- Environmental-Friendly Bio-technologies for Sustainable Agrowaste Management

Содержание
- 2. Agricultural wastes – global problem Environmental impact Recycling of wastes Disadvantages (cost intensive, unsafe, requires treatment,
- 3. Dried palm kernel cake Empty fruit bunches Sugarcane bagasse Oil palm shells Oil palm fresh fruit
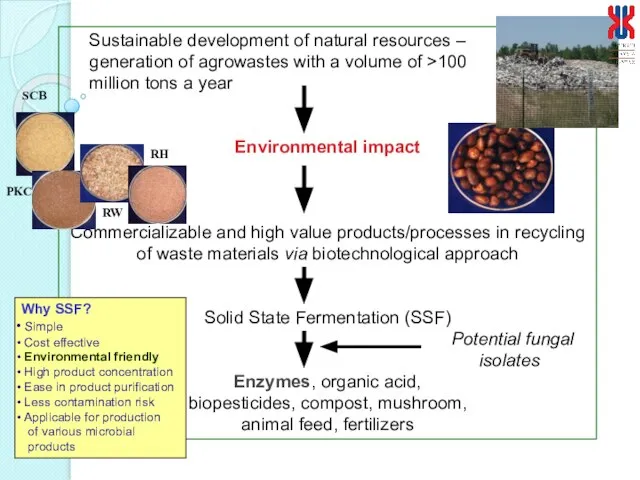
- 4. Sustainable development of natural resources – generation of agrowastes with a volume of >100 million tons
- 5. Potential microorganisms with good growth on agrowastes
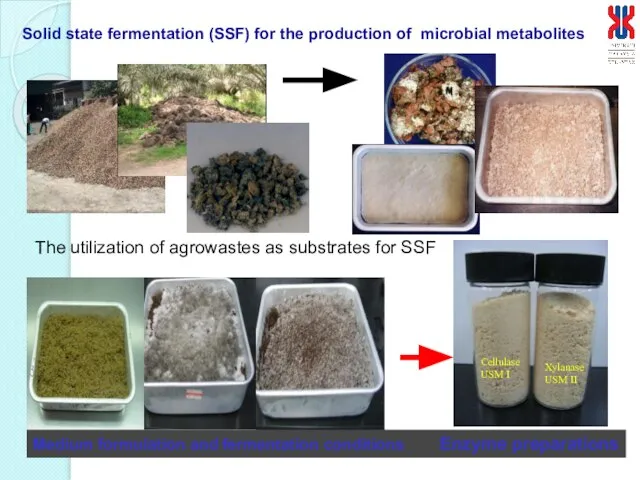
- 6. The utilization of agrowastes as substrates for SSF Medium formulation and fermentation conditions Enzyme preparations Cellulase
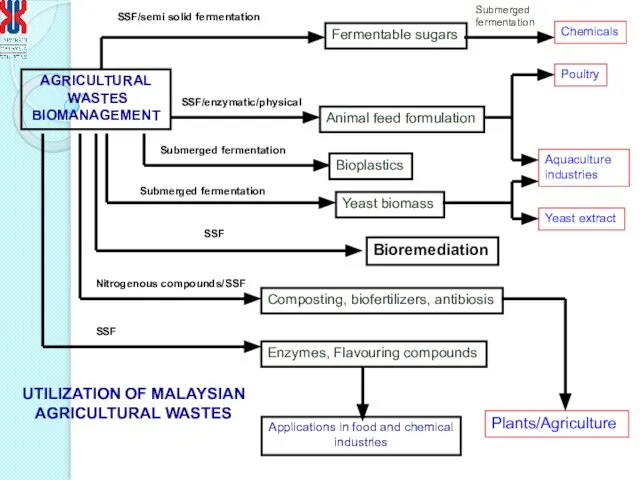
- 7. AGRICULTURAL WASTES BIOMANAGEMENT Animal feed formulation Fermentable sugars Yeast biomass Poultry Aquaculture industries Composting, biofertilizers, antibiosis
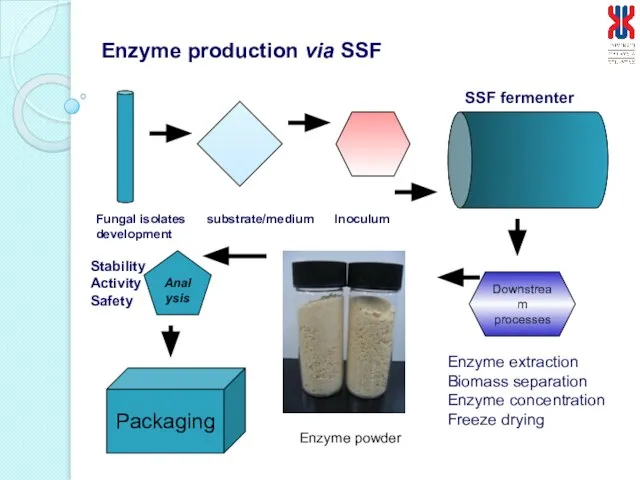
- 8. Enzyme production via SSF Downstream processes Analysis Packaging SSF fermenter Fungal isolates substrate/medium Inoculum development Enzyme
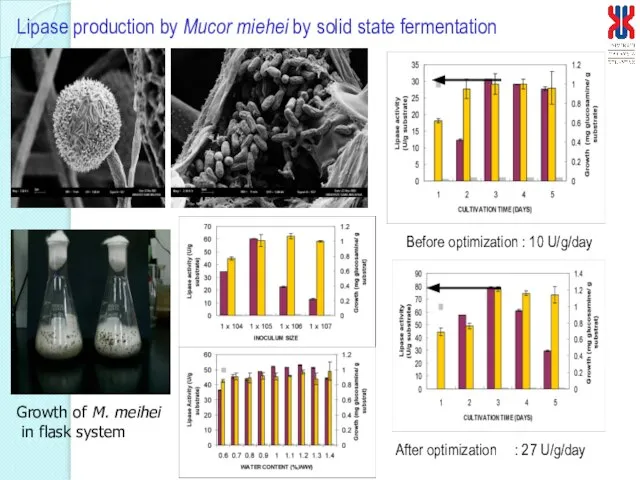
- 9. Lipase production by Mucor miehei by solid state fermentation After optimization : 27 U/g/day Before optimization
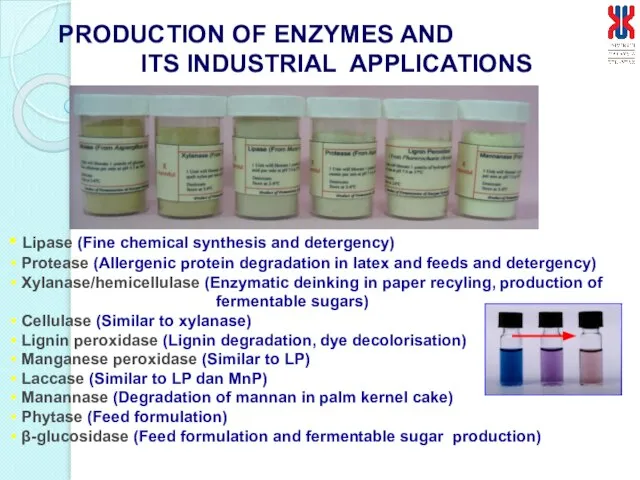
- 10. PRODUCTION OF ENZYMES AND ITS INDUSTRIAL APPLICATIONS Lipase (Fine chemical synthesis and detergency) Protease (Allergenic protein
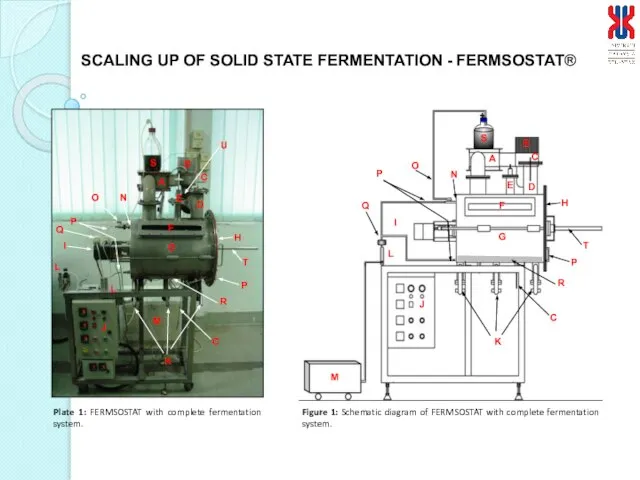
- 11. SCALING UP OF SOLID STATE FERMENTATION - FERMSOSTAT®
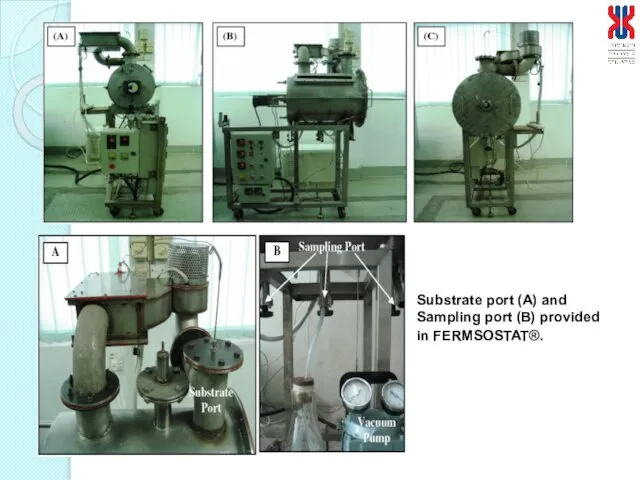
- 12. Substrate port (A) and Sampling port (B) provided in FERMSOSTAT®.
