- mdk_02

Содержание
- 2. Типы токарно – карусельных станков В машиностроении станки токарной группы составляют 30-40% от общего парка металлорежущих
- 4. Назначение токарно-карусельных станков. Станки предназначены для токарной обработки деталей больших габаритов. На этих станках можно выполнять
- 5. Спецификой токарно-карусельных станков является токарная обработка деталей большого диаметра и веса, обладающих небольшой высотой. Горизонтальное расположение
- 6. Особенности конструкции и характеристики токарно-карусельных станков. Токарно-карусельные станки подразделяются на два типа – одностоечные и двухстоечные.
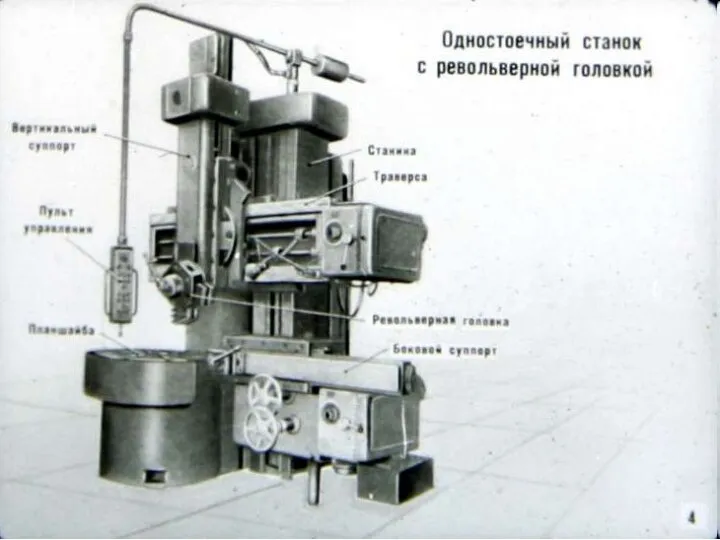
- 8. одностоечные токарно – карусельные станки
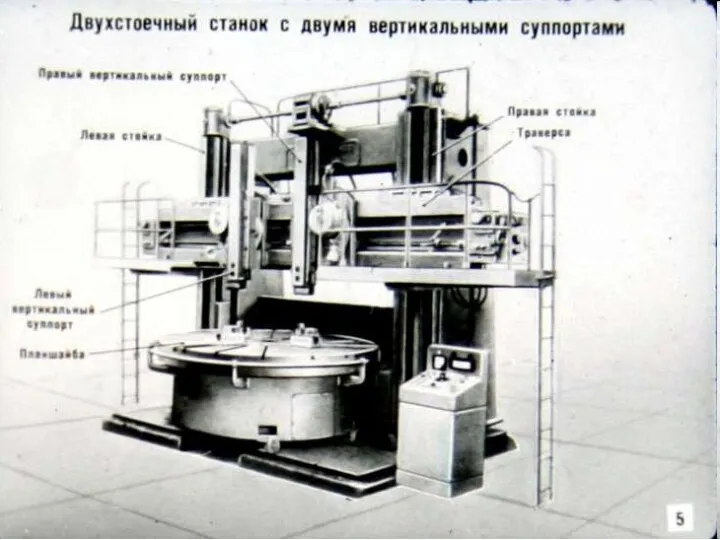
- 9. Двухстоечные агрегаты используются для токарной обработки более крупных заготовок, чей диаметр равняется 165 и более сантиметрам.
- 12. двухстоечные токарно – карусельные станки с ЧПУ
- 13. Специализированные станки Помимо универсальных карусельных станков, выпускаются специализированные карусельные станки с кольцевой планшайбой (для деталей типа
- 14. Самый большой токарно- карусельный станок
- 15. О применении и достоинствах токарно-карусельных агрегатов Токарно-карусельное (или просто – карусельное) станочное оборудование используется для обработки
- 16. К ключевым достоинствам описываемых агрегатов относят: превосходное качество и точность обработки, после которой (вне зависимости от
- 17. Особенности токарно-карусельного оборудования К основным техническим параметрам рассматриваемых агрегатов относят: показатель мощности; количество скоростей; величину угла
- 18. Особенности токарно-карусельного оборудования Заготовки на карусельных агрегатах обычно обрабатываются на больших скоростях. Это становится возможным благодаря
- 19. Государственное бюджетное образовательное учреждение среднего профессионального образования Свердловской области «Ревдинский многопрофильный техникум» Урок №2 тема: «.
- 20. Устройство токарно-карусельных станков Конструкция токарно-карусельных станков предусматривает следующие основные узлы: планшайба, станина, стойка (одна или две),
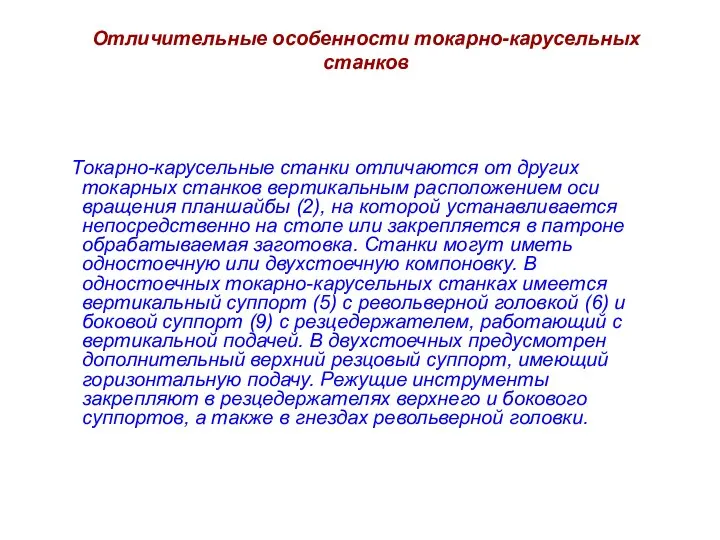
- 21. Отличительные особенности токарно-карусельных станков Токарно-карусельные станки отличаются от других токарных станков вертикальным расположением оси вращения планшайбы
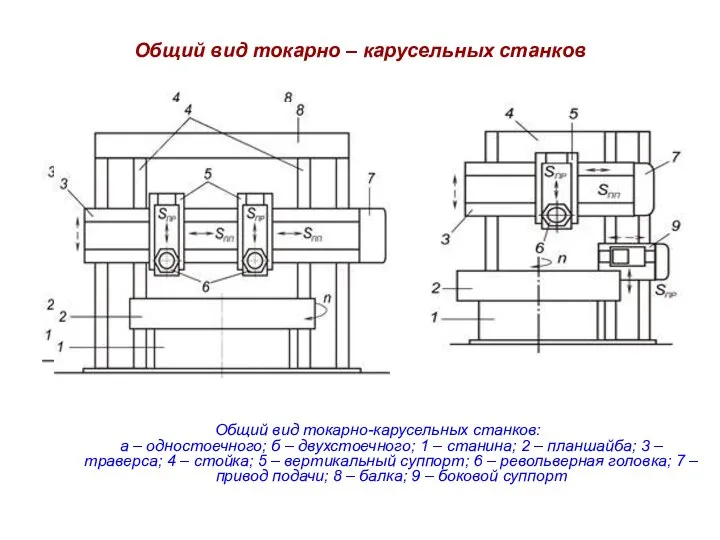
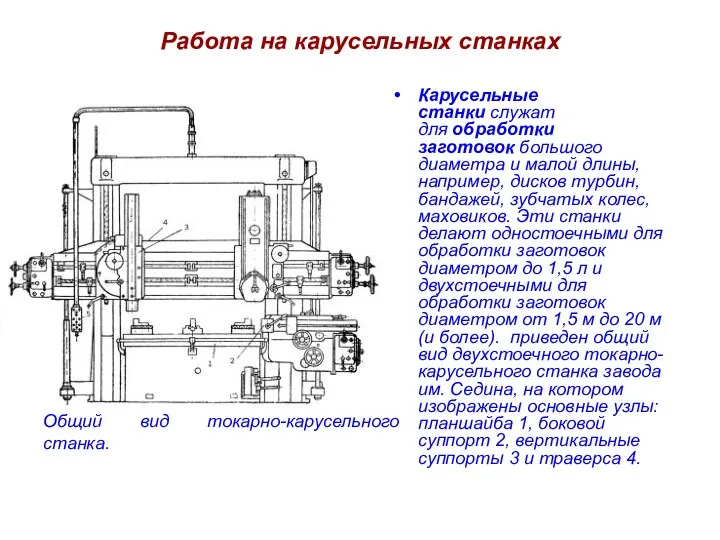
