- Лямшев Денис

Содержание
- 2. Портрет «типового» заказчика.
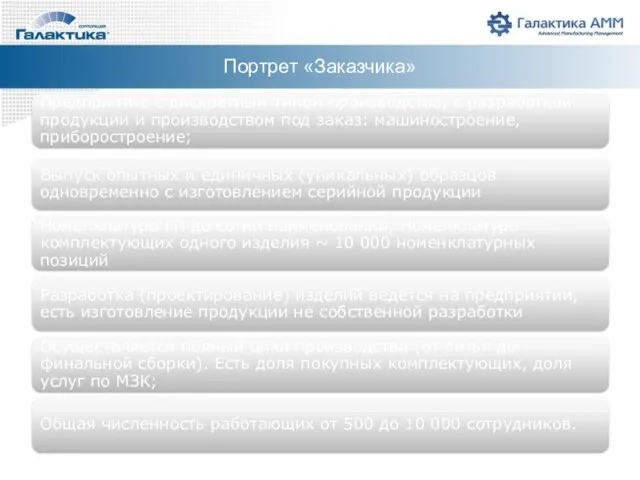
- 3. Портрет «Заказчика»
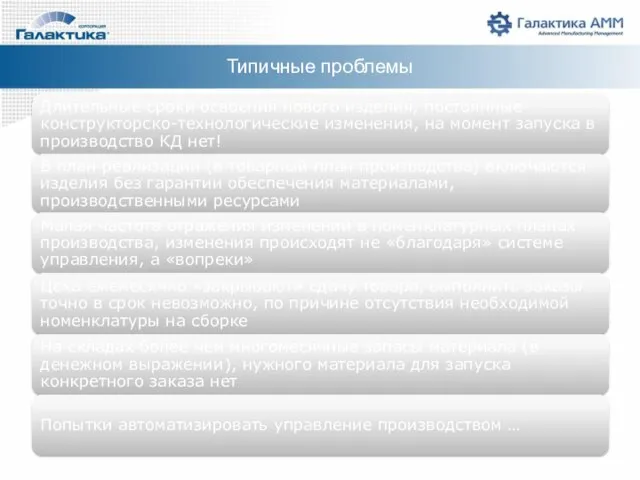
- 4. Типичные проблемы
- 5. Пример построения системы организационного управления машиностроительным производством
- 6. Оценка рисков срыва сроков проекта 1. Возможен срыв ЗАПУСКА системы управления производством в желаемые (уже определенные)
- 7. 2. Невозможно начать «УПРАВЛЯЕМОЕ» развертывание системы. Оценка рисков срыва сроков проекта
- 8. 3. Отсутствует «ИДЕОЛОГИЯ» построения системы управления производственными процессами. Оценка рисков срыва сроков проекта
- 9. Пример построения системы организационного управления. Проблемно-ориентированный подход.
- 10. Проектное решение Цель проекта, с точки зрения реализации которой будут рассматриваться все вносимые в систему организационного
- 11. Снижение дефицита на сборке. Задачи: Проектное решение Правильно определять, что нужно производить для сборки. Производить (вовремя)
- 12. Сокращение общего времени производства. Задачи: Проектное решение Не производить того, что непосредственно не нужно для сборки.