- 13. Mixing system provided in FERMSOSTAT®. (X) Speed control motor, (Y) Various digital readouts and (Z) Impeller.
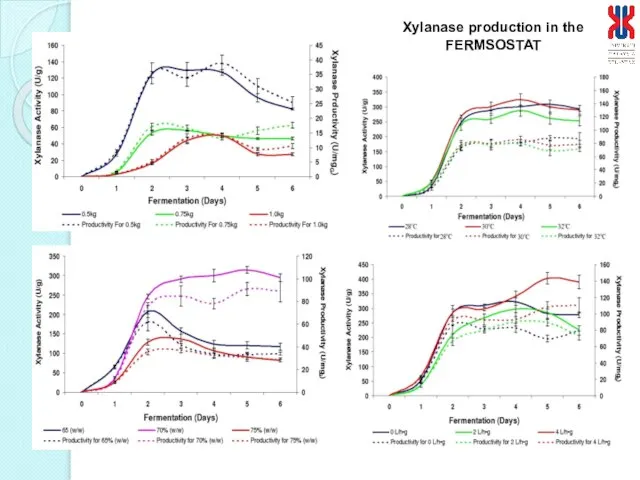
- 14. Xylanase production in the FERMSOSTAT
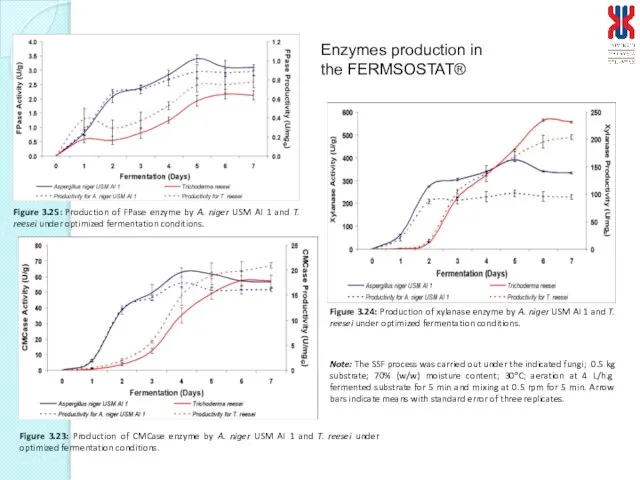
- 15. Enzymes production in the FERMSOSTAT®
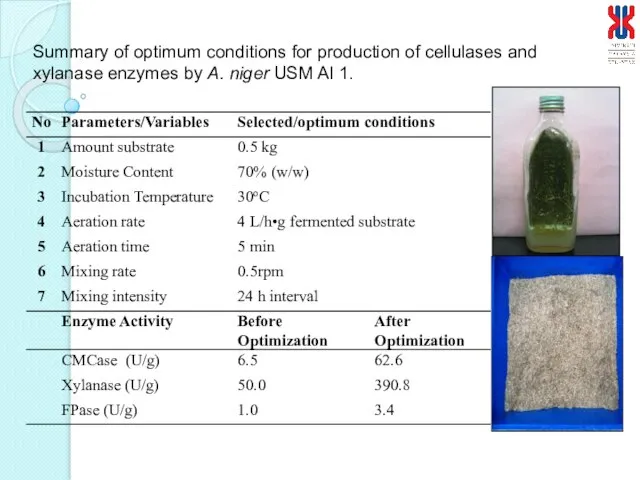
- 16. Summary of optimum conditions for production of cellulases and xylanase enzymes by A. niger USM AI
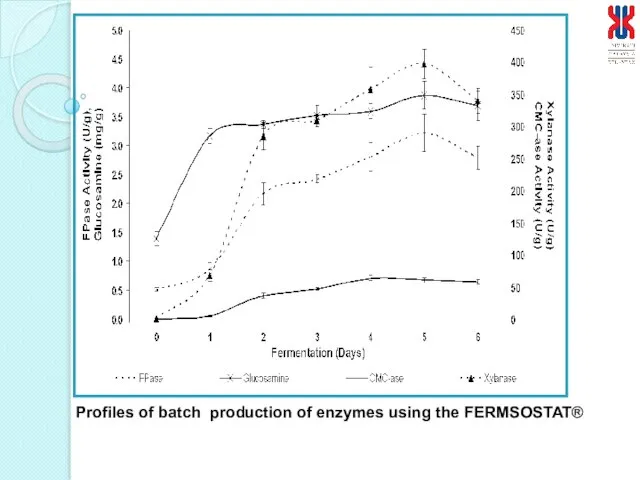
- 17. Profiles of batch production of enzymes using the FERMSOSTAT®
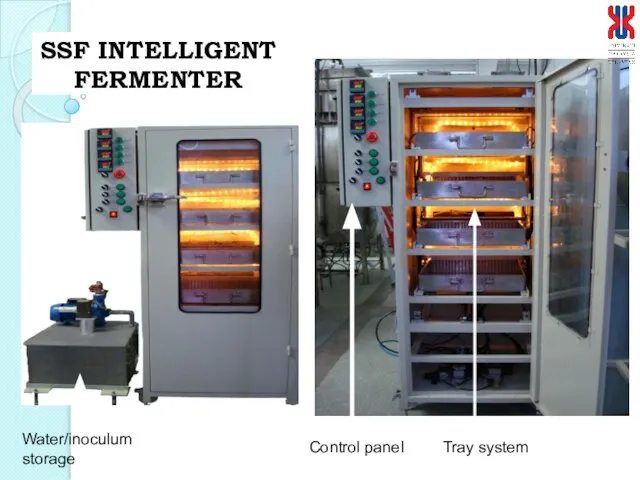
- 18. SSF INTELLIGENT FERMENTER Water/inoculum storage Control panel Tray system
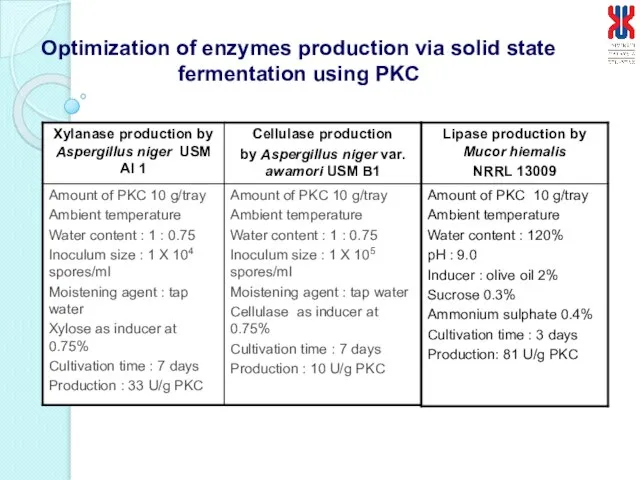
- 19. Optimization of enzymes production via solid state fermentation using PKC
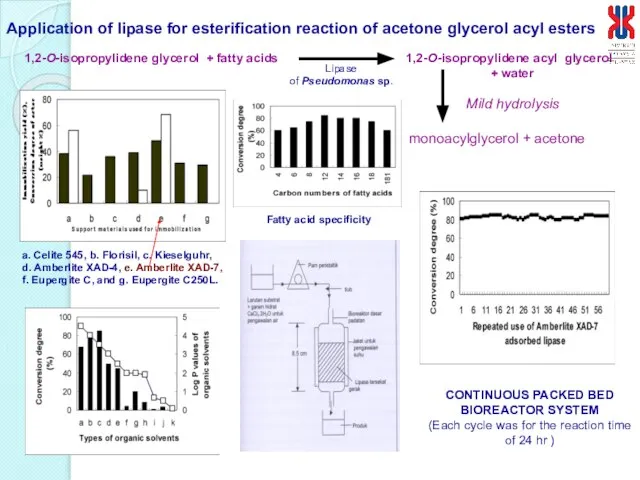
- 20. Application of lipase for esterification reaction of acetone glycerol acyl esters 1,2-O-isopropylidene glycerol + fatty acids
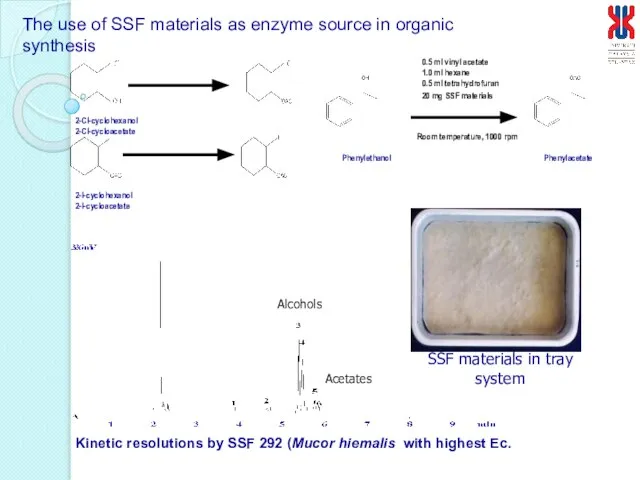
- 21. The use of SSF materials as enzyme source in organic synthesis 0.5 ml vinyl acetate 1.0
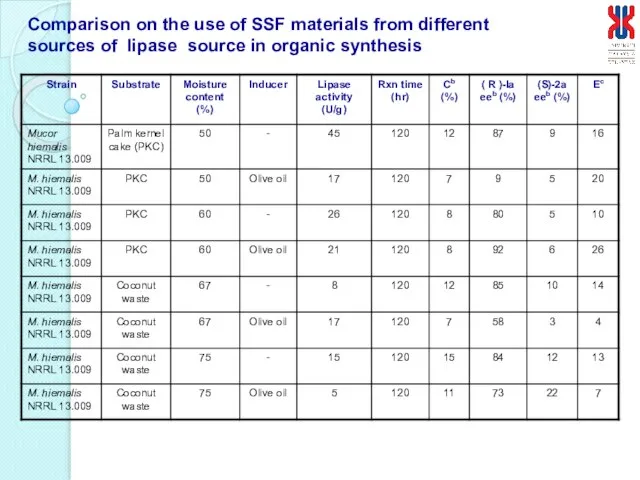
- 22. Comparison on the use of SSF materials from different sources of lipase source in organic synthesis
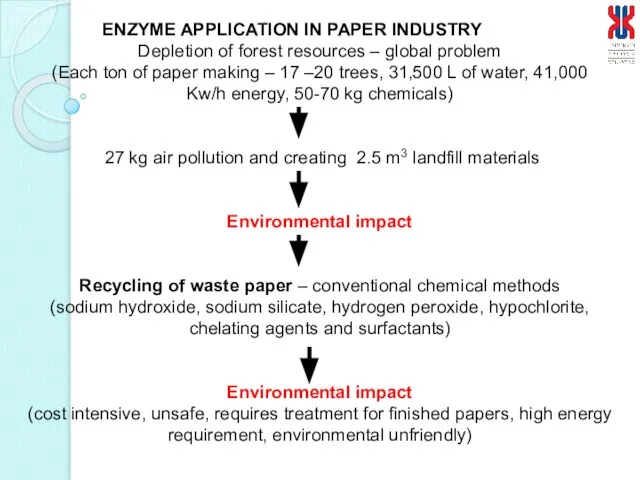
- 23. Depletion of forest resources – global problem (Each ton of paper making – 17 –20 trees,
- 24. PULP AND PAPER INDUSTRIES IN MALAYSIA Demand for paper continues to be strong although in paperless
- 25. ISSUES ON ENVIRONMENTAL IMPACTS Pollutions from conventional chemical methods Environmental friendly, biological methods via biotechnology Alternative
- 26. SPECIFIC OBJECTIVES ON ENZYMATIC DEINKING SYSTEM _______________________________________________ 1. To design, construct and fabricate the enzymatic bioreactor
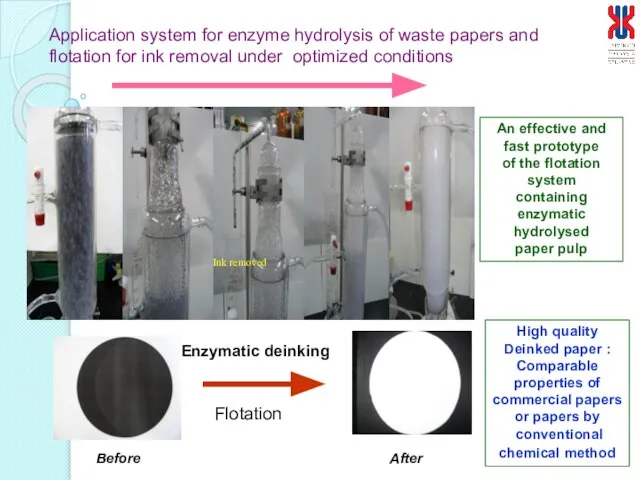
- 27. Application system for enzyme hydrolysis of waste papers and flotation for ink removal under optimized conditions