- 22. Общий вид токарно – карусельных станков Общий вид токарно-карусельных станков: а – одностоечного; б – двухстоечного;
- 23. 1512 Станок токарно-карусельный одностоечный универсальный Разработчиком и изготовителем токарно-карусельного станка 1512 является Станкостроительный завод имени Седина
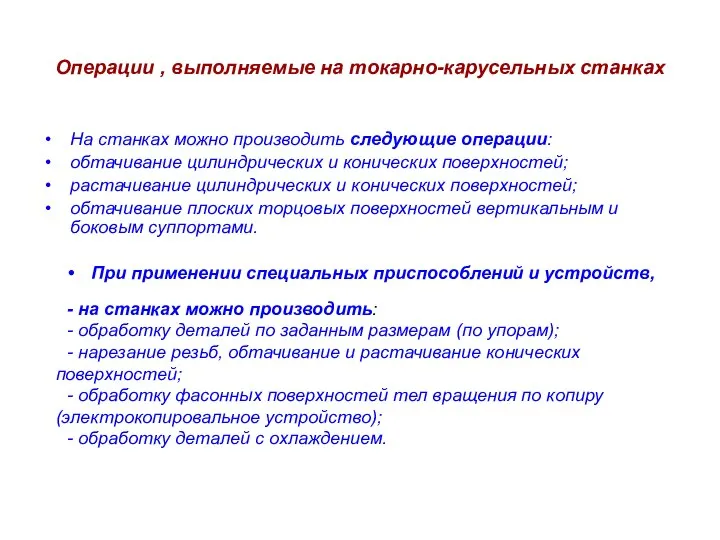
- 24. Операции , выполняемые на токарно-карусельных станках На станках можно производить следующие операции: обтачивание цилиндрических и конических
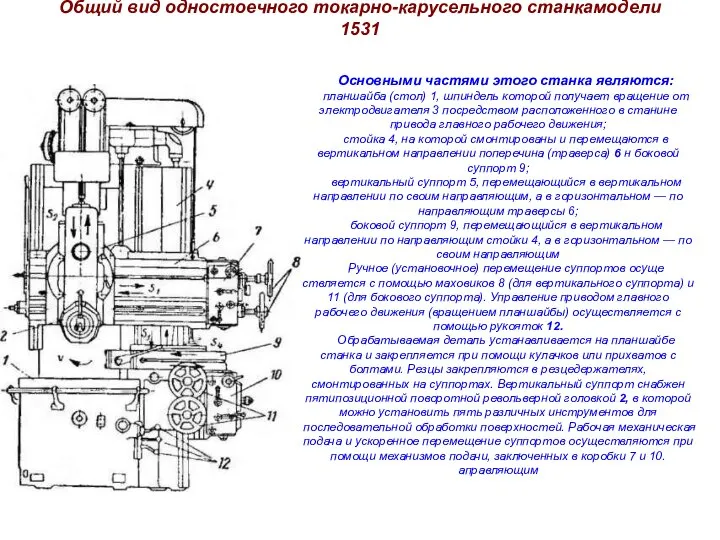
- 25. Общий вид одностоечного токарно-карусельного станкамодели 1531 Основными частями этого станка являются: планшайба (стол) 1, шпиндель которой
- 26. Токарно-карусельный станок мод. 1512 Станок универсальный, предназначен для токарной обработки крупных деталей типа корпусов, маховиков и
- 27. Одностоечный токарно – карусельный станок
- 28. Общий вид двухстоечного токарно-карусельного станка модели IM553 Принципиальным отличием этого станка от одностоечного является наличие не
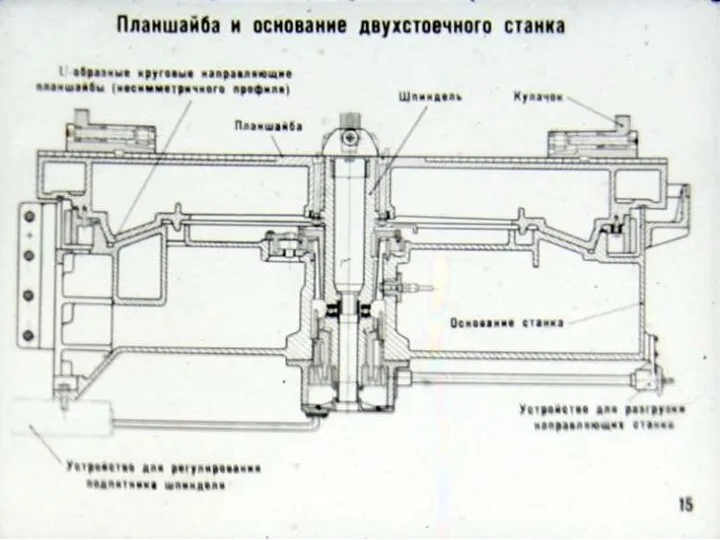
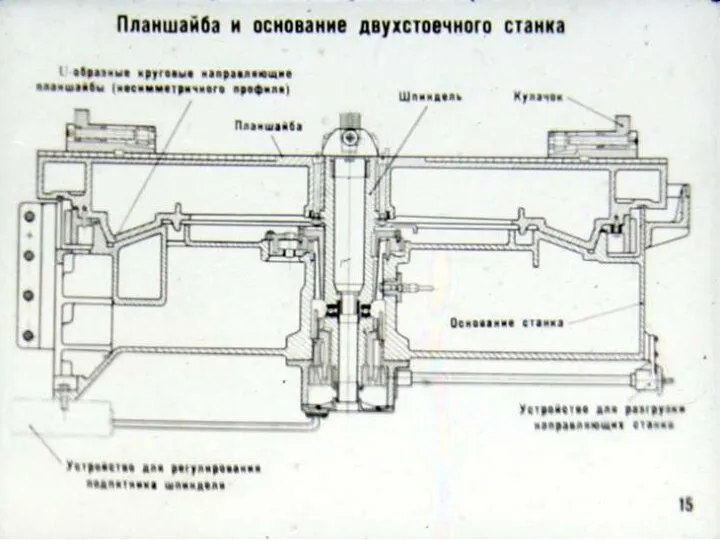
- 29. Стол станка Стол состоит из корпуса, имеющего круговые направляющие, планшайбы со шпинделем и привода планшайбы. Корпус
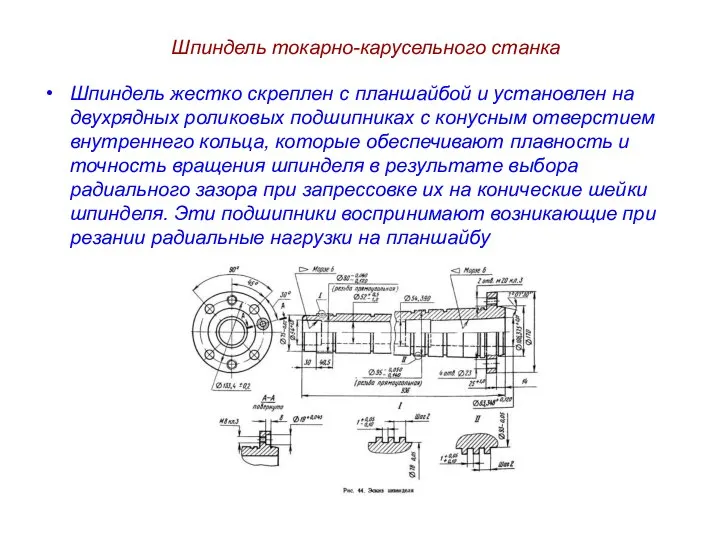
- 33. Шпиндель токарно-карусельного станка Шпиндель жестко скреплен с планшайбой и установлен на двухрядных роликовых подшипниках с конусным
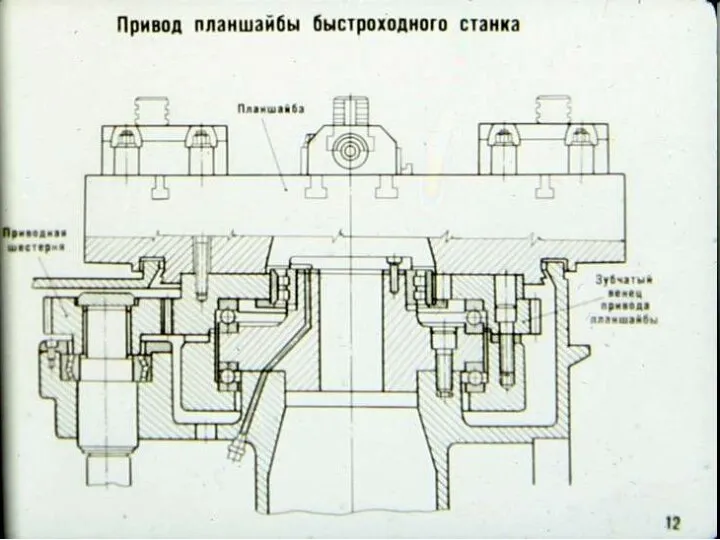
- 34. Коробка скоростей служит для обеспечения вращения планшайбы, а также пуска, останова и изменения чисел оборотов. Вращение
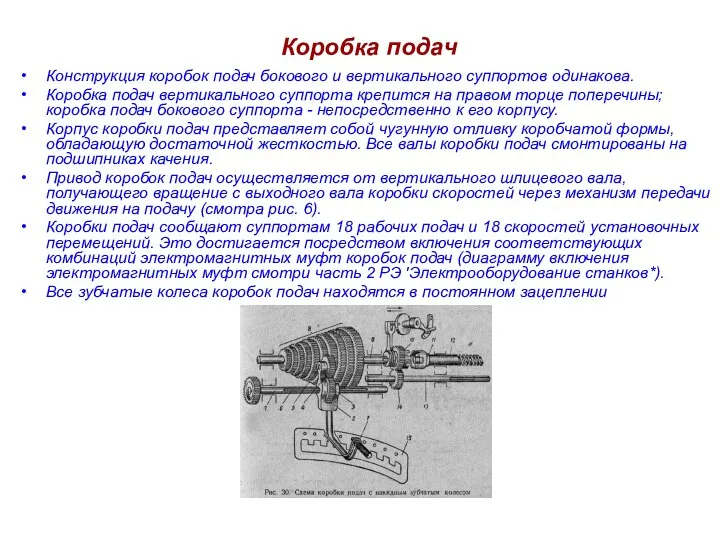
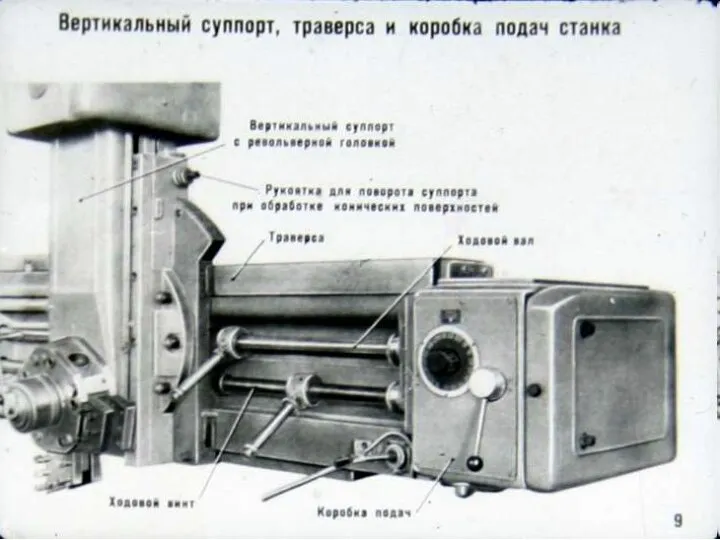
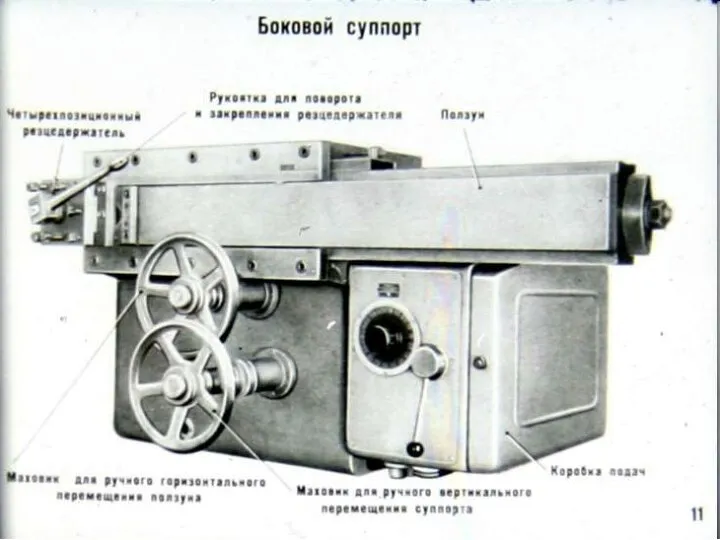
- 35. Коробка подач Конструкция коробок подач бокового и вертикального суппортов одинакова. Коробка подач вертикального суппорта крепится на
- 38. Одностоечный токарно – карусельный станок
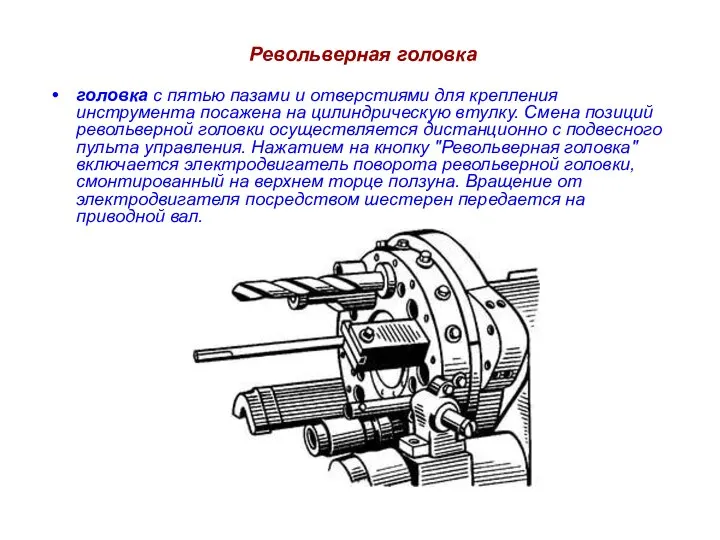
- 39. Револьверная головка головка с пятью пазами и отверстиями для крепления инструмента посажена на цилиндрическую втулку. Смена
- 40. Государственное бюджетное образовательное учреждение среднего профессионального образования Свердловской области «Ревдинский многопрофильный техникум» Урок №3 тема: Изучение
- 41. Работа на карусельных станках Карусельные станки служат для обработки заготовок большого диаметра и малой длины, например,
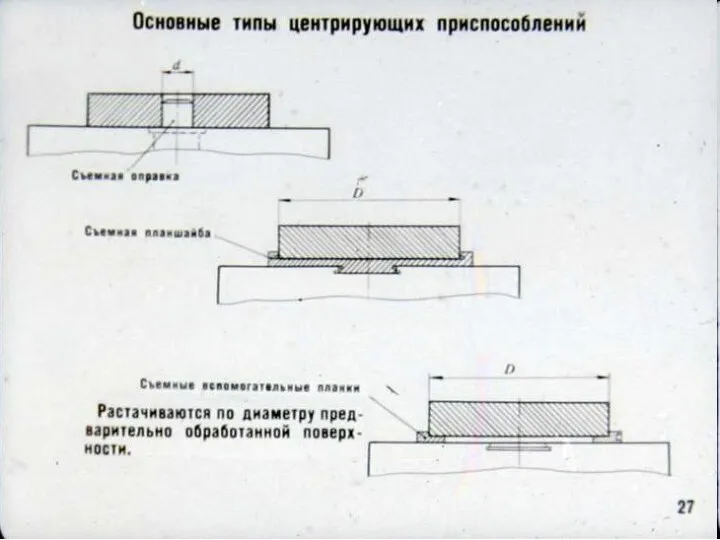
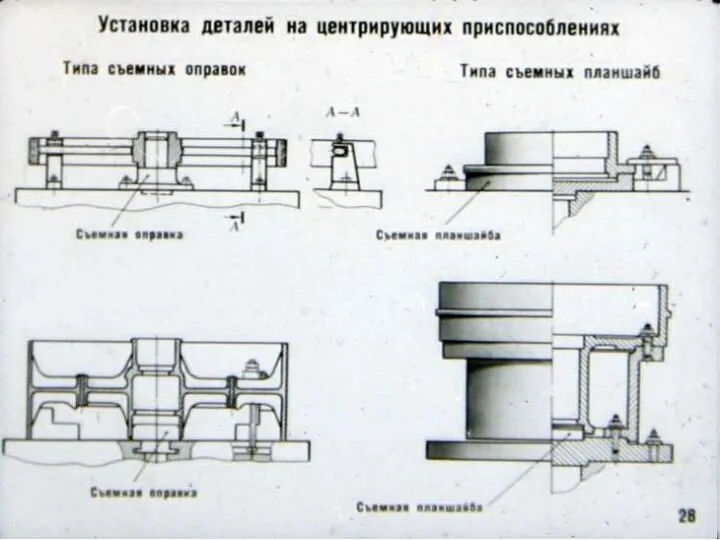
