- Инструменты и оснастки для камнеобработки

Содержание
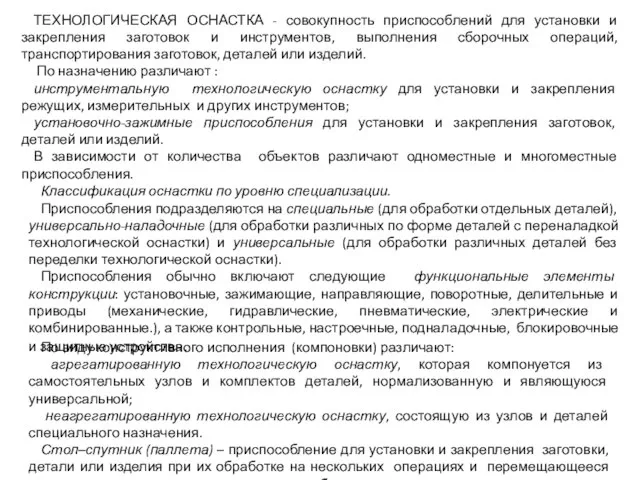
- 2. Камнеобрабатывающие инструменты являются сменными рабочими элементами технологического оборудования, непосредственно воздействующими на заготовку и осуществляющие её направленное
- 3. По технологическому назначению камнеобрабатывающие инструменты подразделяется на: пилы с возвратно-поступательным и вращательным движениями резания; пилы алмазно-канатные;
- 4. Рабочие головки станков для обработки поверхностей изделий из камня разными способами: а – пескоструйная; б –
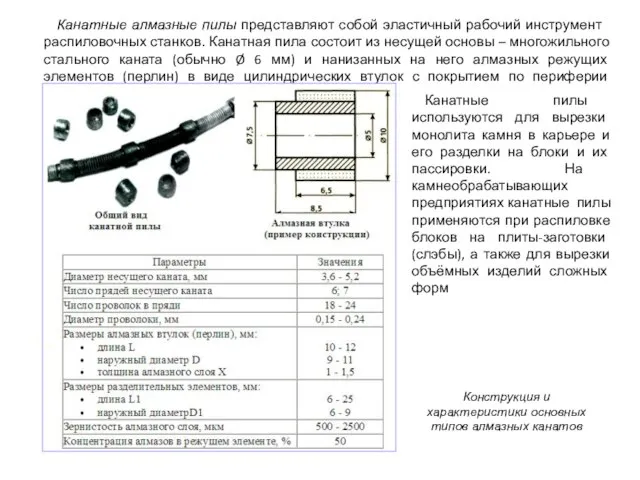
- 7. Алмазные полосовые (штрипсовые) пилы предназначены для распиловки блоков на плиты-заготовки (слэбы) из мрамора, известняка, травертина, песчаника,
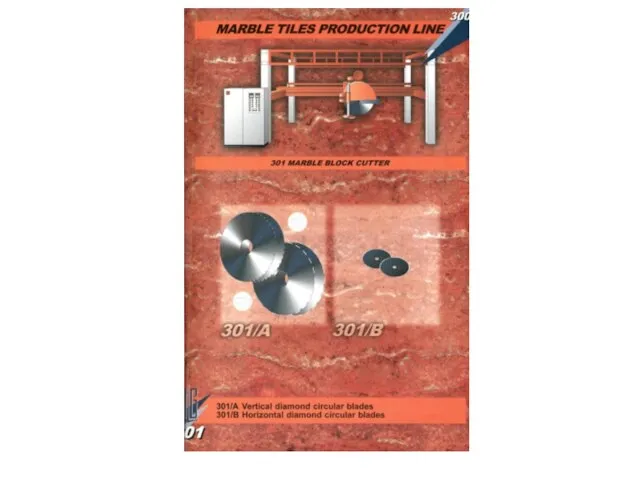
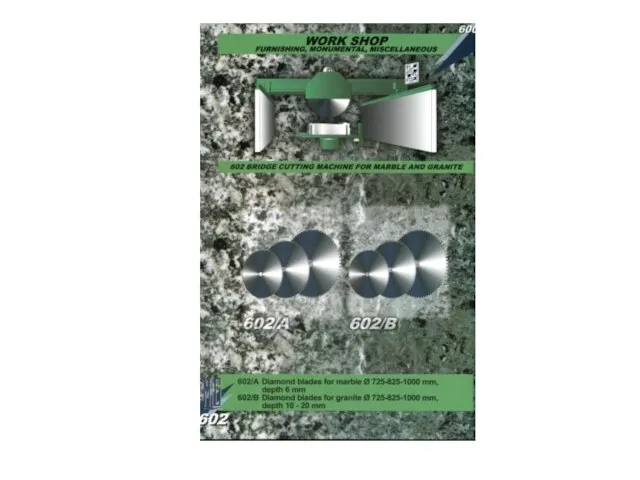
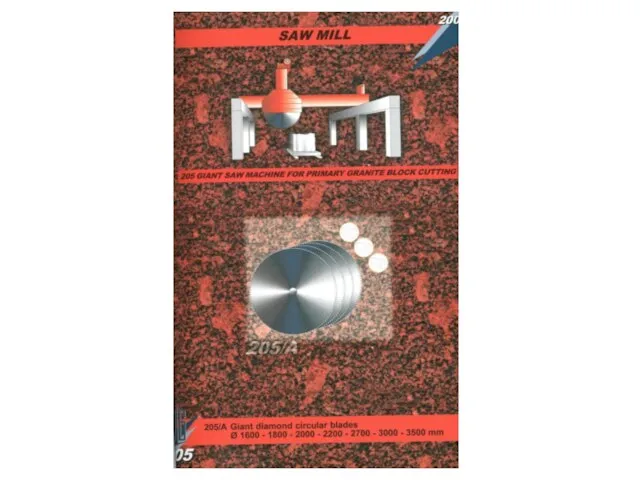
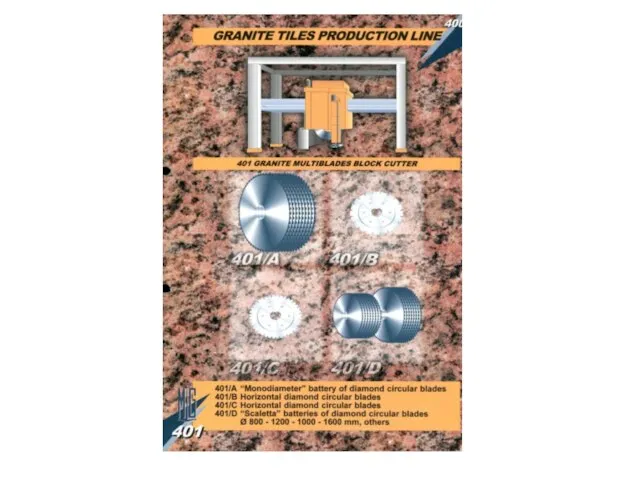
- 9. Дисковые алмазные пилы (алмазные отрезные круги) – рабочий инструмент однодисковых и многодисковых станков, предназначенных для распиловки
