- Компания МИКРОБОР НАНОТЕХ

Содержание
- 2. «МИКРОБОР НАНОТЕХ» СЕГОДНЯ
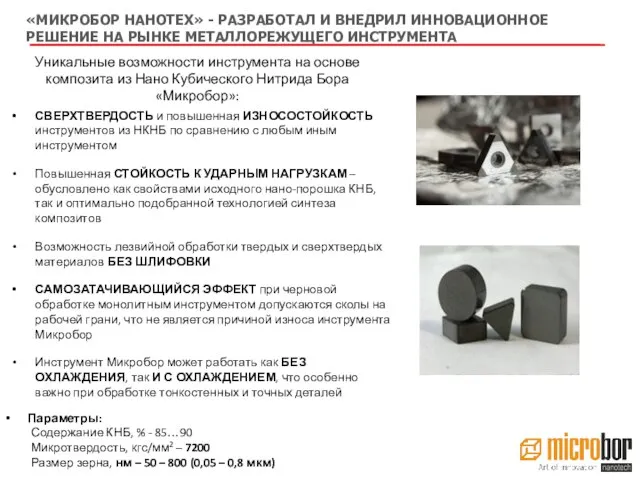
- 3. Уникальные возможности инструмента на основе композита из Нано Кубического Нитрида Бора «Микробор»: «МИКРОБОР НАНОТЕХ» - РАЗРАБОТАЛ
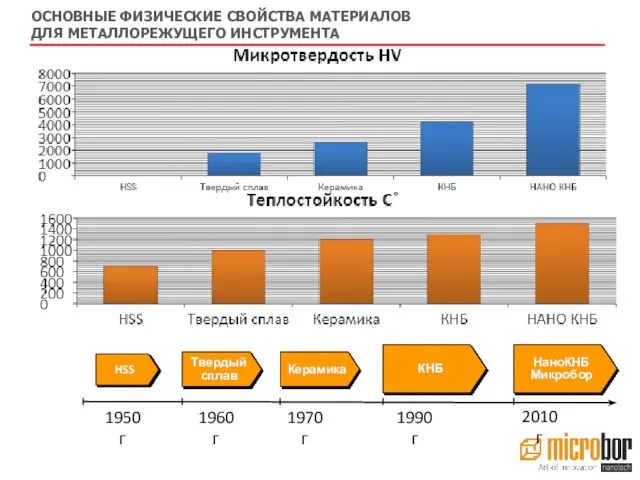
- 4. ОСНОВНЫЕ ФИЗИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ ДЛЯ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА
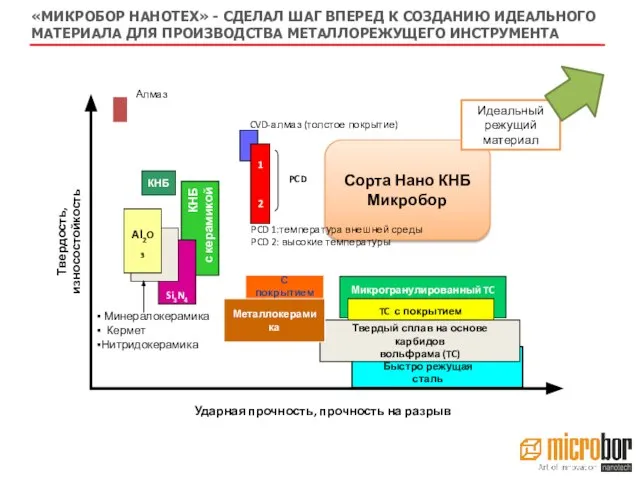
- 5. «МИКРОБОР НАНОТЕХ» - СДЕЛАЛ ШАГ ВПЕРЕД К СОЗДАНИЮ ИДЕАЛЬНОГО МАТЕРИАЛА ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА Сокращение совокупных
- 6. 30 ноября 2010 году состоялось открытие нового производства металлорежущего инструмента из наноКНБ компании «МИКРОБОР НАНОТЕХ» на
- 7. «МИКРОБОР НАНОТЕХ» ВЛАДЕЕТ ПОЛНЫМ ЦИКЛОМ ПРОИЗВОДСТВА МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ИЗ НАНО КНБ Синтез порошка КНБ и Нано
- 8. «МИКРОБОР НАНОТЕХ» ПРОИЗВОДИТ ИНСТРУМЕНТ ИЗ НАНО КНБ ДЛЯ МЕТАЛЛООБРАБОТКИ Токарный инструмент Напайные и монолитные пластины из