- 13. Задачи по организации проекта (связаны с необходимостью снижения рисков проекта): Проектное решение 1. Встроить в систему
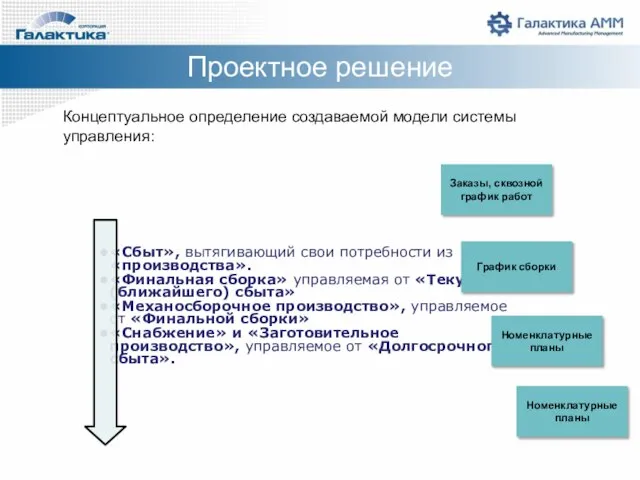
- 14. Концептуальное определение создаваемой модели системы управления: «Сбыт», вытягивающий свои потребности из «производства». «Финальная сборка» управляемая от
- 15. Определение этапов проекта через целевые состояния производства
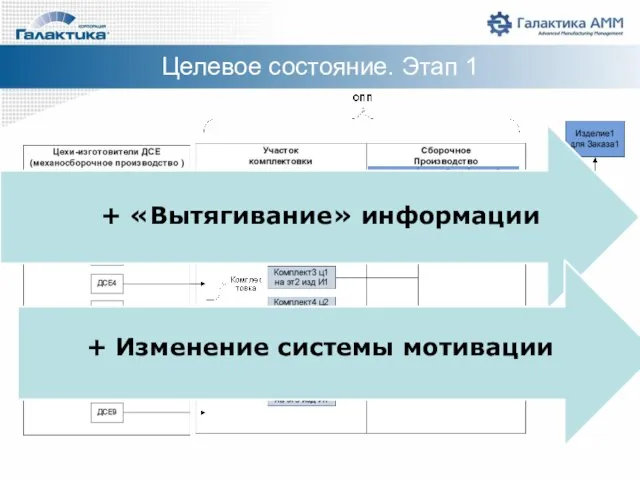
- 16. Целевое состояние. Этап 1
- 17. Результат первого этапа: Создана организационная система управления, решающая задачи управления финальной сборкой изделия и первым звеном
- 18. Целевое состояние. Этап 2
- 19. Галактика АММ. Заказы на готовую продукцию.
- 20. Галактика АММ. Анализ потребности в ресурсах.
- 21. Галактика АММ. Анализ комплектации.
- 22. Галактика АММ. Мониторинг исполнения номенклатурного плана.
- 23. Результат второго этапа: Расширена созданная ранее организационная система управления, решающая задачи управления выполнением договорных обязательств в
- 24. В системе реализуется возможность «предварительного прогона плана» с оценкой и балансировкой ресурсов (с точностью до недели,
- 25. Внутри производственных единиц (м.б. уровень ПТК, участков) осуществляется управление с применением оптимизационных расчетов (построение оптимальных производственных
- 26. Осуществляется ввод в информационную систему СТО, необходимых для выполнения операции. При формировании плана цеха одновременно происходит
- 27. Заключение Таким образом: Создание эффективной производственной системы решается путем создания эффективной системы организационного управления производством, которая:
- 28. Преимущества решения задач по повышению эффективности производственных систем с применением системы Галактика AMM
- 29. Управление производством: Цели и решаемые задачи ЦЕЛЬ УПРАВЛЕНИЯ – максимально быстрое планирование и реакция на изменения,