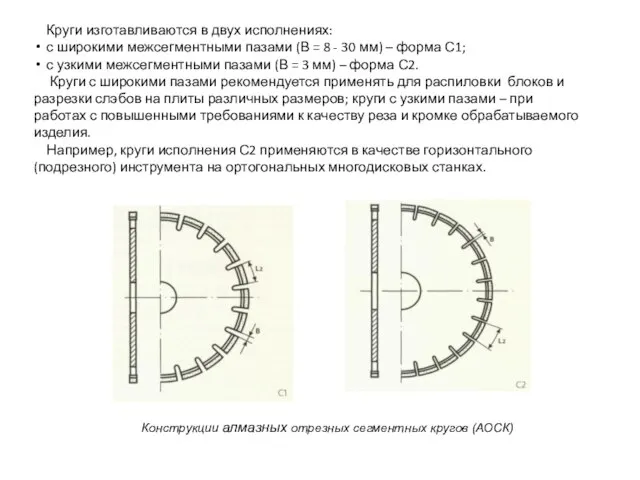
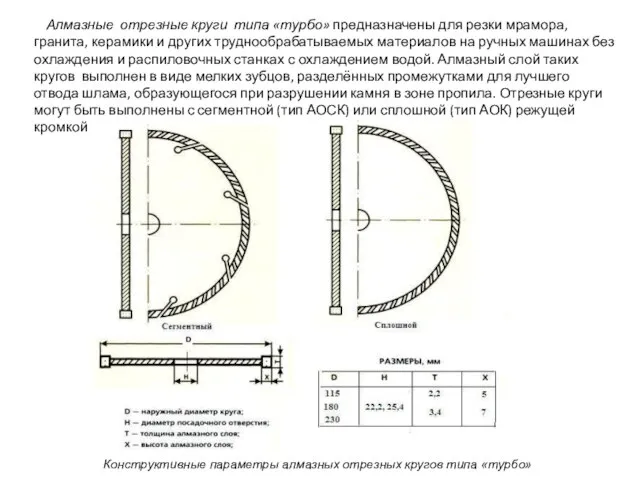
- 10. Круги изготавливаются в двух исполнениях: с широкими межсегментными пазами (В = 8 - 30 мм) –
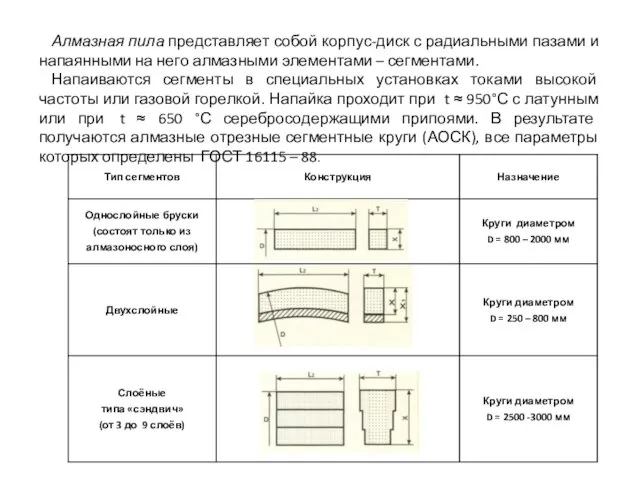
- 11. Алмазная пила представляет собой корпус-диск с радиальными пазами и напаянными на него алмазными элементами – сегментами.
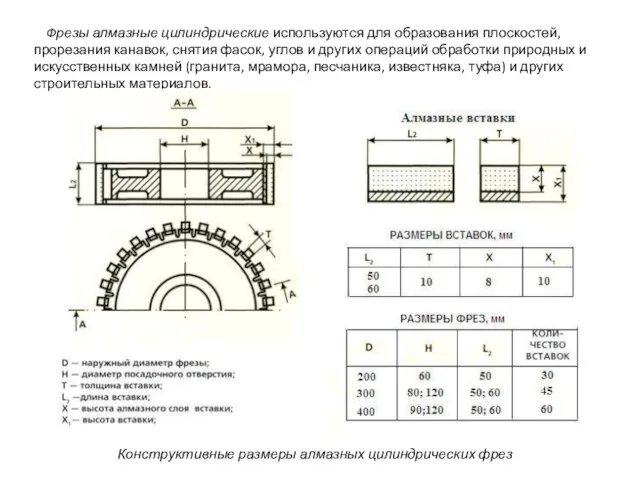
- 19. Операция прорезки паза цилиндрической дисковой пилой (фрезой)
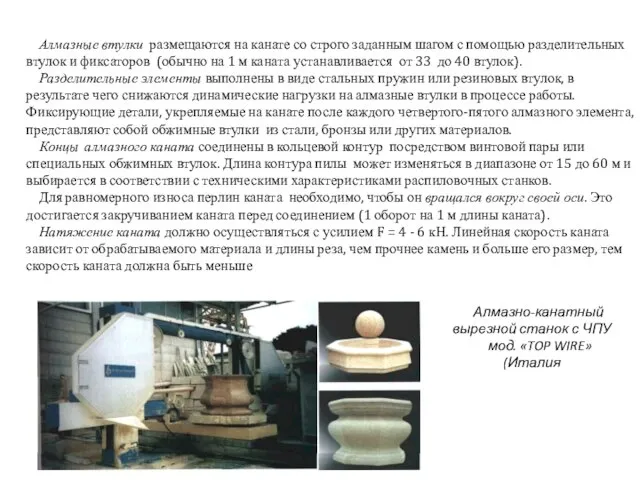
- 22. Алмазные втулки размещаются на канате со строго заданным шагом с помощью разделительных втулок и фиксаторов (обычно
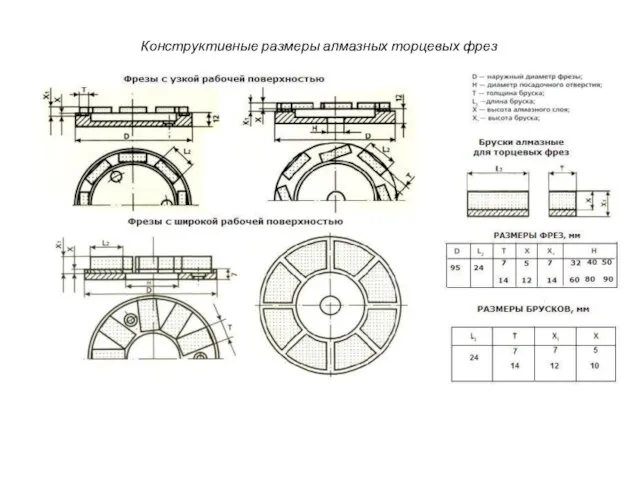
- 25. Рис. 1.21. Конструктивные размеры алмазных торцевых
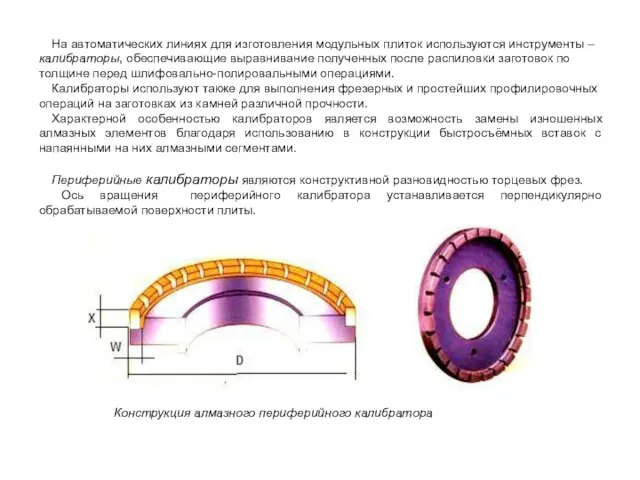
- 27. На автоматических линиях для изготовления модульных плиток используются инструменты – калибраторы, обеспечивающие выравнивание полученных после распиловки
- 28. Калибровочный станок мод. М 641 (Pedrini S.p.A) : а – общий вид станка; б – шпиндельная
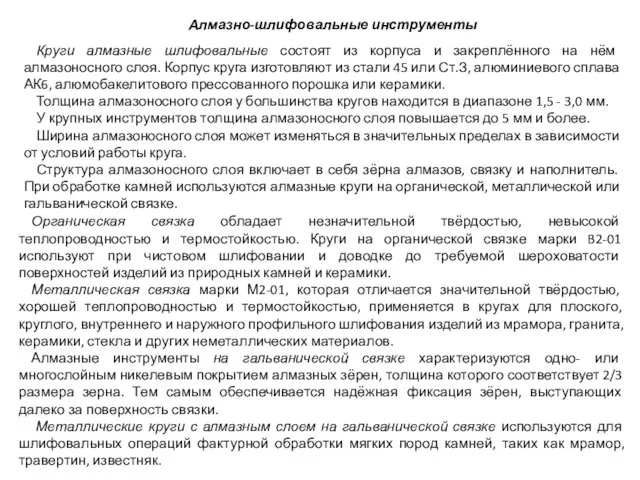
