- Экструдер

Содержание
- 2. Цилиндр имеет загрузочную и рабочую части. В загрузочной части размещено загрузочное отверстие для питания пресса материалом.
- 3. Благодаря охлаждению исключается нагрев загрузочной воронки, оплавление полимера и его «зависание», материал свободно поступает к червяку.
- 4. Таким образом, цилиндр имеет 4-6 тепловых зон нагрева. Для регулирования температуры цилиндра наряду с автоматическим включением
- 5. Червяк является основным рабочим элементом пресса. Он имеет хвостовую и рабочую части. Основные размеры червяка диаметр
- 6. Рабочая часть имеет винтовую нарезку, выполненную с постоянным шагом и убывающей глубиной. По функциональному назначению рабочая
- 7. Зона сжатия обеспечивает уплотнение, разогрев и частичную пластикацию материала. В зоне дозирования материал окончательно расплавляется до
- 8. Головка экструдера служит для формирования слоя изоляции или оболочки на поверхности жилы или сердечника кабеля, проходящего
- 9. Для непрерывной работы экструдеры имеют загрузочный бункер. Подача гранулированного материала в бункер обеспечивается вакуумной системой, когда
- 10. Привод экструдера должен обеспечить плавное изменение частоты вращения червяка в широких пределах, с тем, чтобы обеспечить
- 11. Способы опрессования Форма и радиальные размеры изделия обеспечиваются формующим инструментом - дорном и матрицей. Форма которых
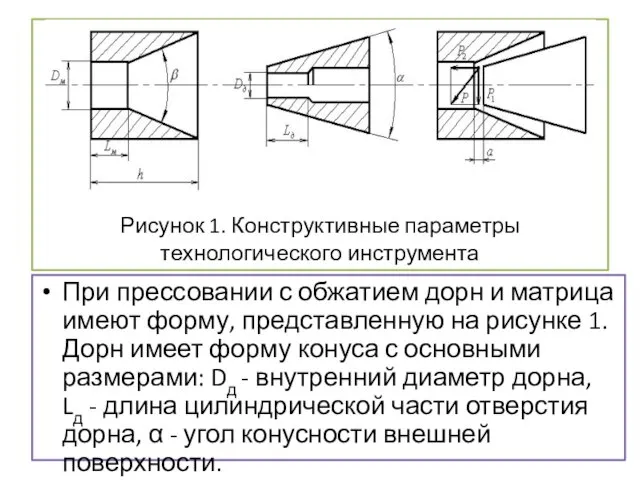
- 12. Рисунок 1. Конструктивные параметры технологического инструмента При прессовании с обжатием дорн и матрица имеют форму, представленную
- 13. Матрица: Dм - диаметр матрицы, Lм - длина цилиндрической части матрицы, β - угол конусности внутренней
- 14. Прессование без обжатия применяется при изолировании проводов низкого напряжения, изделий повышенной гибкости, при наложении кабельных оболочек
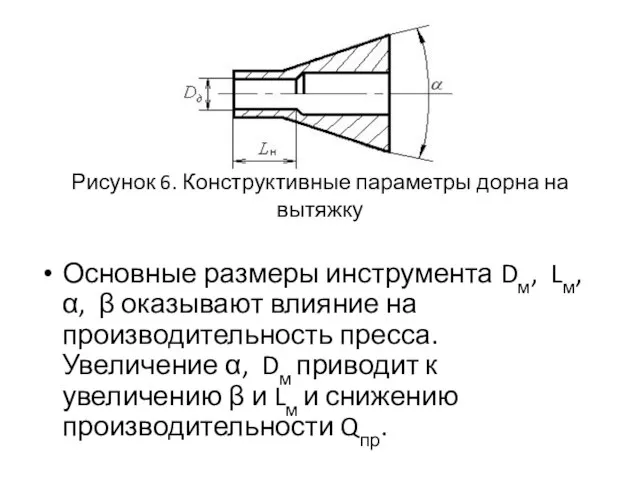
- 15. Рисунок 6. Конструктивные параметры дорна на вытяжку Основные размеры инструмента Dм, Lм, α, β оказывают влияние
- 16. Диаметр выходного отверстия дорна Dд берется больше диаметра жилы на 0,05-0,5 мм, с тем чтобы обеспечить
- 17. При изолировании со скоростью более 200 м/мин происходит интенсивная разработка внутреннего канала дорна и увеличение Dд.
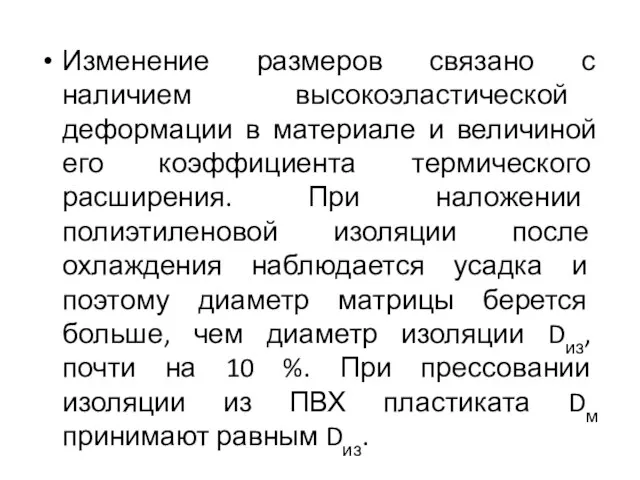
- 18. Изменение размеров связано с наличием высокоэластической деформации в материале и величиной его коэффициента термического расширения. При
- 20. Скачать презентацию
Слайд 3
Благодаря охлаждению исключается нагрев загрузочной воронки, оплавление полимера и его «зависание»,
Благодаря охлаждению исключается нагрев загрузочной воронки, оплавление полимера и его «зависание»,
Слайд 4
Таким образом, цилиндр имеет 4-6 тепловых зон нагрева. Для регулирования температуры
Таким образом, цилиндр имеет 4-6 тепловых зон нагрева. Для регулирования температуры
Слайд 5
Червяк является основным рабочим элементом пресса. Он имеет хвостовую и рабочую
Червяк является основным рабочим элементом пресса. Он имеет хвостовую и рабочую
Слайд 6
Рабочая часть имеет винтовую нарезку, выполненную с постоянным шагом и убывающей
Рабочая часть имеет винтовую нарезку, выполненную с постоянным шагом и убывающей
Слайд 7
Зона сжатия обеспечивает уплотнение, разогрев и частичную пластикацию материала.