- 9. СМЕННЫЕ ПЛАСТИНЫ МИКРОБОР СООТВЕТСТВУЮТ МЕЖДУНАРОДНОЙ СИСТЕМЕ СТАНДАРТИЗАЦИИ ISO R S C W T D V 01025
- 10. ПРИМЕНЕНИЕ ИНСТРУМЕНТА МИКРОБОР НАПРАВЛЕНО НА РЕШЕНИЕ ОСНОВНЫХ ЭКОНОМИЧЕСКИХ ЗАДАЧ ПОТРЕБИТЕЛЯ
- 11. «МИКРОБОР НАНОТЕХ» ПРЕДЛАГАЕТ ЭФФЕКТИВНЫЙ ПУТЬ СНИЖЕНИЯ СЕБЕСТОИМОСТИ ПРОДУКЦИИ Метод сокращения себестоимости Максимальный эффект Сокращение стоимости инструмента
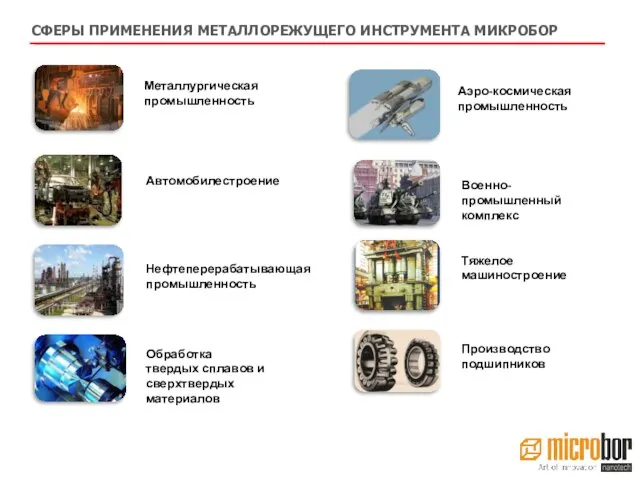
- 12. Автомобилестроение Аэро-космическая промышленность Металлургическая промышленность Нефтеперерабатывающая промышленность Обработка твердых сплавов и сверхтвердых материалов Военно-промышленный комплекс Тяжелое
- 13. ТОКАРНАЯ ОБРАБОТКА ДЕТАЛЕЙ ГОК
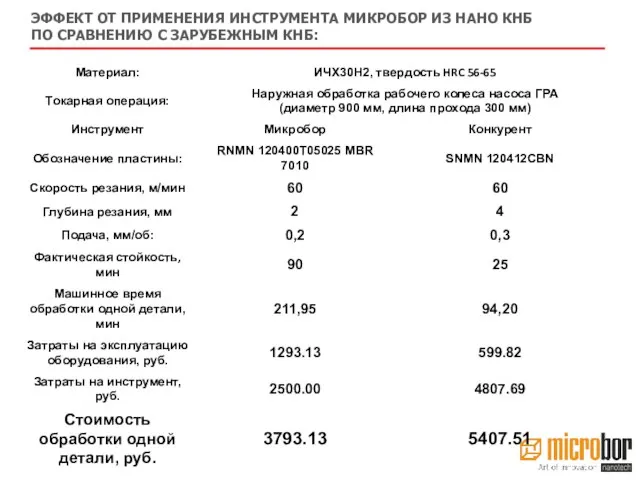
- 14. МАТЕРИАЛ: Чугун ИЧХ30Н2 HRC56…65 Наружная обработка Предварительная обработка Пластина – RNMN120400 T05025 MBR7010 Державка – CRSNR4040P12
- 15. ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ ПО СРАВНЕНИЮ С ЗАРУБЕЖНЫМ КНБ:
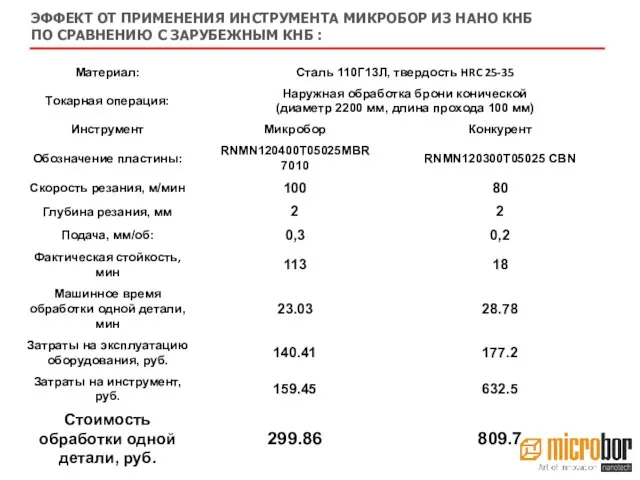