- 33. Органическая связка обладает незначительной твёрдостью, невысокой теплопроводностью и термостойкостью. Круги на органической связке марки B2-01 используют
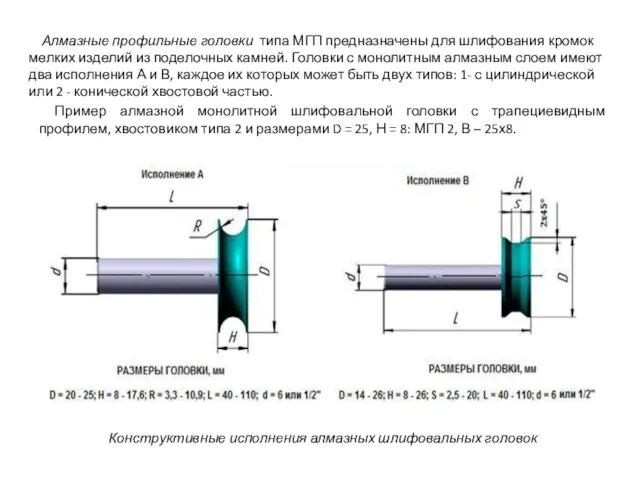
- 43. Алмазные профильные головки типа МГП предназначены для шлифования кромок мелких изделий из поделочных камней. Головки с
- 48. Решающими факторами, обеспечивающими высокую эффективность работы алмазного шлифовально-полировального инструмента, являются его технические характеристики, соответствующие свойствам обрабатываемого
- 49. Инструмент, для шлифовально-полировальной автоматической линии – сменные алмазные (для шлифования) и абразивные (для лощения и полирования)
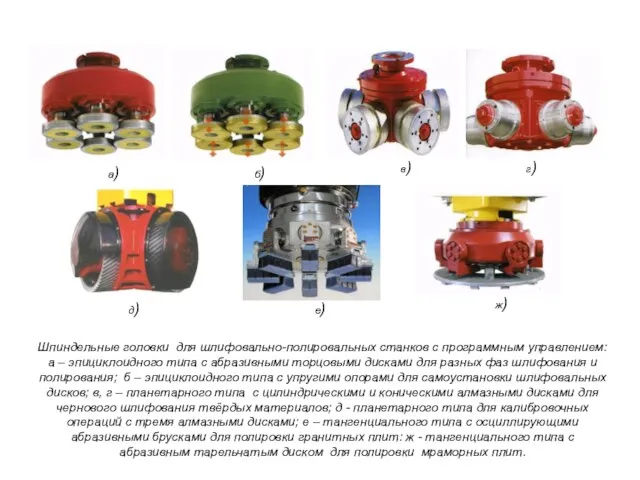
- 53. Шпиндельные головки для шлифовально-полировальных станков с программным управлением: а – эпициклоидного типа с абразивными торцовыми дисками
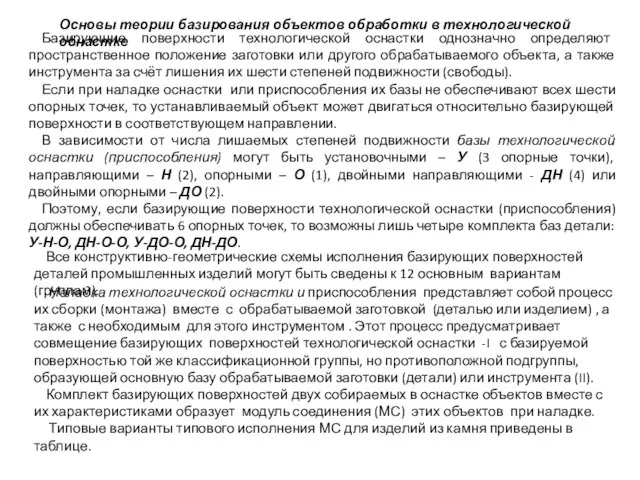
- 54. Технологическая оснастка в камнеобрабатывающем производстве
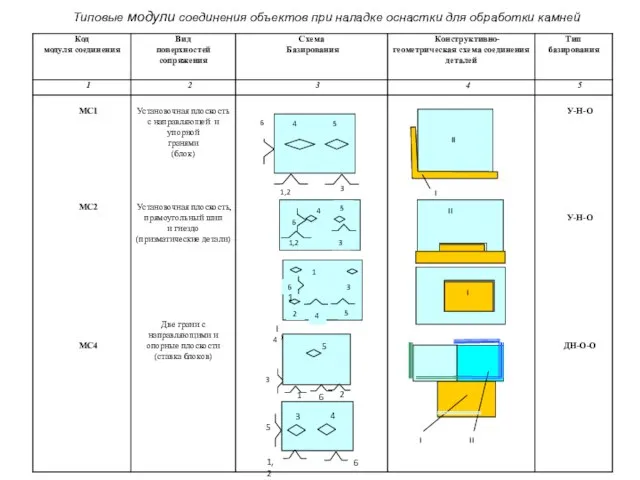
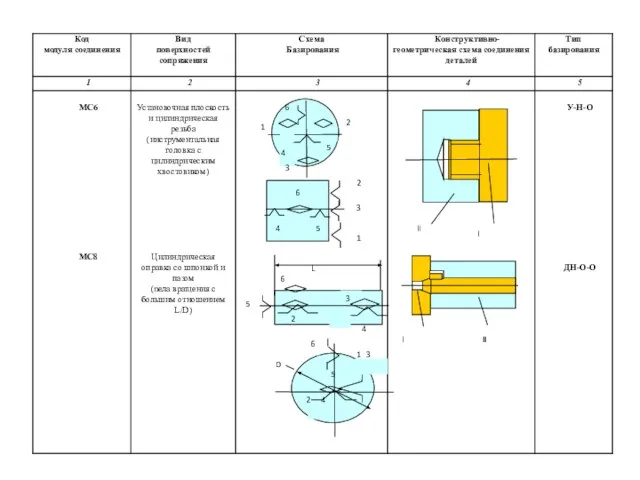
