- ЭДЕКТРОДУГОВОЙ НАГРЕВ

Содержание
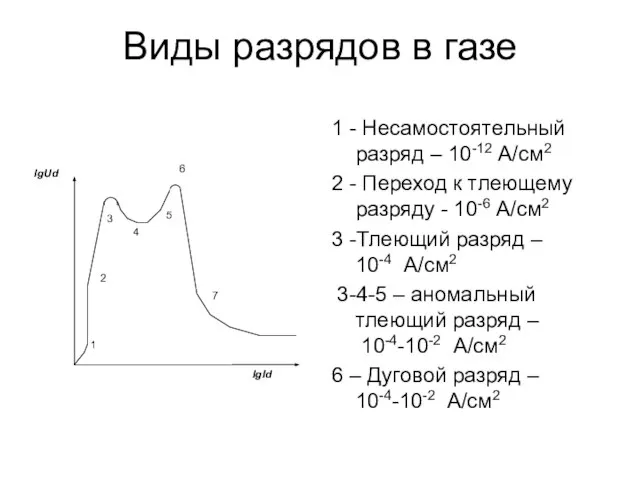
- 2. Виды разрядов в газе 1 - Несамостоятельный разряд – 10-12 А/см2 2 - Переход к тлеющему
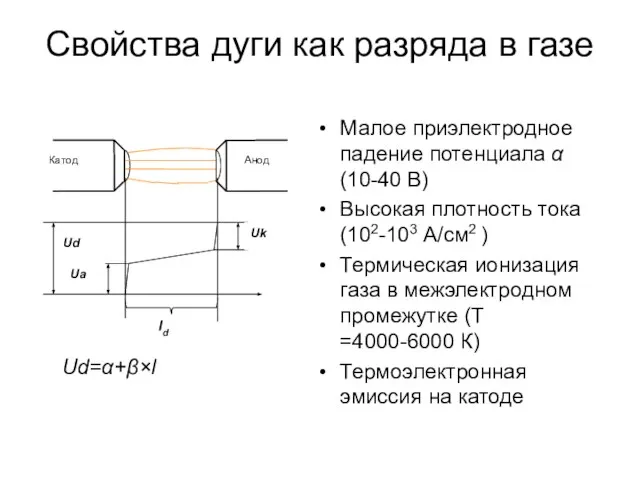
- 3. Свойства дуги как разряда в газе Ud=α+β×l Малое приэлектродное падение потенциала α (10-40 В) Высокая плотность
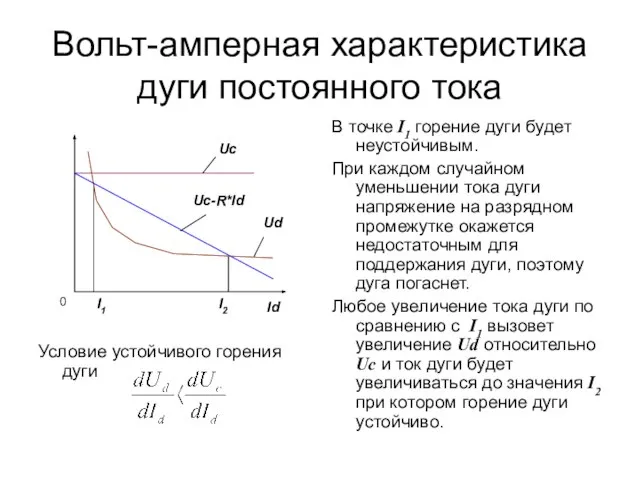
- 4. Вольт-амперная характеристика дуги постоянного тока Условие устойчивого горения дуги В точке I1 горение дуги будет неустойчивым.