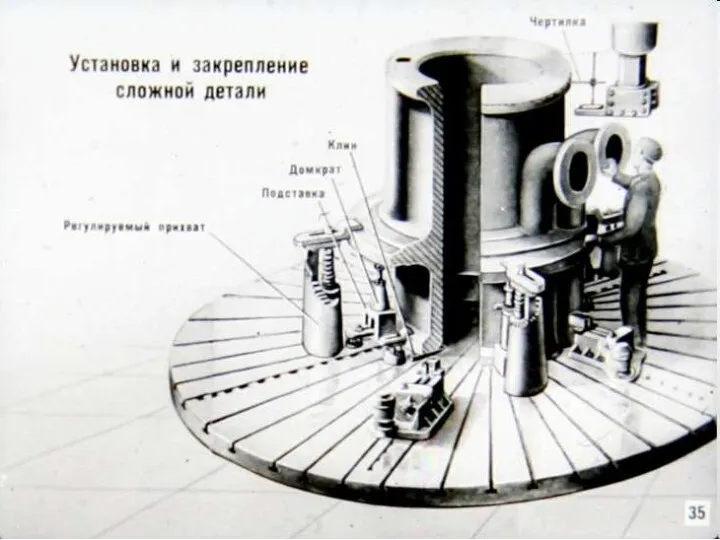
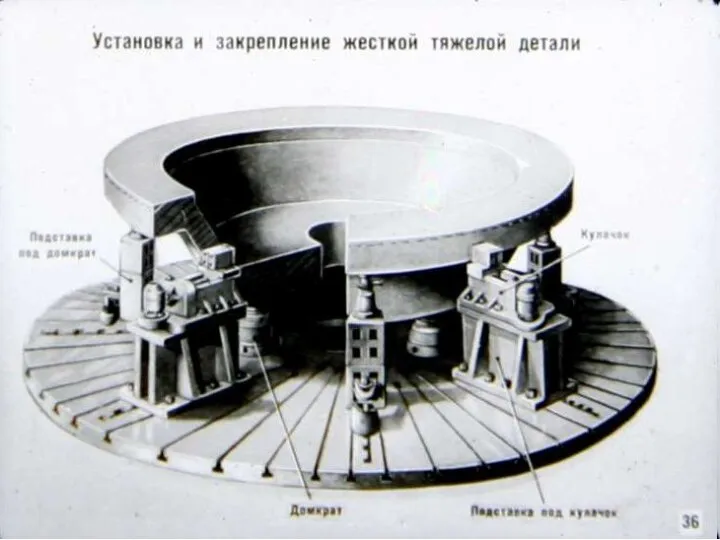
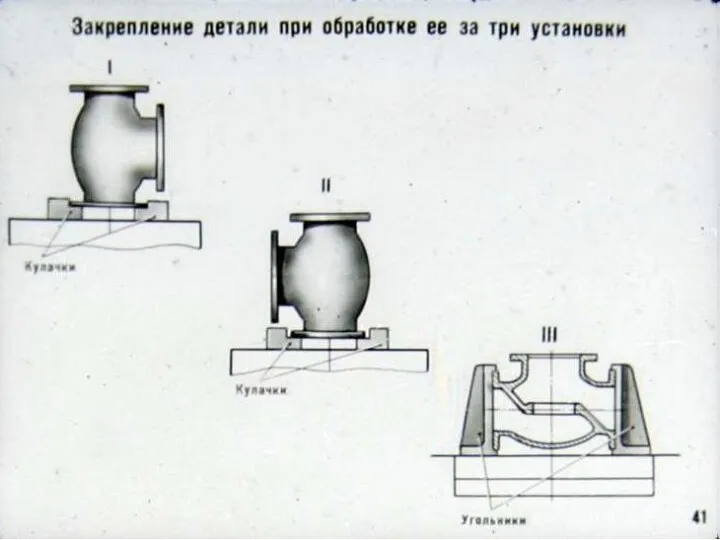
- 42. Установка детали с комбинированным креплением при помощи угольников, подкладок, планок. С увеличением размеров заготовок для их
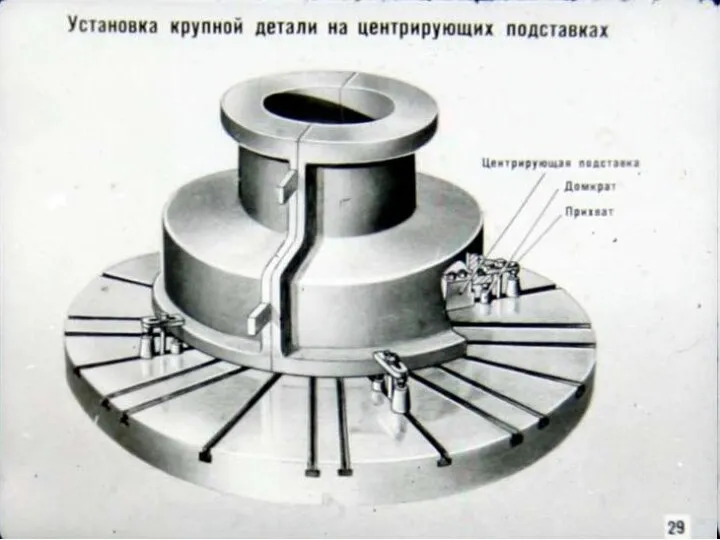
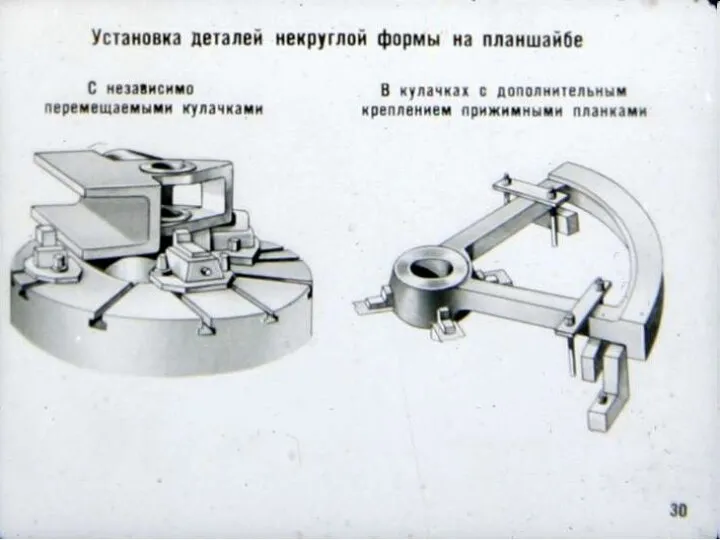
- 43. Установка заготовок Заготовка устанавливается на горизонтальную плоскость планшайбы и закрепляется на ней кулачками. Планшайба диаметром 2100
- 74. Установка, и крепление режущих инструментов и Режущие инструменты устанавливаются и закрепляются в двух верхних и одном
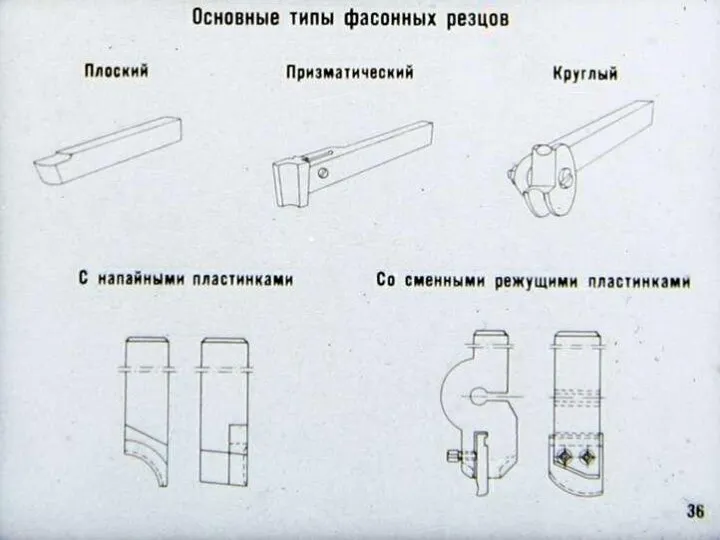
- 75. Применение инструментов В качестве основного режущего инструмента при работе на станках применяют проходные, расточные, подрезные, прорезные,
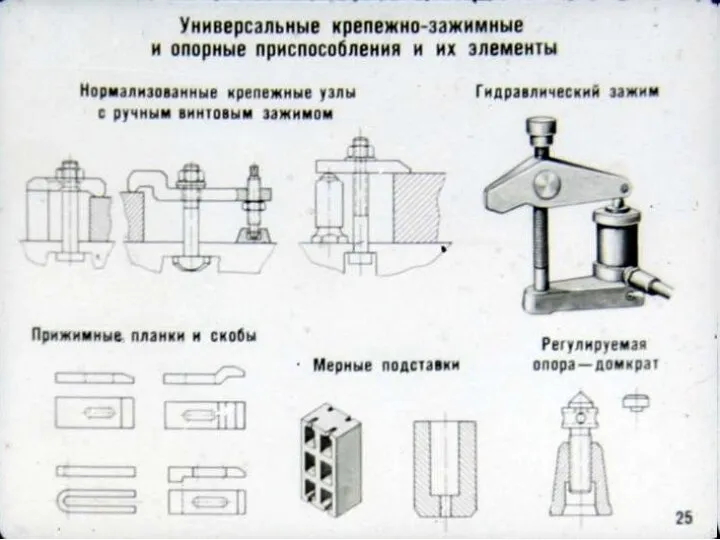
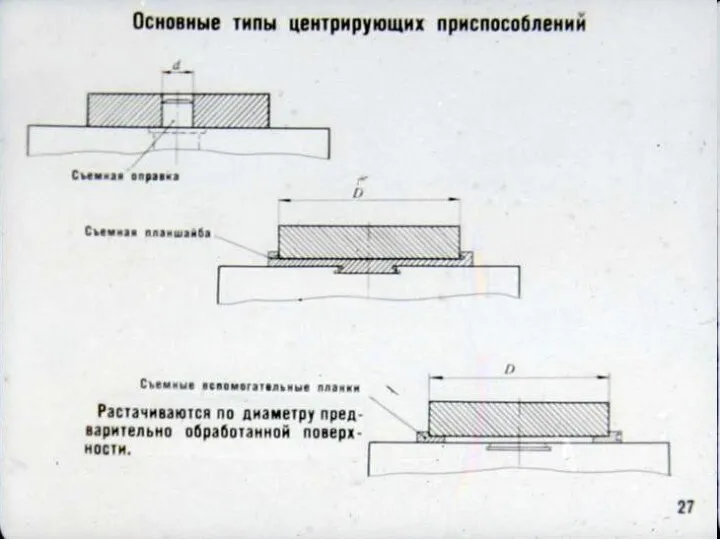
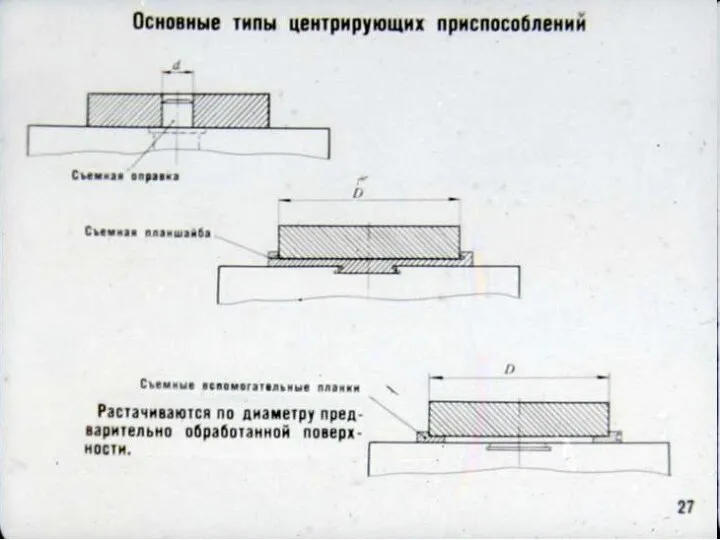
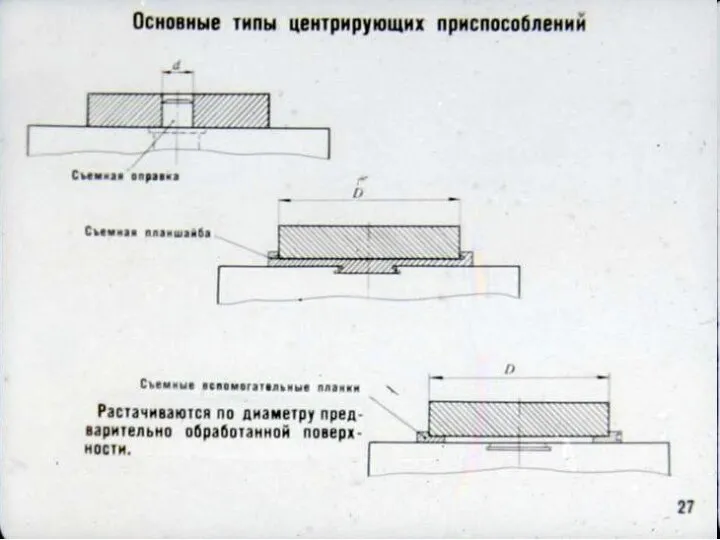
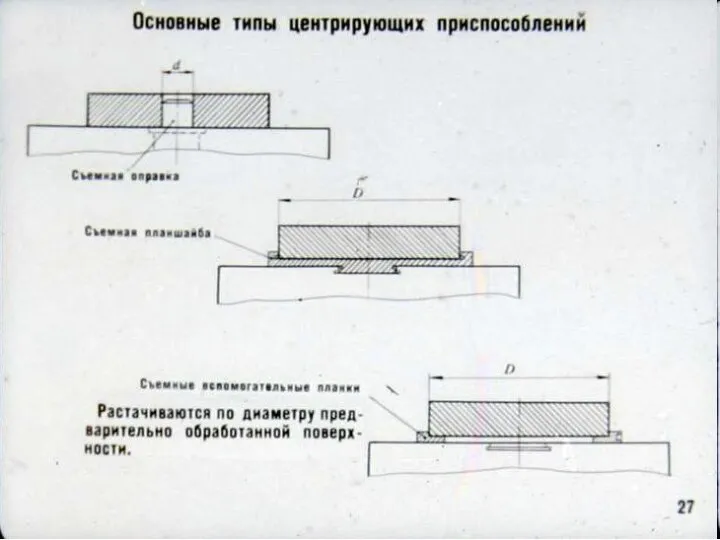
- 76. Вспомогательный инструмент Для установки и закрепления режущего инструмента на токарно-карусельных станках применяют различный вспомогательный инструмент. Одностоечные
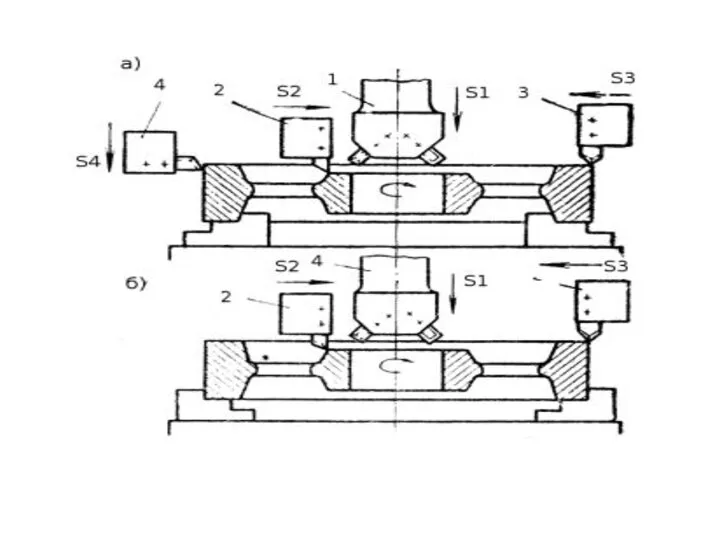
- 77. Схема расположения и установки инструмента
- 79. Наладка станка на заданную частоту вращения шпинделя и режим обработки; использование номограмм, таблиц и других справочных
- 80. Смазка станка В токариых станках используются следующие способы смазки: ручной, картерный, фитильный и циркуляционный. Ручной способ
- 82. Основные операции выполняемые на токарно – карусельных станках Наиболее распространенными видами работ, выполняемых на токарно-карусельных станках,
- 84. Обтачивание наружных цилиндрических поверхностей
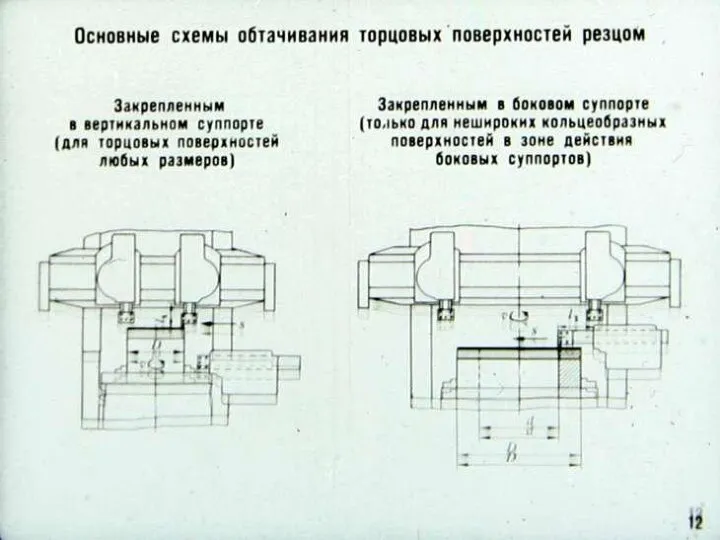
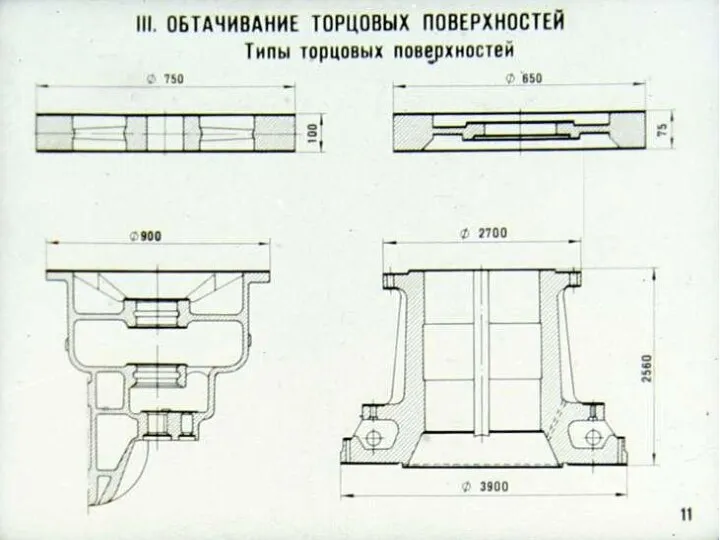
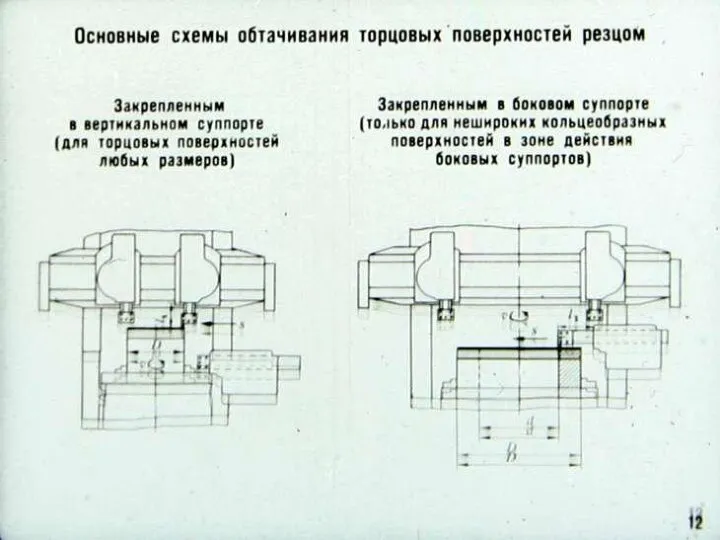
- 86. Обтачивание торцовых поверхностей
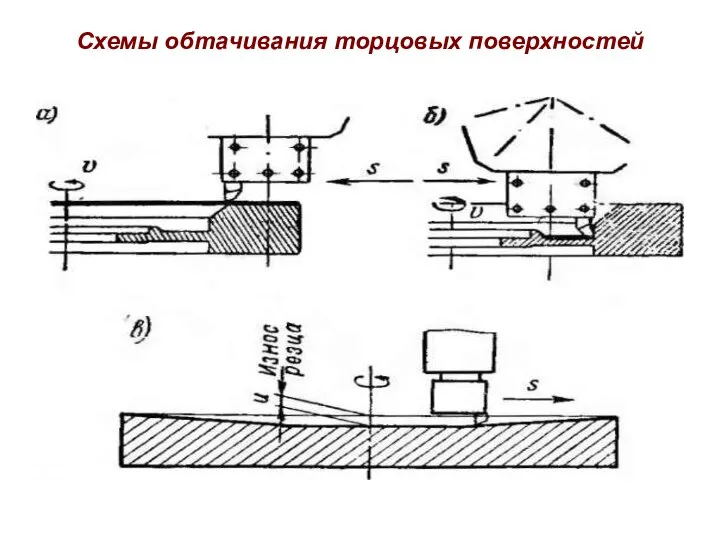
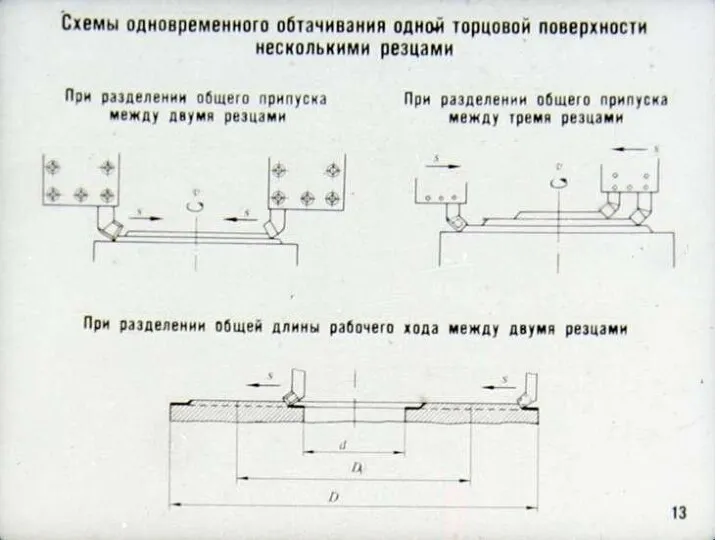
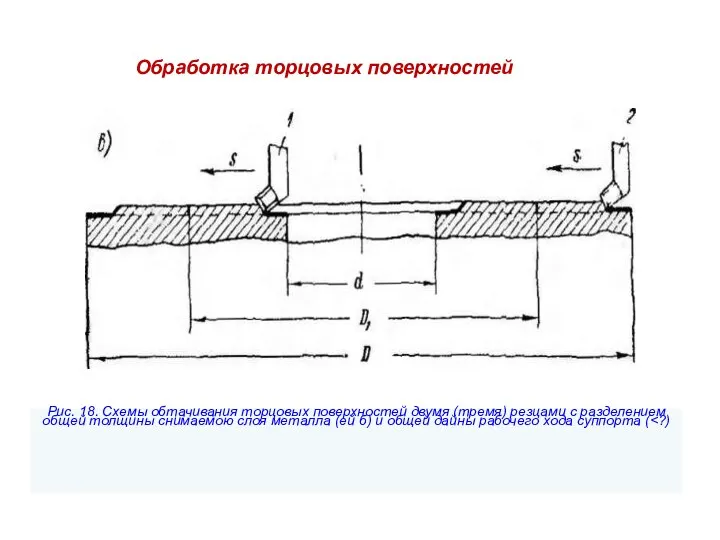
- 89. Схемы обтачивания торцовых поверхностей
- 93. . Обработка цилиндрических отверстий Обработка цилиндрических отверстий является одной из наиболее распространенных и ответственных операций, выполняемых
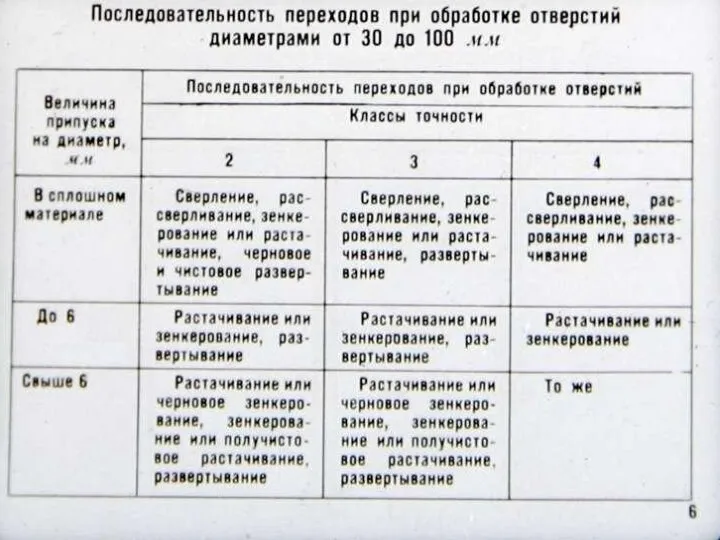
- 94. Способы обработки цилиндрических отверстий на токарно-карусельных станках являются: сверление и рассверливание; зенкерование; развертывание; растачивание. Первые три