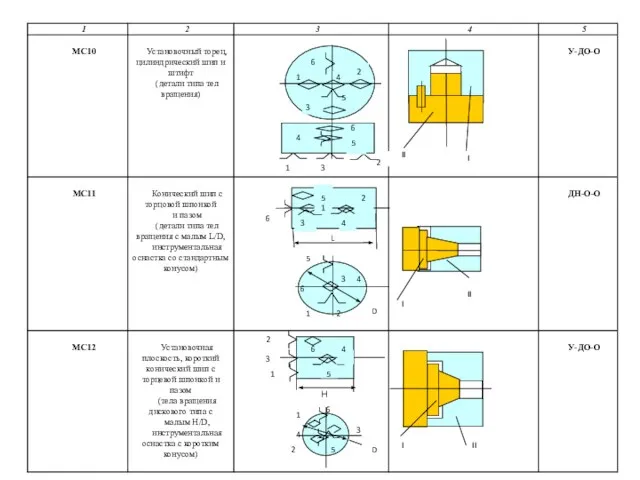
- 57. Типовые модули соединения объектов при наладке оснастки для обработки камней 4
- 58. 1 1 L 2 2 3 3 4 4 5 6 6 I I I II
- 59. D 1 1 1 1 1 1 2 2 2 2 2 3 3 3 3
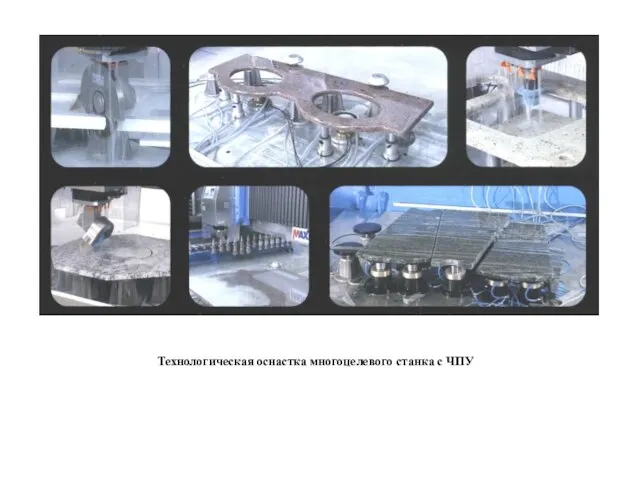
- 61. Технологическая оснастка многоцелевого станка с ЧПУ
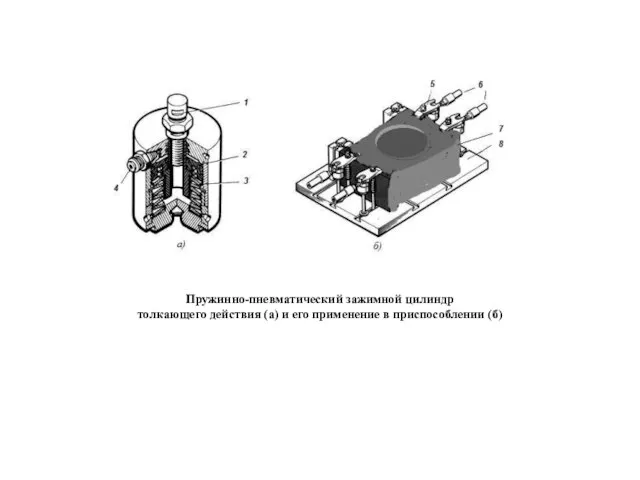
- 63. Пружинно-пневматический зажимной цилиндр толкающего действия (а) и его применение в приспособлении (б)
- 64. Использование быстросменных опорных пневмоцилиндров (а) при наладке оснастки станка с ЧПУ (б) и схема базирования изделия
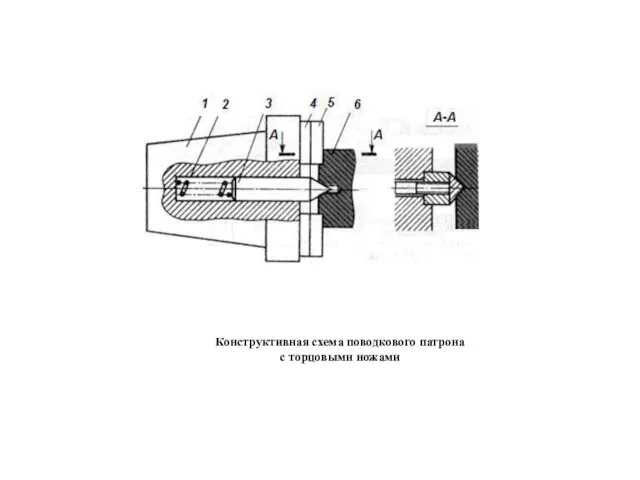
- 66. Конструктивная схема поводкового патрона с торцовыми ножами
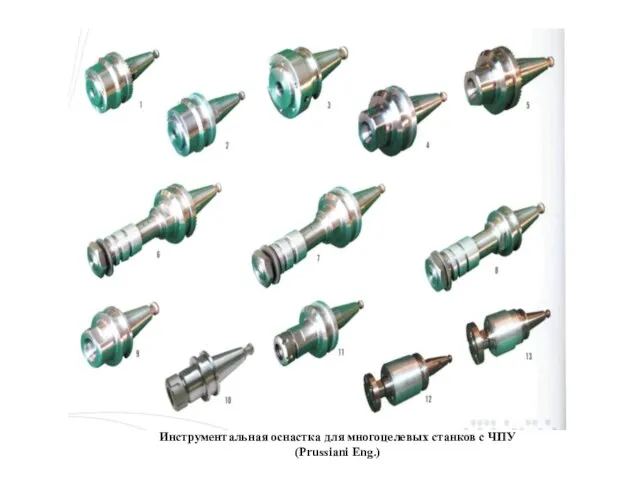
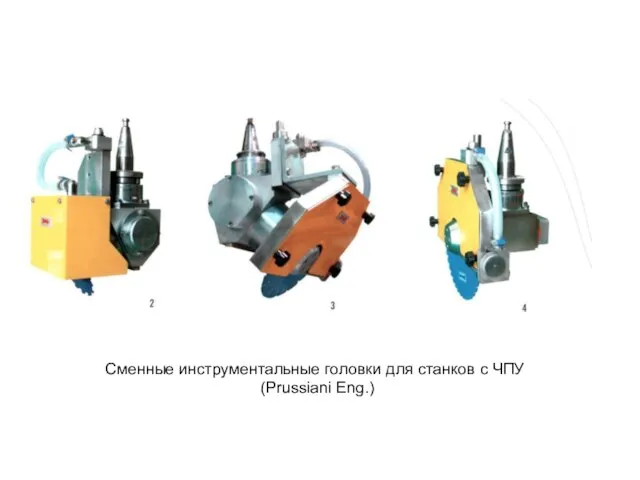
- 67. Сменная технологическая оснастка для обработки тел вращения на фрезерном станке с ЧПУ
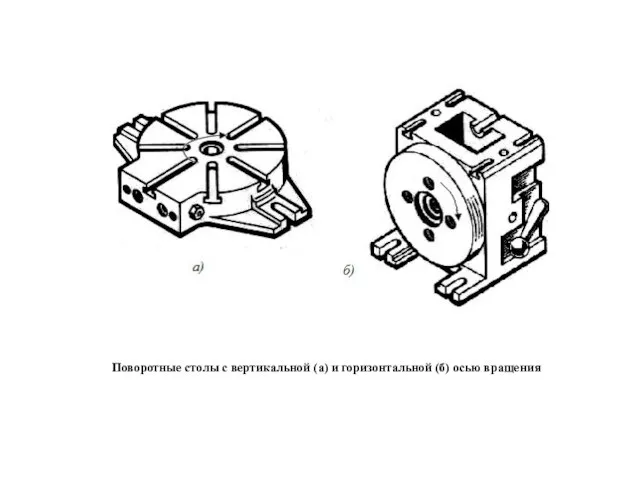
- 68. Поворотные столы с вертикальной (а) и горизонтальной (б) осью вращения
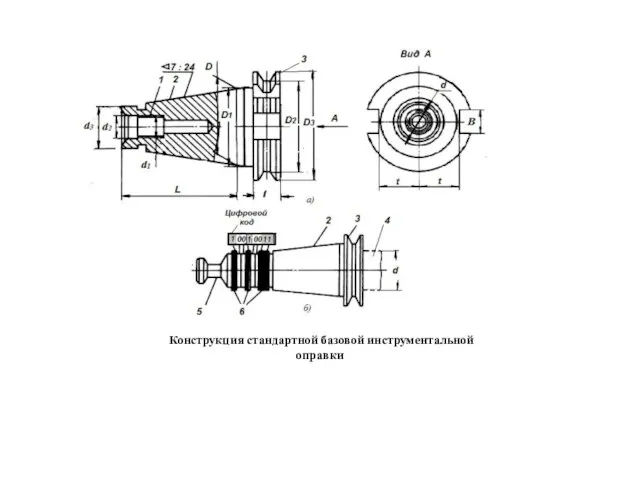
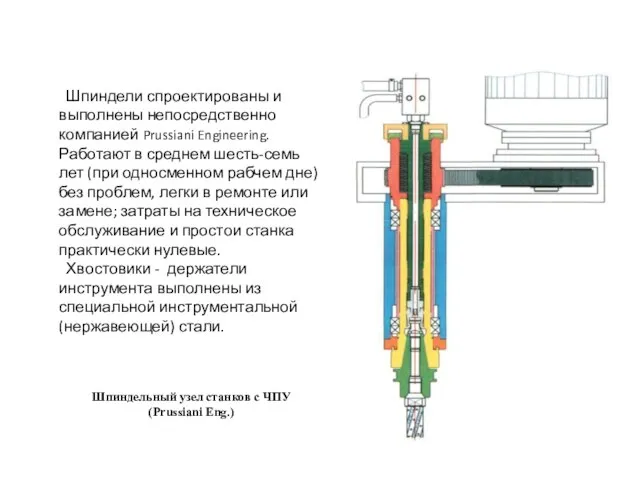