- 28. DEINKING OF PULP – PAPER RECYCLING BEFORE AFTER Enzymatic deinking and flotation process
- 29. Optimization of the laboratory enzymatic hydrolysis of pulp Optimization of the flotation process *Enzymes from Indigenous
- 30. Physical characteristics of deinked paper * Bleaching involved in treatment process
- 31. Schematic diagram of pilot System of continuous enzymatic deinking process Stirred tank enzyme Bioreactor Flotation system
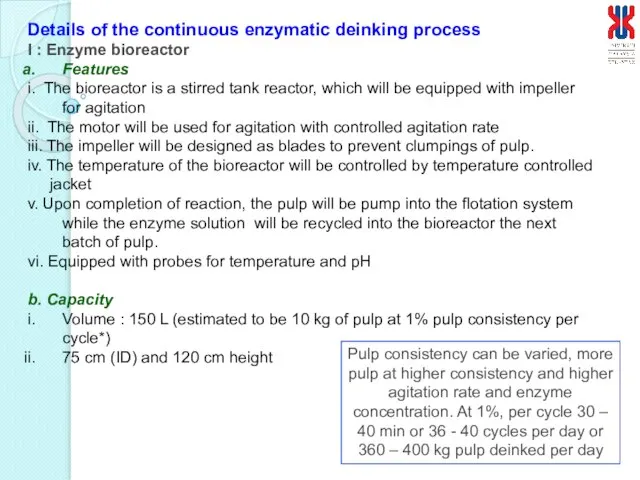
- 32. Details of the continuous enzymatic deinking process I : Enzyme bioreactor Features i. The bioreactor is
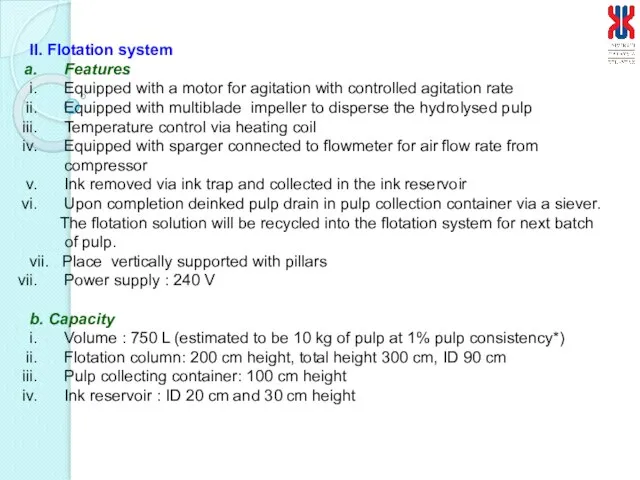
- 33. II. Flotation system Features Equipped with a motor for agitation with controlled agitation rate Equipped with
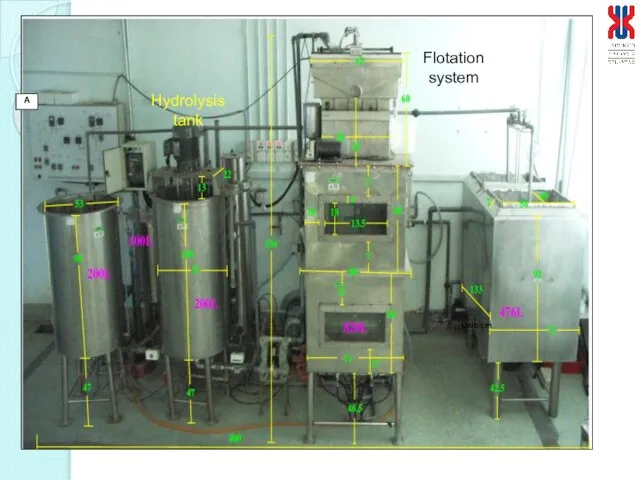
- 35. Hydrolysis tank Flotation system
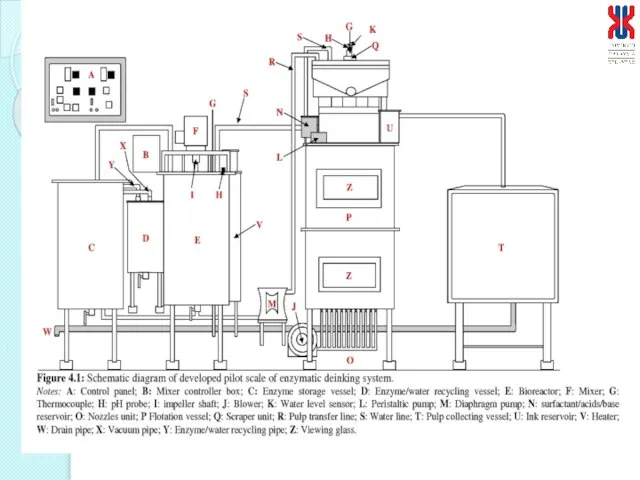
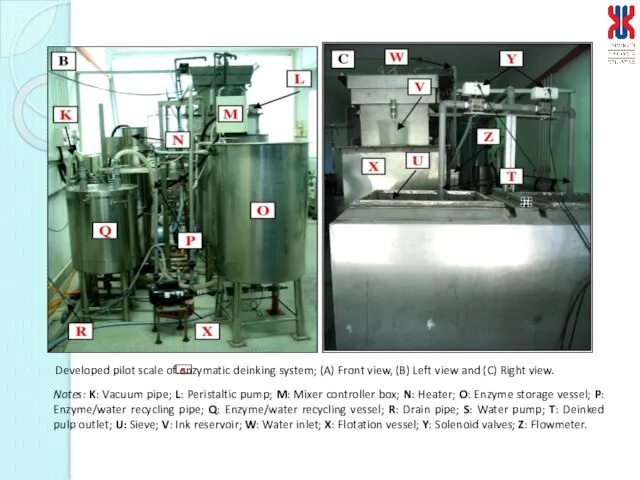
- 36. Developed pilot scale of enzymatic deinking system; (A) Front view, (B) Left view and (C) Right
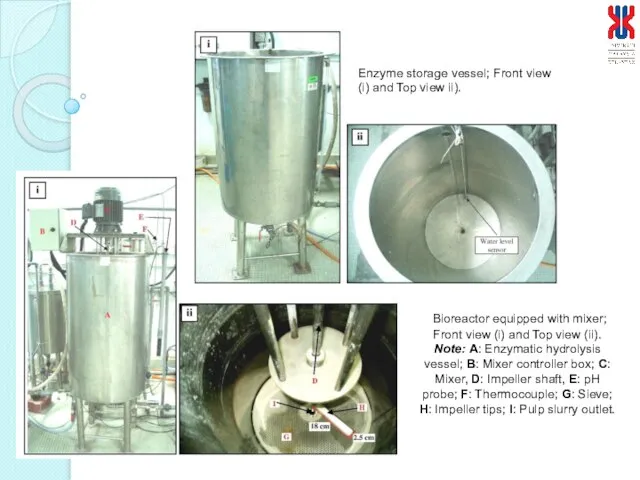
- 37. Enzyme storage vessel; Front view (i) and Top view ii). Bioreactor equipped with mixer; Front view
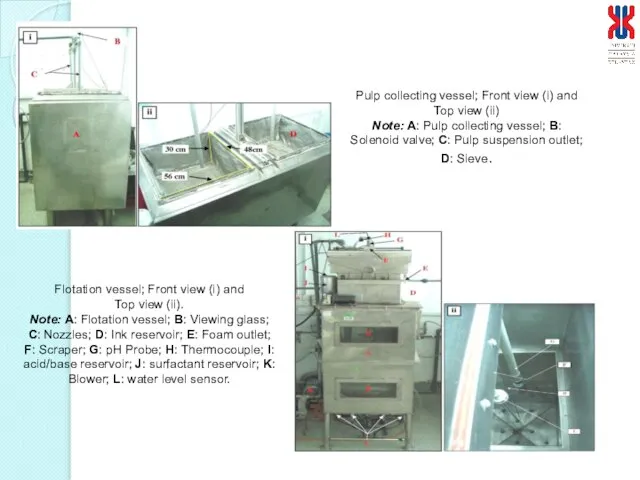
- 38. Flotation vessel; Front view (i) and Top view (ii). Note: A: Flotation vessel; B: Viewing glass;
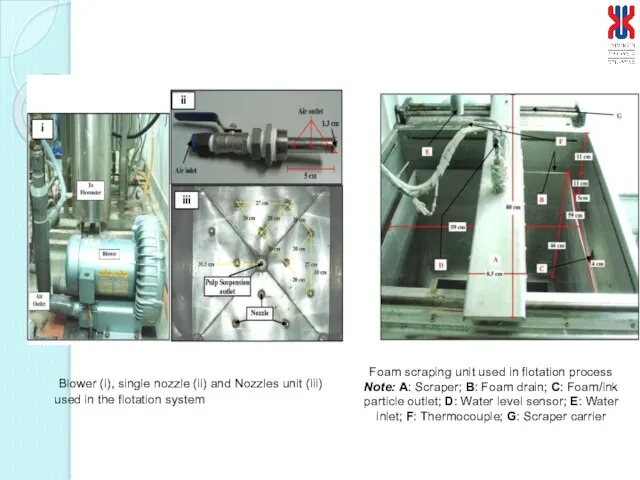
- 39. Blower (i), single nozzle (ii) and Nozzles unit (iii) used in the flotation system Foam scraping
- 40. : Schematic diagram of diaphragm pump used in the deinking process Note: A: Diaphragm pump; B:
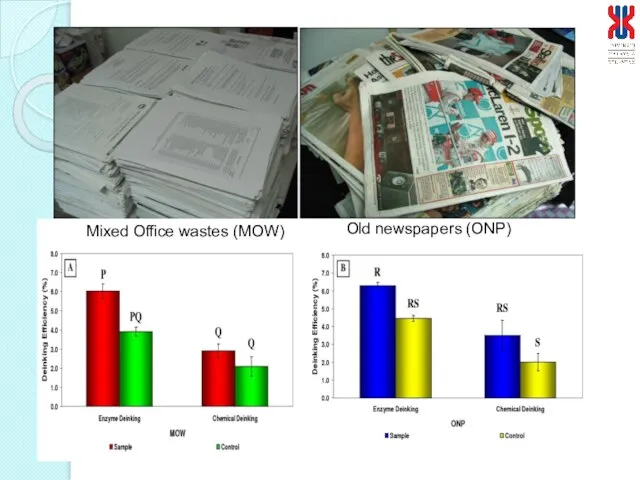
- 44. Mixed Office wastes (MOW) Old newspapers (ONP)
- 50. MARKET POTENTIAL (SIZE) Global market The application of enzymes in pulp and paper industries large :
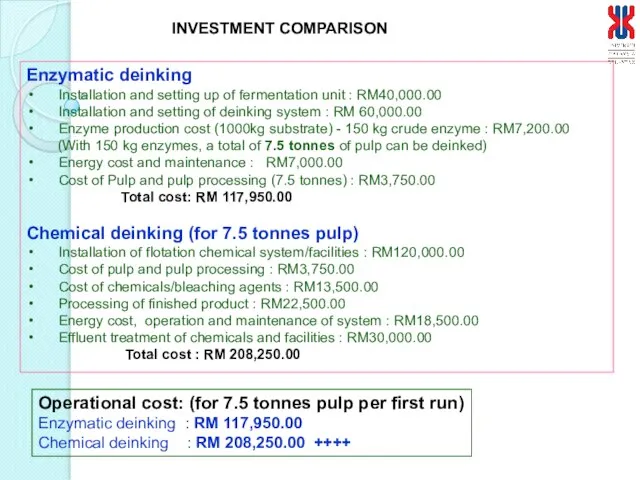
- 51. INVESTMENT COMPARISON Enzymatic deinking Installation and setting up of fermentation unit : RM40,000.00 Installation and setting