- 97. Растачивание отверстий Черновое растачивание имеет своей целью снятие основной части припуска на обработку. Требования к точности
- 98. Способы растачивания отверстий на токарно-карусельных станках: растачивание без промера и без пробных стружек (это обычно —
- 103. Растачивании со взятием пробных стружек и с промежуточными промерами При пользовании этим методом для обработки каждой
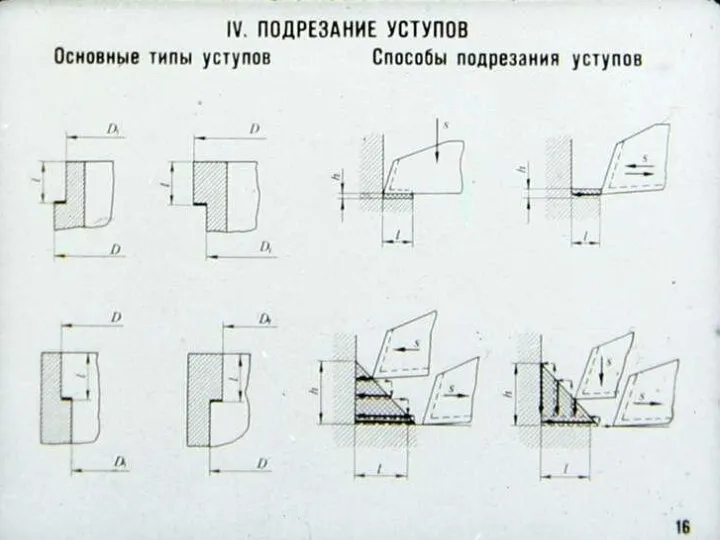
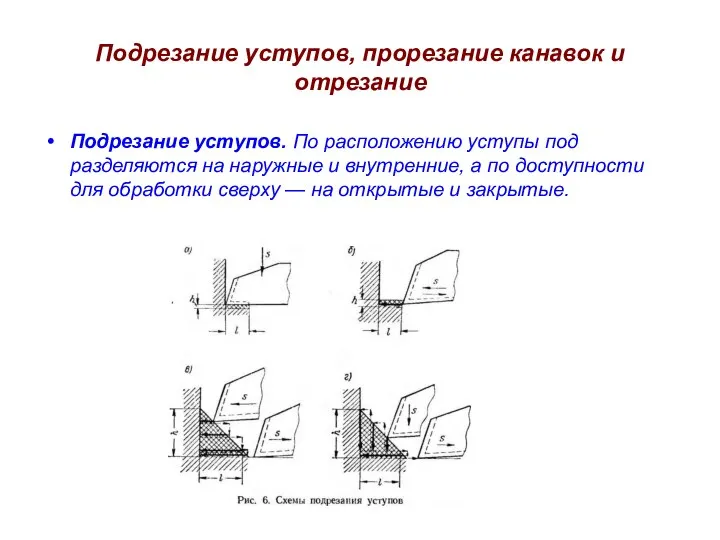
- 115. Подрезание уступов, прорезание канавок и отрезание Подрезание уступов. По расположению уступы подразделяются на наружные и внутренние,
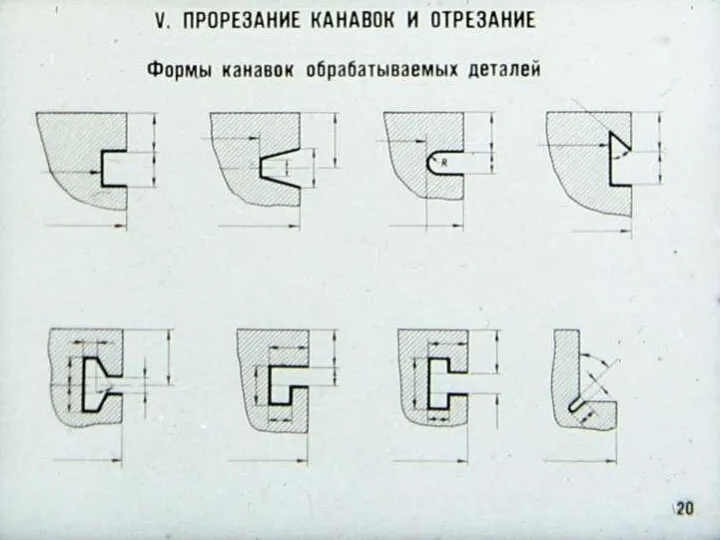
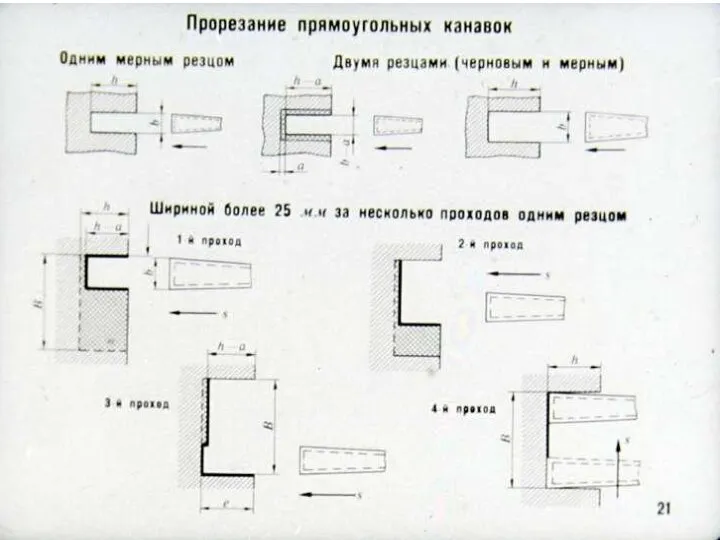
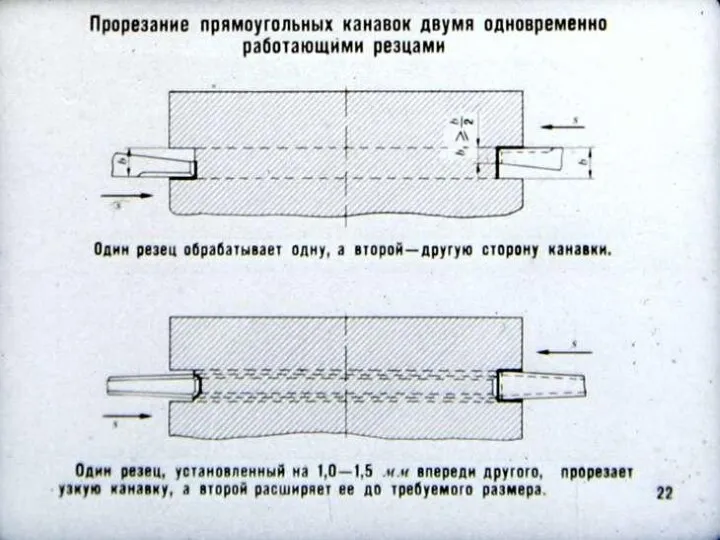
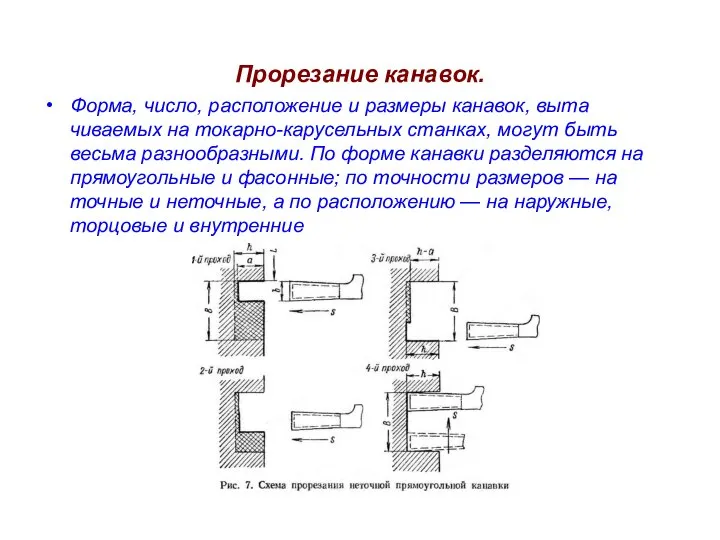
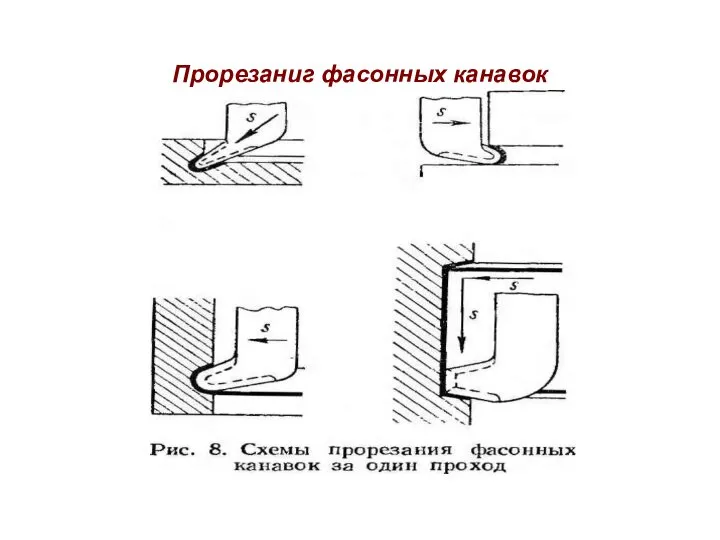
- 116. Прорезание канавок. Форма, число, расположение и размеры канавок, вытачиваемых на токарно-карусельных станках, могут быть весьма разнообразными.
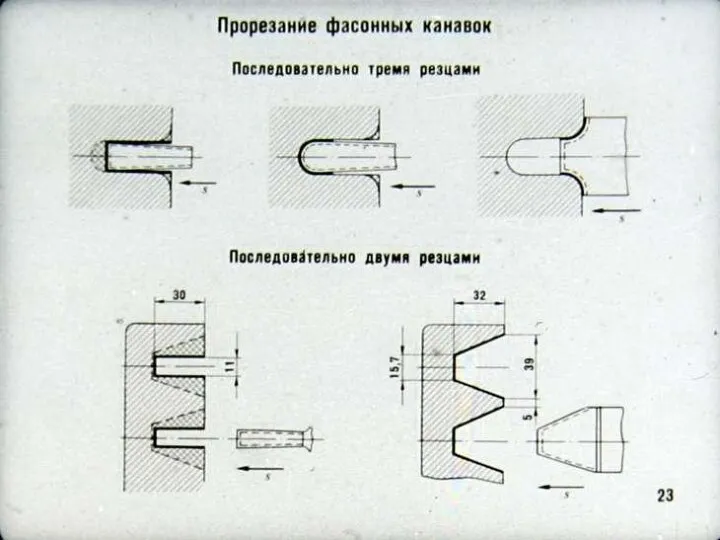
- 117. Прорезаниг фасонных канавок
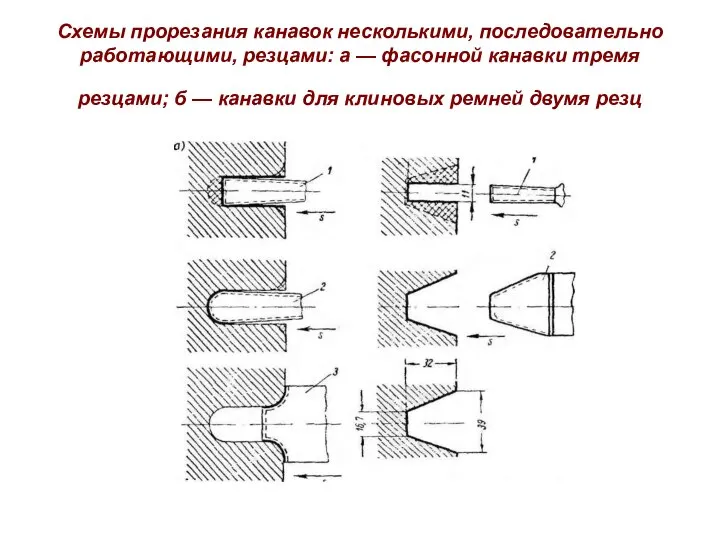
- 118. Схемы прорезания канавок несколькими, последовательно работающими, резцами: а — фасонной канавки тремя резцами; б — канавки
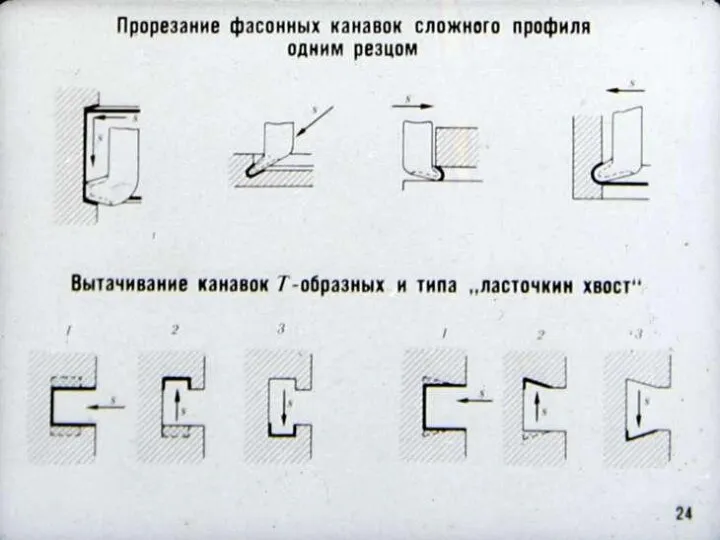
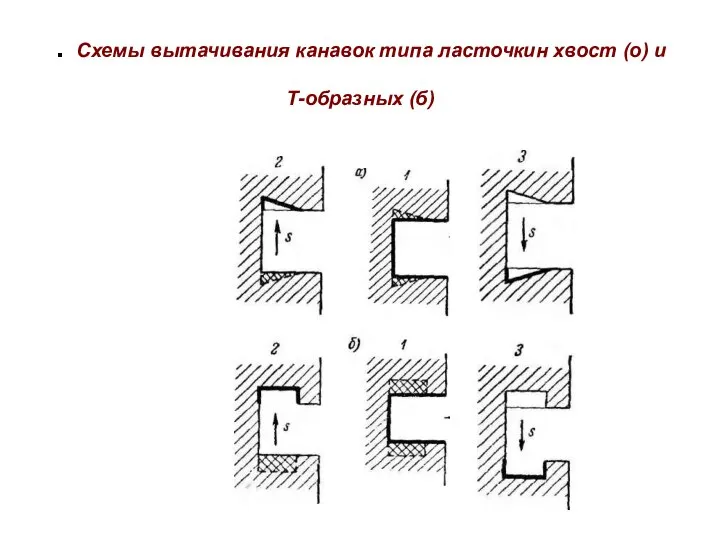
- 119. . Схемы вытачивания канавок типа ласточкин хвост (о) и Т-образных (б)
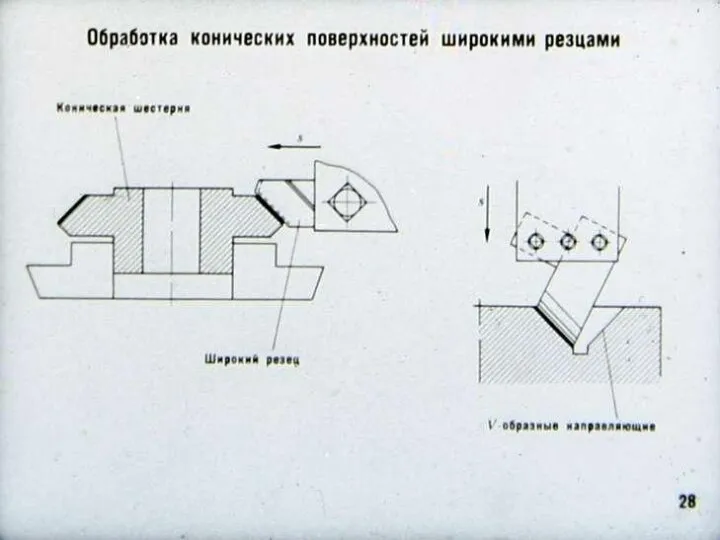
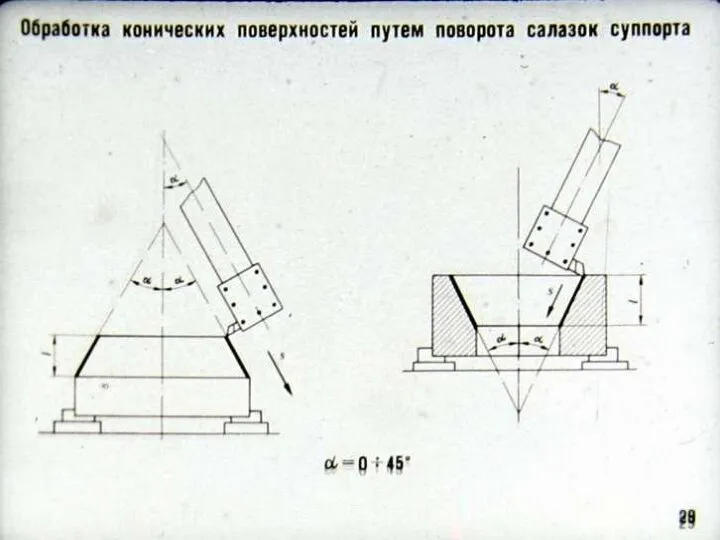
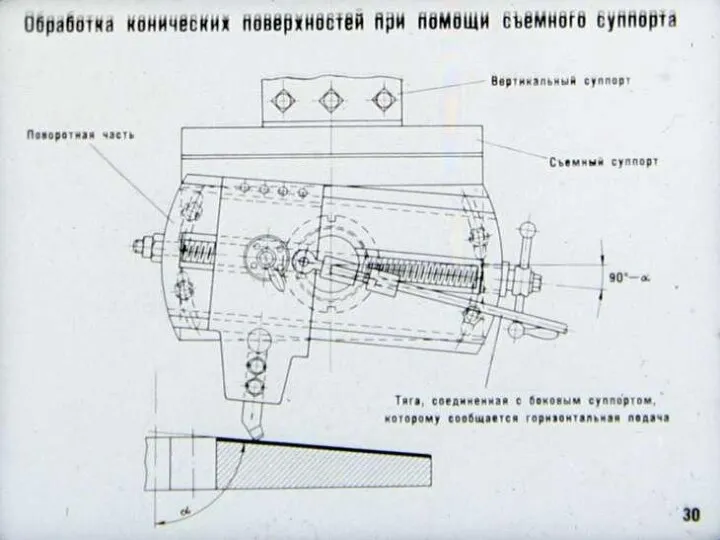
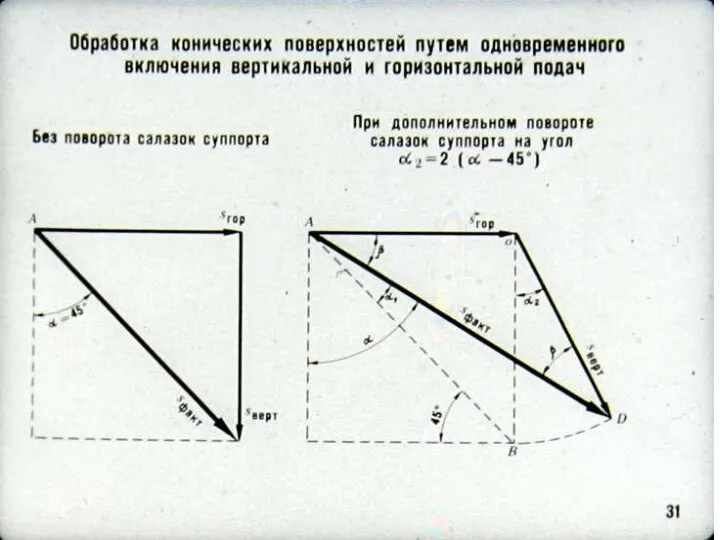
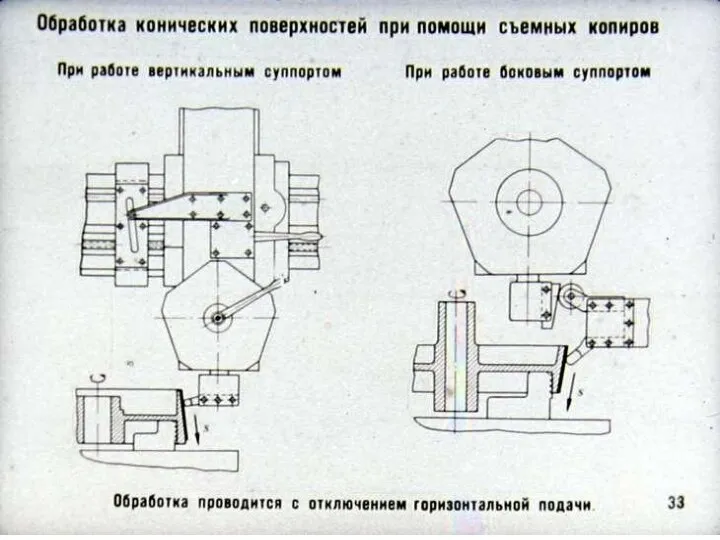
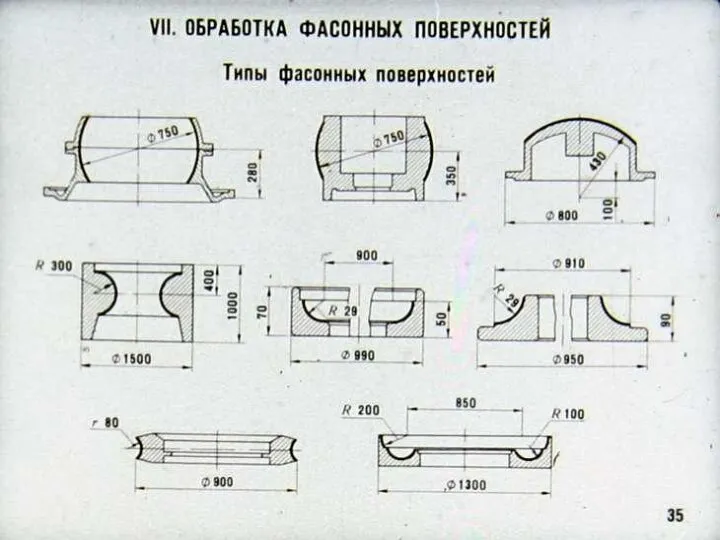
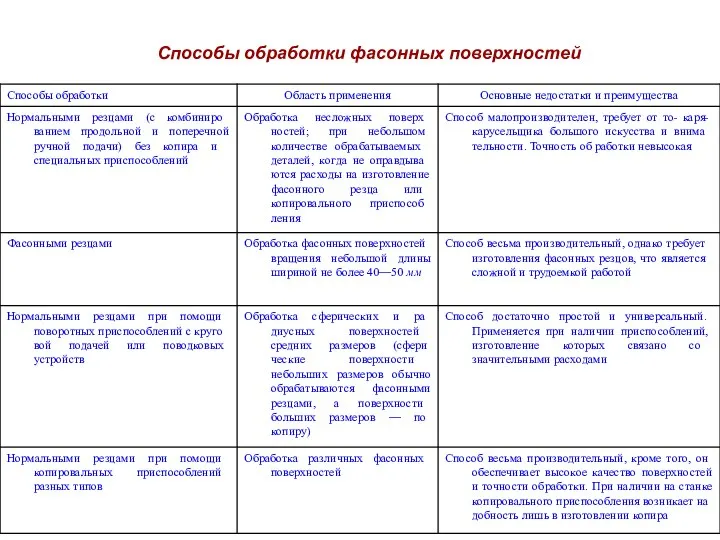
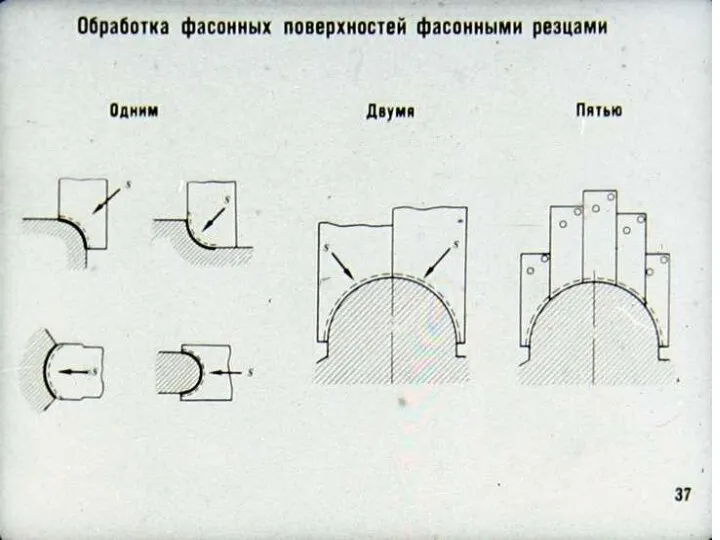
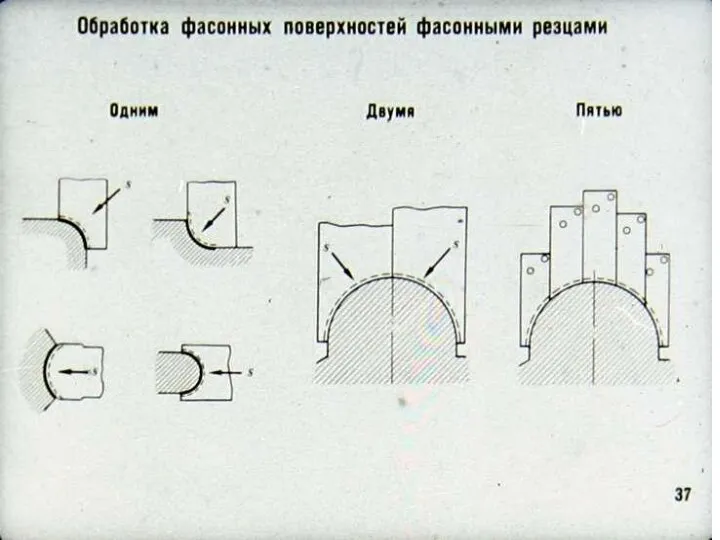
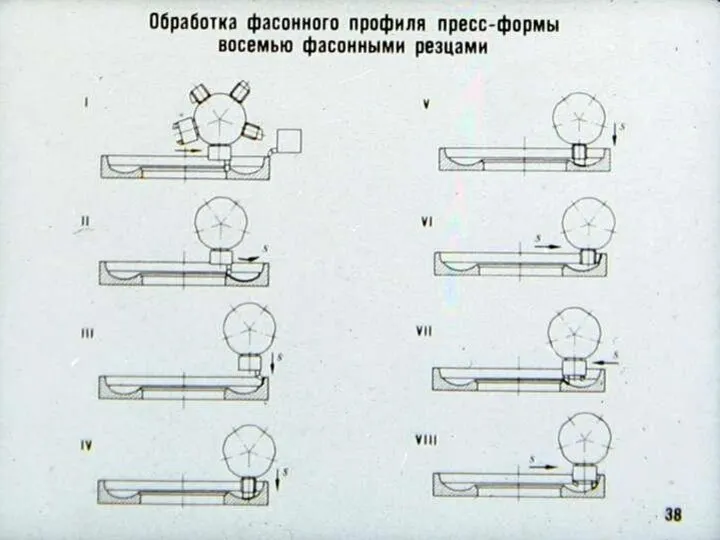
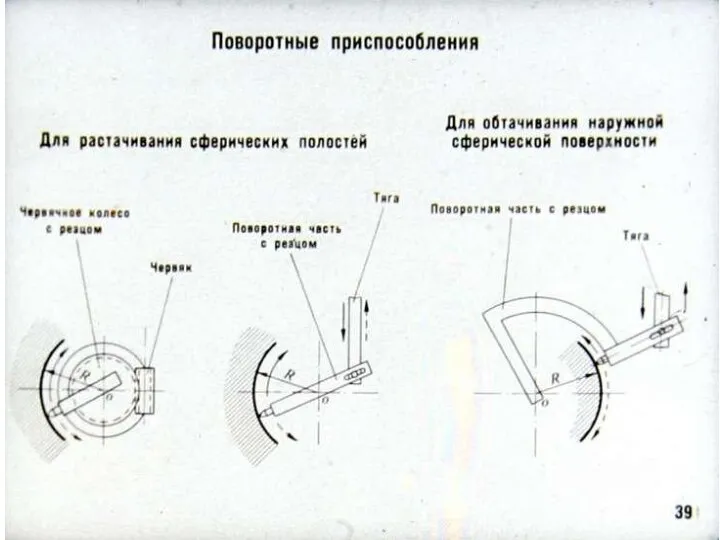
- 127. Способы обработки фасонных поверхностей
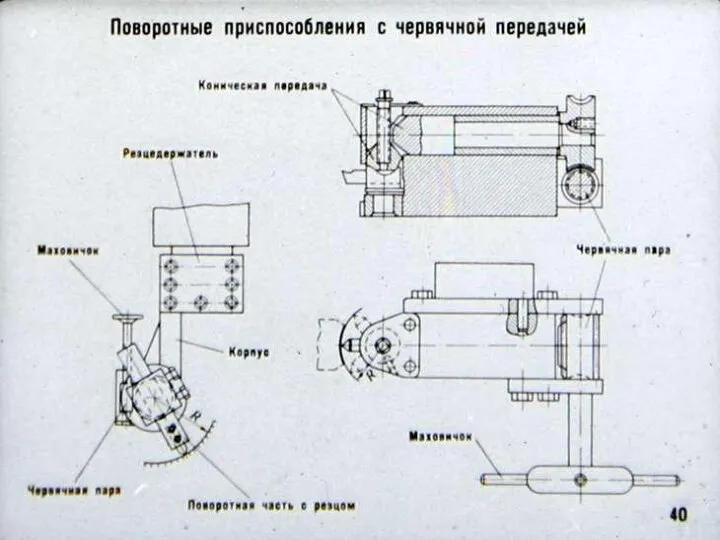
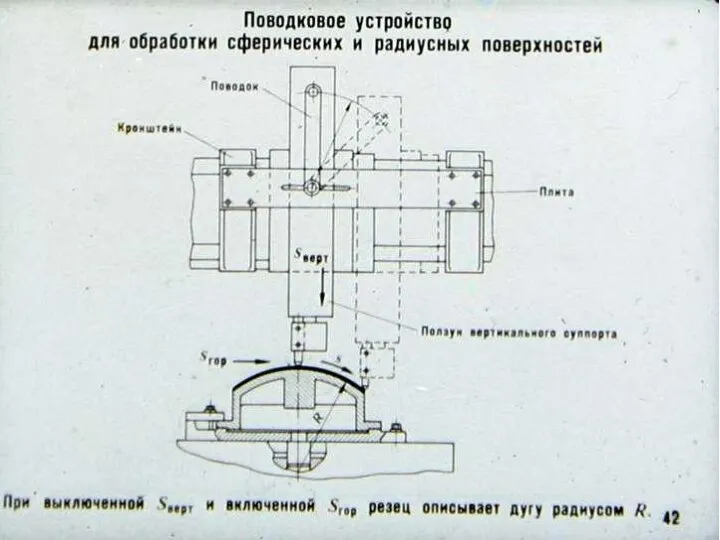
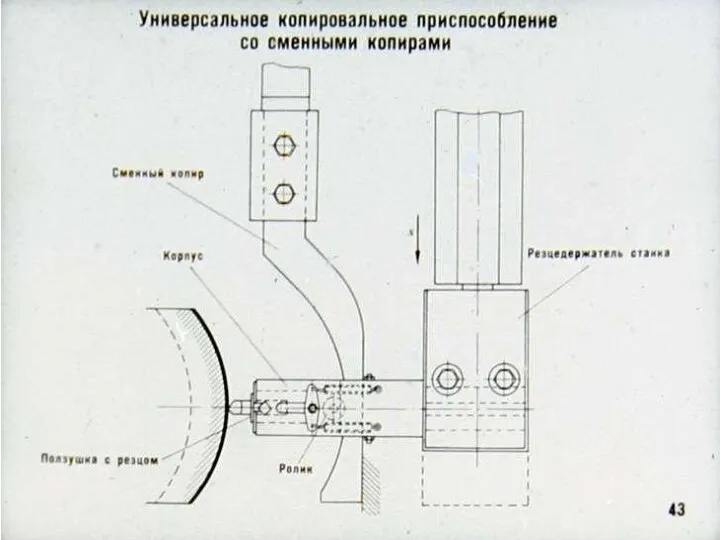
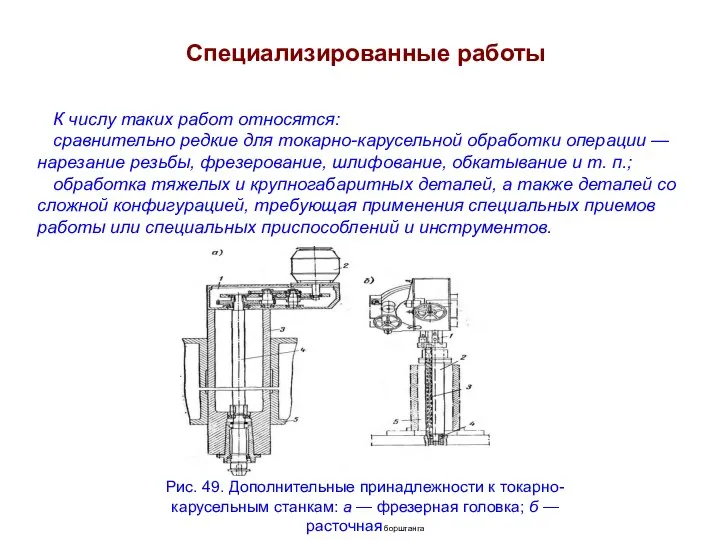
- 136. Специализированные работы К числу таких работ относятся: сравнительно редкие для токарно-карусельной обработки операции — нарезание резьбы,
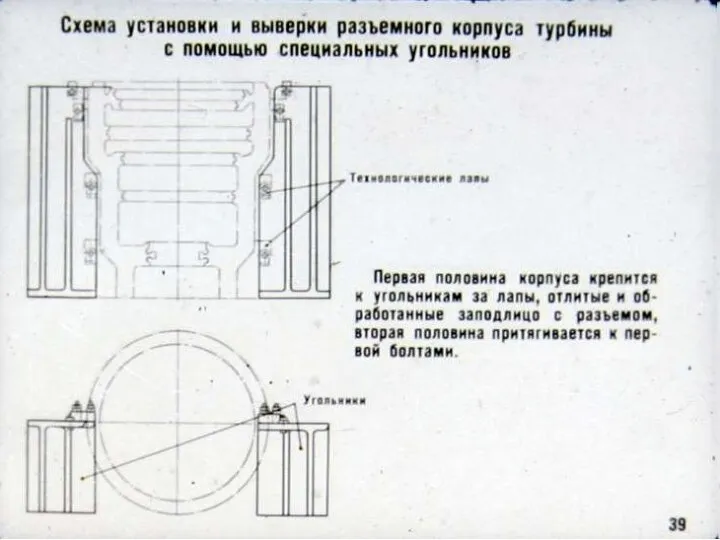
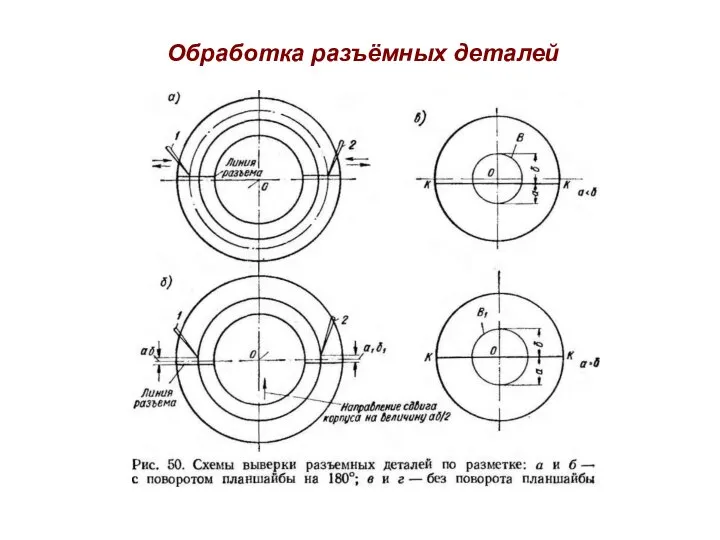
- 137. Обработка разъёмных деталей
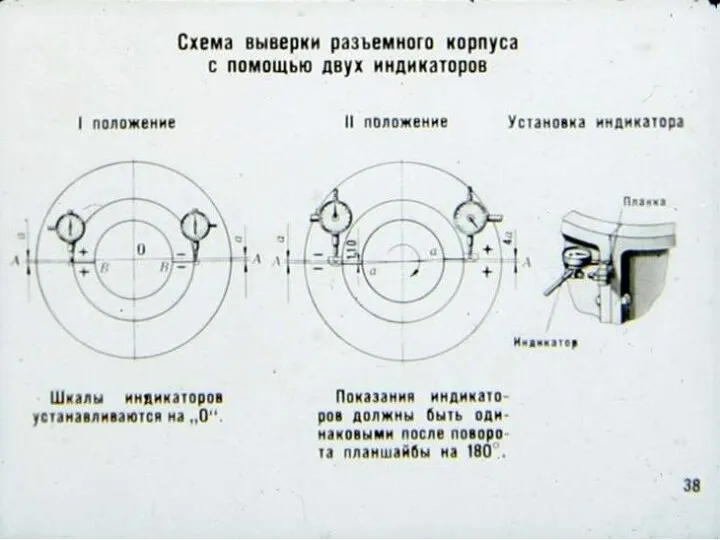
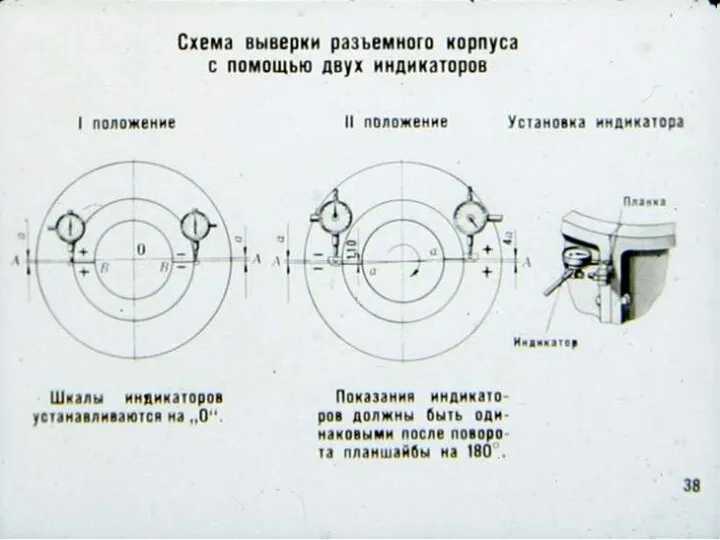
- 138. Прямые и косвенные измерения кропногабаритных деталей
