- Классификация методов снятия напряжений после сварки

Содержание
- 2. Классификация методов снятия напряжений после сварки 1. Термические способы (отпуск для снятия напряжений, отжиг). 2. Механические
- 3. Причины назначения отпуска 1. Если остаточные напряжения могут вызвать в конструкции холодные трещины, а другие методы
- 4. Виды отпуска 1. Низкий отпуск (120 - 250°С). Используется, когда требуется уменьшение остаточных закалочных напряжений без
- 5. Отжиг для снятия напряжений Отжиг , уменьшающий напряжения – это термическая обработка, при которой главным процессом
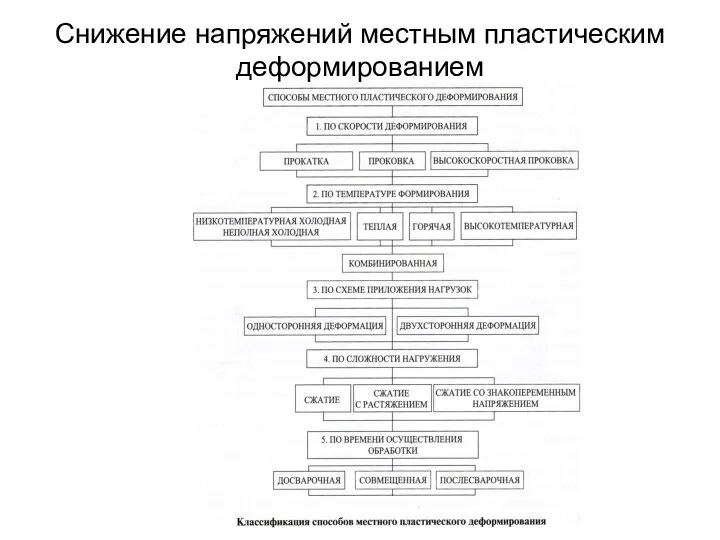
- 6. Снижение напряжений местным пластическим деформированием
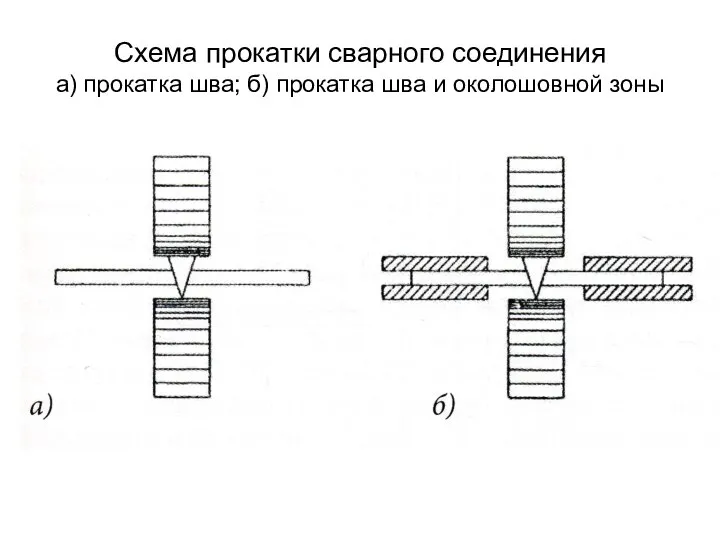
- 7. Схема прокатки сварного соединения а) прокатка шва; б) прокатка шва и околошовной зоны
- 8. Схема высокотемпературной прокатки 1 – сварочная головка 2 – свариваемый материал 3 – формирующая подкладка 4
- 9. Схема горячей прокатки в процессе сварки 1 – прокатываемый материал 2 – ролик 3 – горелка
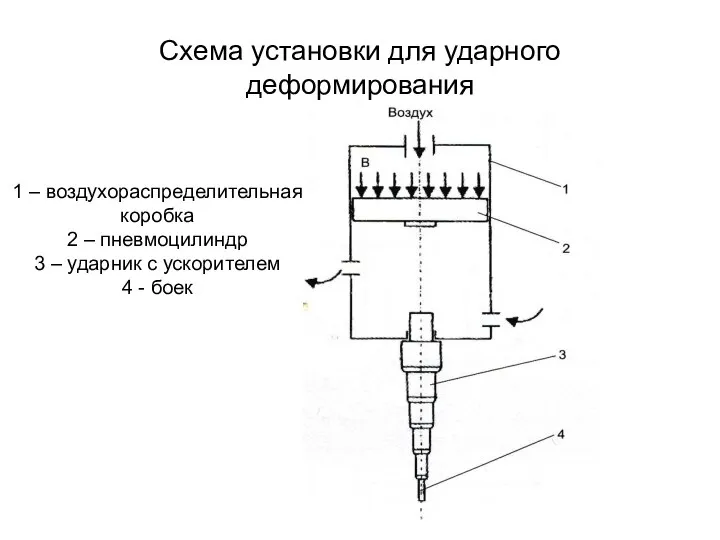
- 10. Схема установки для ударного деформирования 1 – воздухораспределительная коробка 2 – пневмоцилиндр 3 – ударник с
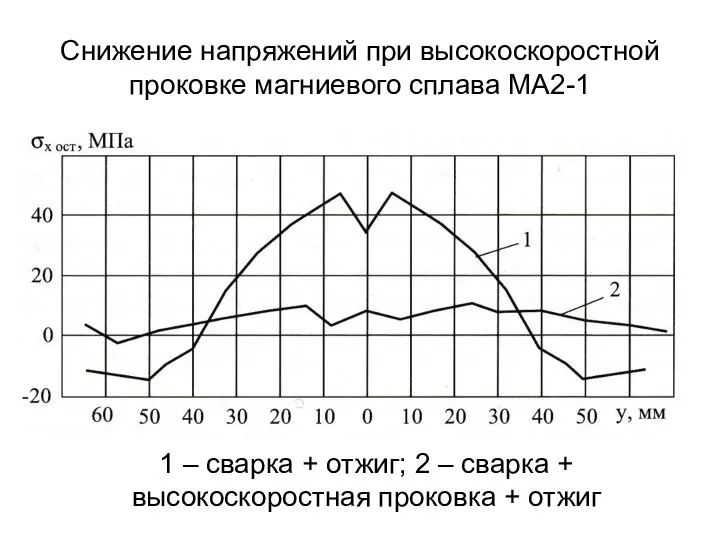
- 11. Снижение напряжений при высокоскоростной проковке магниевого сплава МА2-1 1 – сварка + отжиг; 2 – сварка
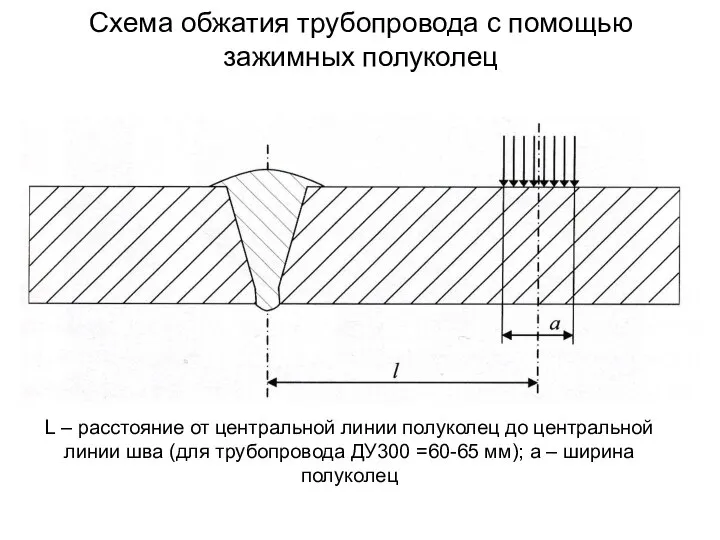
- 12. Схема обжатия трубопровода с помощью зажимных полуколец L – расстояние от центральной линии полуколец до центральной
