- Исследование колеса укладчика банкнотной инспекционно - сортировальной машины на прочность

Содержание
- 2. Этой продукцией являются деньги! Нередко можно услышать высказывание, что наличная национальная валюта – не что иное
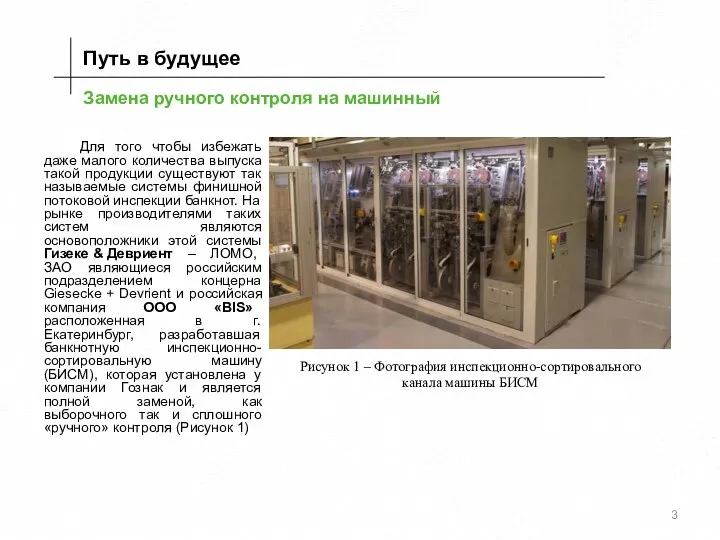
- 3. Замена ручного контроля на машинный Для того чтобы избежать даже малого количества выпуска такой продукции существуют
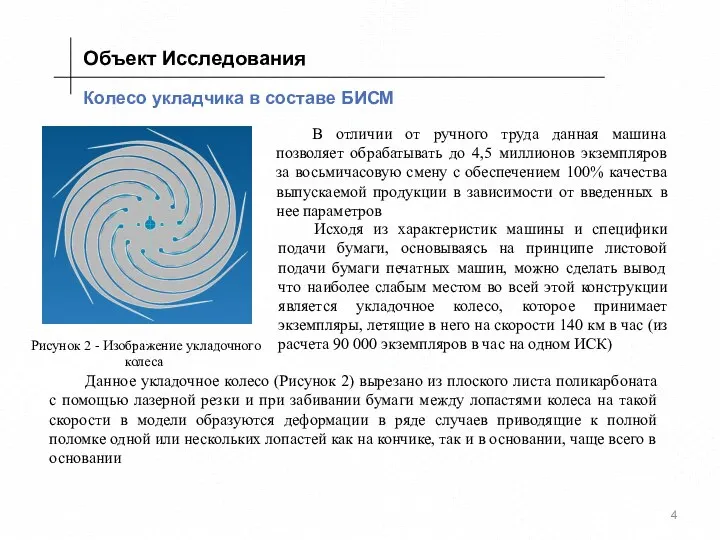
- 4. Колесо укладчика в составе БИСМ Исходя из характеристик машины и специфики подачи бумаги, основываясь на принципе
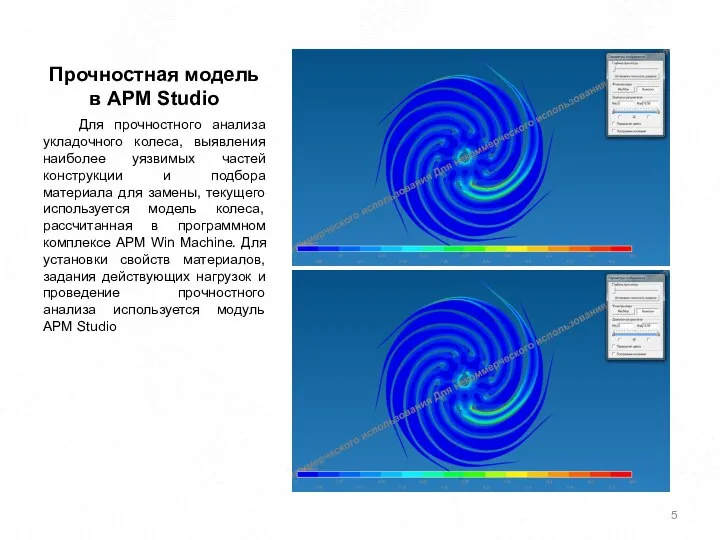
- 5. Прочностная модель в APM Studio Для прочностного анализа укладочного колеса, выявления наиболее уязвимых частей конструкции и
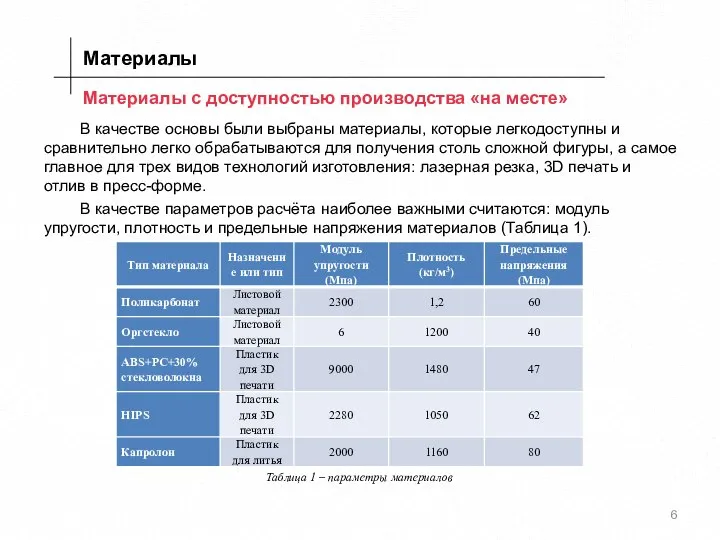
- 6. Материалы с доступностью производства «на месте» В качестве основы были выбраны материалы, которые легкодоступны и сравнительно
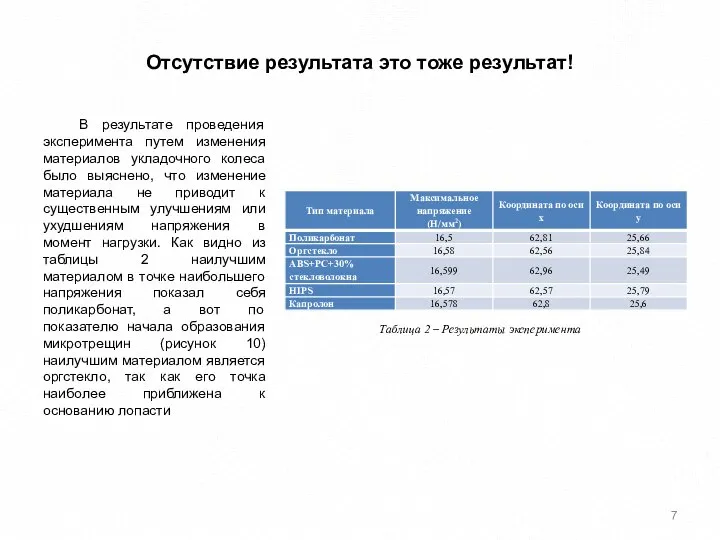
- 7. Отсутствие результата это тоже результат! В результате проведения эксперимента путем изменения материалов укладочного колеса было выяснено,
- 8. В силу полученных результатов стоит отметить что производитель выбрал наиболее выгодный материал в диапазоне цена-качество и
- 10. Скачать презентацию
Слайд 2Этой продукцией являются деньги!
Нередко можно услышать высказывание, что наличная национальная валюта –
Этой продукцией являются деньги!
Нередко можно услышать высказывание, что наличная национальная валюта –
Слайд 3Замена ручного контроля на машинный
Для того чтобы избежать даже малого количества выпуска
Замена ручного контроля на машинный
Для того чтобы избежать даже малого количества выпуска
Слайд 4Колесо укладчика в составе БИСМ
Исходя из характеристик машины и специфики подачи бумаги,
Колесо укладчика в составе БИСМ
Исходя из характеристик машины и специфики подачи бумаги,
Слайд 5Прочностная модель в APM Studio
Для прочностного анализа укладочного колеса, выявления наиболее уязвимых
Прочностная модель в APM Studio
Для прочностного анализа укладочного колеса, выявления наиболее уязвимых
Слайд 6Материалы с доступностью производства «на месте»
В качестве основы были выбраны материалы, которые
Материалы с доступностью производства «на месте»
В качестве основы были выбраны материалы, которые
Слайд 7Отсутствие результата это тоже результат!