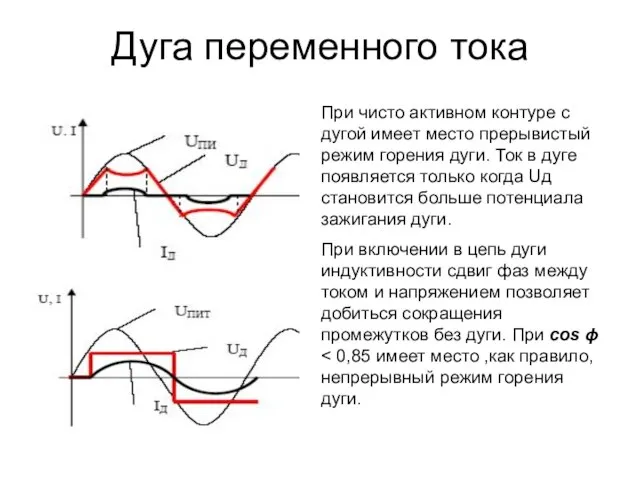
- 5. Дуга переменного тока При чисто активном контуре с дугой имеет место прерывистый режим горения дуги. Ток
- 6. Применение дугового нагрева Электроплавка стального лома. Плавление меди. Восстановление металлов из руд. Рафинирование ферросплавов. Вакуумно-дуговой переплав
- 7. Место электростали в черной металлургии
- 8. Конструкция ДСП
- 9. Основные технико-экономические показатели работы ДСП Удельный расход электроэнергии (кВт.ч/т). Производительность (т/час, тыс.т/год). Удельный расход электродов (кг/т).
- 10. Преимущества выплавки стали в ДСП требует меньших капиталовложений отличается более низкими показателями удельной энергоемкости (2,3 против
- 11. Технология плавки стали в ДСП Заправка печи – восстановление разрушений внутренней поверхности футеровки. Перепуск электродов. Завалка
- 12. Современная технология электросталеплавильного производства Подготовка шихты. Плавка стали в ДСП с укороченным окислительным периодом, без восстановительного.
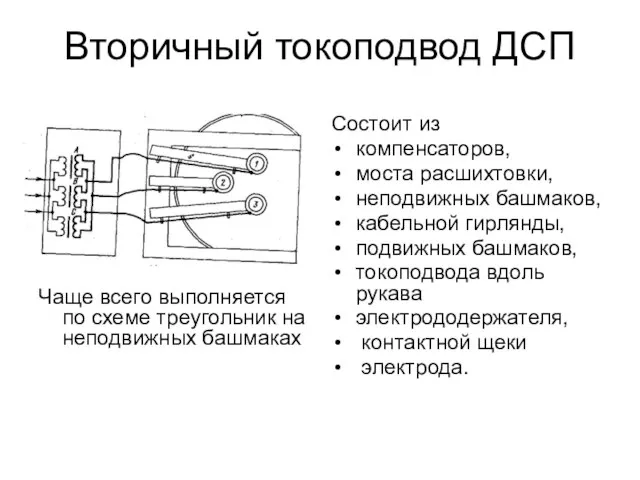
- 13. Вторичный токоподвод ДСП Чаще всего выполняется по схеме треугольник на неподвижных башмаках Состоит из компенсаторов, моста
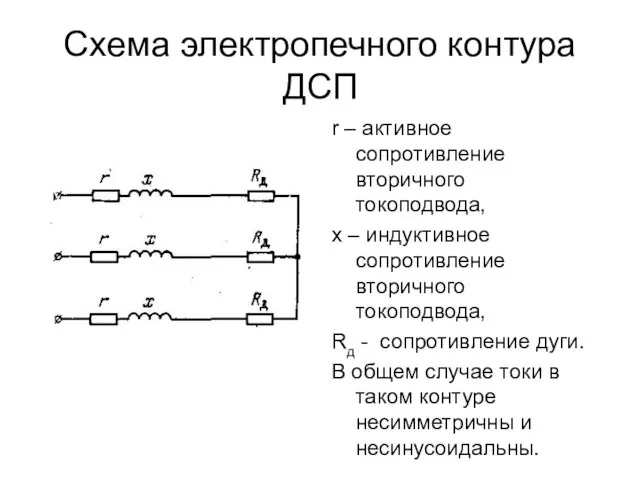
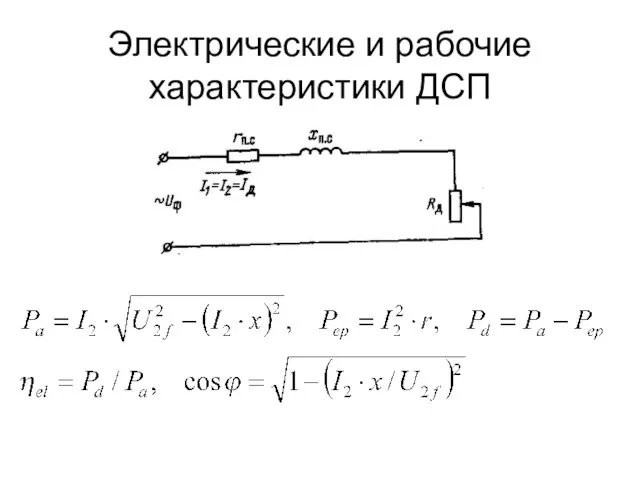
- 14. Схема электропечного контура ДСП r – активное сопротивление вторичного токоподвода, х – индуктивное сопротивление вторичного токоподвода,
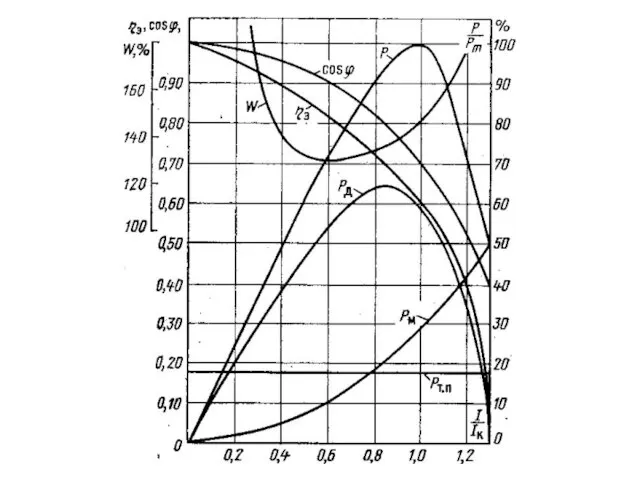