- 30. Галактика AMM - преимущества Быстрый APS-алгоритм Возможность реализации управления производством как внутриорганизационными цепями поставок (SCM) Поддержка
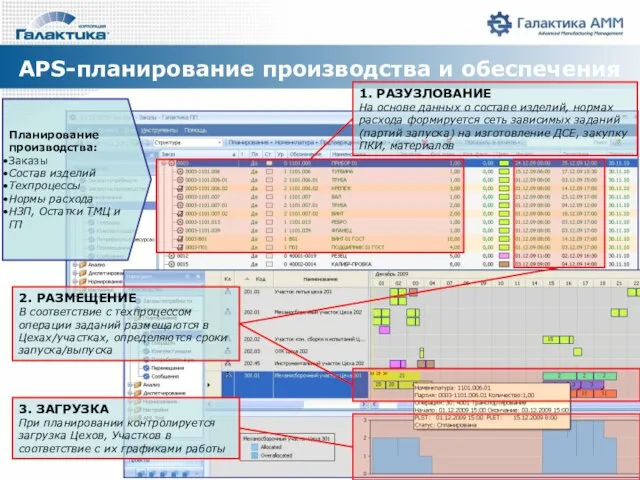
- 31. APS-планирование производства и обеспечения Планирование производства: Заказы Состав изделий Техпроцессы Нормы расхода НЗП, Остатки ТМЦ и
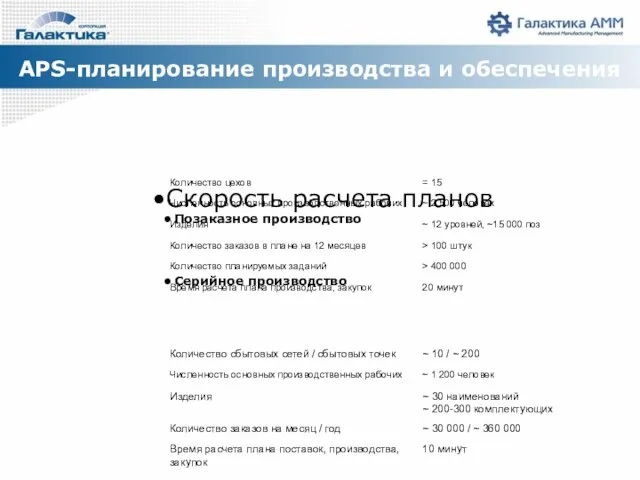
- 32. APS-планирование производства и обеспечения Скорость расчета планов Позаказное производство Серийное производство
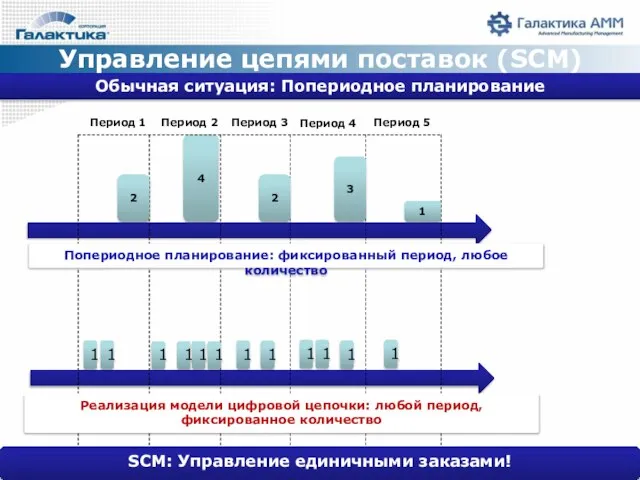
- 33. Обычная ситуация: Попериодное планирование Попериодное планирование: фиксированный период, любое количество 2 4 2 3 1 Период
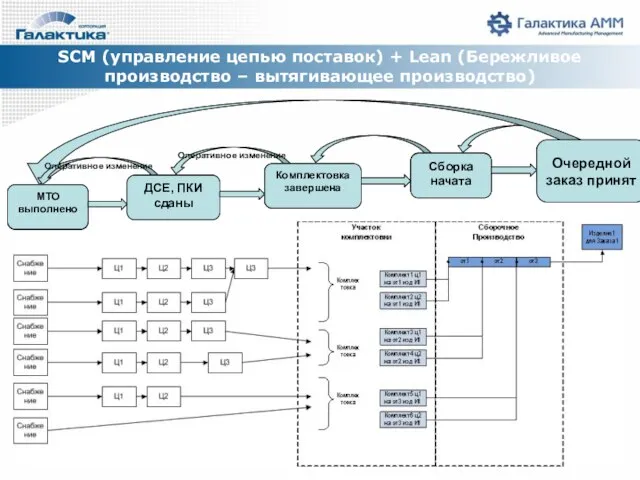
- 34. Задание на МТО Оперативное изменение Оперативное изменение SCM (управление цепью поставок) + Lean (Бережливое производство –
- 35. Теория ограничений (TOC) – определение узких мест в процессах в реальном времени Цех 1 Цех 2
- 36. Теория ограничений (TOC) – определение узких мест в процессах в реальном времени
- 37. Теория ограничений (TOC) – определение узких мест в процессах в реальном времени Цех 1 Цех 2
- 38. Синхронное планирование проектов освоения изделий (подготовка производства) и основного производства
- 39. «Вытягивание» необходимой НСИ Снабжение Формирование заказа на закупку материалов Оформление прихода материалов … Производство Планирование производства
- 40. Аналитика эффективности бизнес-процессов Среднее время постановки нового изделия в серийное производство Среднее время производственного цикла Дефицит
- 42. Скачать презентацию
Слайд 3Портрет «Заказчика»
Портрет «Заказчика»
Слайд 4Типичные проблемы
Типичные проблемы
Слайд 5Пример построения системы организационного управления машиностроительным производством
Слайд 6Оценка рисков срыва сроков проекта
1. Возможен срыв ЗАПУСКА системы управления производством в
Оценка рисков срыва сроков проекта
1. Возможен срыв ЗАПУСКА системы управления производством в
Слайд 72. Невозможно начать «УПРАВЛЯЕМОЕ» развертывание системы.