В результате проведения эксперимента путем изменения материалов укладочного
Отсутствие результата это тоже результат!
В результате проведения эксперимента путем изменения материалов укладочного
Слайд 8 В силу полученных результатов стоит отметить что производитель выбрал наиболее выгодный материал
В силу полученных результатов стоит отметить что производитель выбрал наиболее выгодный материал
 1
1 The Phantom of the Opera
The Phantom of the Opera Methods of legal research: scientific method
Methods of legal research: scientific method  Педагогическая этика общения Воспитатель – ребёнок Консультация для воспитателей
Педагогическая этика общения Воспитатель – ребёнок Консультация для воспитателей Управление качеством в проекте
Управление качеством в проекте Общие требования к разработке бизнес-планов для получения государственного финансирования
Общие требования к разработке бизнес-планов для получения государственного финансирования Инертные газы
Инертные газы Б - Д
Б - Д Информмационные технрлогии в гостинечном бизнесе
Информмационные технрлогии в гостинечном бизнесе Карелия. Пояс – часть костюма
Карелия. Пояс – часть костюма Предлагаемый пофазный разъезд на перекрестке просп. Ленина - ул. Тухачевского
Предлагаемый пофазный разъезд на перекрестке просп. Ленина - ул. Тухачевского Трудовой договор
Трудовой договор ВОСПИТАТЕЛЬНАЯ ПРОГРАММА УЧРЕЖДЕНИЯ ОТДЫХА И ОЗДОРОВЛЕНИЯ ДЕТЕЙ
ВОСПИТАТЕЛЬНАЯ ПРОГРАММА УЧРЕЖДЕНИЯ ОТДЫХА И ОЗДОРОВЛЕНИЯ ДЕТЕЙ Понятие коммуникационного процесса. Модель коммуникации лассуэла
Понятие коммуникационного процесса. Модель коммуникации лассуэла Грейфер для сноса зданий
Грейфер для сноса зданий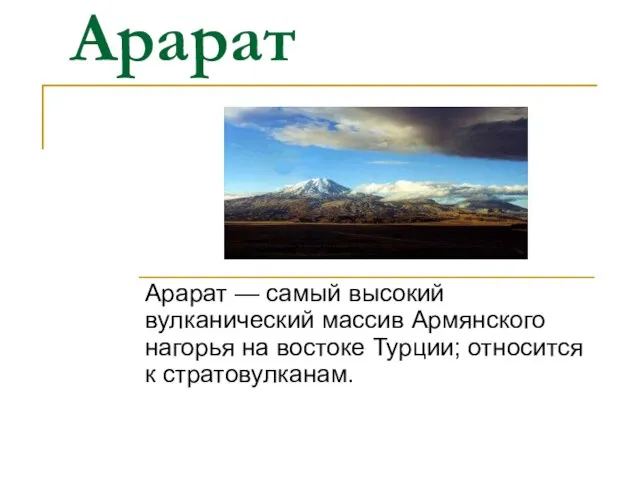 Презентация на тему Арарат
Презентация на тему Арарат Художественная культура Древнего Рима
Художественная культура Древнего Рима Шоколадная мастерская Оксаны Кочуровой
Шоколадная мастерская Оксаны Кочуровой Австралийский рогозуб
Австралийский рогозуб Тенденции развития сельской школы
Тенденции развития сельской школы Лабораторія інженерно-транспортних та технічних досліджень ДніпроНДІСЕ
Лабораторія інженерно-транспортних та технічних досліджень ДніпроНДІСЕ Кафе Линкор. Прайс
Кафе Линкор. Прайс Определение износа объекта недвижимости
Определение износа объекта недвижимости «…В отличие от любой иной революции, ядро трансформации, которую мы переживаем теперь, связано с технологиями обработки информаци
«…В отличие от любой иной революции, ядро трансформации, которую мы переживаем теперь, связано с технологиями обработки информаци Организационное стимулирование. Условия для внедрения мотивации персонала
Организационное стимулирование. Условия для внедрения мотивации персонала Презентация на тему Как отвечать на детские вопросы
Презентация на тему Как отвечать на детские вопросы Показ части фильма “Чемпионы 2”
Показ части фильма “Чемпионы 2” Моя малая родина частица огромной страны
Моя малая родина частица огромной страны