- 16. Наружная обработка Черновая обработка с ударом Пластина – RNMN120400 T05025 MBR7010 Державка – CRSNRR3232P12 Режимы резания:
- 17. ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ ПО СРАВНЕНИЮ С ЗАРУБЕЖНЫМ КНБ :
- 18. Наружная обработка Предварительная обработка Пластина – SNMN120416 T03025 MBR7010 Державка – CSRNR3232P12 Пластина – СNMN120416 T03025
- 19. Наружная обработка Предварительная обработка Пластина – SNMN120408 T01025 MBR6010 Державка – CSBNR2525M12 Пластина – RNMN090300 T03025
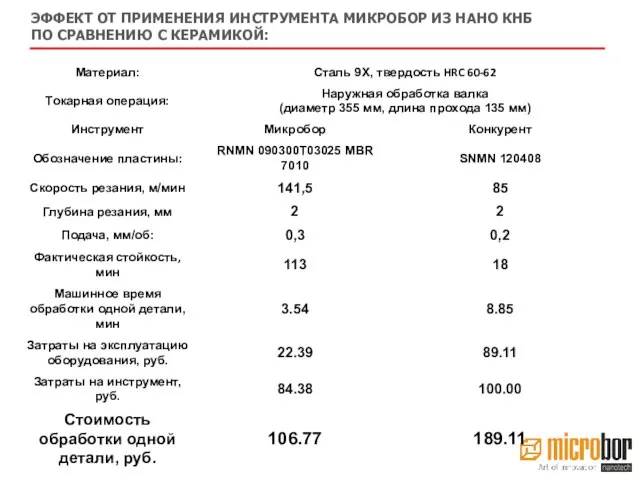
- 20. ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ ПО СРАВНЕНИЮ С КЕРАМИКОЙ:
- 21. МАТЕРИАЛ: Высоколегированный чугун, легированные стали HRC58-70 Наружная обработка Предварительная обработка Пластина – SNMN120412 T03025 MBR7010 Державка
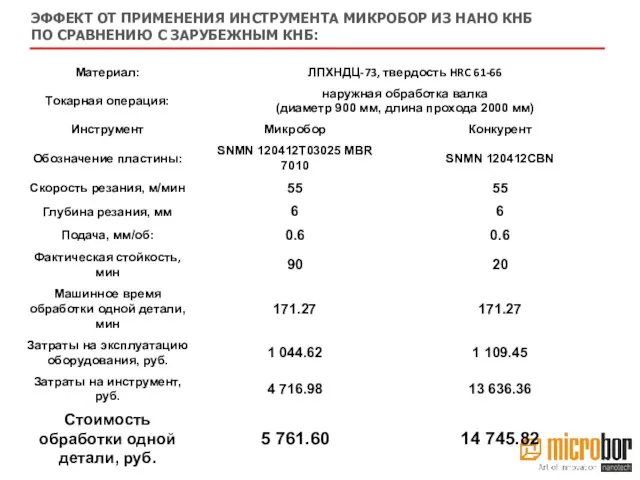
- 22. ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ ПО СРАВНЕНИЮ С ЗАРУБЕЖНЫМ КНБ:
- 23. Крыльчатка (нагнетающая помпа насоса) Турбины Наружная обработка Пластина – SNMN120416 T05025 MBR7010 Державка – CSRNR3232P12 Пластина