Оценка рисков срыва сроков проекта
2. Невозможно начать «УПРАВЛЯЕМОЕ» развертывание системы.
Оценка рисков срыва сроков проекта
Слайд 83. Отсутствует «ИДЕОЛОГИЯ» построения системы управления производственными процессами.
Оценка рисков срыва сроков
Оценка рисков срыва сроков
Слайд 9Пример построения системы организационного управления.
Проблемно-ориентированный подход.
Проблемно-ориентированный подход.
Слайд 10Проектное решение
Цель проекта, с точки зрения реализации которой будут рассматриваться все вносимые
Проектное решение
Цель проекта, с точки зрения реализации которой будут рассматриваться все вносимые
Слайд 11 Снижение дефицита на сборке.
Задачи:
Проектное решение
Правильно определять, что нужно производить
Снижение дефицита на сборке.
Задачи:
Проектное решение
Правильно определять, что нужно производить
Слайд 12Сокращение общего времени производства. Задачи:
Проектное решение
Не производить того, что непосредственно не нужно
Сокращение общего времени производства. Задачи:
Проектное решение
Не производить того, что непосредственно не нужно
Слайд 13 Задачи по организации проекта
(связаны с необходимостью снижения рисков проекта):
Проектное решение
1. Встроить
Задачи по организации проекта
(связаны с необходимостью снижения рисков проекта):
Проектное решение
1. Встроить
Слайд 14 Концептуальное определение создаваемой модели системы управления:
«Сбыт», вытягивающий свои потребности из «производства».
«Финальная
Концептуальное определение создаваемой модели системы управления:
«Сбыт», вытягивающий свои потребности из «производства».
«Финальная
Слайд 15Определение этапов проекта через целевые состояния производства
Слайд 16Целевое состояние. Этап 1
Целевое состояние. Этап 1
Слайд 17Результат первого этапа:
Создана организационная система управления, решающая задачи управления финальной сборкой
Результат первого этапа:
Создана организационная система управления, решающая задачи управления финальной сборкой
Слайд 18Целевое состояние. Этап 2
Целевое состояние. Этап 2

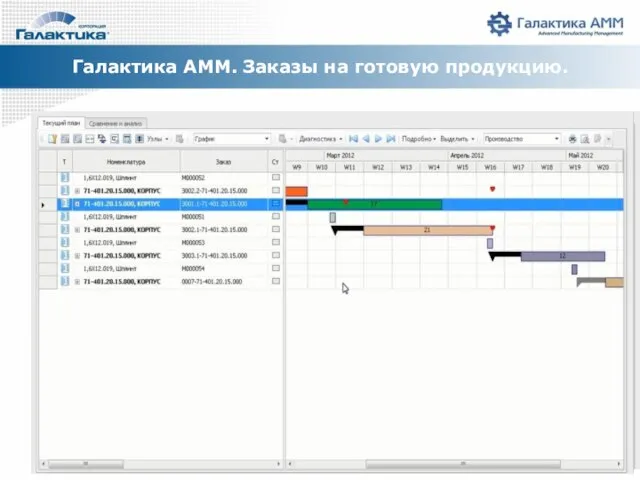
Слайд 19Галактика АММ. Заказы на готовую продукцию.
Галактика АММ. Заказы на готовую продукцию.
