- Механическое полирование

Содержание
- 2. Механическое полирование — механическое воздействие абразива на поверхность обрабатываемого изделия. .
- 3. Требования к полируемым изделиям. Детали и изделия, подлежащие полированию, не должны иметь царапин и глубоких рисок,
- 4. Полирование абразивной лентой. Схема процесса полирования абразивной лентой. 1— лента-основа; 2 — пряжа нити; 3 —
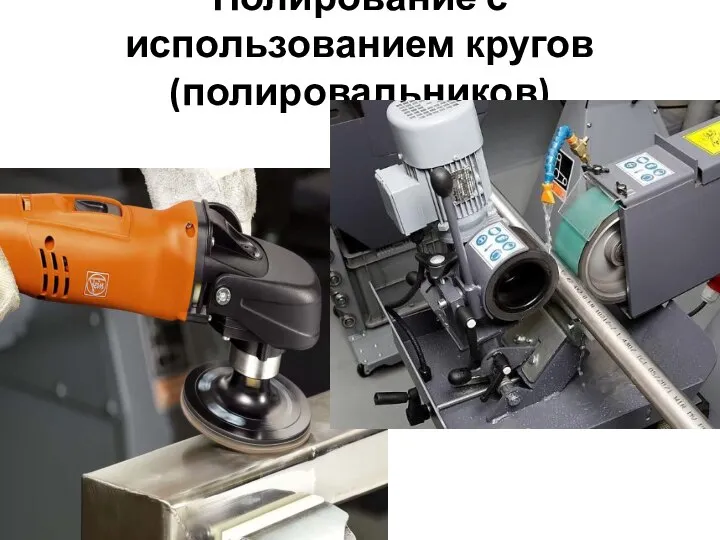
- 5. Полирование с использованием кругов (полировальников)
- 6. Полирование с использованием кругов (полировальников) Механическое полирование изделий кругом, покрытым смесями или суспензиями, выполняют следующим образом:
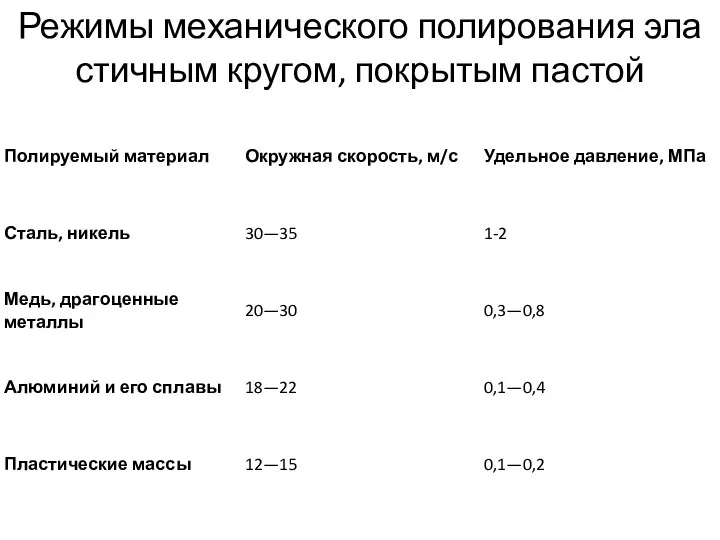
- 7. Режимы механического полирования эластичным кругом, покрытым пастой
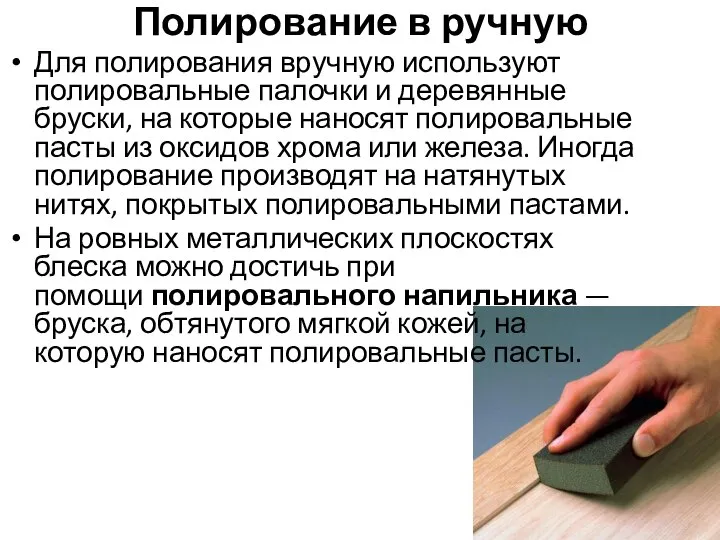
- 8. Полирование в ручную Для полирования вручную используют полировальные палочки и деревянные бруски, на которые наносят полировальные
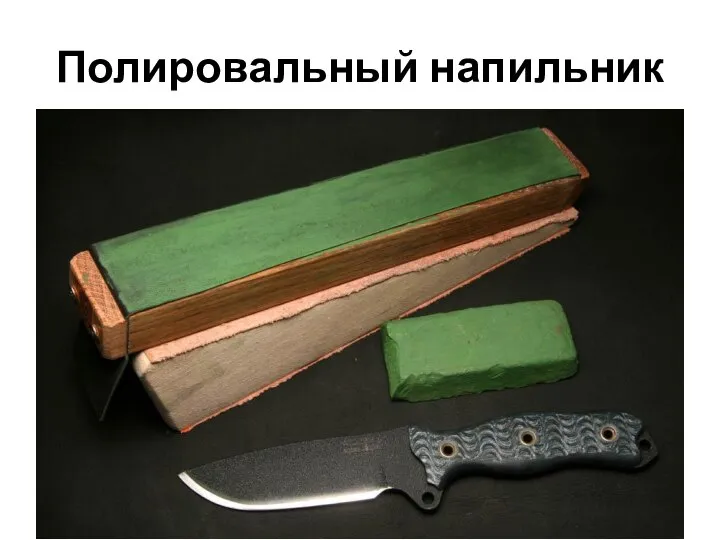
- 9. Полировальный напильник
- 10. Абразивные материалы (пасты) для полирования металлов. Крокус представляет собой молотый природный оксид железа и является одним
- 12. К искусственным абразивным материалам относятся многие оксиды металлов: Оксид железа (крокус) Оксид хрома Диоксид олова алмазные
- 14. Скачать презентацию
Слайд 2Механическое полирование — механическое воздействие абразива на поверхность обрабатываемого изделия.
.
Механическое полирование — механическое воздействие абразива на поверхность обрабатываемого изделия.
.

