- Многоцелевые станки

Содержание
- 2. Многоцелевые станки (МЦ) Многоцелевые станки (МЦ) — станки с числовым программным управлением и автоматической сменой инструмента
- 3. -Производительность МС в 4—10 раз выше производительности универсальных станков благодаря резкому уменьшению доли вспомогательного времени в
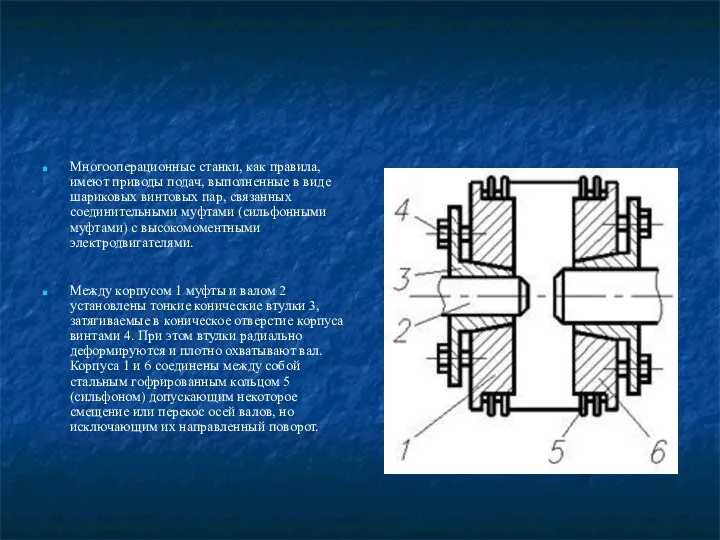
- 5. Многооперационные станки, как правила, имеют приводы подач, выполненные в виде шариковых винтовых пар, связанных соединительными муфтами
- 6. Многоцелевые станки для обработки корпусных деталей можно разделить на две группы, характеризуемые расположением оси шпинделя относительно
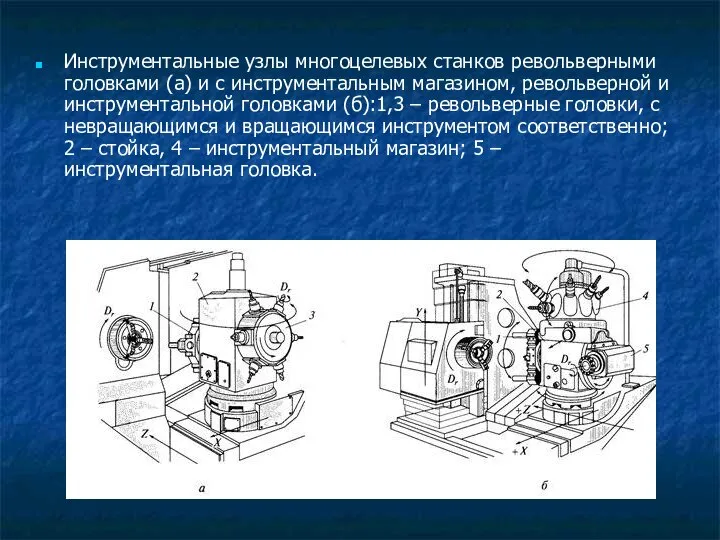
- 7. Инструментальные узлы многоцелевых станков револьверными головками (а) и с инструментальным магазином, револьверной и инструментальной головками (б):1,3
- 9. Инструмент для многоцелевых станков Требования к инструменту и оснастке для многоцелевого станка определяются необходимостью максимально эффективного
- 10. Обработка сложных деталей Некоторые из ниже перечисленных пунктов относятся к фрезерованию на обычных фрезерных станках, но
- 12. Скачать презентацию
Слайд 2Многоцелевые станки (МЦ)
Многоцелевые станки (МЦ) — станки с числовым программным управлением и
Многоцелевые станки (МЦ)
Многоцелевые станки (МЦ) — станки с числовым программным управлением и
Слайд 3-Производительность МС в 4—10 раз выше производительности универсальных станков благодаря резкому уменьшению
-Производительность МС в 4—10 раз выше производительности универсальных станков благодаря резкому уменьшению
Слайд 5Многооперационные станки, как правила, имеют приводы подач, выполненные в виде шариковых винтовых
Многооперационные станки, как правила, имеют приводы подач, выполненные в виде шариковых винтовых
Слайд 6Многоцелевые станки для обработки корпусных деталей можно разделить на две группы, характеризуемые
Многоцелевые станки для обработки корпусных деталей можно разделить на две группы, характеризуемые
Слайд 7Инструментальные узлы многоцелевых станков револьверными головками (а) и с инструментальным магазином, револьверной
Инструментальные узлы многоцелевых станков револьверными головками (а) и с инструментальным магазином, револьверной
Слайд 9Инструмент для многоцелевых станков
Требования к инструменту и оснастке для многоцелевого станка
Инструмент для многоцелевых станков
Требования к инструменту и оснастке для многоцелевого станка