Слайд 20
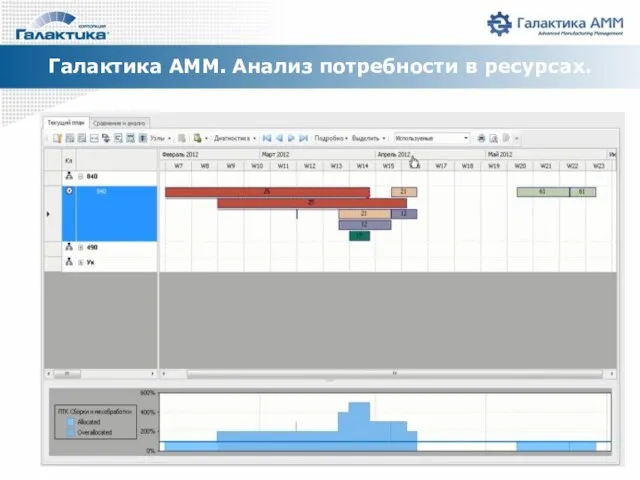
Галактика АММ. Анализ потребности в ресурсах.
Галактика АММ. Анализ потребности в ресурсах.
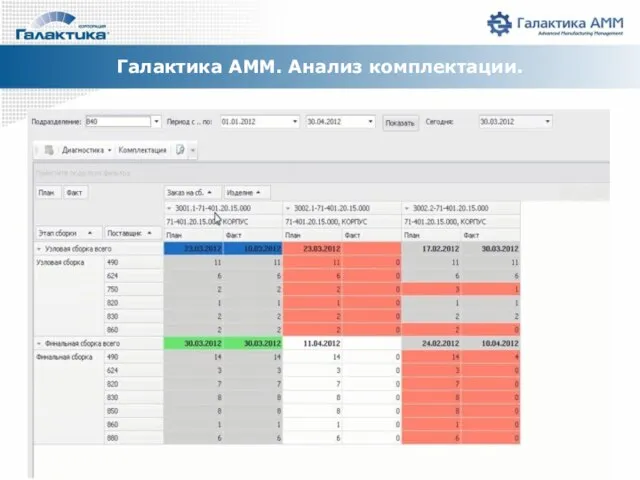
Слайд 21Галактика АММ. Анализ комплектации.
Галактика АММ. Анализ комплектации.
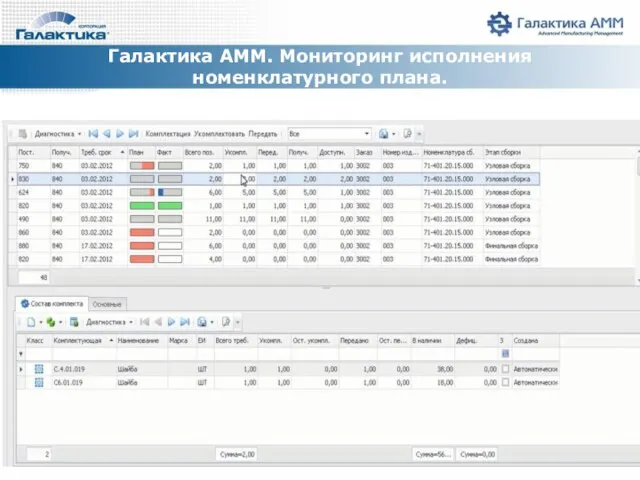
Слайд 22Галактика АММ. Мониторинг исполнения номенклатурного плана.
Галактика АММ. Мониторинг исполнения номенклатурного плана.
Слайд 23Результат второго этапа:
Расширена созданная ранее организационная система управления, решающая задачи управления
Результат второго этапа:
Расширена созданная ранее организационная система управления, решающая задачи управления
Слайд 24В системе реализуется возможность «предварительного прогона плана» с оценкой и балансировкой ресурсов
В системе реализуется возможность «предварительного прогона плана» с оценкой и балансировкой ресурсов
Слайд 25Внутри производственных единиц (м.б. уровень ПТК, участков) осуществляется управление с применением оптимизационных
Внутри производственных единиц (м.б. уровень ПТК, участков) осуществляется управление с применением оптимизационных
Слайд 26Осуществляется ввод в информационную систему СТО, необходимых для выполнения операции.
При формировании плана
Осуществляется ввод в информационную систему СТО, необходимых для выполнения операции.