- 70. Конструкция стандартной базовой инструментальной оправки
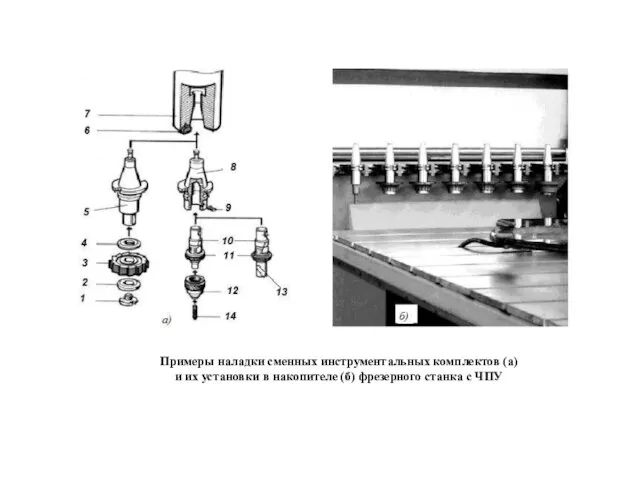
- 73. Примеры наладки сменных инструментальных комплектов (а) и их установки в накопителе (б) фрезерного станка с ЧПУ
- 77. Инструментальные оправки с коротким конусом модели HSK
- 80. Скачать презентацию
Слайд 2Камнеобрабатывающие инструменты являются сменными рабочими элементами технологического оборудования, непосредственно воздействующими на заготовку
Камнеобрабатывающие инструменты являются сменными рабочими элементами технологического оборудования, непосредственно воздействующими на заготовку
Слайд 3По технологическому назначению камнеобрабатывающие инструменты подразделяется на:
пилы с возвратно-поступательным и вращательным
По технологическому назначению камнеобрабатывающие инструменты подразделяется на:
пилы с возвратно-поступательным и вращательным
Слайд 4Рабочие головки станков для обработки поверхностей изделий из камня разными способами:
а
Рабочие головки станков для обработки поверхностей изделий из камня разными способами:
а