- 52. INOCULUM DEVELOPMENT FOR ENVIRONMENTAL MANAGEMENT Bioremediation – hydrocarbon degradation Organic domestic waste decomposition Degradation of dyes
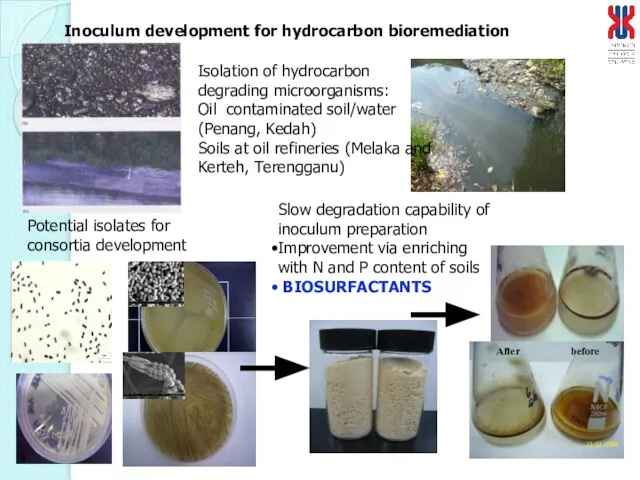
- 53. Inoculum development for hydrocarbon bioremediation Isolation of hydrocarbon degrading microorganisms: Oil contaminated soil/water (Penang, Kedah) Soils
- 54. Development of inoculum for domestic wastes decomposition Microbial isolates Inoculum in rice husk as binder Prototype
- 55. Decolourisation of dyes from effluent of batik industries Decolourisation of wastes with the addition of enzyme
- 56. Wastewater from textile factories I: Tubular filtration/absorber system I Wastewater tank + Fungal growth medium Physical
- 57. Oils Fermentation PHA in bacterial cells Fabrication Extraction Ecologically sustainable ‘green’ processes
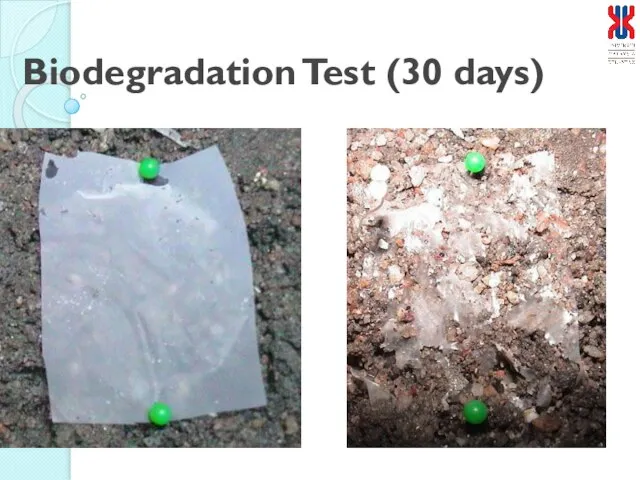
- 58. Biodegradation Test (30 days)
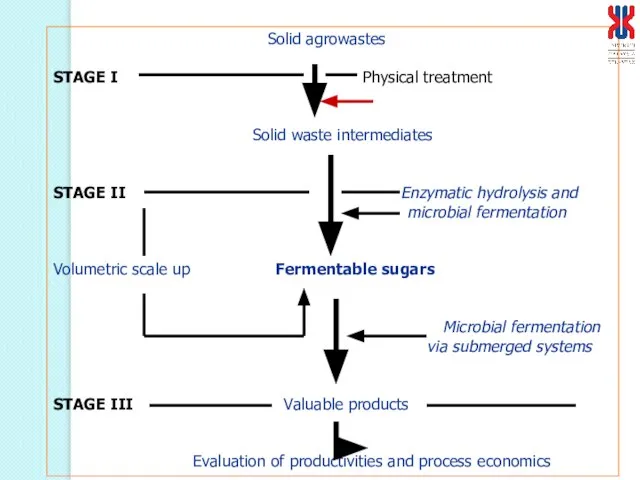
- 59. Solid agrowastes STAGE I Physical treatment Solid waste intermediates STAGE II Enzymatic hydrolysis and microbial fermentation
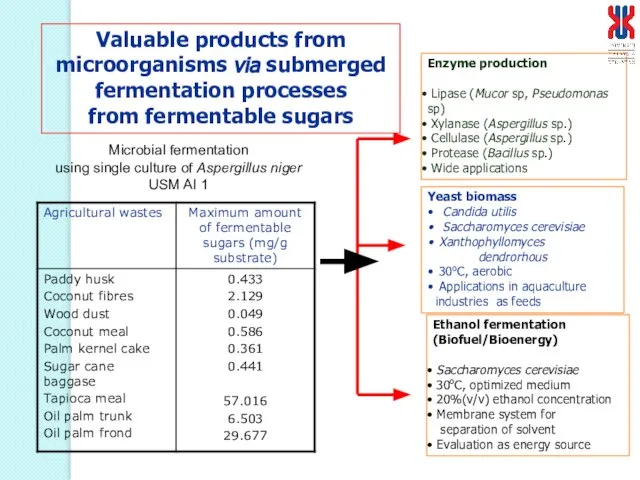
- 60. Valuable products from microorganisms via submerged fermentation processes from fermentable sugars Ethanol fermentation (Biofuel/Bioenergy) Saccharomyces cerevisiae
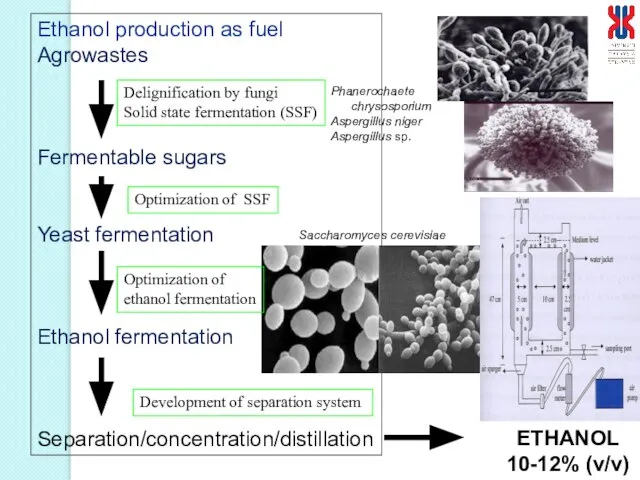
- 61. Ethanol production as fuel Agrowastes Fermentable sugars Yeast fermentation Ethanol fermentation Separation/concentration/distillation ETHANOL 10-12% (v/v) Delignification
- 62. Conclusion Environmental Issues : Global problem Multidisciplinary strategies : Biotechnology, Industrial Chemistry, bio-engineering, environmental engineering, bioremediation,
- 64. Скачать презентацию
Слайд 2Agricultural wastes – global problem
Environmental impact
Recycling of wastes
Disadvantages
(cost intensive, unsafe, requires treatment,
Agricultural wastes – global problem
Environmental impact
Recycling of wastes
Disadvantages
(cost intensive, unsafe, requires treatment,
