- Кислородная резка

Содержание
- 2. Резкой металлов называют отделение частей (заготовок) от сортового, листового или литого металла. Различают механическую (ножницами, пилами,
- 3. Выделяют три группы процессов термической резки: окислением, плавлением и плавлением-окислением. При резке окислением металл в зоне
- 4. РЕЗКА ОКИСЛЕНИЕМ Окислением можно резать только металлы отвечающие следующим условиям: температура воспламенения которых в кислороде ниже
- 5. Способность материала подвергаться кислородной резке называют разрезаемостью Разрезаемость углеродистых сталей с увеличением содержания в них углерода
- 6. Оборудование для кислородной резки При кислородной резке используют те же газы, что и при газопламенной сварке.
- 7. Различают резаки для разделительной и поверхностной, для ручной, машинной и специальной резки, резаки ацетиленовые, для газов
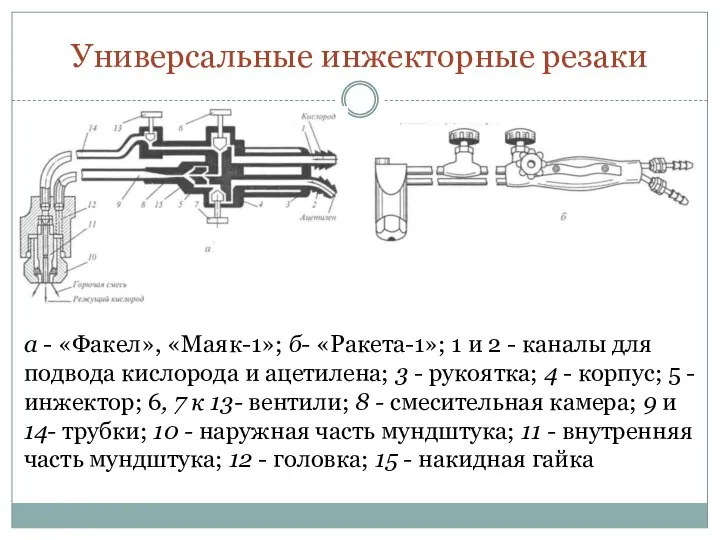
- 8. Универсальные инжекторные резаки а - «Факел», «Маяк-1»; б- «Ракета-1»; 1 и 2 - каналы для подвода
- 9. Резак имеет каналы 1 и 2 для подвода кислорода и ацетилена, смонтированные в рукоятке 3, соединенной
- 10. После разогрева зоны реза открывают вентиль 13 режущего кислорода, который по трубке 14 поступает во внутреннюю
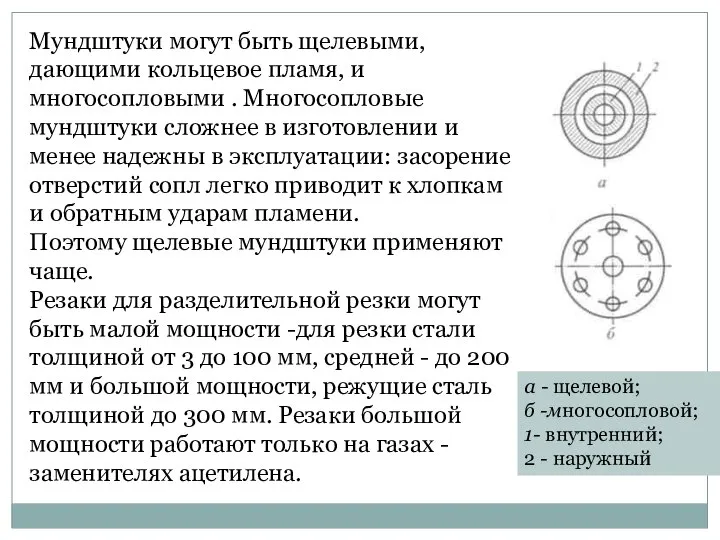
- 11. Мундштуки могут быть щелевыми, дающими кольцевое пламя, и многосопловыми . Многосопловые мундштуки сложнее в изготовлении и
- 12. Технология кислородной резки К параметрам режима кислородной резки относятся мощность пламени, давление режущего кислорода и скорость
- 13. Мощность пламени характеризуется расходом горючего газа в единицу времени и зависит от толщины разрезаемого металла. Мощность
- 14. Давление режущего кислорода Зависит от толщины металла, от формы режущего сопла и от чистоты кислорода. При
- 15. Скорость резки должна соответствовать скорости окисления металла по толщине разрезаемого листа При замедленной скорости будут оплавляться
- 16. При резке нужно поддерживать постоянное расстояние между мундштуком и поверхностью разрезаемого металла(см. табл.). Оно влияет на
- 17. Оптимальные расстояния между торцом мундштука и поверхностью разрезаемого металла При работе на газах—заменителях ацетилена — рекомендуемое
- 18. Кислородной резкой обрабатывают листы толщиной не менее 3 мм. При меньшей толщине сгораемого в зоне реза
- 19. Сложнее начать резку не с края, а с середины листа. В этом случае в начале реза
- 20. Расстояние от точки начала пробивки до контура резки
- 22. Скачать презентацию
Слайд 2Резкой металлов называют отделение частей (заготовок) от сортового, листового или литого металла.
Резкой металлов называют отделение частей (заготовок) от сортового, листового или литого металла.