При формировании плана
Слайд 27Заключение
Таким образом:
Создание эффективной производственной системы решается путем создания эффективной системы организационного управления
Заключение
Таким образом:
Создание эффективной производственной системы решается путем создания эффективной системы организационного управления
Слайд 28Преимущества решения задач по повышению эффективности производственных систем с применением системы Галактика
Слайд 29Управление производством: Цели и решаемые задачи
ЦЕЛЬ УПРАВЛЕНИЯ – максимально быстрое планирование и
Управление производством: Цели и решаемые задачи
ЦЕЛЬ УПРАВЛЕНИЯ – максимально быстрое планирование и
Слайд 30Галактика AMM - преимущества
Быстрый APS-алгоритм
Возможность реализации управления производством как внутриорганизационными цепями поставок
Галактика AMM - преимущества
Быстрый APS-алгоритм
Возможность реализации управления производством как внутриорганизационными цепями поставок
Слайд 31APS-планирование производства и обеспечения
Планирование производства:
Заказы
Состав изделий
Техпроцессы
Нормы расхода
НЗП, Остатки ТМЦ и ГП
1. РАЗУЗЛОВАНИЕ
На
APS-планирование производства и обеспечения
Планирование производства:
Заказы
Состав изделий
Техпроцессы
Нормы расхода
НЗП, Остатки ТМЦ и ГП
1. РАЗУЗЛОВАНИЕ
На
Слайд 32APS-планирование производства и обеспечения
Скорость расчета планов
Позаказное производство
Серийное производство
APS-планирование производства и обеспечения
Скорость расчета планов
Позаказное производство
Серийное производство
Слайд 33Обычная ситуация: Попериодное планирование
Попериодное планирование: фиксированный период, любое количество
2
4
2
3
1
Период 1
Период 2
Период 3
Период
Обычная ситуация: Попериодное планирование
Попериодное планирование: фиксированный период, любое количество
2
4
2
3
1
Период 1
Период 2
Период 3
Период
Слайд 34Задание на МТО
Оперативное изменение
Оперативное изменение
SCM (управление цепью поставок) + Lean (Бережливое производство
Задание на МТО
Оперативное изменение
Оперативное изменение
SCM (управление цепью поставок) + Lean (Бережливое производство
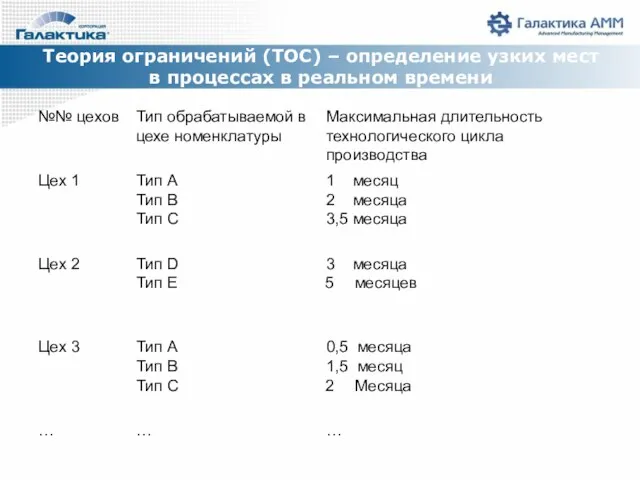
Слайд 35Теория ограничений (TOC) – определение узких мест в процессах в реальном времени