В зоне
Зона сжатия обеспечивает уплотнение, разогрев и частичную пластикацию материала.
В зоне
Слайд 8
Головка экструдера служит для формирования слоя изоляции или оболочки на поверхности
Головка экструдера служит для формирования слоя изоляции или оболочки на поверхности
Слайд 9
Для непрерывной работы экструдеры имеют загрузочный бункер. Подача гранулированного материала в
Для непрерывной работы экструдеры имеют загрузочный бункер. Подача гранулированного материала в
Слайд 10
Привод экструдера должен обеспечить плавное изменение частоты вращения червяка в широких
Привод экструдера должен обеспечить плавное изменение частоты вращения червяка в широких
Слайд 11Способы опрессования
Форма и радиальные размеры изделия обеспечиваются формующим инструментом - дорном и
Способы опрессования
Форма и радиальные размеры изделия обеспечиваются формующим инструментом - дорном и
Слайд 12
Рисунок 1. Конструктивные параметры технологического инструмента
При прессовании с обжатием дорн и
Рисунок 1. Конструктивные параметры технологического инструмента
При прессовании с обжатием дорн и
Слайд 13
Матрица: Dм - диаметр матрицы, Lм - длина цилиндрической части матрицы,
Матрица: Dм - диаметр матрицы, Lм - длина цилиндрической части матрицы,
Слайд 14
Прессование без обжатия применяется при изолировании проводов низкого напряжения, изделий повышенной
Прессование без обжатия применяется при изолировании проводов низкого напряжения, изделий повышенной
Слайд 15
Рисунок 6. Конструктивные параметры дорна на вытяжку
Основные размеры инструмента Dм, Lм, α,
Рисунок 6. Конструктивные параметры дорна на вытяжку
Основные размеры инструмента Dм, Lм, α,
Слайд 16
Диаметр выходного отверстия дорна Dд берется больше диаметра жилы на 0,05-0,5
Диаметр выходного отверстия дорна Dд берется больше диаметра жилы на 0,05-0,5
Слайд 17
При изолировании со скоростью более 200 м/мин происходит интенсивная разработка внутреннего
При изолировании со скоростью более 200 м/мин происходит интенсивная разработка внутреннего
Слайд 18
Изменение размеров связано с наличием высокоэластической деформации в материале и величиной
Изменение размеров связано с наличием высокоэластической деформации в материале и величиной
 Стартап By Mikokit. Бизнес-модель
Стартап By Mikokit. Бизнес-модель Закон Архимеда
Закон Архимеда Программа “Процент с продаж”. Предложение по социальному маркетигу
Программа “Процент с продаж”. Предложение по социальному маркетигу Режим дня
Режим дня  Звенящая нежность
Звенящая нежность Обобщенная трудовая функция
Обобщенная трудовая функция Noize Mc Последний альбом
Noize Mc Последний альбом Есть ли жизнь в Солнечной системе?
Есть ли жизнь в Солнечной системе? «Загадочный Гоголь»
«Загадочный Гоголь» Исследование «Экология д.Новосёлово»
Исследование «Экология д.Новосёлово» Волшебное путешествие к мечте
Волшебное путешествие к мечте учим мемберов стрей кидс!
учим мемберов стрей кидс! Презентация на тему Файл Файловая система
Презентация на тему Файл Файловая система  Механическое движение 9 класс
Механическое движение 9 класс Клавиатура
Клавиатура Оценка физического развития и функциональной подготовленности студента. Шаблон
Оценка физического развития и функциональной подготовленности студента. Шаблон Презентация на тему Что изучает физика 7 класс
Презентация на тему Что изучает физика 7 класс Утренняя зарядка. Заряжайся вместе с нами!
Утренняя зарядка. Заряжайся вместе с нами! Презентация на тему Очистка сточных вод
Презентация на тему Очистка сточных вод  Импрессионизм в музыке и живописи
Импрессионизм в музыке и живописи Лес Карельского перешейка в гостинично-коттеджный комплекс Коробицыно-каскад
Лес Карельского перешейка в гостинично-коттеджный комплекс Коробицыно-каскад Организация и вооружение подразделений Сухопутных войск. Виды вооруженных сил, рода войск
Организация и вооружение подразделений Сухопутных войск. Виды вооруженных сил, рода войск Внеурочная деятельность школьников
Внеурочная деятельность школьников Транспортная логистика. Грузовые тарифы
Транспортная логистика. Грузовые тарифы Click to edit Master title style Click to edit Master subtitle style
Click to edit Master title style Click to edit Master subtitle style  «Не» с существительными
«Не» с существительными Методическое объединение педагогов дополнительного образования и учителей художественно-эстетического цикла
Методическое объединение педагогов дополнительного образования и учителей художественно-эстетического цикла Терешкова Валентина Владимировна
Терешкова Валентина Владимировна