составляющей скорости подачи на изменение упругих деформационных смещений инструмента
Слайд 38Влияние реакции со стороны процесса резания на устойчивость стационарных траекторий «медленных» движений
Диаграммы
Влияние реакции со стороны процесса резания на устойчивость стационарных траекторий «медленных» движений
Диаграммы
Слайд 39Устойчивость подсистемы «быстрых» движений
Линеаризованное уравнение в вариациях относительно траектории формообразующих движений
Устойчивость подсистемы «быстрых» движений
Линеаризованное уравнение в вариациях относительно траектории формообразующих движений
Слайд 40Механизмы потери устойчивости подсистемы «быстрых» движений
Механизмы потери устойчивости подсистемы «быстрых» движений
Слайд 43Первая базовая модель динамической системы резания
Самоорганизация и бифуркация в динамической системе
Первая базовая модель динамической системы резания
Самоорганизация и бифуркация в динамической системе
Слайд 44Бифуркационная диаграмма для первой базовой модели
Бифуркационная диаграмма для первой базовой модели
Слайд 45Бифуркационная диаграмма для второй базовой модели
Бифуркационная диаграмма для второй базовой модели
Слайд 47a)
b)
c)
d)
e)
Преобразование многообразий в зависимости от параметров системы для случая несимметричного ветвления точки
a)
b)
c)
d)
e)
Преобразование многообразий в зависимости от параметров системы для случая несимметричного ветвления точки
Слайд 48a)
b)
c)
d)
e)
f)
Преобразование многообразий в зависимости от параметров системы для случая симметричного ветвления точки
a)
b)
c)
d)
e)
f)
Преобразование многообразий в зависимости от параметров системы для случая симметричного ветвления точки
Слайд 49a)
b)
c)
d)
a)
b)
c)
d)
Слайд 52Схема проведения экспериментов: а – схема обработки; b – схема первого инструмента;
Схема проведения экспериментов: а – схема обработки; b – схема первого инструмента;
Слайд 53a)
b)
c)
Пример стационарных многообразий, полученных при расчетах
a)
b)
c)
Пример стационарных многообразий, полученных при расчетах
Слайд 54Пример преобразования предельного цикла в двумерный инвариантный тор
Пример экспериментально измеренных автоколебаний инструмента
Пример преобразования предельного цикла в двумерный инвариантный тор
Пример экспериментально измеренных автоколебаний инструмента
Слайд 55a)
b)
c)
d)
e)
Пример экспериментально наблюдаемого преобразования предельного цикла в хаотический аттрактор через бифуркации удвоения
a)
b)
c)
d)
e)