Цех
Теория ограничений (TOC) – определение узких мест в процессах в реальном времени
Цех

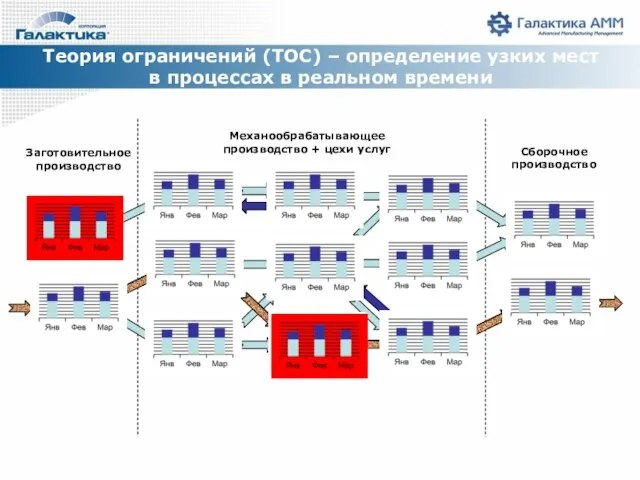
Слайд 36Теория ограничений (TOC) – определение узких мест в процессах в реальном времени
Теория ограничений (TOC) – определение узких мест в процессах в реальном времени
Слайд 37Теория ограничений (TOC) – определение узких мест в процессах в реальном времени
Цех
Теория ограничений (TOC) – определение узких мест в процессах в реальном времени
Цех
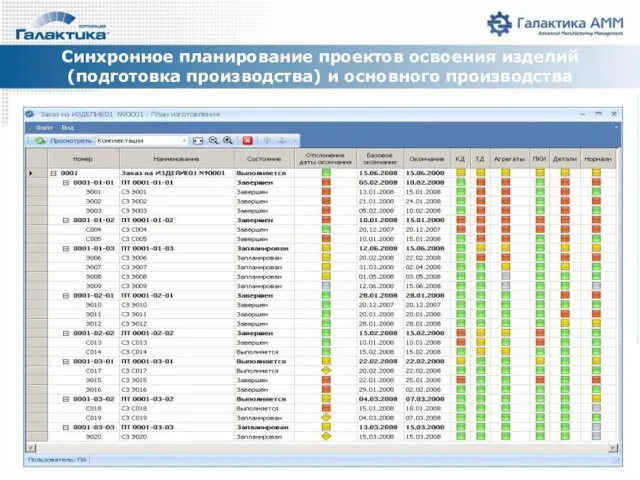
Слайд 38Синхронное планирование проектов освоения изделий (подготовка производства) и основного производства
Синхронное планирование проектов освоения изделий (подготовка производства) и основного производства
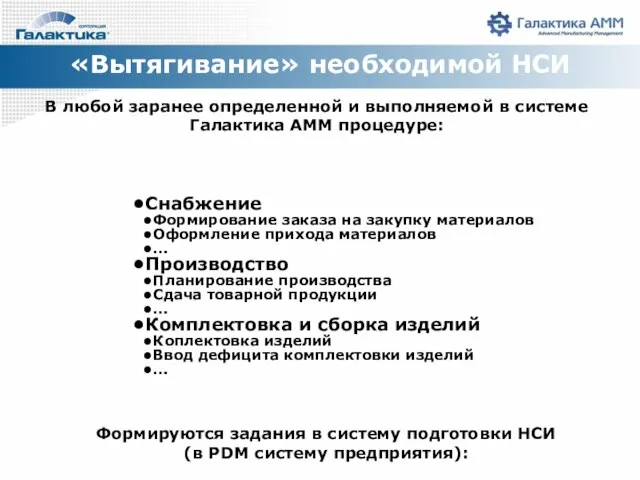
Слайд 39«Вытягивание» необходимой НСИ
Снабжение
Формирование заказа на закупку материалов
Оформление прихода материалов
…
Производство
Планирование производства
Сдача товарной продукции
…
Комплектовка
«Вытягивание» необходимой НСИ
Снабжение
Формирование заказа на закупку материалов
Оформление прихода материалов
…
Производство
Планирование производства
Сдача товарной продукции
…
Комплектовка
Слайд 40Аналитика эффективности бизнес-процессов
Среднее время постановки нового изделия в серийное производство
Среднее время
Аналитика эффективности бизнес-процессов
Среднее время постановки нового изделия в серийное производство
Среднее время
 ИНФИТАфототерапия
ИНФИТАфототерапия Формы выборочного федерального статистического наблюдения за расходами некоммерческихорганизаций (включая бюджетные)
Формы выборочного федерального статистического наблюдения за расходами некоммерческихорганизаций (включая бюджетные) Предпринимательская деятельность. Тема 1.1
Предпринимательская деятельность. Тема 1.1 Образы помещиков в поэме Н.В.Гоголя «Мёртвые души»
Образы помещиков в поэме Н.В.Гоголя «Мёртвые души» Новый год
Новый год Чудо-магнит
Чудо-магнит СИБИРСКИЙ ГОСУДАРСТВЕННЫЙ АЭРОКОСМИЧЕСКИЙ УНИВЕРСИТЕТ им. академика М.Ф. Решетнева
СИБИРСКИЙ ГОСУДАРСТВЕННЫЙ АЭРОКОСМИЧЕСКИЙ УНИВЕРСИТЕТ им. академика М.Ф. Решетнева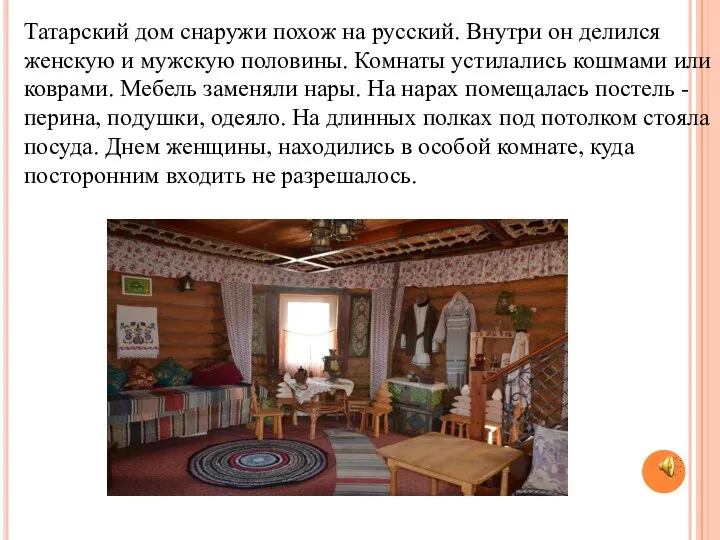 Татарский дом
