- Моделирование процессов ОМД

Содержание
- 2. ОАО "ПМЗ" Штамповка детали СТОЙКА Верхний штамп Нижний штамп Модель штамповки
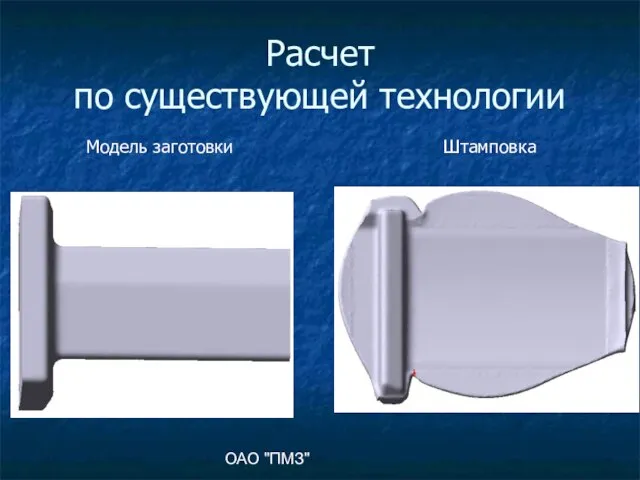
- 3. ОАО "ПМЗ" Расчёт по существующей технологии Укладка Результат расчета Модель заготовки
- 4. ОАО "ПМЗ" Расчёт по улучшенной технологии Укладка Результат расчета Модель заготовки
- 5. ОАО "ПМЗ" Выводы Форма детали обеспечивает однозначное положение в штампе. Избавились среза. Уменьшили заков. Материалоемкость снижена
- 6. ОАО "ПМЗ" Штамповка детали Цапфа Верхний штамп Нижний штамп Модель штамповки
- 7. ОАО "ПМЗ" Расчет по существующей технологии Укладка Результат расчета Модель заготовки
- 8. ОАО "ПМЗ" Расчет по улучшенной технологии Укладка Результат расчета Модель заготовки
- 9. ОАО "ПМЗ" Выводы Были выявлены и устранены такие дефекты, как: срез, заков, незаполнение гравюры штампа.
- 10. ОАО "ПМЗ" Штамповка детали хомут-кронштейн Верхний штамп Нижний штамп Модель штамповки
- 11. ОАО "ПМЗ" Приповерхностные Лагранжевы линии Радиус перехода 6 мм Радиус перехода 10 мм
- 12. ОАО "ПМЗ" Выводы Был выявлен дефект типа «прострел» Изменение радиуса с 6 до 10 мм уменьшает
- 13. ОАО "ПМЗ" Штамповка детали Лопатка Модель штамповки
- 14. ОАО "ПМЗ" Расчет по существующей технологии Штамповка Модель заготовки
- 15. ОАО "ПМЗ" Расчет по улучшенной технологии Штамповка Модель заготовки
- 16. ОАО "ПМЗ" Выводы образование дефекта (закова) является следствием малого радиуса скругления в заготовке под штамповку, в
- 17. ОАО "ПМЗ" Прокат детали колодка Прокатные кольца Модель штамповки
- 18. ОАО "ПМЗ" Расчет по существующей технологии Вид снизу Вид сверху
- 19. ОАО "ПМЗ" Расчет по улучшенной технологии Вид снизу Вид сверху
- 20. ОАО "ПМЗ" Фотографии по улучшенной технологии Вид снизу Вид сверху
- 22. Скачать презентацию

Слайд 3ОАО "ПМЗ"
Расчёт
по существующей технологии
Укладка
Результат расчета
Модель заготовки
ОАО "ПМЗ"
Расчёт
по существующей технологии
Укладка
Результат расчета
Модель заготовки

Слайд 4ОАО "ПМЗ"
Расчёт
по улучшенной технологии
Укладка
Результат расчета
Модель заготовки
ОАО "ПМЗ"
Расчёт
по улучшенной технологии
Укладка
Результат расчета
Модель заготовки

Слайд 5ОАО "ПМЗ"
Выводы
Форма детали обеспечивает однозначное положение в штампе.
Избавились среза.
Уменьшили заков.
Материалоемкость снижена на
ОАО "ПМЗ"
Выводы
Форма детали обеспечивает однозначное положение в штампе.
Избавились среза.
Уменьшили заков.
Материалоемкость снижена на
Слайд 6ОАО "ПМЗ"
Штамповка детали
Цапфа
Верхний штамп
Нижний штамп
Модель штамповки
ОАО "ПМЗ"
Штамповка детали
Цапфа
Верхний штамп
Нижний штамп
Модель штамповки

Слайд 7ОАО "ПМЗ"
Расчет
по существующей технологии
Укладка
Результат расчета
Модель заготовки
ОАО "ПМЗ"
Расчет
по существующей технологии
Укладка
Результат расчета
Модель заготовки