Пример экспериментально наблюдаемого преобразования предельного цикла в хаотический аттрактор через бифуркации удвоения
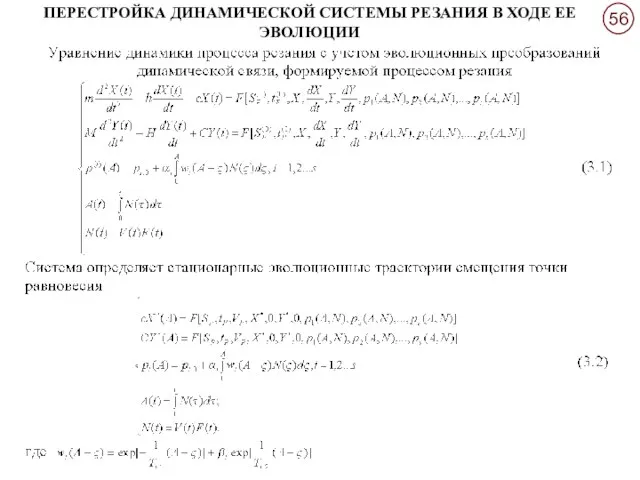
Слайд 56ПЕРЕСТРОЙКА ДИНАМИЧЕСКОЙ СИСТЕМЫ РЕЗАНИЯ В ХОДЕ ЕЕ ЭВОЛЮЦИИ
ПЕРЕСТРОЙКА ДИНАМИЧЕСКОЙ СИСТЕМЫ РЕЗАНИЯ В ХОДЕ ЕЕ ЭВОЛЮЦИИ
Слайд 57Обобщенный алгоритм исследования эволюционных преобразований в динамической системе резания
Обобщенный алгоритм исследования эволюционных преобразований в динамической системе резания

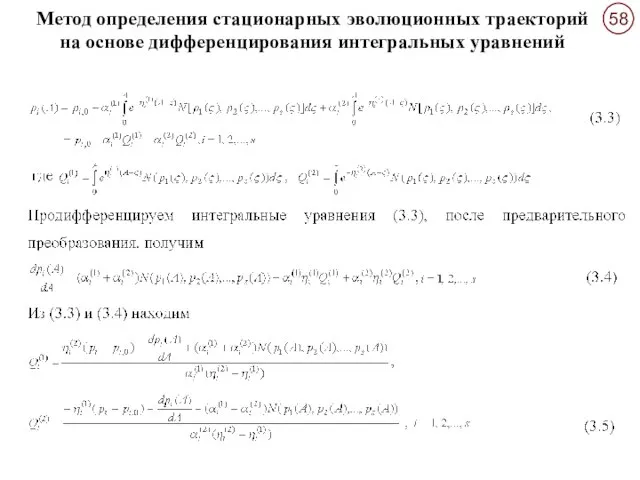
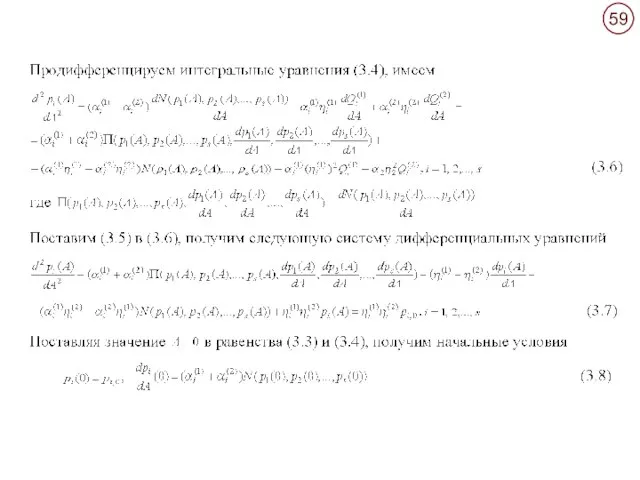
Слайд 58Метод определения стационарных эволюционных траекторий на основе дифференцирования интегральных уравнений
Метод определения стационарных эволюционных траекторий на основе дифференцирования интегральных уравнений
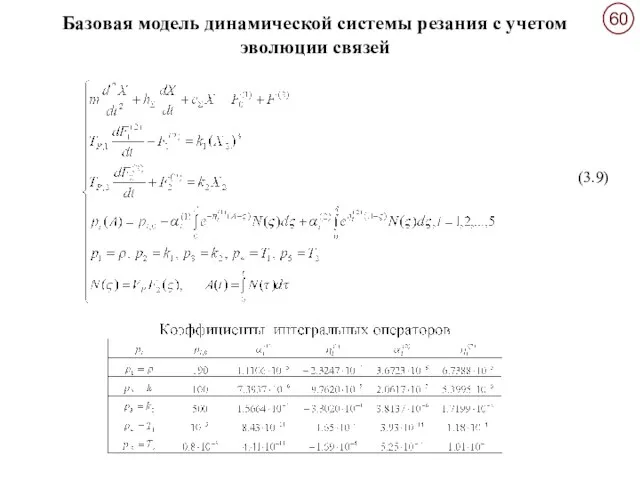
Слайд 60Базовая модель динамической системы резания с учетом эволюции связей
(3.9)
Базовая модель динамической системы резания с учетом эволюции связей
(3.9)
Слайд 61Бифуркационная эволюционная диаграмма точки равновесия по совершенной работе резания
Бифуркационная эволюционная диаграмма точки равновесия по совершенной работе резания
Слайд 62Эволюционные диаграммы изменений параметров по совершенной работе силы резания
Эволюционные диаграммы изменений параметров по совершенной работе силы резания
Слайд 63«а1»
«а2»
«а3»
«а4»
«а5»
«а6»
Преобразование многообразий в ходе эволюции системы
«а1»
«а2»
«а3»
«а4»
«а5»
«а6»
Преобразование многообразий в ходе эволюции системы
Слайд 64 Преобразование многообразий в ходе эволюции системы
Преобразование многообразий в ходе эволюции системы
Слайд 66Принцип идентификации параметров и ядер интегральных операторов
Принцип идентификации параметров и ядер интегральных операторов
Слайд 67 Синергетическая концепция управления точностью обработки
Синергетическая концепция управления точностью обработки
Слайд 68Пример базовой детали
Пример базовой детали
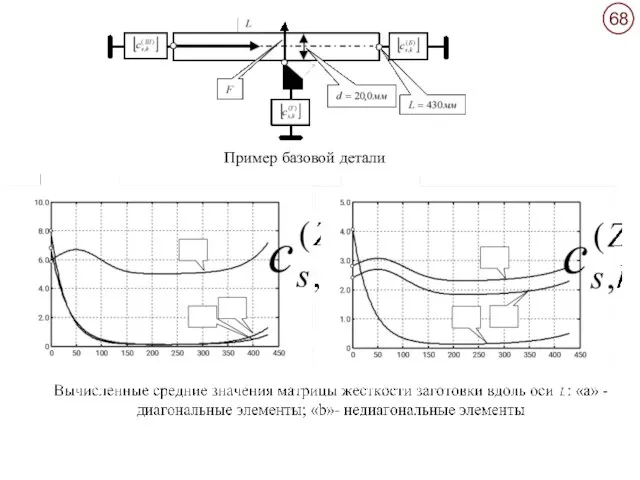
Слайд 70«a»
«б»
«в»
«г»
«a»
«б»
«в»
«г»
Слайд 71Синергетическая концепция управления точностью обработки с учетом эволюции системы
(4.3)
Синергетическая концепция управления точностью обработки с учетом эволюции системы
(4.3)
Слайд 72«а»
«b»
«c»
«а»
«b»
«c»
Слайд 73Экспериментально полученные вариации текущего значения диаметра детали при обработке партии из десяти
Экспериментально полученные вариации текущего значения диаметра детали при обработке партии из десяти