- 24. Наружная обработка Предварительная обработка по зубьям Пластина – SNMN120416 T03025 MBR7010 Державка – CSRNR3232P12 Пластина –
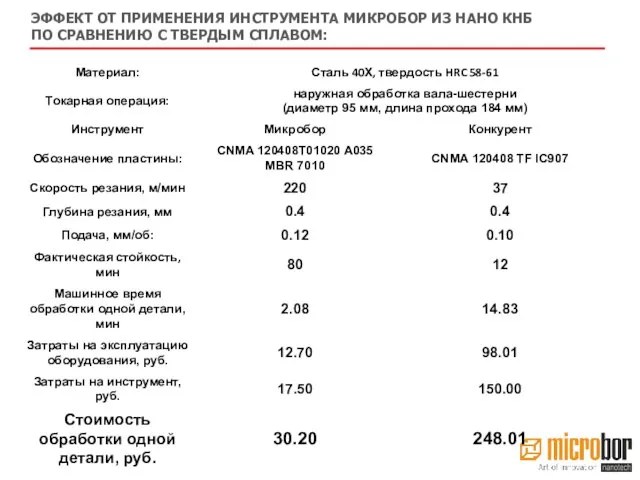
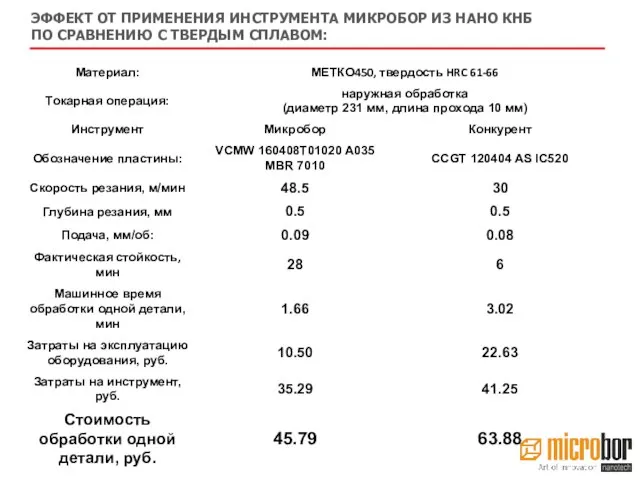
- 25. ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ ПО СРАВНЕНИЮ С ТВЕРДЫМ СПЛАВОМ:
- 26. Внутренние и внешние кольца Наружная обработка Пластина – СNMA120412 T01020 MBR7010 Державка – CSRNR3232P12 Пластина –
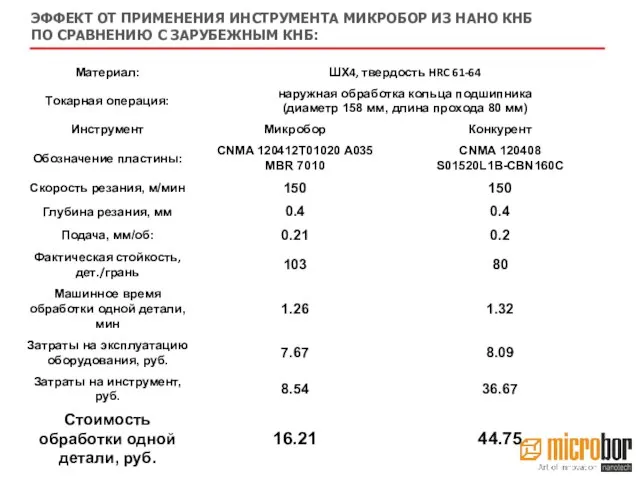
- 27. ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ ПО СРАВНЕНИЮ С ЗАРУБЕЖНЫМ КНБ:
- 28. ИСПОЛЬЗОВАНИЕ ИНСТРУМЕНТА МИКРОБОР ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ, ВОССТАНОВЛЕННЫХ НАПЛАВКАМИ МАТЕРИАЛ: Наплавка проволокой МЕТКО450 Твердость: HRC 61…66
- 29. ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ ПО СРАВНЕНИЮ С ТВЕРДЫМ СПЛАВОМ:
- 30. ИСПОЛЬЗОВАНИЕ ИНСТРУМЕНТА МИКРОБОР ДЛЯ ТОЧЕНИЯ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ И ТВЕРДЫХ СПЛАВОВ Наружная предварительная обработка Пластина – RNMN09400