- 139. Штангенинструменты Точные штангенинструменты широко распространены в инструментальном деле. Их применяют для измерения наружных и внутренних диаметров,
- 140. Микрометры Рис. 21. Микрометрические инструменты: а — отсчетное устройство, б — микрометр стандартной конструкции, в —
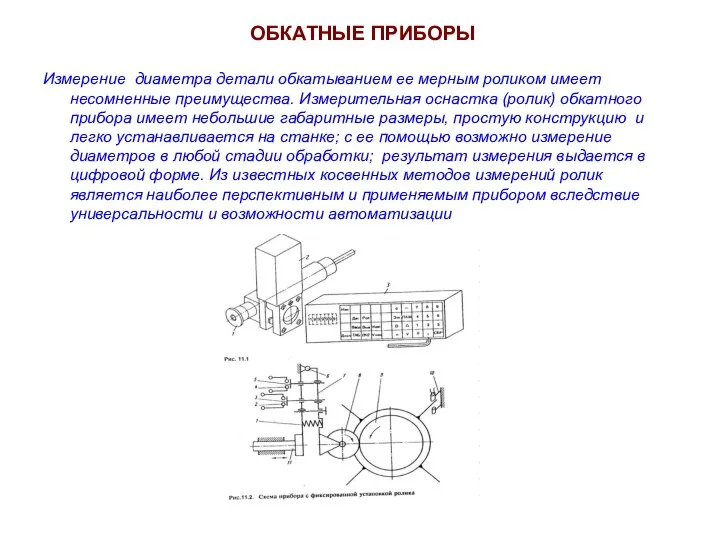
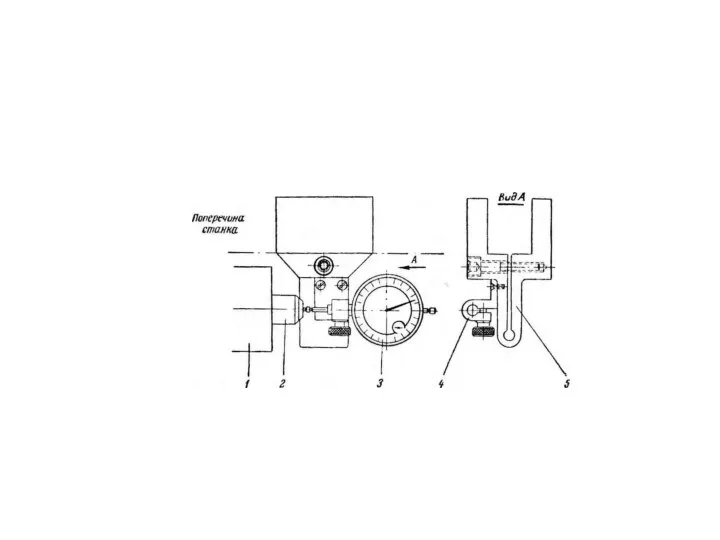
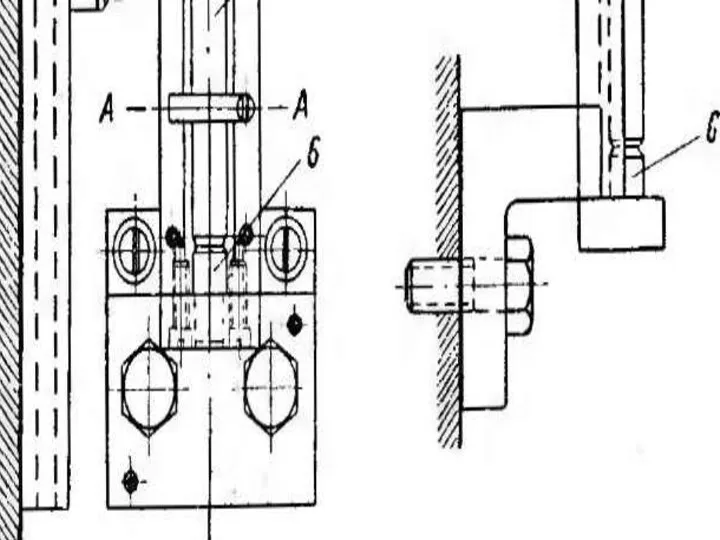
- 141. ОБКАТНЫЕ ПРИБОРЫ Измерение диаметра детали обкатыванием ее мерным роликом имеет несомненные преимущества. Измерительная оснастка (ролик) обкатного
- 142. Работы на токарно – карусельных станках специализация и предварительная настройка стан-, ков; внедрение метода групповой обработки;
- 143. Специализация и предварительная настройка станков Одним из основных организационно-технологических мероприятий, способствующих повышению производительности труда, является специализация
- 144. Внедрение метода групповой обработки Одним из наиболее действенных средств повышения производительности труда является внедрение метода групповой
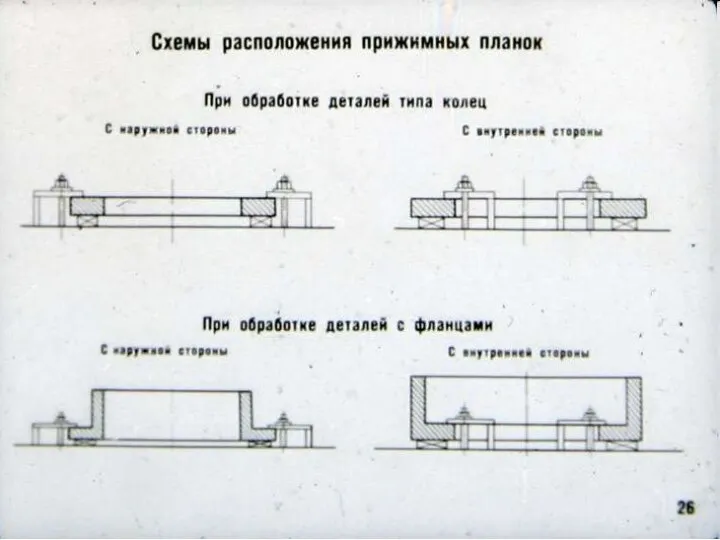
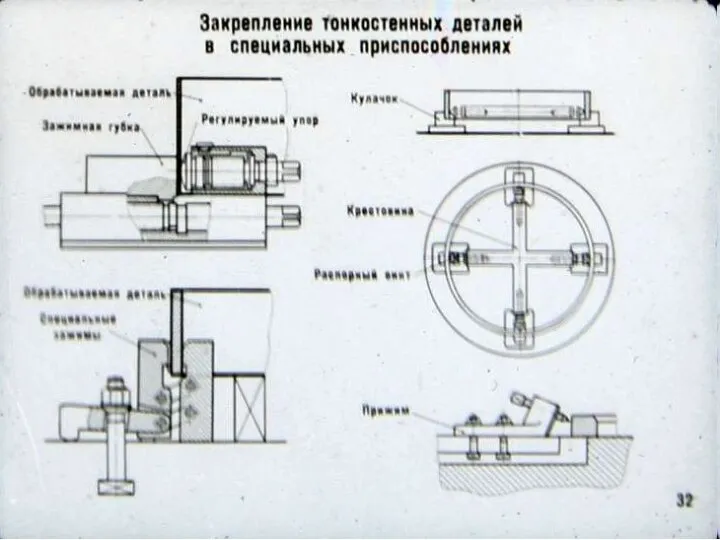
- 145. Применение рациональных способов установки, выверки и крепления обрабатываемых деталей Рациональная установка деталей должна удовлетворять следующим требованиям:
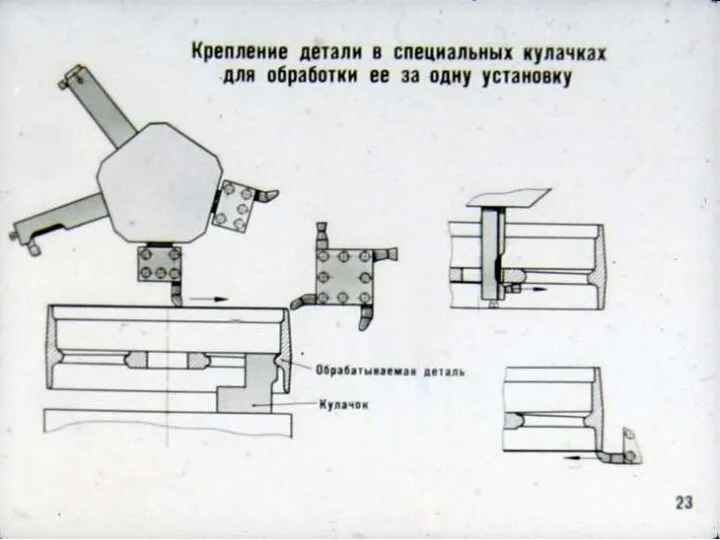
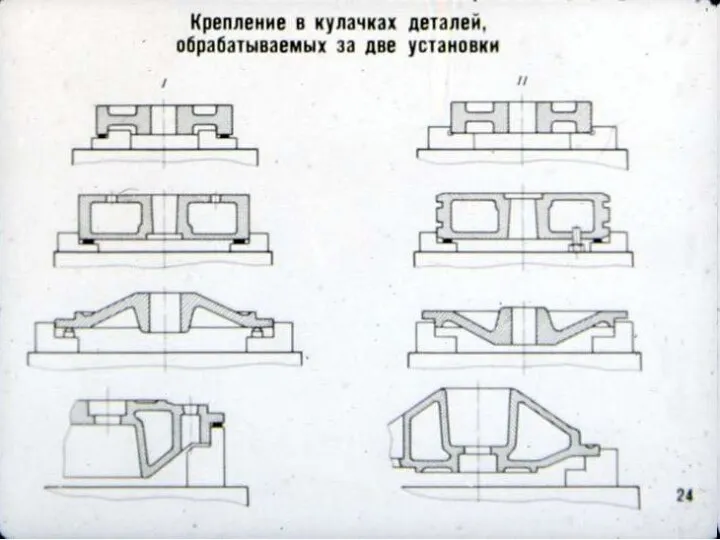
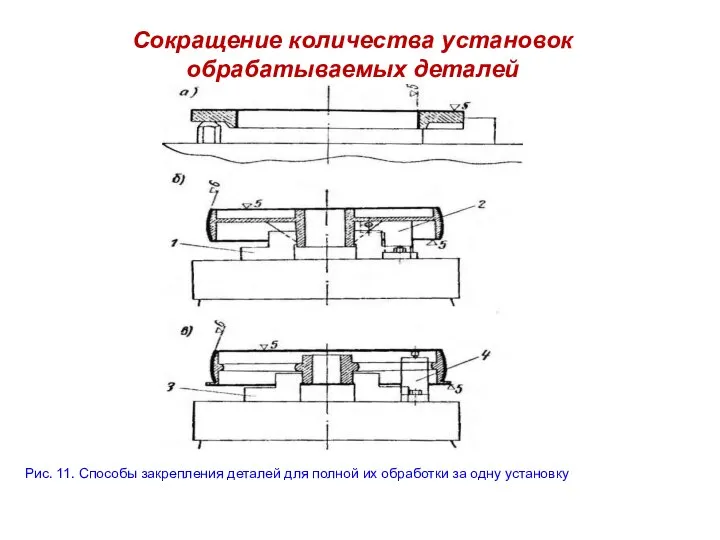
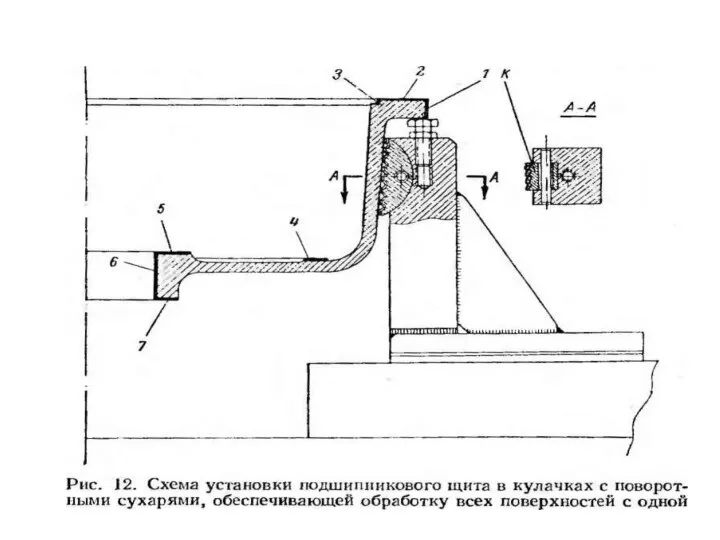
- 146. Сокращение количества установок обрабатываемых деталей Рис. 11. Способы закрепления деталей для полной их обработки за одну
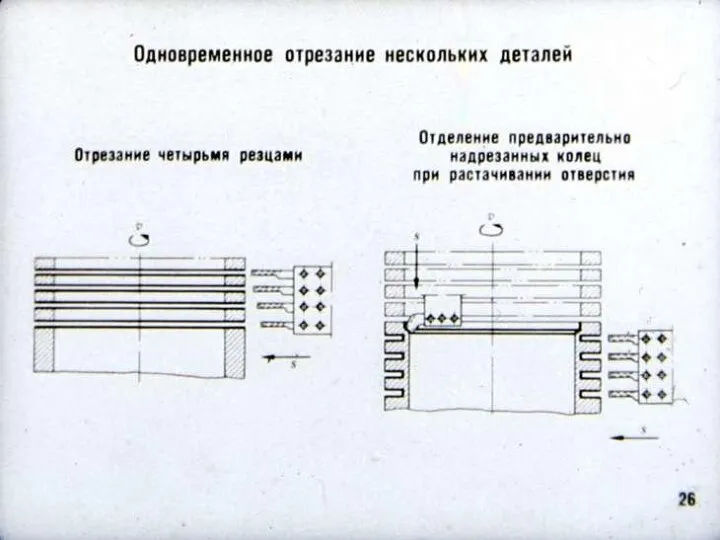
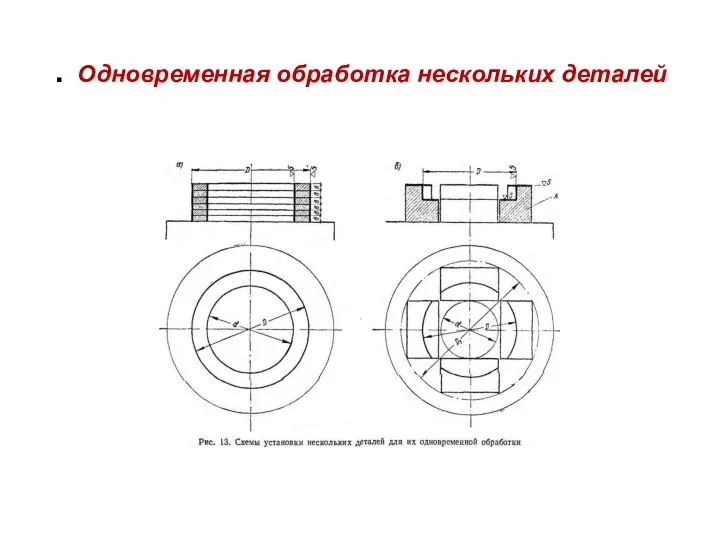
- 148. . Одновременная обработка нескольких деталей
- 149. Обработка деталей «пакетом Рис. 14. Обработка тонких колец «пакетом»
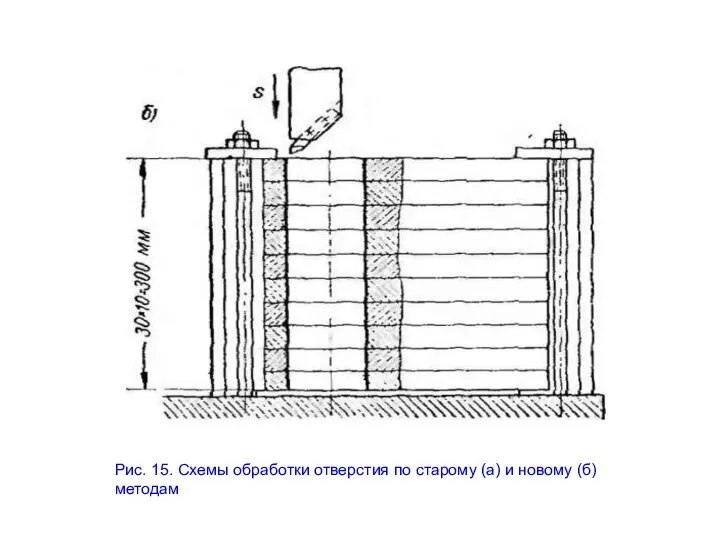
- 150. Рис. 15. Схемы обработки отверстия по старому (а) и новому (б) методам
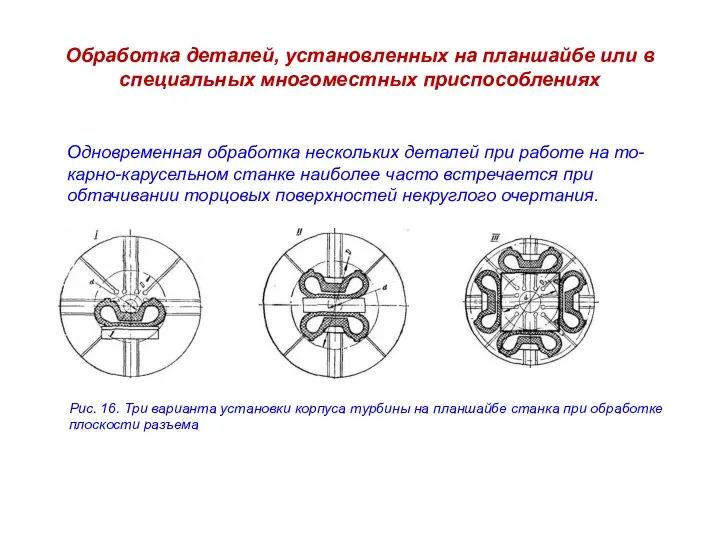
- 151. Обработка деталей, установленных на планшайбе или в специальных многоместных приспособлениях Одновременная обработка нескольких деталей при работе
- 152. Установление рациональной последовательности и правильного метода обработки отдельных поверхностей Производительность труда при работе на токарно- карусельных
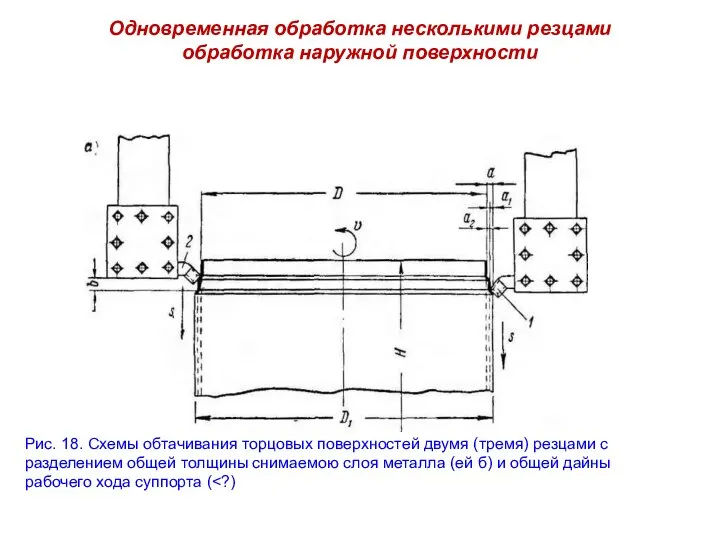
- 153. Одновременная обработка несколькими резцами обработка наружной поверхности Рис. 18. Схемы обтачивания торцовых поверхностей двумя (тремя) резцами