Слайд 3Dried palm kernel cake
Empty fruit bunches
Sugarcane
bagasse
Oil palm shells
Oil palm fresh
fruit
Dried palm kernel cake
Empty fruit bunches
Sugarcane
bagasse
Oil palm shells
Oil palm fresh
fruit

Слайд 4 Sustainable development of natural resources –
generation of agrowastes with
Sustainable development of natural resources –
generation of agrowastes with
Слайд 5 Potential microorganisms with good growth on agrowastes
Potential microorganisms with good growth on agrowastes
Слайд 6
The utilization of agrowastes as substrates for SSF
Medium formulation and fermentation
The utilization of agrowastes as substrates for SSF
Medium formulation and fermentation
Слайд 7AGRICULTURAL
WASTES
BIOMANAGEMENT
Animal feed formulation
Fermentable sugars
Yeast biomass
Poultry
Aquaculture industries
Composting, biofertilizers, antibiosis
Enzymes, Flavouring compounds
Plants/Agriculture
AGRICULTURAL
WASTES
BIOMANAGEMENT
Animal feed formulation
Fermentable sugars
Yeast biomass
Poultry
Aquaculture industries
Composting, biofertilizers, antibiosis
Enzymes, Flavouring compounds
Plants/Agriculture
Слайд 8Enzyme production via SSF
Downstream
processes
Analysis
Packaging
SSF fermenter
Fungal isolates substrate/medium Inoculum development
Enzyme extraction
Biomass
Enzyme production via SSF
Downstream
processes
Analysis
Packaging
SSF fermenter
Fungal isolates substrate/medium Inoculum development
Enzyme extraction
Biomass
Слайд 9Lipase production by Mucor miehei by solid state fermentation
After optimization : 27
Lipase production by Mucor miehei by solid state fermentation
After optimization : 27
Слайд 10 PRODUCTION OF ENZYMES AND
ITS INDUSTRIAL APPLICATIONS
Lipase (Fine chemical synthesis
PRODUCTION OF ENZYMES AND
ITS INDUSTRIAL APPLICATIONS
Lipase (Fine chemical synthesis
Слайд 11SCALING UP OF SOLID STATE FERMENTATION - FERMSOSTAT®
SCALING UP OF SOLID STATE FERMENTATION - FERMSOSTAT®
Слайд 12Substrate port (A) and Sampling port (B) provided in FERMSOSTAT®.