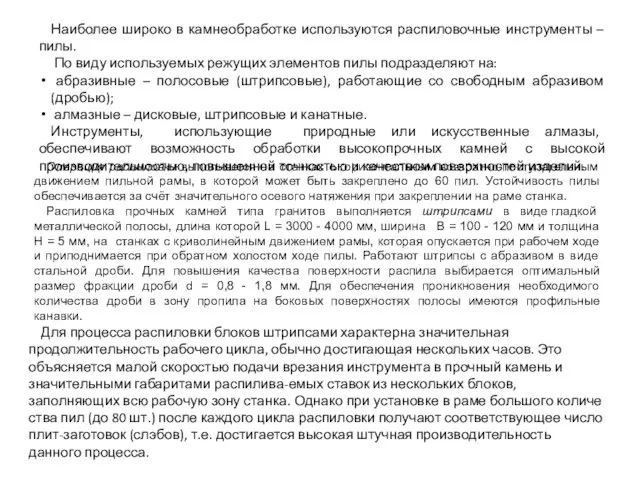
Слайд 7Алмазные полосовые (штрипсовые) пилы предназначены для распиловки блоков на плиты-заготовки (слэбы) из
Алмазные полосовые (штрипсовые) пилы предназначены для распиловки блоков на плиты-заготовки (слэбы) из