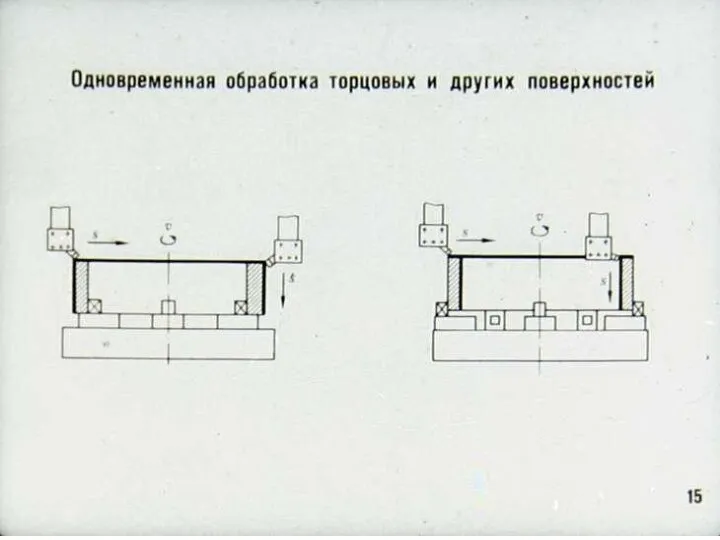
- 154. Обработка торцовых поверхностей
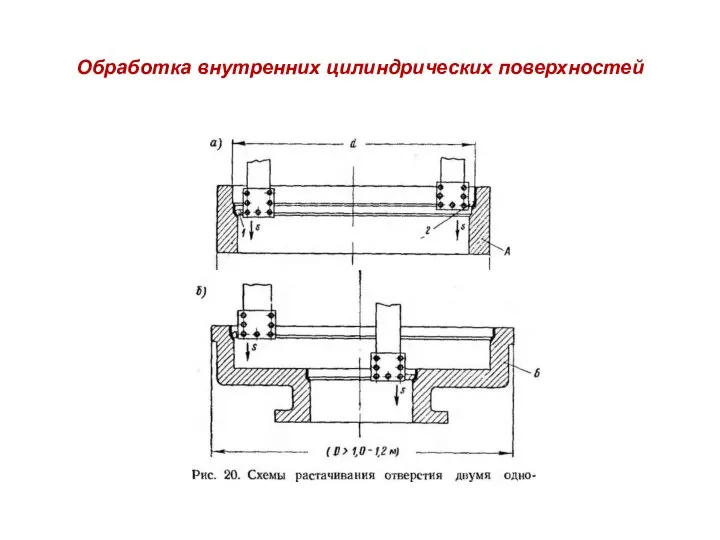
- 155. Обработка внутренних цилиндрических поверхностей
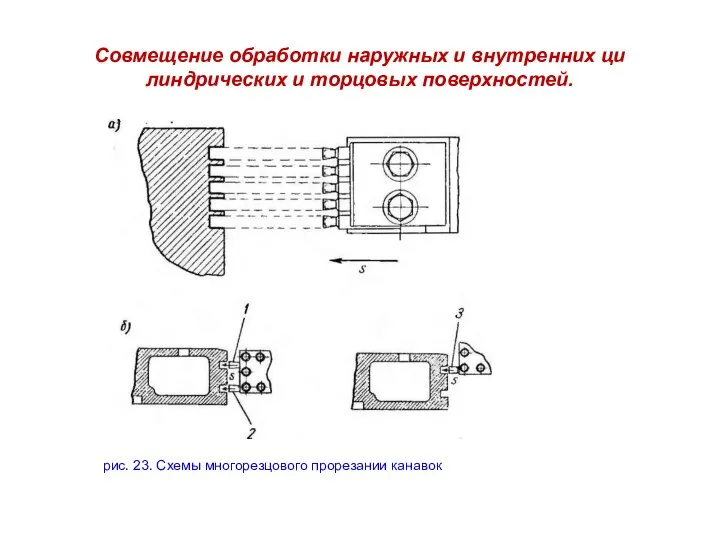
- 156. Совмещение обработки наружных и внутренних цилиндрических и торцовых поверхностей. рис. 23. Схемы многорезцового прорезании канавок
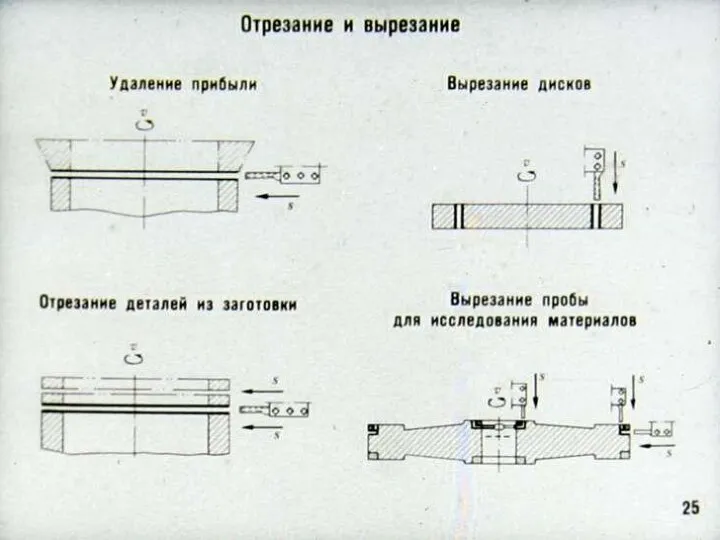
- 157. Отрезание поршневых колец Рис. 24. Схемы отрезания поршневых колец от цилиндрической заготовки
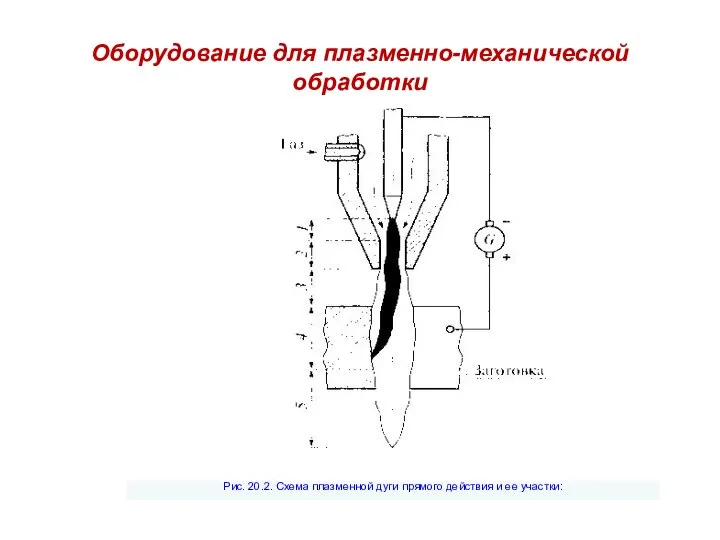
- 160. Плазменно-механическая обработка Плазма –это четвёртое состояние вещества, представляющее собой ионизированный газ, который содержит электроны, положительно заряженные
- 161. Оборудование для плазменно-механической обработки Основными элементами оборудования для ПМО являются плазмотрон, источник питания, система дно- и
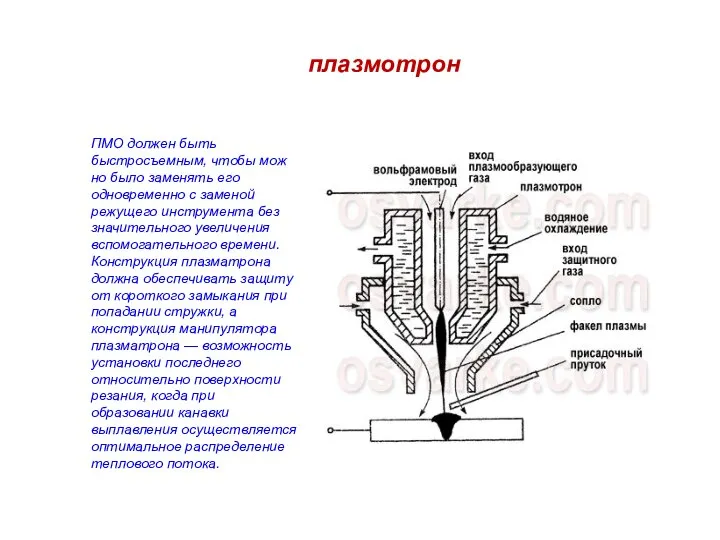
- 162. плазмотрон ПМО должен быть быстросъемным, чтобы можно было заменять его одновременно с заменой режущего инструмента без
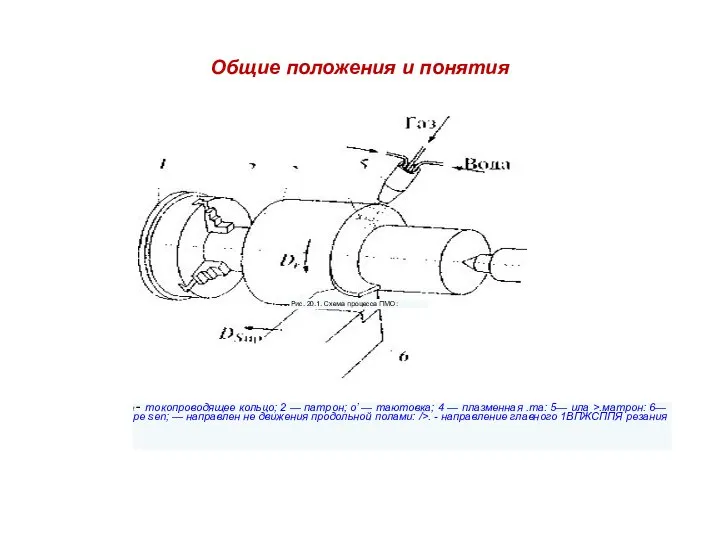
- 163. Общие положения и понятия
- 164. Оборудование для плазменно-механической обработки
- 165. Металлорежущие станки для плазменно-механической обработки и их оснащение Для ПМО заготовок используют как обычные, так и
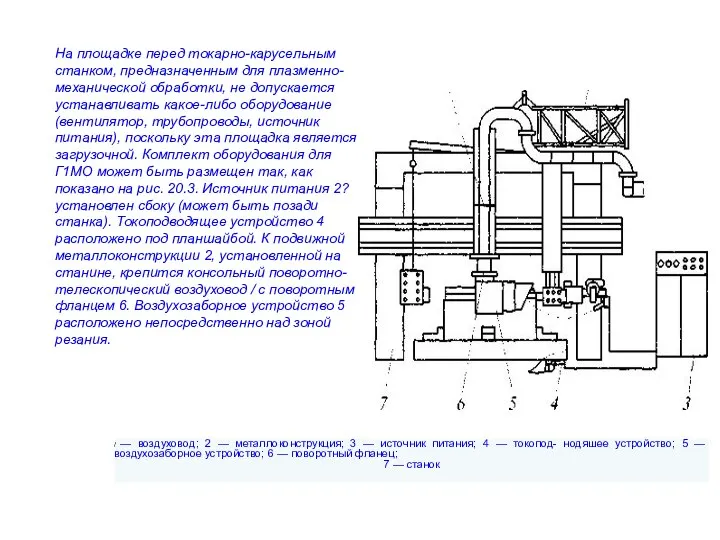
- 166. На площадке перед токарно-карусельным станком, предназначенным для плазменно-механической обработки, не допускается устанавливать какое-либо оборудование (вентилятор, трубопроводы,
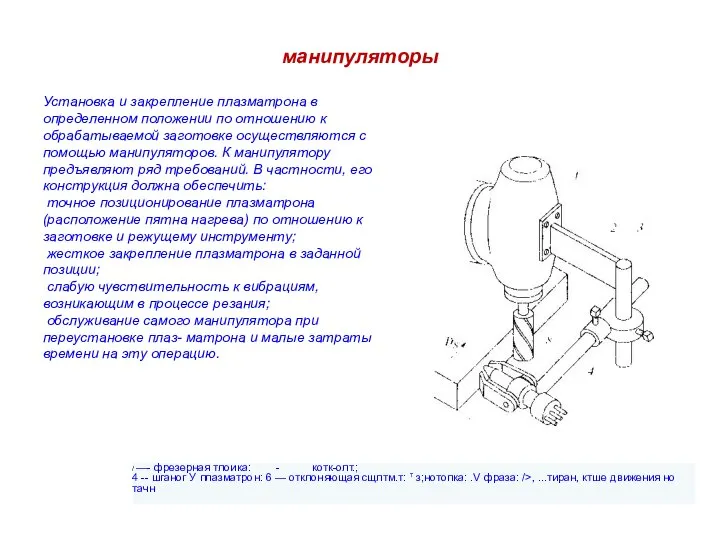
- 167. манипуляторы Установка и закрепление плазматрона в определенном положении по отношению к обрабатываемой заготовке осуществляются с помощью
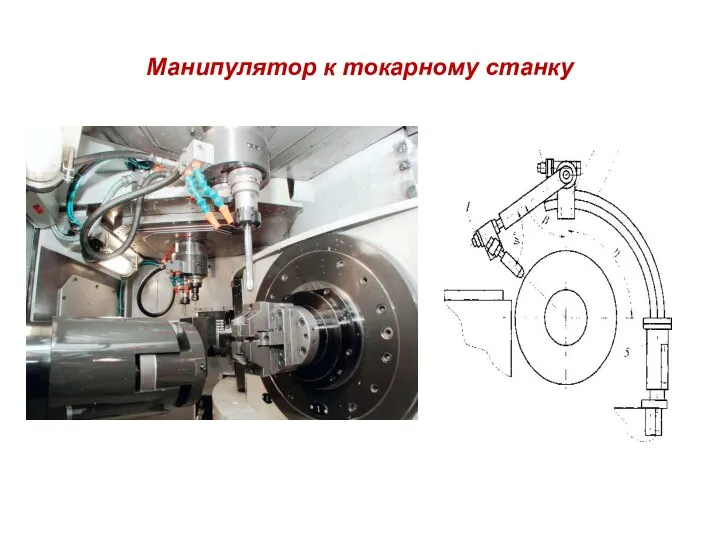
- 168. Манипулятор к токарному станку
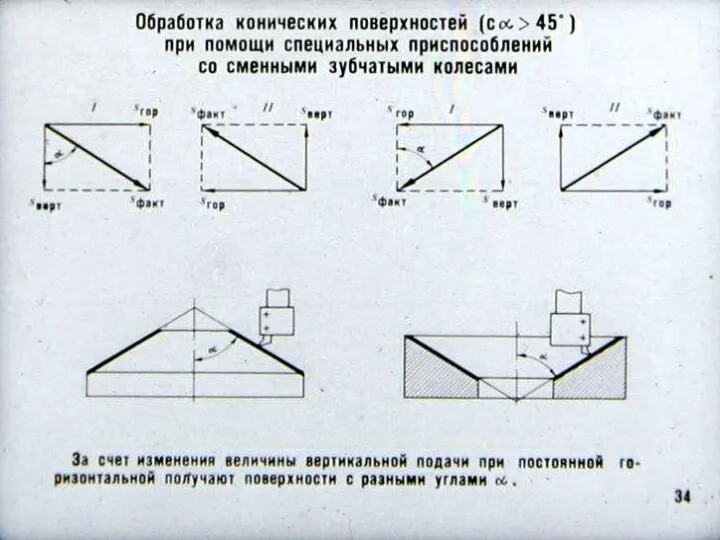
- 169. Токарная обработка торцовых и фасонных поверхностей с плазменным подогревом При точении торцов, конических и фасонных поверхностей
- 171. Скачать презентацию
Слайд 2Типы токарно – карусельных станков
В машиностроении станки токарной группы составляют 30-40% от
Типы токарно – карусельных станков
В машиностроении станки токарной группы составляют 30-40% от
Слайд 4Назначение токарно-карусельных станков.
Станки предназначены для токарной обработки деталей больших габаритов.
Назначение токарно-карусельных станков.
Станки предназначены для токарной обработки деталей больших габаритов.