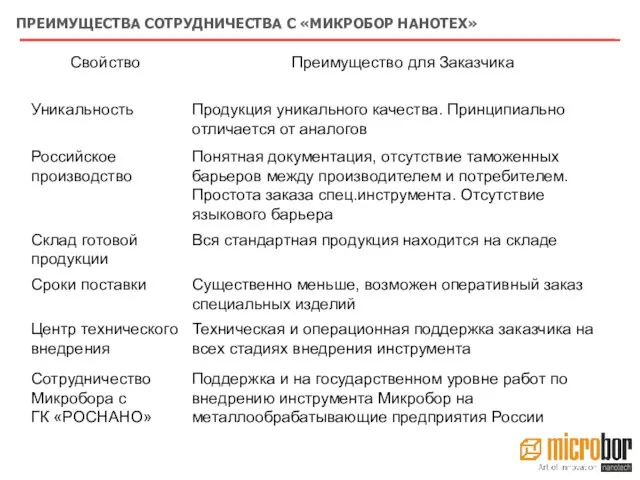
- 31. ПРЕИМУЩЕСТВА СОТРУДНИЧЕСТВА С «МИКРОБОР НАНОТЕХ»
- 33. Скачать презентацию
Слайд 3Уникальные возможности инструмента на основе композита из Нано Кубического Нитрида Бора «Микробор»:
«МИКРОБОР
Уникальные возможности инструмента на основе композита из Нано Кубического Нитрида Бора «Микробор»:
«МИКРОБОР
Слайд 4ОСНОВНЫЕ ФИЗИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ
ДЛЯ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА
ОСНОВНЫЕ ФИЗИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ
ДЛЯ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА
Слайд 5«МИКРОБОР НАНОТЕХ» - СДЕЛАЛ ШАГ ВПЕРЕД К СОЗДАНИЮ ИДЕАЛЬНОГО МАТЕРИАЛА ДЛЯ ПРОИЗВОДСТВА
«МИКРОБОР НАНОТЕХ» - СДЕЛАЛ ШАГ ВПЕРЕД К СОЗДАНИЮ ИДЕАЛЬНОГО МАТЕРИАЛА ДЛЯ ПРОИЗВОДСТВА
Слайд 6 30 ноября 2010 году состоялось открытие нового производства металлорежущего инструмента из
30 ноября 2010 году состоялось открытие нового производства металлорежущего инструмента из