- 13. Зажимные полукольца в сборе для установки на трубопровод
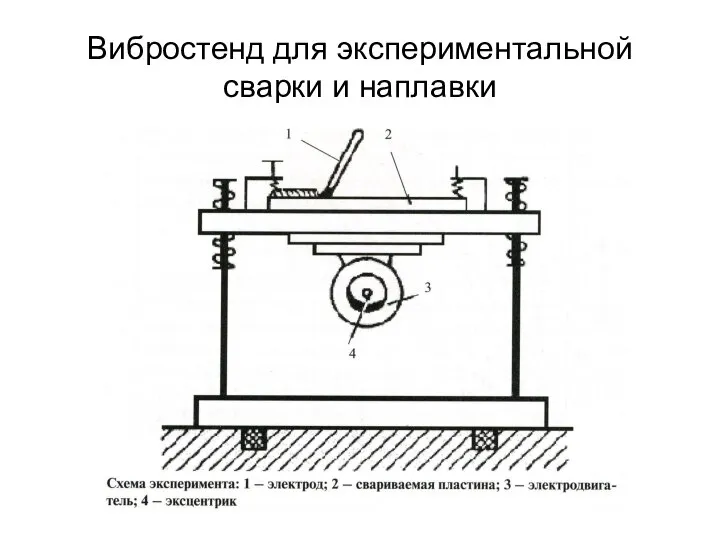
- 14. Вибростенд для экспериментальной сварки и наплавки
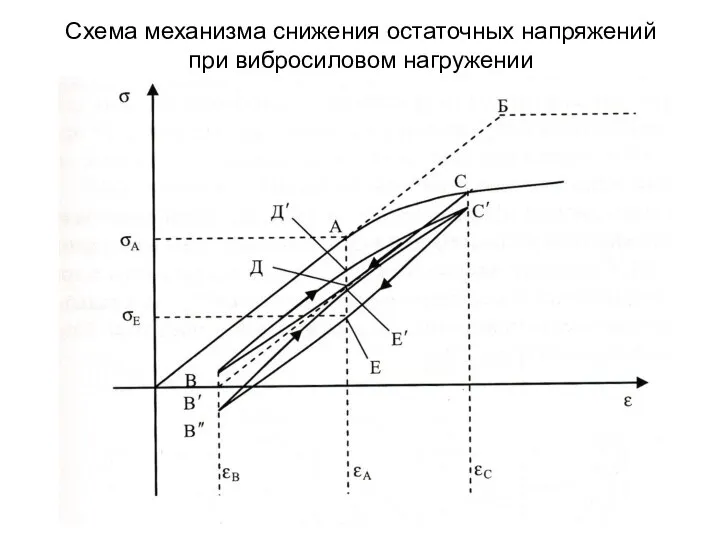
- 15. Схема механизма снижения остаточных напряжений при вибросиловом нагружении
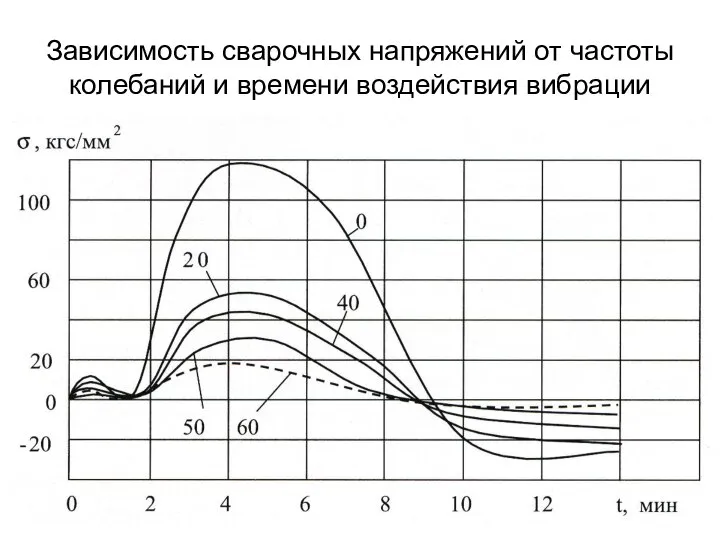
- 16. Зависимость сварочных напряжений от частоты колебаний и времени воздействия вибрации
- 17. Воздействие ультразвукового поля на расплав
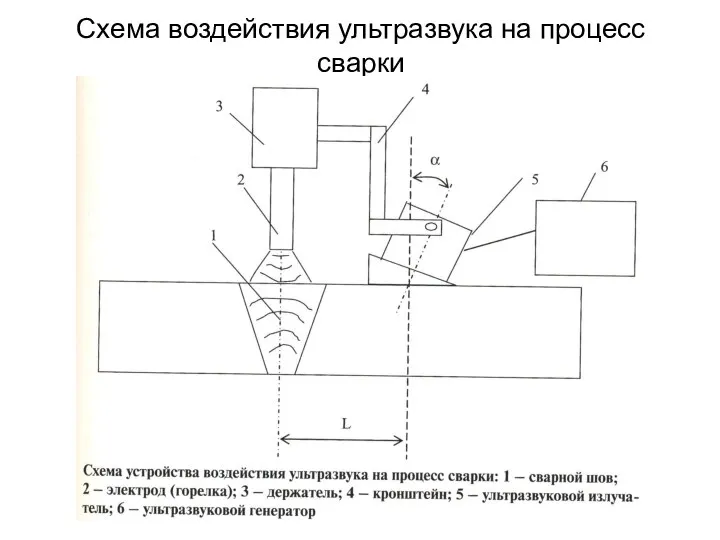
- 18. Схема воздействия ультразвука на процесс сварки
- 20. Скачать презентацию
Слайд 2Классификация методов снятия напряжений после сварки
1. Термические способы (отпуск для снятия напряжений,
Классификация методов снятия напряжений после сварки
1. Термические способы (отпуск для снятия напряжений,
Слайд 3Причины назначения отпуска
1. Если остаточные напряжения могут вызвать в конструкции холодные трещины,
Причины назначения отпуска
1. Если остаточные напряжения могут вызвать в конструкции холодные трещины,
Слайд 4Виды отпуска
1. Низкий отпуск (120 - 250°С). Используется, когда требуется уменьшение остаточных
Виды отпуска
1. Низкий отпуск (120 - 250°С). Используется, когда требуется уменьшение остаточных
Слайд 5Отжиг для снятия напряжений
Отжиг , уменьшающий напряжения – это термическая обработка, при
Отжиг для снятия напряжений
Отжиг , уменьшающий напряжения – это термическая обработка, при
Слайд 6Снижение напряжений местным пластическим деформированием