Слайд 5 Спецификой токарно-карусельных станков является токарная обработка деталей большого диаметра и веса, обладающих небольшой
Спецификой токарно-карусельных станков является токарная обработка деталей большого диаметра и веса, обладающих небольшой

Слайд 6Особенности конструкции и характеристики токарно-карусельных станков.
Токарно-карусельные станки подразделяются на два типа –
Особенности конструкции и характеристики токарно-карусельных станков.
Токарно-карусельные станки подразделяются на два типа –

Слайд 8одностоечные токарно – карусельные станки
одностоечные токарно – карусельные станки

Слайд 9 Двухстоечные агрегаты используются для токарной обработки более крупных заготовок, чей диаметр
Двухстоечные агрегаты используются для токарной обработки более крупных заготовок, чей диаметр


Слайд 12двухстоечные токарно – карусельные станки
с ЧПУ
двухстоечные токарно – карусельные станки
с ЧПУ

Слайд 13Специализированные станки
Помимо универсальных карусельных станков, выпускаются специализированные карусельные станки с кольцевой
Специализированные станки
Помимо универсальных карусельных станков, выпускаются специализированные карусельные станки с кольцевой

Слайд 14Самый большой токарно- карусельный станок
Самый большой токарно- карусельный станок

Слайд 15О применении и достоинствах токарно-карусельных агрегатов
Токарно-карусельное (или просто – карусельное) станочное
О применении и достоинствах токарно-карусельных агрегатов
Токарно-карусельное (или просто – карусельное) станочное
Слайд 16К ключевым достоинствам описываемых агрегатов относят:
превосходное качество и точность обработки, после которой
К ключевым достоинствам описываемых агрегатов относят:
превосходное качество и точность обработки, после которой

Слайд 17Особенности токарно-карусельного оборудования
К основным техническим параметрам рассматриваемых агрегатов относят:
показатель мощности;
количество скоростей;
величину
Особенности токарно-карусельного оборудования
К основным техническим параметрам рассматриваемых агрегатов относят:
показатель мощности;
количество скоростей;
величину
Слайд 18Особенности токарно-карусельного оборудования
Заготовки на карусельных агрегатах обычно обрабатываются на больших
Особенности токарно-карусельного оборудования
Заготовки на карусельных агрегатах обычно обрабатываются на больших

Слайд 19Государственное бюджетное образовательное учреждение среднего профессионального образования
Свердловской области
«Ревдинский многопрофильный техникум»
Урок
Государственное бюджетное образовательное учреждение среднего профессионального образования
Свердловской области
«Ревдинский многопрофильный техникум»
Урок
Слайд 20Устройство токарно-карусельных станков
Конструкция токарно-карусельных станков предусматривает следующие основные узлы: планшайба, станина,
Устройство токарно-карусельных станков
Конструкция токарно-карусельных станков предусматривает следующие основные узлы: планшайба, станина,
Слайд 21Отличительные особенности токарно-карусельных станков
Токарно-карусельные станки отличаются от других токарных станков вертикальным
Отличительные особенности токарно-карусельных станков
Токарно-карусельные станки отличаются от других токарных станков вертикальным
Слайд 22Общий вид токарно – карусельных станков
Общий вид токарно-карусельных станков:
а – одностоечного; б
Общий вид токарно – карусельных станков
Общий вид токарно-карусельных станков: а – одностоечного; б
Слайд 231512 Станок токарно-карусельный одностоечный универсальный
Разработчиком и изготовителем токарно-карусельного станка 1512 является Станкостроительный завод
1512 Станок токарно-карусельный одностоечный универсальный
Разработчиком и изготовителем токарно-карусельного станка 1512 является Станкостроительный завод

Слайд 24Операции , выполняемые на токарно-карусельных станках
На станках можно производить следующие операции:
обтачивание цилиндрических
Операции , выполняемые на токарно-карусельных станках
На станках можно производить следующие операции:
обтачивание цилиндрических
Слайд 25Общий вид одностоечного токарно-карусельного станкамодели 1531
Основными частями этого станка являются:
планшайба (стол) 1,
Общий вид одностоечного токарно-карусельного станкамодели 1531
Основными частями этого станка являются:
планшайба (стол) 1,
Слайд 26Токарно-карусельный станок мод. 1512
Станок универсальный, предназначен для токарной обработки крупных деталей
Токарно-карусельный станок мод. 1512
Станок универсальный, предназначен для токарной обработки крупных деталей

Слайд 27Одностоечный токарно – карусельный станок
Одностоечный токарно – карусельный станок

Слайд 28Общий вид двухстоечного токарно-карусельного станка модели IM553
Принципиальным отличием этого станка от одностоечного
Общий вид двухстоечного токарно-карусельного станка модели IM553
Принципиальным отличием этого станка от одностоечного

Слайд 29Стол станка
Стол состоит из корпуса, имеющего круговые направляющие, планшайбы со шпинделем и
Стол станка
Стол состоит из корпуса, имеющего круговые направляющие, планшайбы со шпинделем и

Слайд 33Шпиндель токарно-карусельного станка
Шпиндель жестко скреплен с планшайбой и установлен на двухрядных роликовых
Шпиндель токарно-карусельного станка
Шпиндель жестко скреплен с планшайбой и установлен на двухрядных роликовых
Слайд 34Коробка скоростей
служит для обеспечения вращения планшайбы, а также пуска, останова и изменения
Коробка скоростей
служит для обеспечения вращения планшайбы, а также пуска, останова и изменения

Слайд 35Коробка подач
Конструкция коробок подач бокового и вертикального суппортов одинакова.
Коробка подач вертикального суппорта
Коробка подач
Конструкция коробок подач бокового и вертикального суппортов одинакова.
Коробка подач вертикального суппорта
Слайд 38Одностоечный токарно – карусельный станок
Одностоечный токарно – карусельный станок

Слайд 39Револьверная головка
головка с пятью пазами и отверстиями для крепления инструмента посажена на
Револьверная головка
головка с пятью пазами и отверстиями для крепления инструмента посажена на
Слайд 40Государственное бюджетное образовательное учреждение среднего профессионального образования
Свердловской области
«Ревдинский многопрофильный техникум»
Урок
Государственное бюджетное образовательное учреждение среднего профессионального образования
Свердловской области
«Ревдинский многопрофильный техникум»
Урок
Слайд 41Работа на карусельных станках
Карусельные станки служат для обработки заготовок большого диаметра и малой длины, например,
Работа на карусельных станках
Карусельные станки служат для обработки заготовок большого диаметра и малой длины, например,
Слайд 42Установка детали с комбинированным креплением при помощи угольников, подкладок, планок.
С увеличением
Установка детали с комбинированным креплением при помощи угольников, подкладок, планок.
С увеличением

Слайд 43Установка заготовок
Заготовка устанавливается на горизонтальную плоскость планшайбы и закрепляется на ней кулачками.
Установка заготовок
Заготовка устанавливается на горизонтальную плоскость планшайбы и закрепляется на ней кулачками.