Татарский дом Функции, их свойства и графики
Функции, их свойства и графики Алкоголь. Его отрицательное влияние
Алкоголь. Его отрицательное влияние Русская живопись первой половины XIX века»
Русская живопись первой половины XIX века» Муниципальное общеобразовательное учреждение средняя общеобразовательная школа « Лесные озёр
Муниципальное общеобразовательное учреждение средняя общеобразовательная школа « Лесные озёр Барометр - анероид
Барометр - анероид Профессиональное прогнозирование личности с помощью психодиагностических методик
Профессиональное прогнозирование личности с помощью психодиагностических методик Модель проведения профессиональной пробы по профессии Аппаратчик-оператор нефтехимического производства
Модель проведения профессиональной пробы по профессии Аппаратчик-оператор нефтехимического производства Д. И. Фонвизин
Д. И. Фонвизин Источники гражданского права
Источники гражданского права Роль аэропортов в развитии регионального авиасообщения
Роль аэропортов в развитии регионального авиасообщения Школьный образовательный форум
Школьный образовательный форум Презентация на тему Логические упражнения
Презентация на тему Логические упражнения  Все действия с натуральными числами
Все действия с натуральными числами Путешествие по морю Рукоделия
Путешествие по морю Рукоделия Згідно з дослідженням поведінки людей, нещодавно проведеним в компанії Rutgers (Державний Університет Нью-Джерсі), природа забезпечує
Згідно з дослідженням поведінки людей, нещодавно проведеним в компанії Rutgers (Державний Університет Нью-Джерсі), природа забезпечує 6 Теперiшнiй час
6 Теперiшнiй час План местности & Географическая карта
План местности & Географическая карта ДЕПАРТАМЕНТ ИМУЩЕСТВА ГОРОДА МОСКВЫ МОСКВА–ПРИВАТИЗАЦИЯ 2012 КРУПНЕЙШИЕ ОБЪЕКТЫ НЕДВИЖИ
ДЕПАРТАМЕНТ ИМУЩЕСТВА ГОРОДА МОСКВЫ МОСКВА–ПРИВАТИЗАЦИЯ 2012 КРУПНЕЙШИЕ ОБЪЕКТЫ НЕДВИЖИ Резиновые материалы. Шпатлевание
Резиновые материалы. Шпатлевание Переход к предоставлению услуги «Предоставление информации о порядке предоставления жилищно –коммунальных услуг населению» в э
Переход к предоставлению услуги «Предоставление информации о порядке предоставления жилищно –коммунальных услуг населению» в э