- 15. Электрические и рабочие характеристики ДСП Это функциональные зависимости от тока таких параметров как: полная активная мощность
- 16. Электрические и рабочие характеристики ДСП
- 19. Скачать презентацию
Слайд 3Свойства дуги как разряда в газе
Ud=α+β×l
Малое приэлектродное падение потенциала α (10-40
Свойства дуги как разряда в газе
Ud=α+β×l
Малое приэлектродное падение потенциала α (10-40
Слайд 4Вольт-амперная характеристика дуги постоянного тока
Условие устойчивого горения дуги
В точке I1 горение дуги
Вольт-амперная характеристика дуги постоянного тока
Условие устойчивого горения дуги
В точке I1 горение дуги
Слайд 5Дуга переменного тока
При чисто активном контуре с дугой имеет место прерывистый режим
Дуга переменного тока
При чисто активном контуре с дугой имеет место прерывистый режим
Слайд 6Применение дугового нагрева
Электроплавка стального лома.
Плавление меди.
Восстановление металлов из руд.
Рафинирование ферросплавов.
Вакуумно-дуговой переплав металлов.
Дуговая
Применение дугового нагрева
Электроплавка стального лома.
Плавление меди.
Восстановление металлов из руд.
Рафинирование ферросплавов.
Вакуумно-дуговой переплав металлов.
Дуговая
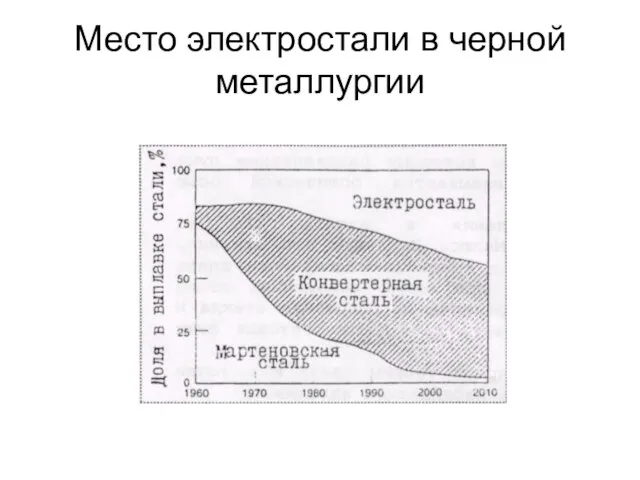
Слайд 7Место электростали в черной металлургии
Место электростали в черной металлургии
Слайд 8Конструкция ДСП
Конструкция ДСП

Слайд 9Основные технико-экономические показатели работы ДСП
Удельный расход электроэнергии (кВт.ч/т).