Снижение напряжений местным пластическим деформированием
Слайд 7Схема прокатки сварного соединения
а) прокатка шва; б) прокатка шва и околошовной зоны
Схема прокатки сварного соединения
а) прокатка шва; б) прокатка шва и околошовной зоны
Слайд 8Схема высокотемпературной прокатки
1 – сварочная головка
2 – свариваемый материал
3 – формирующая подкладка
4
Схема высокотемпературной прокатки
1 – сварочная головка 2 – свариваемый материал 3 – формирующая подкладка 4

Слайд 9Схема горячей прокатки в процессе сварки
1 – прокатываемый материал
2 – ролик
3 –
Схема горячей прокатки в процессе сварки
1 – прокатываемый материал 2 – ролик 3 –

Слайд 10Схема установки для ударного деформирования
1 – воздухораспределительная коробка
2 – пневмоцилиндр
3 – ударник
Схема установки для ударного деформирования
1 – воздухораспределительная коробка 2 – пневмоцилиндр 3 – ударник
Слайд 11Снижение напряжений при высокоскоростной проковке магниевого сплава МА2-1
1 – сварка + отжиг;
Снижение напряжений при высокоскоростной проковке магниевого сплава МА2-1
1 – сварка + отжиг;
Слайд 12Схема обжатия трубопровода с помощью зажимных полуколец
L – расстояние от центральной линии
Схема обжатия трубопровода с помощью зажимных полуколец
L – расстояние от центральной линии
Слайд 13Зажимные полукольца в сборе для установки на трубопровод
Зажимные полукольца в сборе для установки на трубопровод

Слайд 14Вибростенд для экспериментальной сварки и наплавки
Вибростенд для экспериментальной сварки и наплавки