Слайд 3Выделяют три группы процессов термической резки: окислением, плавлением и плавлением-окислением.
При резке
Выделяют три группы процессов термической резки: окислением, плавлением и плавлением-окислением.
При резке
Слайд 4РЕЗКА ОКИСЛЕНИЕМ
Окислением можно резать только металлы отвечающие следующим условиям:
температура воспламенения которых
РЕЗКА ОКИСЛЕНИЕМ
Окислением можно резать только металлы отвечающие следующим условиям:
температура воспламенения которых
Слайд 5Способность материала подвергаться кислородной резке называют разрезаемостью
Разрезаемость углеродистых сталей с увеличением содержания
Способность материала подвергаться кислородной резке называют разрезаемостью
Разрезаемость углеродистых сталей с увеличением содержания
Слайд 6Оборудование для кислородной резки
При кислородной резке используют те же газы, что и
Оборудование для кислородной резки
При кислородной резке используют те же газы, что и
Слайд 7Различают резаки для разделительной и поверхностной, для ручной, машинной и специальной резки,
Различают резаки для разделительной и поверхностной, для ручной, машинной и специальной резки,
Слайд 8Универсальные инжекторные резаки
а - «Факел», «Маяк-1»; б- «Ракета-1»; 1 и 2 -
Универсальные инжекторные резаки
а - «Факел», «Маяк-1»; б- «Ракета-1»; 1 и 2 -
Слайд 9Резак имеет каналы 1 и 2 для подвода кислорода и ацетилена, смонтированные
Резак имеет каналы 1 и 2 для подвода кислорода и ацетилена, смонтированные
Слайд 10После разогрева зоны реза открывают вентиль 13 режущего кислорода, который по трубке
После разогрева зоны реза открывают вентиль 13 режущего кислорода, который по трубке
Слайд 11Мундштуки могут быть щелевыми, дающими кольцевое пламя, и многосопловыми . Многосопловые мундштуки
Мундштуки могут быть щелевыми, дающими кольцевое пламя, и многосопловыми . Многосопловые мундштуки
Слайд 12 Технология кислородной резки
К параметрам режима кислородной резки относятся мощность пламени, давление
Технология кислородной резки
К параметрам режима кислородной резки относятся мощность пламени, давление
Слайд 13Мощность пламени характеризуется расходом горючего газа в единицу времени и зависит от
Мощность пламени характеризуется расходом горючего газа в единицу времени и зависит от
Слайд 14Давление режущего кислорода
Зависит от толщины металла, от формы режущего сопла и от
Давление режущего кислорода
Зависит от толщины металла, от формы режущего сопла и от
Слайд 15Скорость резки должна соответствовать скорости окисления металла по толщине разрезаемого листа
При замедленной
Скорость резки должна соответствовать скорости окисления металла по толщине разрезаемого листа
При замедленной
Слайд 16При резке нужно поддерживать постоянное расстояние между мундштуком и поверхностью разрезаемого металла(см.