Производительность (т/час, тыс.т/год).
Удельный расход электродов
Основные технико-экономические показатели работы ДСП
Удельный расход электроэнергии (кВт.ч/т).
Производительность (т/час, тыс.т/год).
Удельный расход электродов
Слайд 10Преимущества выплавки стали в ДСП
требует меньших капиталовложений
отличается более низкими показателями удельной энергоемкости
Преимущества выплавки стали в ДСП
требует меньших капиталовложений
отличается более низкими показателями удельной энергоемкости
Слайд 11Технология плавки стали в ДСП
Заправка печи – восстановление разрушений внутренней поверхности футеровки.
Перепуск
Технология плавки стали в ДСП
Заправка печи – восстановление разрушений внутренней поверхности футеровки.
Перепуск
Слайд 12Современная технология электросталеплавильного производства
Подготовка шихты.
Плавка стали в ДСП с укороченным окислительным периодом,
Современная технология электросталеплавильного производства
Подготовка шихты.
Плавка стали в ДСП с укороченным окислительным периодом,
Слайд 13Вторичный токоподвод ДСП
Чаще всего выполняется по схеме треугольник на неподвижных башмаках
Состоит из
компенсаторов,
моста
Вторичный токоподвод ДСП
Чаще всего выполняется по схеме треугольник на неподвижных башмаках
Состоит из
компенсаторов,
моста
Слайд 14Схема электропечного контура ДСП
r – активное сопротивление вторичного токоподвода,
х – индуктивное сопротивление
Схема электропечного контура ДСП
r – активное сопротивление вторичного токоподвода,
х – индуктивное сопротивление
Слайд 15Электрические и рабочие характеристики ДСП
Это функциональные зависимости от тока таких параметров как:
Электрические и рабочие характеристики ДСП
Это функциональные зависимости от тока таких параметров как:
Слайд 16Электрические и рабочие характеристики ДСП
Электрические и рабочие характеристики ДСП
 Сказочно - былинный жанр
Сказочно - былинный жанр Мир во второй половине XIX века
Мир во второй половине XIX века Презентация на тему Северный Ледовитый океан
Презентация на тему Северный Ледовитый океан Пеликан 10.10 (1)
Пеликан 10.10 (1) Презентация на тему Старуха Изергиль
Презентация на тему Старуха Изергиль  Внутриколледжная научно-практическая конференция Первые шаги в науку. Владимирский строительный колледж
Внутриколледжная научно-практическая конференция Первые шаги в науку. Владимирский строительный колледж Изображение неровностей земной поверхности на плане местности
Изображение неровностей земной поверхности на плане местности Выполнение неразъемных соединений проводов и кабелей. Пайка
Выполнение неразъемных соединений проводов и кабелей. Пайка МОУ «Аспинская средняя общеобразовательная школа»
МОУ «Аспинская средняя общеобразовательная школа» Псалом 10
Псалом 10 Висячие сады Вавилона и Санкт-Петербурга
Висячие сады Вавилона и Санкт-Петербурга Праздник Масленица для детей
Праздник Масленица для детей Алфавит
Алфавит Календарные праздники древних славян
Календарные праздники древних славян Методики изучения эмоциональной сферы. Опросник “Баса-Дарки”
Методики изучения эмоциональной сферы. Опросник “Баса-Дарки” Сильный человек
Сильный человек «От Икара до Гагарина»
«От Икара до Гагарина» Право граждан на защиту от неправомерных действий публичной администрации
Право граждан на защиту от неправомерных действий публичной администрации Промышленный переворот в Англии (7 класс)
Промышленный переворот в Англии (7 класс) Защита прав потребителя
Защита прав потребителя Введение. Понятие культуры речи
Введение. Понятие культуры речи ПО без Чадры?
ПО без Чадры? Методическое сопровождение деятельности педагогов по введению ФГОС на муниципальном и школьном уровнях
Методическое сопровождение деятельности педагогов по введению ФГОС на муниципальном и школьном уровнях Оптика
Оптика Осень
Осень Богослужение — общение народа с Богом
Богослужение — общение народа с Богом Что нужно знать при подготовке проблемно-диалогического урока по любому предмету
Что нужно знать при подготовке проблемно-диалогического урока по любому предмету Презентация на тему Липиды
Презентация на тему Липиды