Слайд 15Схема механизма снижения остаточных напряжений при вибросиловом нагружении
Схема механизма снижения остаточных напряжений при вибросиловом нагружении
Слайд 16Зависимость сварочных напряжений от частоты колебаний и времени воздействия вибрации
Зависимость сварочных напряжений от частоты колебаний и времени воздействия вибрации
Слайд 17Воздействие ультразвукового поля на расплав
Воздействие ультразвукового поля на расплав

Слайд 18Схема воздействия ультразвука на процесс сварки
Схема воздействия ультразвука на процесс сварки
 Die Aufgabe “d”
Die Aufgabe “d” 上网课的利与弊
上网课的利与弊 Анализ отношения потребителей ООО МОЛЛ
Анализ отношения потребителей ООО МОЛЛ Плановая деятельность предприятия
Плановая деятельность предприятия  1 июня в парке «Ветеран» для жителей Дмитровского района проходил праздник «Ура, каникулы!», посвященный Международному Дню защит
1 июня в парке «Ветеран» для жителей Дмитровского района проходил праздник «Ура, каникулы!», посвященный Международному Дню защит Переменные величины. Оператор присваивания
Переменные величины. Оператор присваивания О каких правах и обязанностях человека и гражданина вы знаете
О каких правах и обязанностях человека и гражданина вы знаете Дисклеймеры по кредитным продуктам
Дисклеймеры по кредитным продуктам Презентация на тему Мировая экономика
Презентация на тему Мировая экономика Трудовое право
Трудовое право Викторина Что я знаю о символах РФ
Викторина Что я знаю о символах РФ Нравственные уроки. Притчи
Нравственные уроки. Притчи Доход семьи