Слайд 10Обработка сложных деталей
Некоторые из ниже перечисленных пунктов относятся к фрезерованию на обычных
Обработка сложных деталей
Некоторые из ниже перечисленных пунктов относятся к фрезерованию на обычных

 SA-DCT
SA-DCT Детская квадрошкола ATV Kids Academy
Детская квадрошкола ATV Kids Academy Презентация на тему Политические партии
Презентация на тему Политические партии Реляционная база данных MS Access
Реляционная база данных MS Access Прямое плетение. Плетеный объемный короб
Прямое плетение. Плетеный объемный короб Хронология S.T.A.L.K.E.R
Хронология S.T.A.L.K.E.R Курилы - незаконченная страница в истории русско-японских отношений
Курилы - незаконченная страница в истории русско-японских отношений Правительство Московской области
Правительство Московской области Дорога жизни
Дорога жизни INPRO Action Plan “Legal and Institutional Issues of Nuclear Energy Supply by TNIs”: Scope, Contents, Definitions
INPRO Action Plan “Legal and Institutional Issues of Nuclear Energy Supply by TNIs”: Scope, Contents, Definitions Мобильные приложения: разработка для платформы «1С-Битрикс»
Мобильные приложения: разработка для платформы «1С-Битрикс» Природные и рукотворные формы в натюрморте
Природные и рукотворные формы в натюрморте Текила. Подача
Текила. Подача Моделирование плечевой одежды
Моделирование плечевой одежды Александр Беляев Голова профессора Доуэля
Александр Беляев Голова профессора Доуэля Жизнь и творчество Николая Васильевича Гоголя
Жизнь и творчество Николая Васильевича Гоголя Природная зональность 2 класс
Природная зональность 2 класс Культура России 4 класс - презентация для начальной школы_
Культура России 4 класс - презентация для начальной школы_ Магазин спортивной одежды Besteam Sport
Магазин спортивной одежды Besteam Sport  Презентация на тему Расчет экспортной, импортной квот за период с 2000 по 2012 годы в Бразилии и Китае
Презентация на тему Расчет экспортной, импортной квот за период с 2000 по 2012 годы в Бразилии и Китае  Problem Solving
Problem Solving Словарная работа
Словарная работа Изучение возможностей влияния звезд на учебно–воспитательный процесс школы
Изучение возможностей влияния звезд на учебно–воспитательный процесс школы Юскинской школе 130 лет
Юскинской школе 130 лет Влияние стресса на профессиональную деятельность педагога
Влияние стресса на профессиональную деятельность педагога Геологический разрез по 18-19 р.л. с техническими границами и календарным планом вскрышных и добычных работ
Геологический разрез по 18-19 р.л. с техническими границами и календарным планом вскрышных и добычных работ A city mouse or a country mouse
A city mouse or a country mouse Единый семинар Правила использования программного обеспечения фирмы «
Единый семинар Правила использования программного обеспечения фирмы «