Слайд 7«МИКРОБОР НАНОТЕХ» ВЛАДЕЕТ ПОЛНЫМ ЦИКЛОМ ПРОИЗВОДСТВА МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ИЗ НАНО КНБ
Синтез
«МИКРОБОР НАНОТЕХ» ВЛАДЕЕТ ПОЛНЫМ ЦИКЛОМ ПРОИЗВОДСТВА МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ИЗ НАНО КНБ
Синтез

Слайд 8«МИКРОБОР НАНОТЕХ» ПРОИЗВОДИТ ИНСТРУМЕНТ ИЗ НАНО КНБ
ДЛЯ МЕТАЛЛООБРАБОТКИ
Токарный инструмент
Напайные и монолитные
«МИКРОБОР НАНОТЕХ» ПРОИЗВОДИТ ИНСТРУМЕНТ ИЗ НАНО КНБ
ДЛЯ МЕТАЛЛООБРАБОТКИ
Токарный инструмент
Напайные и монолитные

Слайд 9СМЕННЫЕ ПЛАСТИНЫ МИКРОБОР СООТВЕТСТВУЮТ МЕЖДУНАРОДНОЙ СИСТЕМЕ СТАНДАРТИЗАЦИИ ISO
R
S
C
W
T
D
V
01025
СМЕННЫЕ ПЛАСТИНЫ МИКРОБОР СООТВЕТСТВУЮТ МЕЖДУНАРОДНОЙ СИСТЕМЕ СТАНДАРТИЗАЦИИ ISO
R
S
C
W
T
D
V
01025

Слайд 10ПРИМЕНЕНИЕ ИНСТРУМЕНТА МИКРОБОР НАПРАВЛЕНО НА РЕШЕНИЕ ОСНОВНЫХ ЭКОНОМИЧЕСКИХ ЗАДАЧ ПОТРЕБИТЕЛЯ
ПРИМЕНЕНИЕ ИНСТРУМЕНТА МИКРОБОР НАПРАВЛЕНО НА РЕШЕНИЕ ОСНОВНЫХ ЭКОНОМИЧЕСКИХ ЗАДАЧ ПОТРЕБИТЕЛЯ
Слайд 11«МИКРОБОР НАНОТЕХ» ПРЕДЛАГАЕТ ЭФФЕКТИВНЫЙ ПУТЬ СНИЖЕНИЯ СЕБЕСТОИМОСТИ ПРОДУКЦИИ
Метод сокращения
себестоимости
Максимальный эффект
Сокращение стоимости
«МИКРОБОР НАНОТЕХ» ПРЕДЛАГАЕТ ЭФФЕКТИВНЫЙ ПУТЬ СНИЖЕНИЯ СЕБЕСТОИМОСТИ ПРОДУКЦИИ
Метод сокращения
себестоимости
Максимальный эффект
Сокращение стоимости

Слайд 12Автомобилестроение
Аэро-космическая промышленность
Металлургическая промышленность
Нефтеперерабатывающая промышленность
Обработка
твердых сплавов и
сверхтвердых материалов
Военно-промышленный комплекс
Тяжелое машиностроение
Производство подшипников
СФЕРЫ ПРИМЕНЕНИЯ
Автомобилестроение
Аэро-космическая промышленность
Металлургическая промышленность
Нефтеперерабатывающая промышленность
Обработка
твердых сплавов и
сверхтвердых материалов
Военно-промышленный комплекс
Тяжелое машиностроение
Производство подшипников
СФЕРЫ ПРИМЕНЕНИЯ
Слайд 13ТОКАРНАЯ ОБРАБОТКА ДЕТАЛЕЙ ГОК
ТОКАРНАЯ ОБРАБОТКА ДЕТАЛЕЙ ГОК

Слайд 14МАТЕРИАЛ:
Чугун ИЧХ30Н2 HRC56…65
Наружная обработка
Предварительная обработка
Пластина – RNMN120400 T05025 MBR7010
Державка – CRSNR4040P12
Режимы резания:
V
МАТЕРИАЛ:
Чугун ИЧХ30Н2 HRC56…65
Наружная обработка
Предварительная обработка
Пластина – RNMN120400 T05025 MBR7010
Державка – CRSNR4040P12
Режимы резания:
V

Слайд 15ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ
ПО СРАВНЕНИЮ С ЗАРУБЕЖНЫМ КНБ:
ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ
ПО СРАВНЕНИЮ С ЗАРУБЕЖНЫМ КНБ:
Слайд 16Наружная обработка
Черновая обработка с ударом
Пластина – RNMN120400 T05025 MBR7010
Державка – CRSNRR3232P12
Режимы резания:
V
Наружная обработка
Черновая обработка с ударом
Пластина – RNMN120400 T05025 MBR7010
Державка – CRSNRR3232P12
Режимы резания:
V