Слайд 3Требования к полируемым изделиям.
Детали и изделия, подлежащие полированию, не должны иметь царапин
Требования к полируемым изделиям.
Детали и изделия, подлежащие полированию, не должны иметь царапин
Слайд 4Полирование абразивной лентой.
Схема процесса полирования абразивной лентой.
1— лента-основа; 2 — пряжа нити;
Полирование абразивной лентой.
Схема процесса полирования абразивной лентой.
1— лента-основа; 2 — пряжа нити;

Слайд 5Полирование с использованием кругов (полировальников)
Полирование с использованием кругов (полировальников)
Слайд 6Полирование с использованием кругов (полировальников)
Механическое полирование изделий кругом, покрытым смесями или суспензиями,
Полирование с использованием кругов (полировальников)
Механическое полирование изделий кругом, покрытым смесями или суспензиями,
Слайд 7Режимы механического полирования эластичным кругом, покрытым пастой
Режимы механического полирования эластичным кругом, покрытым пастой
Слайд 8Полирование в ручную
Для полирования вручную используют полировальные палочки и деревянные бруски, на
Полирование в ручную
Для полирования вручную используют полировальные палочки и деревянные бруски, на
Слайд 9Полировальный напильник
Полировальный напильник
Слайд 10Абразивные материалы (пасты) для полирования металлов.
Крокус представляет собой молотый природный оксид железа
Абразивные материалы (пасты) для полирования металлов.
Крокус представляет собой молотый природный оксид железа

Слайд 12К искусственным абразивным материалам относятся многие оксиды металлов:
Оксид железа (крокус)
Оксид хрома
Диоксид олова
алмазные пасты
К искусственным абразивным материалам относятся многие оксиды металлов:
Оксид железа (крокус)
Оксид хрома
Диоксид олова
алмазные пасты
 Азбука киноискусства
Азбука киноискусства Болевой абдоминальный синдром
Болевой абдоминальный синдром Рекреационные объекты
Рекреационные объекты Решение уравнений и задач
Решение уравнений и задач Интеллектуальная вечеринка. Персонажи мультфильмов
Интеллектуальная вечеринка. Персонажи мультфильмов МБОУ Средняя общеобразовательная школа № 4 Деревня Селково
МБОУ Средняя общеобразовательная школа № 4 Деревня Селково С другой точки зрения
С другой точки зрения Студия танца Глория Лицея БГУ
Студия танца Глория Лицея БГУ RuSSIR 2008Russian Summer School in Information Retrieval
RuSSIR 2008Russian Summer School in Information Retrieval Система права
Система права Классному руководителю Елене Александровне! Дорогой мой учитель! Я так хочу , чтобы вы знали, Как были вы дороги для м
Классному руководителю Елене Александровне! Дорогой мой учитель! Я так хочу , чтобы вы знали, Как были вы дороги для м Личная финансовая бухгалтерия
Личная финансовая бухгалтерия Галогены и здоровье человека
Галогены и здоровье человека Умножение и деление на однозначное число
Умножение и деление на однозначное число Неопределённые местоимения
Неопределённые местоимения Замкнутые системы электропривода, классификация обратных связей
Замкнутые системы электропривода, классификация обратных связей Roku summer coctails. Channel strategy: on trade off trade
Roku summer coctails. Channel strategy: on trade off trade Планирование и проведение массовых PR-акций и выступлений
Планирование и проведение массовых PR-акций и выступлений Финансовая грамотность для учителя
Финансовая грамотность для учителя Новогодняя маска
Новогодняя маска Праздник детской книги
Праздник детской книги Аксессуары
Аксессуары Уральский государственны й юридический университет
Уральский государственны й юридический университет Задача Аполлония
Задача Аполлония Интернет магазин обоев, фотопанно и лепнины
Интернет магазин обоев, фотопанно и лепнины Animals (2 класс)
Animals (2 класс) Правописание гласных неясных даже под ударением
Правописание гласных неясных даже под ударением МИР ВИЗАНТИЙСКОЙ КУЛЬТУРЫ
МИР ВИЗАНТИЙСКОЙ КУЛЬТУРЫ