При резке нужно поддерживать постоянное расстояние между мундштуком и поверхностью разрезаемого металла(см.
Слайд 17Оптимальные расстояния между торцом мундштука и поверхностью разрезаемого металла
При работе на газах—заменителях
Оптимальные расстояния между торцом мундштука и поверхностью разрезаемого металла
При работе на газах—заменителях

Слайд 18Кислородной резкой обрабатывают листы толщиной не менее 3 мм. При меньшей толщине
Кислородной резкой обрабатывают листы толщиной не менее 3 мм. При меньшей толщине
Слайд 19Сложнее начать резку не с края, а с середины листа. В этом
Сложнее начать резку не с края, а с середины листа. В этом
Слайд 20Расстояние от точки начала пробивки до контура резки
Расстояние от точки начала пробивки до контура резки

 Будущий профессор с настоящими
Будущий профессор с настоящими Удивительные ритмы природы. Зима
Удивительные ритмы природы. Зима The principles of providing safety of population
The principles of providing safety of population Образовательная программа ИИТО ЮНЕСКО
Образовательная программа ИИТО ЮНЕСКО Рынок акционерного капитала
Рынок акционерного капитала класс МБОУ СОШ №24
класс МБОУ СОШ №24 ООО Манго. Столовая школы № 67
ООО Манго. Столовая школы № 67 Достижения Казахстана за период независимости
Достижения Казахстана за период независимости Синтетические ткани
Синтетические ткани Презентация на тему Физико-математический КВН в 9-х классах
Презентация на тему Физико-математический КВН в 9-х классах ГИБЕЛЬ УШАСТЫХ МЕДУЗ В БАЛТИЙСКОМ МОРЕ
ГИБЕЛЬ УШАСТЫХ МЕДУЗ В БАЛТИЙСКОМ МОРЕ Диагностирование тяговых электродвигателей электропоезда ЭС2Г Ласточка
Диагностирование тяговых электродвигателей электропоезда ЭС2Г Ласточка Внедрение MST в Азербайджане
Внедрение MST в Азербайджане Нанотехнологии
Нанотехнологии Работа социального педагогам с детьми девиантного поведения
Работа социального педагогам с детьми девиантного поведения Евгений Абрамович Баратынский
Евгений Абрамович Баратынский Программа энергосбережения для зданий социальной сферы г.Тольятти
Программа энергосбережения для зданий социальной сферы г.Тольятти Ватикан
Ватикан 29 МАРТА 2006 ГОДА
29 МАРТА 2006 ГОДА 7-Б География 18.10
7-Б География 18.10 Зоя Космодемьянская в творчестве тамбовских поэтов
Зоя Космодемьянская в творчестве тамбовских поэтов Псалом 5
Псалом 5 Рейтинг web-студии
Рейтинг web-студии Чтобы быть хорошим преподавателем, нужно любить то, что преподаёшь, и любить тех, кому преподаёшь. В.О. Ключевский
Чтобы быть хорошим преподавателем, нужно любить то, что преподаёшь, и любить тех, кому преподаёшь. В.О. Ключевский Презентация на тему Опыт Иоффе
Презентация на тему Опыт Иоффе  Умножение дробей
Умножение дробей Информация для работника «Что делать, если зарплату платят в конверте»
Информация для работника «Что делать, если зарплату платят в конверте» Оценка мышления с помощью аналогий
Оценка мышления с помощью аналогий