Слайд 74Пример кинематических возмущений и их влияние на точность обработки
Пример кинематических возмущений и их влияние на точность обработки
Слайд 75Терминальные траектории системы резания по пути при различных скоростях резания: 1- терминальная
Терминальные траектории системы резания по пути при различных скоростях резания: 1- терминальная
Слайд 76Изменение оптимальных значений скорости резания в зависимости стоимости инструмента: «а» - по
Изменение оптимальных значений скорости резания в зависимости стоимости инструмента: «а» - по
Слайд 77Характеристический полином базовой динамической системы резания
(4.5)
Характеристический полином базовой динамической системы резания
(4.5)
Слайд 78Влияние геометрических параметров инструмента на область устойчивости системы
Влияние геометрических параметров инструмента на область устойчивости системы
Слайд 79Влияние технологических параметров на область устойчивости системы
Влияние технологических параметров на область устойчивости системы
Слайд 80Влияние конструктивных параметров подсистем инструмент и заготовки на область устойчивости системы
Проектирования
Влияние конструктивных параметров подсистем инструмент и заготовки на область устойчивости системы
Проектирования
Слайд 81Динамический мониторинг
Отображение изменения состояния процесса резания и качества изготовления деталей в параметрах
Динамический мониторинг
Отображение изменения состояния процесса резания и качества изготовления деталей в параметрах
Слайд 82Пример эволюционных траекторий смещения корней характеристического полинома
Пример эволюционных траекторий смещения модели корней
Пример эволюционных траекторий смещения корней характеристического полинома
Пример эволюционных траекторий смещения модели корней
Слайд 83 Вибрационное управление процессом резания
Управление ориентацией колебаний инструмента относительно заготовки в плоскости
Вибрационное управление процессом резания
Управление ориентацией колебаний инструмента относительно заготовки в плоскости
Слайд 84ОБЩИЙ ВЫВОД
В работе разработаны методы анализа и синтеза управляемой динамической системы резания
ОБЩИЙ ВЫВОД
В работе разработаны методы анализа и синтеза управляемой динамической системы резания
 Каллиграфия и миниатюра
Каллиграфия и миниатюра Модернизация и капитальный ремонт в медицинской организации. Кузбасс
Модернизация и капитальный ремонт в медицинской организации. Кузбасс «Виды наводнений и их оценка».Артищук АнастасияПозднякова Анна231 группа.