Substrate port (A) and Sampling port (B) provided in FERMSOSTAT®.
Слайд 13Mixing system provided in FERMSOSTAT®. (X) Speed control motor, (Y) Various digital
Mixing system provided in FERMSOSTAT®. (X) Speed control motor, (Y) Various digital

Слайд 14Xylanase production in the
FERMSOSTAT
Xylanase production in the
FERMSOSTAT
Слайд 15Enzymes production in
the FERMSOSTAT®
Enzymes production in
the FERMSOSTAT®
Слайд 16Summary of optimum conditions for production of cellulases and xylanase enzymes by
Summary of optimum conditions for production of cellulases and xylanase enzymes by
Слайд 17Profiles of batch production of enzymes using the FERMSOSTAT®
Profiles of batch production of enzymes using the FERMSOSTAT®
Слайд 18SSF INTELLIGENT FERMENTER
Water/inoculum
storage
Control panel
Tray system
SSF INTELLIGENT FERMENTER
Water/inoculum
storage
Control panel
Tray system
Слайд 19Optimization of enzymes production via solid state
fermentation using PKC
Optimization of enzymes production via solid state
fermentation using PKC
Слайд 20Application of lipase for esterification reaction of acetone glycerol acyl esters
1,2-O-isopropylidene
Application of lipase for esterification reaction of acetone glycerol acyl esters
1,2-O-isopropylidene
Слайд 21The use of SSF materials as enzyme source in organic
synthesis
0.5 ml
The use of SSF materials as enzyme source in organic
synthesis
0.5 ml
Слайд 22Comparison on the use of SSF materials from different sources of lipase
Comparison on the use of SSF materials from different sources of lipase
Слайд 23Depletion of forest resources – global problem
(Each ton of paper making –
Depletion of forest resources – global problem
(Each ton of paper making –
Слайд 24PULP AND PAPER INDUSTRIES IN
MALAYSIA
Demand for paper continues to be strong
PULP AND PAPER INDUSTRIES IN
MALAYSIA
Demand for paper continues to be strong
Слайд 25 ISSUES ON ENVIRONMENTAL IMPACTS
Pollutions from conventional chemical methods
Environmental friendly, biological
ISSUES ON ENVIRONMENTAL IMPACTS
Pollutions from conventional chemical methods
Environmental friendly, biological
Слайд 26 SPECIFIC OBJECTIVES
ON ENZYMATIC DEINKING SYSTEM
_______________________________________________
1. To design, construct and fabricate
SPECIFIC OBJECTIVES
ON ENZYMATIC DEINKING SYSTEM
_______________________________________________
1. To design, construct and fabricate
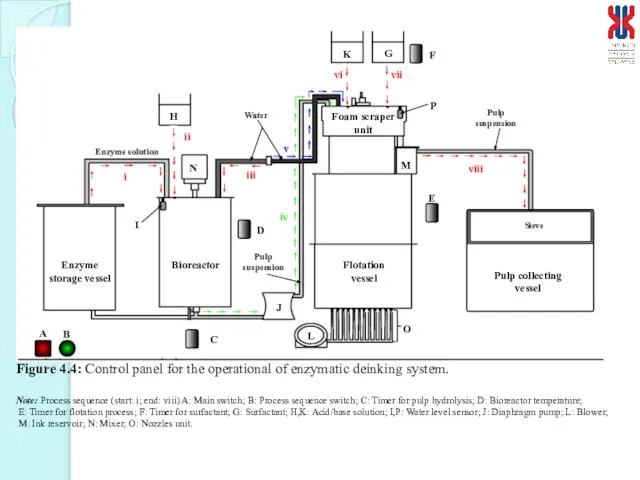
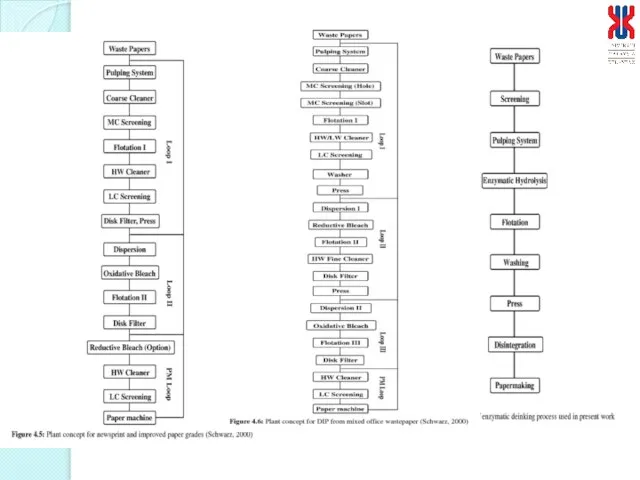
Слайд 27Application system for enzyme hydrolysis of waste papers and flotation for ink
Application system for enzyme hydrolysis of waste papers and flotation for ink
Слайд 28DEINKING OF PULP – PAPER RECYCLING
BEFORE
AFTER
Enzymatic deinking
and flotation
process
DEINKING OF PULP – PAPER RECYCLING
BEFORE
AFTER
Enzymatic deinking
and flotation
process
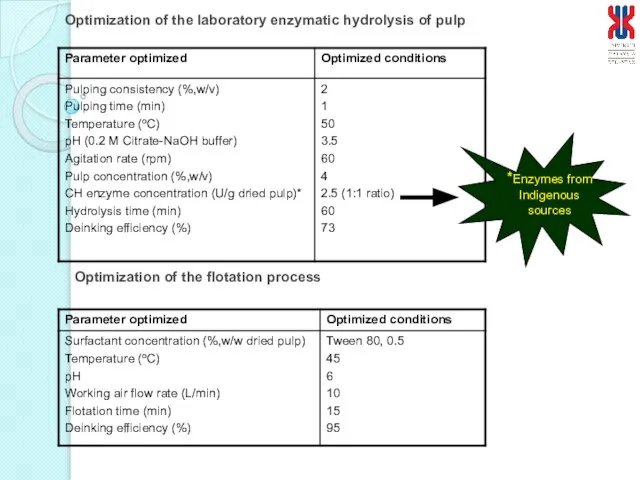
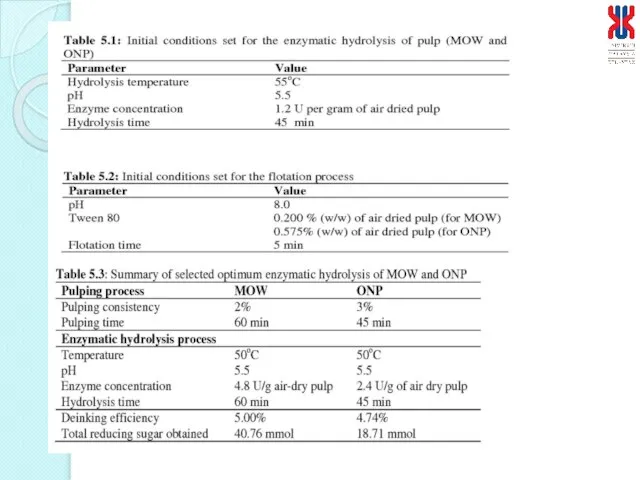
Слайд 29Optimization of the laboratory enzymatic hydrolysis of pulp
Optimization of the flotation process
*Enzymes
Optimization of the laboratory enzymatic hydrolysis of pulp
Optimization of the flotation process
*Enzymes
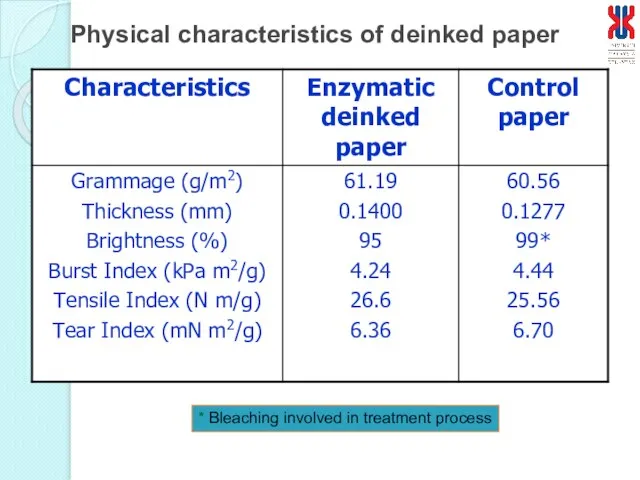
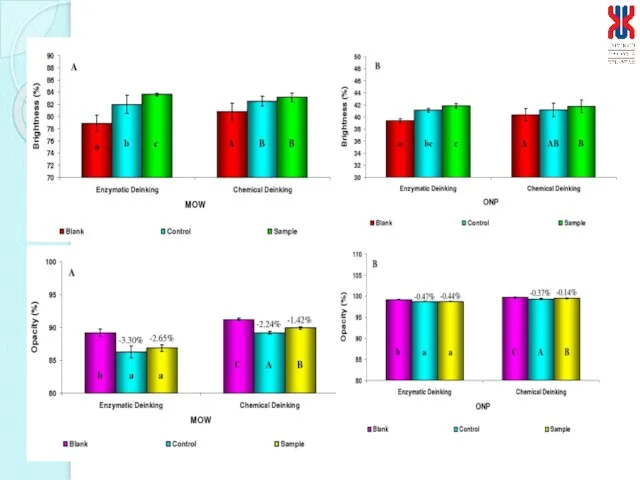
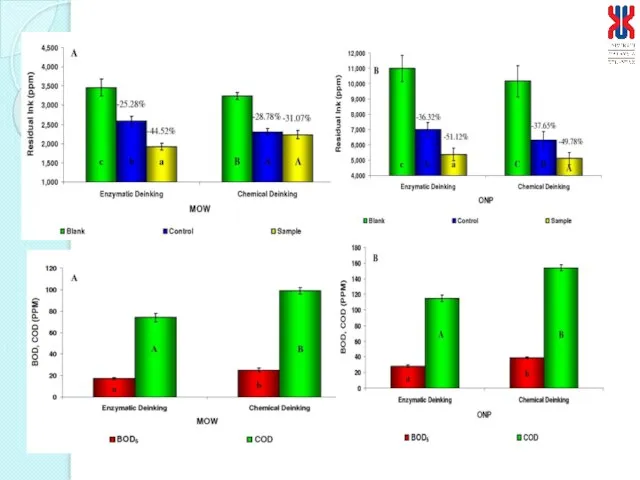
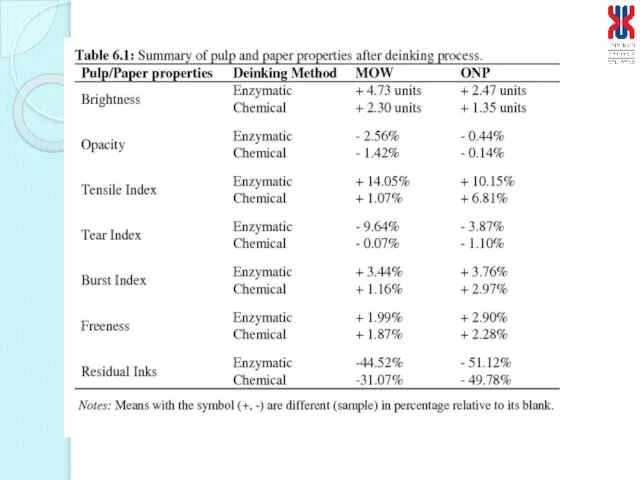
Слайд 30Physical characteristics of deinked paper
* Bleaching involved in treatment process
Physical characteristics of deinked paper
* Bleaching involved in treatment process
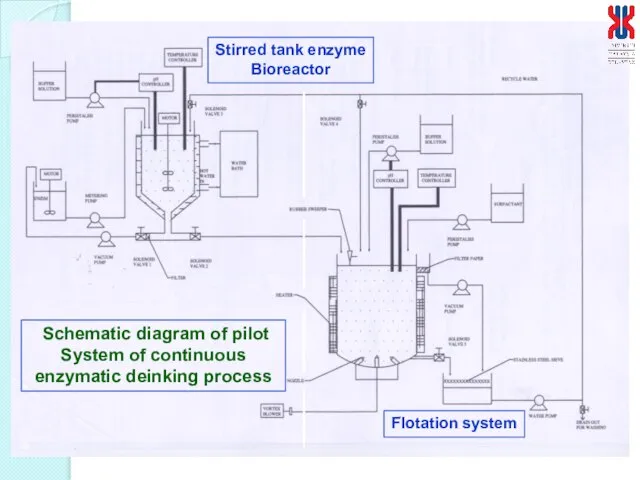
Слайд 31 Schematic diagram of pilot
System of continuous
enzymatic deinking process