Доход семьи «Требования к условиям реализации образовательного процесса при введении ФГОС»
«Требования к условиям реализации образовательного процесса при введении ФГОС» Патриоты (8 класс)
Патриоты (8 класс) Урок здоровья
Урок здоровья Арена Спортивный коворк. Арендаторам зала
Арена Спортивный коворк. Арендаторам зала Красная книга Челябинской области
Красная книга Челябинской области ОСТОРОЖНО: АЛКОГОЛЬ! Материал для проведения кураторского часа Минск, 2010
ОСТОРОЖНО: АЛКОГОЛЬ! Материал для проведения кураторского часа Минск, 2010 Трансформаторные подстанции
Трансформаторные подстанции ПРЕЗЕНТАЦИЯ ПРОЕКТА «Новогодние игрушки и другие подарки»
ПРЕЗЕНТАЦИЯ ПРОЕКТА «Новогодние игрушки и другие подарки» Психологические советы на каждый день
Психологические советы на каждый день Как и зачем классифицировать инциденты и обращения пользователей
Как и зачем классифицировать инциденты и обращения пользователей Результаты исследования читательской аудитории«Города N»
Результаты исследования читательской аудитории«Города N» «ЗАГС»
«ЗАГС» Интерактивное пособие по цветоведению
Интерактивное пособие по цветоведению Основные методы закупок на платформе Государственных закупок
Основные методы закупок на платформе Государственных закупок Место физической и огневой подготовки в формировании личности обучающихся ведомственных образовательных организациях
Место физической и огневой подготовки в формировании личности обучающихся ведомственных образовательных организациях