«Виды наводнений и их оценка».Артищук АнастасияПозднякова Анна231 группа. Цвет в одежде
Цвет в одежде Экосистема озера
Экосистема озера Логические операции
Логические операции Все о счетах-фактурах в 2018году. Методическое пособие. Часть 1
Все о счетах-фактурах в 2018году. Методическое пособие. Часть 1 Модернизация вагона-хоппера
Модернизация вагона-хоппера Великая Отечественная Война 1941-1945
Великая Отечественная Война 1941-1945 К вопросу о закреплении в уголовно-процессуальном кодексе Росийской Федерации нового принципа
К вопросу о закреплении в уголовно-процессуальном кодексе Росийской Федерации нового принципа Презентация на тему Подготовка к ГИА Задания А1-А7, В1-В9 9 класс
Презентация на тему Подготовка к ГИА Задания А1-А7, В1-В9 9 класс  ПТЭ, инструкции и безопасность движения поездов железнодорожном транспорте РФ
ПТЭ, инструкции и безопасность движения поездов железнодорожном транспорте РФ Открытый урок
Открытый урок Система работы педагогического коллектива по ознакомлению детей с правилами дорожного движения
Система работы педагогического коллектива по ознакомлению детей с правилами дорожного движения Посудный бизнес. Июль 2021
Посудный бизнес. Июль 2021 Prezentatsia_K_UROKU_MOYa_ISTORIYa
Prezentatsia_K_UROKU_MOYa_ISTORIYa Металлы и сплавы в радиоаппаратуре
Металлы и сплавы в радиоаппаратуре Правописание И-Ы после Ц
Правописание И-Ы после Ц Архитектура
Архитектура www. eventica.kz
www. eventica.kz Компания САП Логистика
Компания САП Логистика Fractals and Chaos Theory
Fractals and Chaos Theory Право в системе социальных норм
Право в системе социальных норм Ребусворд
Ребусворд Методика обучения библиотекаря созданию электронных таблиц в Exel
Методика обучения библиотекаря созданию электронных таблиц в Exel Контрактная служба в сфере закупок товаров, работ, услуг для обеспечения государственных и муниципальных нужд
Контрактная служба в сфере закупок товаров, работ, услуг для обеспечения государственных и муниципальных нужд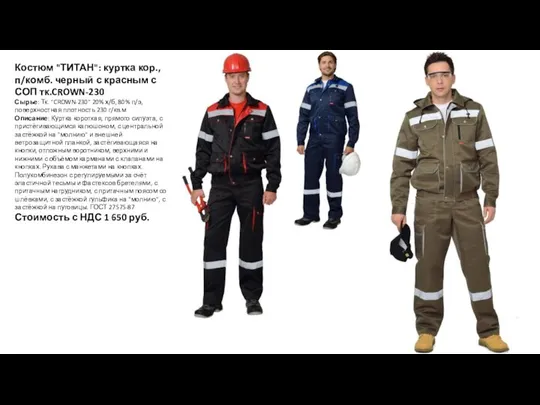 Костюм Титан. ГОСТ 27575-87
Костюм Титан. ГОСТ 27575-87 Google Scholar
Google Scholar