Stirred tank
Schematic diagram of pilot
System of continuous
enzymatic deinking process
Stirred tank
Слайд 32Details of the continuous enzymatic deinking process
I : Enzyme bioreactor
Features
i. The bioreactor
Details of the continuous enzymatic deinking process
I : Enzyme bioreactor
Features
i. The bioreactor
Слайд 33II. Flotation system
Features
Equipped with a motor for agitation with controlled agitation rate
Equipped
II. Flotation system
Features
Equipped with a motor for agitation with controlled agitation rate
Equipped
Слайд 35Hydrolysis
tank
Flotation
system
Hydrolysis
tank
Flotation
system
Слайд 36 Developed pilot scale of enzymatic deinking system; (A) Front view, (B)
Developed pilot scale of enzymatic deinking system; (A) Front view, (B)
Слайд 37Enzyme storage vessel; Front view (i) and Top view ii).
Bioreactor
Enzyme storage vessel; Front view (i) and Top view ii).
Bioreactor
Слайд 38Flotation vessel; Front view (i) and
Top view (ii).
Note: A: Flotation
Flotation vessel; Front view (i) and
Top view (ii).
Note: A: Flotation
Слайд 39 Blower (i), single nozzle (ii) and Nozzles unit (iii) used in
Blower (i), single nozzle (ii) and Nozzles unit (iii) used in
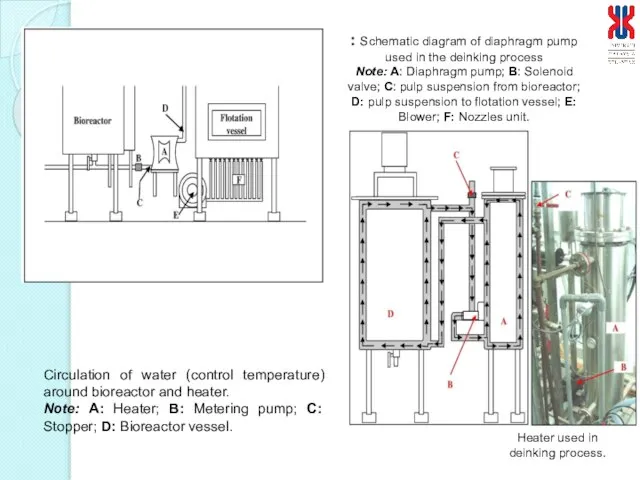
Слайд 40: Schematic diagram of diaphragm pump used in the deinking process
Note:
: Schematic diagram of diaphragm pump used in the deinking process
Note:
Слайд 44Mixed Office wastes (MOW)
Old newspapers (ONP)
Mixed Office wastes (MOW)
Old newspapers (ONP)


Слайд 50MARKET POTENTIAL (SIZE)
Global market
The application of enzymes in pulp and paper industries
MARKET POTENTIAL (SIZE)
Global market
The application of enzymes in pulp and paper industries
Слайд 51INVESTMENT COMPARISON
Enzymatic deinking
Installation and setting up of fermentation unit : RM40,000.00
Installation
INVESTMENT COMPARISON
Enzymatic deinking
Installation and setting up of fermentation unit : RM40,000.00
Installation
Слайд 52 INOCULUM DEVELOPMENT FOR ENVIRONMENTAL
MANAGEMENT
Bioremediation – hydrocarbon degradation
Organic domestic
INOCULUM DEVELOPMENT FOR ENVIRONMENTAL
MANAGEMENT
Bioremediation – hydrocarbon degradation
Organic domestic
Слайд 53Inoculum development for hydrocarbon bioremediation
Isolation of hydrocarbon degrading microorganisms:
Oil contaminated soil/water (Penang,
Inoculum development for hydrocarbon bioremediation
Isolation of hydrocarbon degrading microorganisms:
Oil contaminated soil/water (Penang,
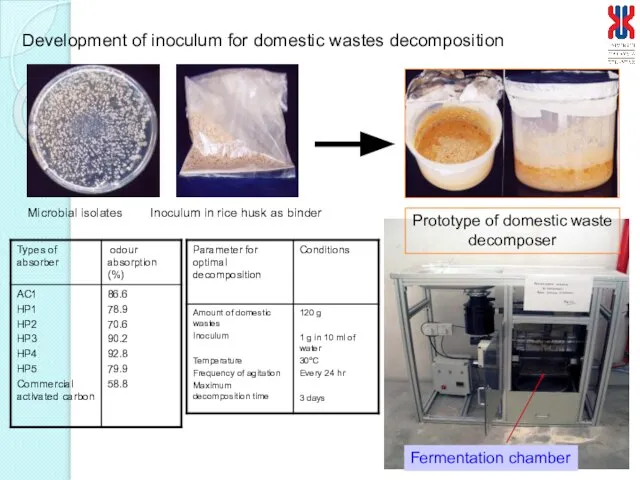
Слайд 54Development of inoculum for domestic wastes decomposition
Microbial isolates Inoculum in rice husk
Development of inoculum for domestic wastes decomposition
Microbial isolates Inoculum in rice husk
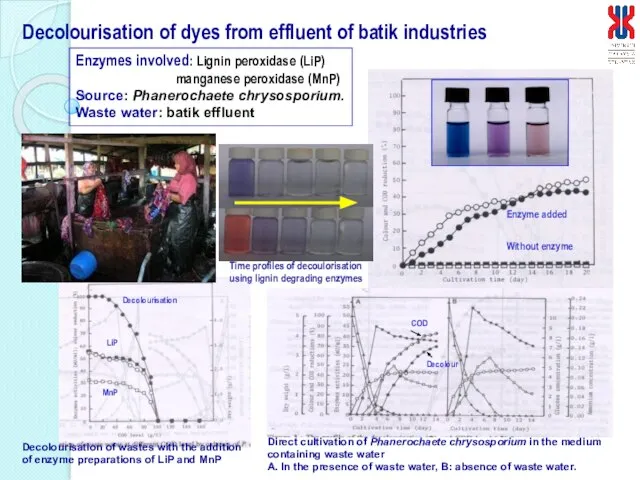
Слайд 55Decolourisation of dyes from effluent of batik industries
Decolourisation of wastes with
Decolourisation of dyes from effluent of batik industries
Decolourisation of wastes with
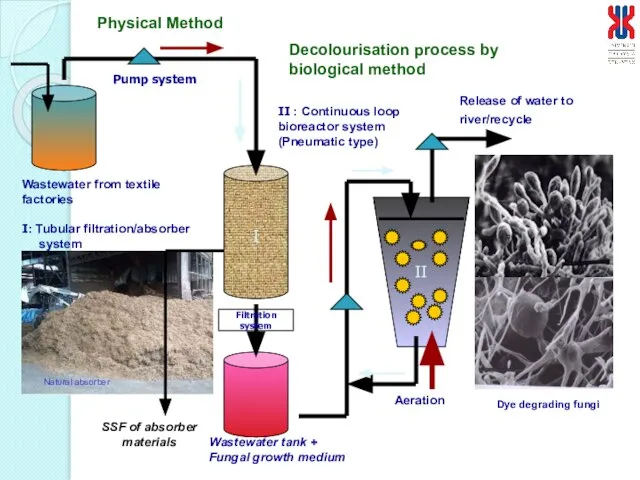
Слайд 56Wastewater from textile
factories
I: Tubular filtration/absorber
system
I
Wastewater tank +
Fungal growth
Wastewater from textile
factories
I: Tubular filtration/absorber
system
I
Wastewater tank +
Fungal growth
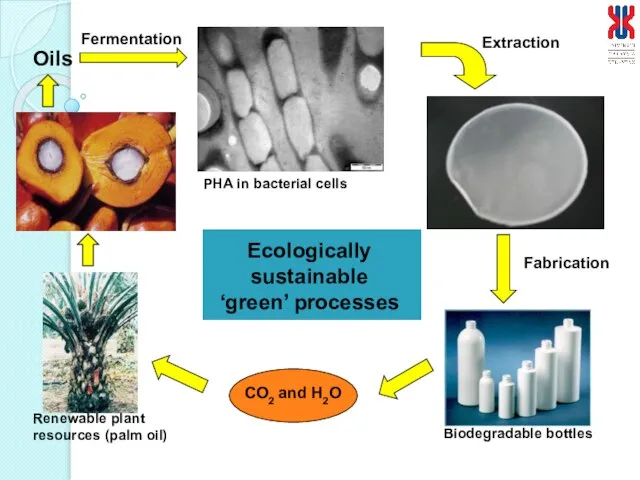
Слайд 57Oils
Fermentation
PHA in bacterial cells
Fabrication
Extraction
Ecologically sustainable
‘green’ processes
Oils
Fermentation
PHA in bacterial cells
Fabrication
Extraction
Ecologically sustainable
‘green’ processes
Слайд 58Biodegradation Test (30 days)
Biodegradation Test (30 days)
Слайд 59 Solid agrowastes
STAGE I Physical treatment
Solid waste intermediates