Слайд 9Дисковые алмазные пилы (алмазные отрезные круги) – рабочий инструмент однодисковых и многодисковых
Дисковые алмазные пилы (алмазные отрезные круги) – рабочий инструмент однодисковых и многодисковых
Слайд 10Круги изготавливаются в двух исполнениях:
с широкими межсегментными пазами (В = 8
Круги изготавливаются в двух исполнениях:
с широкими межсегментными пазами (В = 8
Слайд 11Алмазная пила представляет собой корпус-диск с радиальными пазами и напаянными на него
Алмазная пила представляет собой корпус-диск с радиальными пазами и напаянными на него
Слайд 19Операция прорезки паза цилиндрической дисковой пилой (фрезой)
Операция прорезки паза цилиндрической дисковой пилой (фрезой)

Слайд 22Алмазные втулки размещаются на канате со строго заданным шагом с помощью разделительных
Алмазные втулки размещаются на канате со строго заданным шагом с помощью разделительных

Слайд 25Рис. 1.21. Конструктивные размеры алмазных торцевых
Рис. 1.21. Конструктивные размеры алмазных торцевых

Слайд 27На автоматических линиях для изготовления модульных плиток используются инструменты – калибраторы, обеспечивающие
На автоматических линиях для изготовления модульных плиток используются инструменты – калибраторы, обеспечивающие
Слайд 28Калибровочный станок мод. М 641 (Pedrini S.p.A) : а – общий вид
Калибровочный станок мод. М 641 (Pedrini S.p.A) : а – общий вид


Слайд 33Органическая связка обладает незначительной твёрдостью, невысокой теплопроводностью и термостойкостью. Круги на органической
Органическая связка обладает незначительной твёрдостью, невысокой теплопроводностью и термостойкостью. Круги на органической
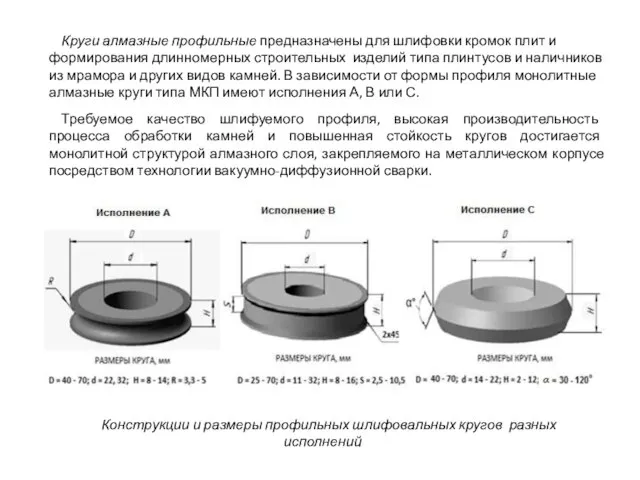


Слайд 43Алмазные профильные головки типа МГП предназначены для шлифования кромок мелких изделий из
Алмазные профильные головки типа МГП предназначены для шлифования кромок мелких изделий из

Слайд 48Решающими факторами, обеспечивающими высокую эффективность работы алмазного шлифовально-полировального инструмента, являются его технические
Решающими факторами, обеспечивающими высокую эффективность работы алмазного шлифовально-полировального инструмента, являются его технические
Слайд 49 Инструмент, для шлифовально-полировальной автоматической линии – сменные алмазные (для шлифования) и
Инструмент, для шлифовально-полировальной автоматической линии – сменные алмазные (для шлифования) и


Слайд 53Шпиндельные головки для шлифовально-полировальных станков с программным управлением:
а – эпициклоидного типа
Шпиндельные головки для шлифовально-полировальных станков с программным управлением:
а – эпициклоидного типа
Слайд 54Технологическая оснастка
в камнеобрабатывающем производстве
Технологическая оснастка
в камнеобрабатывающем производстве
Слайд 57Типовые модули соединения объектов при наладке оснастки для обработки камней
4
Типовые модули соединения объектов при наладке оснастки для обработки камней
4
Слайд 581
1
L
2
2
3
3
4
4
5
6
6
I
I
I
II
I
6
1
2
2
3
3
4
4
D
II
5
5
6
6
4
4
3
1
1
L
2
2
3
3
4
4
5
6
6
I
I
I
II
I
6
1
2
2
3
3
4
4
D
II
5
5
6
6
4
4
3
Слайд 59D
1
1
1
1
1
1
2
2
2
2
2
3
3
3
3
3
3
2
4
4
4
4
4
5
5
4
5
5
5
5
6
6
6
6
6
6
L
Н
D
I
I
I
II
II
II
D
1
1
1
1
1
1
2
2
2
2
2
3
3
3
3
3
3
2
4
4
4
4
4
5
5
4
5
5
5
5
6
6
6
6
6
6
L
Н
D
I
I
I
II
II
II

Слайд 61Технологическая оснастка многоцелевого станка с ЧПУ
Технологическая оснастка многоцелевого станка с ЧПУ

Слайд 63Пружинно-пневматический зажимной цилиндр
толкающего действия (а) и его применение в приспособлении (б)
Пружинно-пневматический зажимной цилиндр
толкающего действия (а) и его применение в приспособлении (б)
Слайд 64Использование быстросменных опорных
пневмоцилиндров (а) при наладке оснастки станка с ЧПУ (б)
и схема
Использование быстросменных опорных
пневмоцилиндров (а) при наладке оснастки станка с ЧПУ (б)
и схема