Слайд 17ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ
ПО СРАВНЕНИЮ С ЗАРУБЕЖНЫМ КНБ
ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ ПО СРАВНЕНИЮ С ЗАРУБЕЖНЫМ КНБ
Слайд 18Наружная обработка
Предварительная обработка
Пластина – SNMN120416 T03025 MBR7010
Державка – CSRNR3232P12
Пластина – СNMN120416 T03025
Наружная обработка
Предварительная обработка
Пластина – SNMN120416 T03025 MBR7010
Державка – CSRNR3232P12
Пластина – СNMN120416 T03025

Слайд 19Наружная обработка
Предварительная обработка
Пластина – SNMN120408 T01025 MBR6010
Державка – CSBNR2525M12
Пластина – RNMN090300 T03025
Наружная обработка
Предварительная обработка
Пластина – SNMN120408 T01025 MBR6010
Державка – CSBNR2525M12
Пластина – RNMN090300 T03025

Слайд 20ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ
ПО СРАВНЕНИЮ С КЕРАМИКОЙ:
ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ
ПО СРАВНЕНИЮ С КЕРАМИКОЙ:
Слайд 21МАТЕРИАЛ:
Высоколегированный чугун, легированные стали HRC58-70
Наружная обработка
Предварительная обработка
Пластина – SNMN120412 T03025 MBR7010
Державка –
МАТЕРИАЛ:
Высоколегированный чугун, легированные стали HRC58-70
Наружная обработка
Предварительная обработка
Пластина – SNMN120412 T03025 MBR7010
Державка –

Слайд 22ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ
ПО СРАВНЕНИЮ С ЗАРУБЕЖНЫМ КНБ:
ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ
ПО СРАВНЕНИЮ С ЗАРУБЕЖНЫМ КНБ:
Слайд 23Крыльчатка (нагнетающая помпа насоса)
Турбины
Наружная обработка
Пластина – SNMN120416 T05025 MBR7010
Державка – CSRNR3232P12
Пластина
Крыльчатка (нагнетающая помпа насоса)
Турбины
Наружная обработка
Пластина – SNMN120416 T05025 MBR7010
Державка – CSRNR3232P12
Пластина

Слайд 24Наружная обработка
Предварительная обработка по зубьям
Пластина – SNMN120416 T03025 MBR7010
Державка – CSRNR3232P12
Пластина –
Наружная обработка
Предварительная обработка по зубьям
Пластина – SNMN120416 T03025 MBR7010
Державка – CSRNR3232P12
Пластина –

Слайд 25ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ
ПО СРАВНЕНИЮ С ТВЕРДЫМ СПЛАВОМ:
ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ
ПО СРАВНЕНИЮ С ТВЕРДЫМ СПЛАВОМ:
Слайд 26Внутренние и внешние кольца
Наружная обработка
Пластина – СNMA120412 T01020 MBR7010
Державка – CSRNR3232P12
Пластина –
Внутренние и внешние кольца
Наружная обработка
Пластина – СNMA120412 T01020 MBR7010
Державка – CSRNR3232P12
Пластина –

Слайд 27ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ
ПО СРАВНЕНИЮ С ЗАРУБЕЖНЫМ КНБ:
ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ
ПО СРАВНЕНИЮ С ЗАРУБЕЖНЫМ КНБ:
Слайд 28ИСПОЛЬЗОВАНИЕ ИНСТРУМЕНТА МИКРОБОР ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ, ВОССТАНОВЛЕННЫХ НАПЛАВКАМИ
МАТЕРИАЛ:
Наплавка проволокой МЕТКО450 Твердость:
ИСПОЛЬЗОВАНИЕ ИНСТРУМЕНТА МИКРОБОР ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ, ВОССТАНОВЛЕННЫХ НАПЛАВКАМИ
МАТЕРИАЛ:
Наплавка проволокой МЕТКО450 Твердость:

Слайд 29ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ
ПО СРАВНЕНИЮ С ТВЕРДЫМ СПЛАВОМ:
ЭФФЕКТ ОТ ПРИМЕНЕНИЯ ИНСТРУМЕНТА МИКРОБОР ИЗ НАНО КНБ
ПО СРАВНЕНИЮ С ТВЕРДЫМ СПЛАВОМ:
Слайд 30ИСПОЛЬЗОВАНИЕ ИНСТРУМЕНТА МИКРОБОР ДЛЯ ТОЧЕНИЯ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ И ТВЕРДЫХ СПЛАВОВ
Наружная предварительная обработка
Пластина
ИСПОЛЬЗОВАНИЕ ИНСТРУМЕНТА МИКРОБОР ДЛЯ ТОЧЕНИЯ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ И ТВЕРДЫХ СПЛАВОВ
Наружная предварительная обработка
Пластина

Слайд 31ПРЕИМУЩЕСТВА СОТРУДНИЧЕСТВА С «МИКРОБОР НАНОТЕХ»
ПРЕИМУЩЕСТВА СОТРУДНИЧЕСТВА С «МИКРОБОР НАНОТЕХ»
 Деятельность Комитета по ПОД/ФТ
Деятельность Комитета по ПОД/ФТ Современные направления использования мобильных технологий как средства связи человека и технологических устройств TIBO - пленарн
Современные направления использования мобильных технологий как средства связи человека и технологических устройств TIBO - пленарн Социальные сети, как инструмент взаимодействия с клиентом
Социальные сети, как инструмент взаимодействия с клиентом Гражданская оборона
Гражданская оборона Отто фон Бисмарк в судьбе Германской империи
Отто фон Бисмарк в судьбе Германской империи В мастерской кондитера
В мастерской кондитера В
В Языковые средства в рекламе
Языковые средства в рекламе Визитная карточка участников кукольного спектакля по мотивам сказки Два жадных медвежонка
Визитная карточка участников кукольного спектакля по мотивам сказки Два жадных медвежонка Итоговая государственная аттестация выпускников 9-х классов
Итоговая государственная аттестация выпускников 9-х классов Отели Краснодарского края, работающие на все включено
Отели Краснодарского края, работающие на все включено ШКОЛЬНАЯ БИБЛИОТЕКАмуниципальногообщеобразовательногоучреждения«Гимназия № 45» Кировского района города Ростов-на-Дону
ШКОЛЬНАЯ БИБЛИОТЕКАмуниципальногообщеобразовательногоучреждения«Гимназия № 45» Кировского района города Ростов-на-Дону ЛЮБИМЫЕ ПРАЗДНИКИ ГЕРМАНИИ
ЛЮБИМЫЕ ПРАЗДНИКИ ГЕРМАНИИ Повышение потребительского доверия в банковском секторе Таджикистана
Повышение потребительского доверия в банковском секторе Таджикистана Детский совет при уполномоченном по правам ребенка
Детский совет при уполномоченном по правам ребенка Русские природные заповедники
Русские природные заповедники увтро
увтро Разработка ПО через тестирование поведения средствами Cucumber
Разработка ПО через тестирование поведения средствами Cucumber 20170912_granitsy_rossii._territoriya_i_chasovye_poyasa.1
20170912_granitsy_rossii._territoriya_i_chasovye_poyasa.1 Международные и региональные валютно-кредитные и финансовые организации. Лекция 10
Международные и региональные валютно-кредитные и финансовые организации. Лекция 10 Гражданин, государство и право
Гражданин, государство и право Алфавит на английском
Алфавит на английском Словосочетание
Словосочетание Профессии мам
Профессии мам Закономерности и проблемы в мире чисел Кудренко Юлия 10 б класс
Закономерности и проблемы в мире чисел Кудренко Юлия 10 б класс Германия на пути к единству
Германия на пути к единству Изготовление обласа у Кондинских манси
Изготовление обласа у Кондинских манси Теория предпринимательства
Теория предпринимательства