Слайд 74Установка, и крепление режущих инструментов и
Режущие инструменты устанавливаются и закрепляются в двух верхних
Установка, и крепление режущих инструментов и
Режущие инструменты устанавливаются и закрепляются в двух верхних

Слайд 75Применение инструментов
В качестве основного режущего инструмента при работе на станках применяют проходные,
Применение инструментов
В качестве основного режущего инструмента при работе на станках применяют проходные,
Слайд 76Вспомогательный инструмент
Для установки и закрепления режущего инструмента на токарно-карусельных станках применяют
Вспомогательный инструмент
Для установки и закрепления режущего инструмента на токарно-карусельных станках применяют

Слайд 77Схема расположения и установки инструмента
Схема расположения и установки инструмента

Слайд 79 Наладка станка на заданную частоту вращения шпинделя и режим обработки; использование
Наладка станка на заданную частоту вращения шпинделя и режим обработки; использование
Слайд 80Смазка станка
В токариых станках используются следующие способы смазки: ручной, картерный, фитильный и
Смазка станка
В токариых станках используются следующие способы смазки: ручной, картерный, фитильный и
Слайд 82Основные операции выполняемые на токарно – карусельных станках
Наиболее распространенными видами работ,
Основные операции выполняемые на токарно – карусельных станках
Наиболее распространенными видами работ,

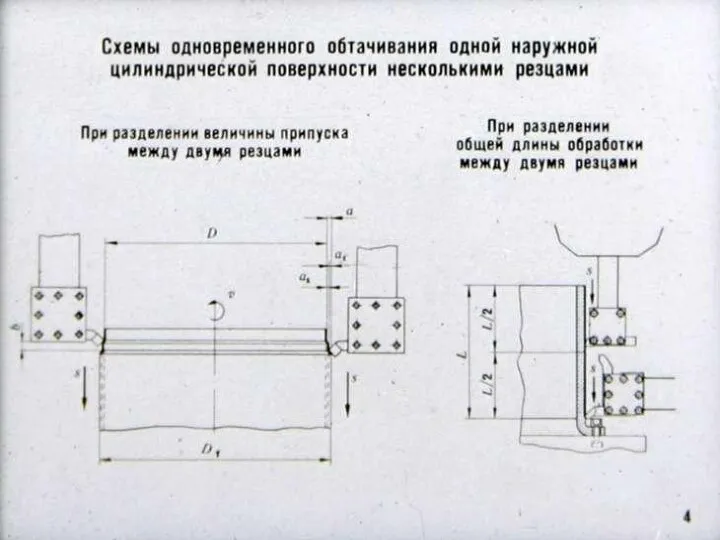
Слайд 84Обтачивание наружных цилиндрических поверхностей
Обтачивание наружных цилиндрических поверхностей

Слайд 86Обтачивание торцовых поверхностей
Обтачивание торцовых поверхностей

Слайд 89Схемы обтачивания торцовых поверхностей
Схемы обтачивания торцовых поверхностей
Слайд 93. Обработка цилиндрических отверстий
Обработка цилиндрических отверстий является одной из наиболее распространенных
. Обработка цилиндрических отверстий
Обработка цилиндрических отверстий является одной из наиболее распространенных
Слайд 94Способы обработки цилиндрических отверстий на токарно-карусельных станках являются:
сверление и рассверливание;
зенкерование;
развертывание;
растачивание.
Первые три способа
Способы обработки цилиндрических отверстий на токарно-карусельных станках являются:
сверление и рассверливание;
зенкерование;
развертывание;
растачивание.
Первые три способа


Слайд 97Растачивание отверстий
Черновое растачивание имеет своей целью снятие основной части припуска на
Растачивание отверстий
Черновое растачивание имеет своей целью снятие основной части припуска на
Слайд 98Способы растачивания отверстий на токарно-карусельных станках:
растачивание без промера и без пробных стружек
Способы растачивания отверстий на токарно-карусельных станках:
растачивание без промера и без пробных стружек
Слайд 103Растачивании со взятием пробных стружек и с промежуточными промерами
При пользовании этим методом
Растачивании со взятием пробных стружек и с промежуточными промерами
При пользовании этим методом
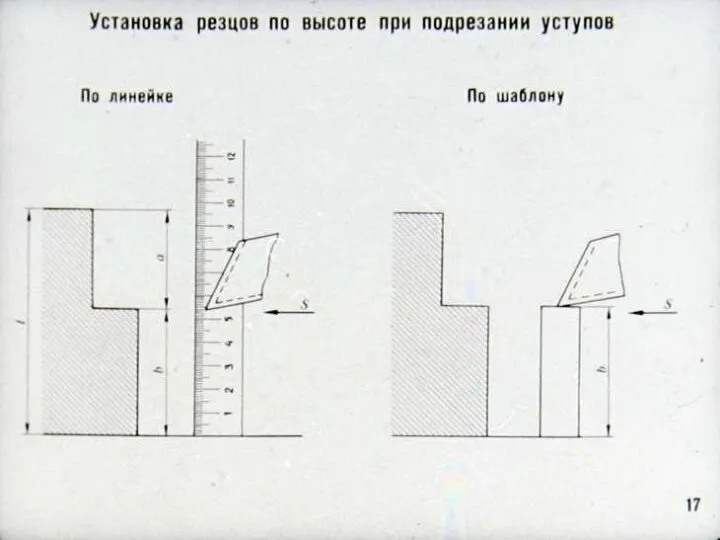
Слайд 115Подрезание уступов, прорезание канавок и отрезание
Подрезание уступов. По расположению уступы подразделяются на
Подрезание уступов, прорезание канавок и отрезание
Подрезание уступов. По расположению уступы подразделяются на
Слайд 116Прорезание канавок.
Форма, число, расположение и размеры канавок, вытачиваемых на токарно-карусельных станках,
Прорезание канавок.
Форма, число, расположение и размеры канавок, вытачиваемых на токарно-карусельных станках,
Слайд 117Прорезаниг фасонных канавок
Прорезаниг фасонных канавок
Слайд 118Схемы прорезания канавок несколькими, последовательно работающими, резцами: а — фасонной канавки тремя
Схемы прорезания канавок несколькими, последовательно работающими, резцами: а — фасонной канавки тремя
Слайд 119. Схемы вытачивания канавок типа ласточкин хвост (о) и Т-образных (б)
. Схемы вытачивания канавок типа ласточкин хвост (о) и Т-образных (б)
Слайд 127
Способы обработки фасонных поверхностей
Способы обработки фасонных поверхностей
Слайд 136Специализированные работы
К числу таких работ относятся:
сравнительно редкие для токарно-карусельной обработки операции —
Специализированные работы
К числу таких работ относятся:
сравнительно редкие для токарно-карусельной обработки операции —
Слайд 137Обработка разъёмных деталей
Обработка разъёмных деталей
Слайд 138Прямые и косвенные измерения кропногабаритных деталей
Прямые и косвенные измерения кропногабаритных деталей
Слайд 139Штангенинструменты
Точные штангенинструменты широко распространены в инструментальном деле. Их применяют для измерения наружных
Штангенинструменты
Точные штангенинструменты широко распространены в инструментальном деле. Их применяют для измерения наружных

Слайд 140Микрометры
Рис. 21. Микрометрические инструменты: а — отсчетное устройство, б — микрометр стандартной конструкции,
Микрометры
Рис. 21. Микрометрические инструменты: а — отсчетное устройство, б — микрометр стандартной конструкции,

Слайд 141ОБКАТНЫЕ ПРИБОРЫ
Измерение диаметра детали обкатыванием ее мерным роликом имеет несомненные преимущества. Измерительная
ОБКАТНЫЕ ПРИБОРЫ
Измерение диаметра детали обкатыванием ее мерным роликом имеет несомненные преимущества. Измерительная
Слайд 142Работы на токарно – карусельных станках
специализация и предварительная настройка стан-, ков;
внедрение
Работы на токарно – карусельных станках
специализация и предварительная настройка стан-, ков;
внедрение
Слайд 143Специализация и предварительная настройка станков
Одним из основных организационно-технологических мероприятий, способствующих повышению производительности
Специализация и предварительная настройка станков
Одним из основных организационно-технологических мероприятий, способствующих повышению производительности
Слайд 144Внедрение метода групповой обработки
Одним из наиболее действенных средств повышения производительности труда является
Внедрение метода групповой обработки
Одним из наиболее действенных средств повышения производительности труда является
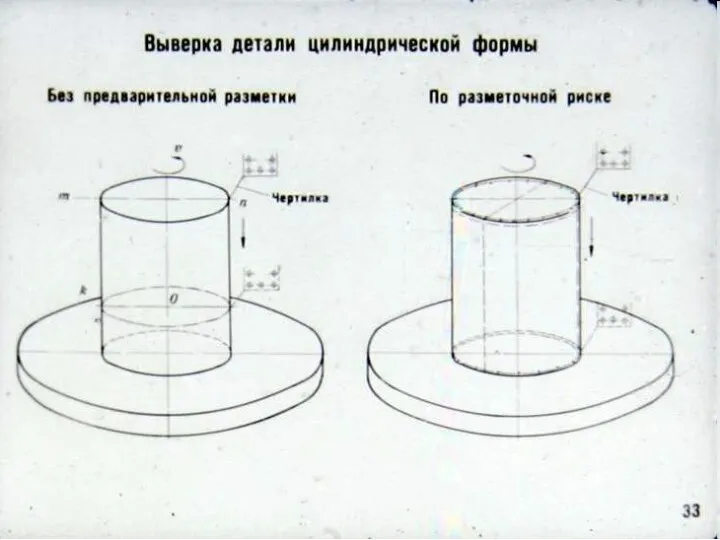
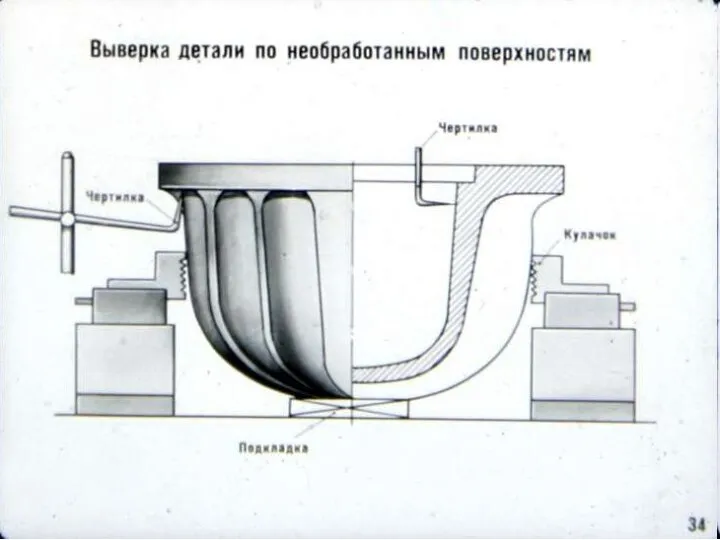
Слайд 145Применение рациональных способов установки,
выверки и крепления обрабатываемых деталей
Рациональная установка деталей должна удовлетворять
Применение рациональных способов установки,
выверки и крепления обрабатываемых деталей
Рациональная установка деталей должна удовлетворять
Слайд 146Сокращение количества установок обрабатываемых деталей
Рис. 11. Способы закрепления деталей для полной их
Сокращение количества установок обрабатываемых деталей
Рис. 11. Способы закрепления деталей для полной их
Слайд 148. Одновременная обработка нескольких деталей
. Одновременная обработка нескольких деталей
Слайд 149Обработка деталей «пакетом
Рис. 14. Обработка тонких колец «пакетом»
Обработка деталей «пакетом
Рис. 14. Обработка тонких колец «пакетом»

Слайд 150Рис. 15. Схемы обработки отверстия по старому (а) и новому (б) методам
Рис. 15. Схемы обработки отверстия по старому (а) и новому (б) методам
Слайд 151Обработка деталей, установленных на планшайбе или в специальных многоместных приспособлениях
Одновременная обработка нескольких
Обработка деталей, установленных на планшайбе или в специальных многоместных приспособлениях
Одновременная обработка нескольких
Слайд 152Установление рациональной последовательности и правильного метода обработки отдельных поверхностей
Производительность труда при работе
Установление рациональной последовательности и правильного метода обработки отдельных поверхностей
Производительность труда при работе
Слайд 153Одновременная обработка несколькими резцами
обработка наружной поверхности
Рис. 18. Схемы обтачивания торцовых поверхностей двумя
Одновременная обработка несколькими резцами
обработка наружной поверхности
Рис. 18. Схемы обтачивания торцовых поверхностей двумя
Слайд 154Обработка торцовых поверхностей
Обработка торцовых поверхностей
Слайд 155Обработка внутренних цилиндрических поверхностей
Обработка внутренних цилиндрических поверхностей
Слайд 156Совмещение обработки наружных и внутренних цилиндрических и торцовых поверхностей.
рис. 23. Схемы
Совмещение обработки наружных и внутренних цилиндрических и торцовых поверхностей.
рис. 23. Схемы
Слайд 157Отрезание поршневых колец
Рис. 24. Схемы отрезания поршневых колец от цилиндрической заготовки
Отрезание поршневых колец
Рис. 24. Схемы отрезания поршневых колец от цилиндрической заготовки

Слайд 160Плазменно-механическая обработка
Плазма –это четвёртое состояние вещества, представляющее собой ионизированный газ, который
Плазменно-механическая обработка
Плазма –это четвёртое состояние вещества, представляющее собой ионизированный газ, который
Слайд 161Оборудование для плазменно-механической обработки
Основными элементами оборудования для ПМО являются плазмотрон, источник питания,
Оборудование для плазменно-механической обработки
Основными элементами оборудования для ПМО являются плазмотрон, источник питания,
Слайд 162плазмотрон
ПМО должен быть быстросъемным, чтобы можно было заменять его одновременно с заменой
плазмотрон
ПМО должен быть быстросъемным, чтобы можно было заменять его одновременно с заменой
Слайд 163Общие положения и понятия
Общие положения и понятия
Слайд 164Оборудование для плазменно-механической обработки
Оборудование для плазменно-механической обработки
Слайд 165Металлорежущие станки для плазменно-механической обработки и их оснащение
Для ПМО заготовок используют как
Металлорежущие станки для плазменно-механической обработки и их оснащение
Для ПМО заготовок используют как
Слайд 166На площадке перед токарно-карусельным станком, предназначенным для плазменно-механической обработки, не допускается устанавливать
На площадке перед токарно-карусельным станком, предназначенным для плазменно-механической обработки, не допускается устанавливать
Слайд 167манипуляторы
Установка и закрепление плазматрона в определенном положении по отношению к обрабатываемой заготовке
манипуляторы
Установка и закрепление плазматрона в определенном положении по отношению к обрабатываемой заготовке
Слайд 168Манипулятор к токарному станку
Манипулятор к токарному станку
Слайд 169Токарная обработка торцовых и фасонных поверхностей с плазменным подогревом
При точении торцов, конических
Токарная обработка торцовых и фасонных поверхностей с плазменным подогревом
При точении торцов, конических

 Урок как основная форма организации учебного процесса. Лекция 3
Урок как основная форма организации учебного процесса. Лекция 3 The best items of my hometown
The best items of my hometown  Святая Татьяна - покровительница студентов
Святая Татьяна - покровительница студентов Проект Автоматизированная система открытия окон
Проект Автоматизированная система открытия окон Презентация на тему Классификация экосистем
Презентация на тему Классификация экосистем Мониторинг учебной успешности в начальной школе
Мониторинг учебной успешности в начальной школе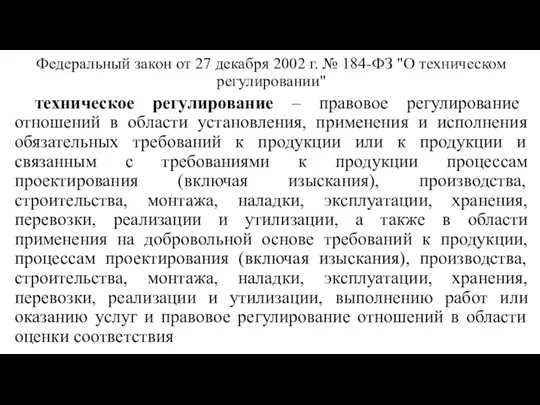 Федеральный закон от 27 декабря 2002 г. № 184-ФЗ О техническом регулировании
Федеральный закон от 27 декабря 2002 г. № 184-ФЗ О техническом регулировании Особливості ментальності базових ТІМ Представники ІI-ї квадри
Особливості ментальності базових ТІМ Представники ІI-ї квадри Класс Однодольные. Общая характеристика
Класс Однодольные. Общая характеристика Либералы, консерваторы, социалисты: какими должно быть общество и государство
Либералы, консерваторы, социалисты: какими должно быть общество и государство Учебный процесс
Учебный процесс Презентация на тему Православные праздники
Презентация на тему Православные праздники Понятие и характеристика стилей руководства
Понятие и характеристика стилей руководства Анализ деятельности Владимирской таможни за 2015 год
Анализ деятельности Владимирской таможни за 2015 год Тема учебного проекта:От производной к интегралу
Тема учебного проекта:От производной к интегралу Analysis of debugging process
Analysis of debugging process Десятичные и обыкновенные дроби
Десятичные и обыкновенные дроби Тайны астрологии: гороскоп
Тайны астрологии: гороскоп Волейбол.Техника нападающего удара
Волейбол.Техника нападающего удара Полезные ископаемые Красноярского края
Полезные ископаемые Красноярского края Политика и власть. 9 класс
Политика и власть. 9 класс Что значит быть патриотом 6 класс
Что значит быть патриотом 6 класс Мир эмоций
Мир эмоций Презентация на тему "Наш любимый детский сад" - скачать презентации по Педагогике
Презентация на тему "Наш любимый детский сад" - скачать презентации по Педагогике Життя і діляльність Л. Грабовського
Життя і діляльність Л. Грабовського Обработка горловины и пройм обтачкой, бейкой и окантовочным швом
Обработка горловины и пройм обтачкой, бейкой и окантовочным швом Искусство как универсальный способ общения. Урок №15
Искусство как универсальный способ общения. Урок №15 Пути и средства формирования мотивации на уроках русского языка
Пути и средства формирования мотивации на уроках русского языка