Слайд 66Конструктивная схема поводкового патрона
с торцовыми ножами
Конструктивная схема поводкового патрона
с торцовыми ножами
Слайд 67Сменная технологическая оснастка для обработки
тел вращения на фрезерном станке с ЧПУ
Сменная технологическая оснастка для обработки
тел вращения на фрезерном станке с ЧПУ

Слайд 68Поворотные столы с вертикальной (а) и горизонтальной (б) осью вращения
Поворотные столы с вертикальной (а) и горизонтальной (б) осью вращения
Слайд 70 Конструкция стандартной базовой инструментальной
оправки
Конструкция стандартной базовой инструментальной
оправки

Слайд 73Примеры наладки сменных инструментальных комплектов (а)
и их установки в накопителе (б) фрезерного
Примеры наладки сменных инструментальных комплектов (а)
и их установки в накопителе (б) фрезерного

Слайд 77Инструментальные оправки с коротким конусом модели HSK
Инструментальные оправки с коротким конусом модели HSK


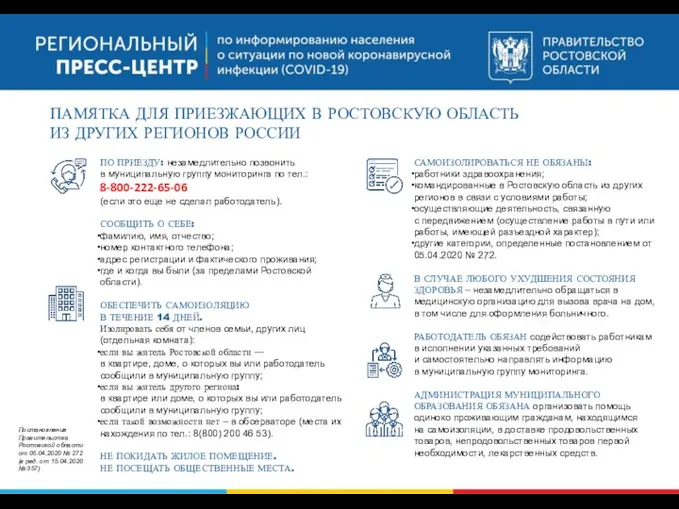 Памятка для приезжающих в Ростовскую область из других регионов России
Памятка для приезжающих в Ростовскую область из других регионов России На примере Реабилитационного Центра «Новая Жизнь» (Ленинградская область, Россия) Докладчик: Алексей Фомичев
На примере Реабилитационного Центра «Новая Жизнь» (Ленинградская область, Россия) Докладчик: Алексей Фомичев Развитие побега из почки
Развитие побега из почки Тема 1.3. Меры таможенного контроля и их применение
Тема 1.3. Меры таможенного контроля и их применение Норри или камбоджийский бамбуковый поезд
Норри или камбоджийский бамбуковый поезд Собирающие линзы
Собирающие линзы Аппарат «Астер»
Аппарат «Астер» КРОВЬ И КРОВООБРАЩЕНИЕ
КРОВЬ И КРОВООБРАЩЕНИЕ «Использование информационно-коммуникационных технологий как ресурс активизации познавательного интереса обучающихся на урока
«Использование информационно-коммуникационных технологий как ресурс активизации познавательного интереса обучающихся на урока КОГДА ЛЮБОВЬ В ДЕФИЦИТЕ
КОГДА ЛЮБОВЬ В ДЕФИЦИТЕ Отчёт проверки герметичности контуров корпуса морозильного ларя BEST, сер №0771919032
Отчёт проверки герметичности контуров корпуса морозильного ларя BEST, сер №0771919032 The life of presidents and kings
The life of presidents and kings  Права ребёнка
Права ребёнка Bem-Aventurados os Aflitos Evangelho Segundo o Espiritismo Cap. V
Bem-Aventurados os Aflitos Evangelho Segundo o Espiritismo Cap. V Сера
Сера Причастия действительные и страдательные
Причастия действительные и страдательные Maynor_prezentatsia_1-2_chasti
Maynor_prezentatsia_1-2_chasti Модуль D1: Планирование рабочего процесса. Проект Теркин-club
Модуль D1: Планирование рабочего процесса. Проект Теркин-club Руководство
Руководство В9. Грамматическая основа
В9. Грамматическая основа Методы удаления волос. Рынок эпиляторов
Методы удаления волос. Рынок эпиляторов Антибиотики Грипп
Антибиотики Грипп Если не лениться , можно многого добиться
Если не лениться , можно многого добиться Нюрнбергский процесс
Нюрнбергский процесс Эффективность социальной рекламы
Эффективность социальной рекламы Прохождение военной службы по призыву
Прохождение военной службы по призыву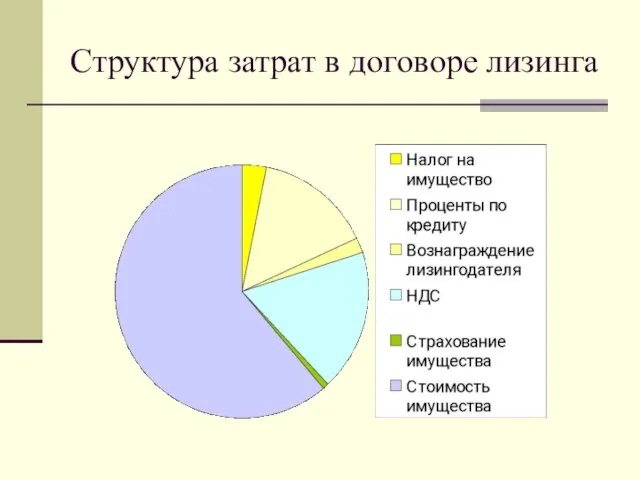 Структура затрат в договоре лизинга
Структура затрат в договоре лизинга Натюрморт из инструментов
Натюрморт из инструментов