STAGE II Enzymatic hydrolysis and
Solid agrowastes
STAGE I Physical treatment
Solid waste intermediates
STAGE II Enzymatic hydrolysis and
Слайд 60Valuable products from microorganisms via submerged fermentation processes
from fermentable sugars
Ethanol fermentation
(Biofuel/Bioenergy)
Saccharomyces
Valuable products from microorganisms via submerged fermentation processes
from fermentable sugars
Ethanol fermentation
(Biofuel/Bioenergy)
Saccharomyces
Слайд 61Ethanol production as fuel
Agrowastes
Fermentable sugars
Yeast fermentation
Ethanol fermentation
Separation/concentration/distillation
ETHANOL 10-12% (v/v)
Delignification by fungi
Solid state
Ethanol production as fuel
Agrowastes
Fermentable sugars
Yeast fermentation
Ethanol fermentation
Separation/concentration/distillation
ETHANOL 10-12% (v/v)
Delignification by fungi
Solid state
Слайд 62Conclusion
Environmental Issues : Global problem
Multidisciplinary strategies : Biotechnology, Industrial
Conclusion
Environmental Issues : Global problem
Multidisciplinary strategies : Biotechnology, Industrial
 Коньки
Коньки Conference on Applied Physics, Information Technologies and Engineering
Conference on Applied Physics, Information Technologies and Engineering Вэб-инфекция
Вэб-инфекция Тема проекта: «Мораль сей басни такова…» Иван Андреевич Крылов - русский баснописец. предмет: литература
Тема проекта: «Мораль сей басни такова…» Иван Андреевич Крылов - русский баснописец. предмет: литература  Опыт построения решений регионального электронного правительства (на примере Калининградской области) Алексей
Опыт построения решений регионального электронного правительства (на примере Калининградской области) Алексей  Заболевания, передаваемые половым путем (ЗППП), и планирование семьи
Заболевания, передаваемые половым путем (ЗППП), и планирование семьи Нагревательные печи и колодцы
Нагревательные печи и колодцы Обзор энергетики Германии
Обзор энергетики Германии ДЗЫГА лучшее
ДЗЫГА лучшее Приложения к решению совета депутатов города Новосибирска. Карты
Приложения к решению совета депутатов города Новосибирска. Карты Методическая разработка внеаудиторного мероприятия
Методическая разработка внеаудиторного мероприятия Start up Юрист в Кармане
Start up Юрист в Кармане ¿Qué hora es?
¿Qué hora es? Вода - капля жизни
Вода - капля жизни Семейные традиции
Семейные традиции Коммерческое предложение. Оптовая торговля овощей
Коммерческое предложение. Оптовая торговля овощей Математическое описание случайных явлений
Математическое описание случайных явлений КЛАССНЫЙ ЧАС: «Россия - всё, чем я живу»
КЛАССНЫЙ ЧАС: «Россия - всё, чем я живу» Здравствуйте!
Здравствуйте! Мониторинг уровня воспитанности обучающихсяМБОУ СОШ № 15
Мониторинг уровня воспитанности обучающихсяМБОУ СОШ № 15 Мониторинг заполнения дневников и журналов на сайте Эпос.Школа
Мониторинг заполнения дневников и журналов на сайте Эпос.Школа С 33 сабак 29
С 33 сабак 29 Ртуть
Ртуть Религия как одна из форм культуры
Религия как одна из форм культуры Отчет по производственной практике. Дизайн-проект мебели (оборудования) для жилых (общественных) интерьеров
Отчет по производственной практике. Дизайн-проект мебели (оборудования) для жилых (общественных) интерьеров Furniture in the flat
Furniture in the flat ТЕКСТЫ В ПАМЯТИ КОМПЬЮТЕРА
ТЕКСТЫ В ПАМЯТИ КОМПЬЮТЕРА «Человек есть тайна. Её надо разгадать, и ежели будешь её разгадывать всю жизнь, то не говори, что потерял время: я занимаюсь этой т
«Человек есть тайна. Её надо разгадать, и ежели будешь её разгадывать всю жизнь, то не говори, что потерял время: я занимаюсь этой т