Слайд 8ОАО "ПМЗ"
Расчет
по улучшенной технологии
Укладка
Результат расчета
Модель заготовки
ОАО "ПМЗ"
Расчет
по улучшенной технологии
Укладка
Результат расчета
Модель заготовки

Слайд 9ОАО "ПМЗ"
Выводы
Были выявлены и устранены такие дефекты, как:
срез,
заков,
незаполнение гравюры штампа.
ОАО "ПМЗ"
Выводы
Были выявлены и устранены такие дефекты, как:
срез,
заков,
незаполнение гравюры штампа.
Слайд 10ОАО "ПМЗ"
Штамповка детали
хомут-кронштейн
Верхний штамп
Нижний штамп
Модель штамповки
ОАО "ПМЗ"
Штамповка детали
хомут-кронштейн
Верхний штамп
Нижний штамп
Модель штамповки

Слайд 11ОАО "ПМЗ"
Приповерхностные
Лагранжевы линии
Радиус перехода 6 мм
Радиус перехода 10 мм
ОАО "ПМЗ"
Приповерхностные
Лагранжевы линии
Радиус перехода 6 мм
Радиус перехода 10 мм

Слайд 12ОАО "ПМЗ"
Выводы
Был выявлен дефект типа «прострел»
Изменение радиуса с 6 до 10 мм
ОАО "ПМЗ"
Выводы
Был выявлен дефект типа «прострел»
Изменение радиуса с 6 до 10 мм
Слайд 13ОАО "ПМЗ"
Штамповка детали
Лопатка
Модель штамповки
ОАО "ПМЗ"
Штамповка детали
Лопатка
Модель штамповки

Слайд 14ОАО "ПМЗ"
Расчет
по существующей технологии
Штамповка
Модель заготовки
ОАО "ПМЗ"
Расчет
по существующей технологии
Штамповка
Модель заготовки
Слайд 15ОАО "ПМЗ"
Расчет
по улучшенной технологии
Штамповка
Модель заготовки
ОАО "ПМЗ"
Расчет
по улучшенной технологии
Штамповка
Модель заготовки

Слайд 16ОАО "ПМЗ"
Выводы
образование дефекта (закова) является следствием малого радиуса скругления в заготовке под
ОАО "ПМЗ"
Выводы
образование дефекта (закова) является следствием малого радиуса скругления в заготовке под
Слайд 17ОАО "ПМЗ"
Прокат детали
колодка
Прокатные кольца
Модель штамповки
ОАО "ПМЗ"
Прокат детали
колодка
Прокатные кольца
Модель штамповки

Слайд 18ОАО "ПМЗ"
Расчет
по существующей технологии
Вид снизу
Вид сверху
ОАО "ПМЗ"
Расчет
по существующей технологии
Вид снизу
Вид сверху

Слайд 19ОАО "ПМЗ"
Расчет
по улучшенной технологии
Вид снизу
Вид сверху
ОАО "ПМЗ"
Расчет
по улучшенной технологии
Вид снизу
Вид сверху

Слайд 20ОАО "ПМЗ"
Фотографии
по улучшенной технологии
Вид снизу
Вид сверху
ОАО "ПМЗ"
Фотографии
по улучшенной технологии
Вид снизу
Вид сверху

 Традиционные праздники Японии. День Совершеннолетия. Выполнила ученица 10 класса Василенко ЕкатеринаМАОУ «СОШ №31» Ве
Традиционные праздники Японии. День Совершеннолетия. Выполнила ученица 10 класса Василенко ЕкатеринаМАОУ «СОШ №31» Ве «СОЛНЫШКО» ЛЕТНИЙОЗДОРОВИТЕЛЬНЫЙ ЛАГЕРЬ
«СОЛНЫШКО» ЛЕТНИЙОЗДОРОВИТЕЛЬНЫЙ ЛАГЕРЬ Теплица ЦДОД г. Полярный
Теплица ЦДОД г. Полярный Лесная аптека
Лесная аптека 2 часть
2 часть Создание специальных образовательных условий в образовательной организации
Создание специальных образовательных условий в образовательной организации Консорциум «ЭНЕРГОКОМИНТЕХ»
Консорциум «ЭНЕРГОКОМИНТЕХ» Нормы трудового права. Тест
Нормы трудового права. Тест Российский парламентаризм
Российский парламентаризм Защита курсовой работы
Защита курсовой работы Девиантное поведение: причины, сущность, профилактика
Девиантное поведение: причины, сущность, профилактика МПСУ управляемыми выпрямителями
МПСУ управляемыми выпрямителями Психическое здоровье
Психическое здоровье Презентация на тему Способы установления невербального общения во время консультирования
Презентация на тему Способы установления невербального общения во время консультирования Формула Ньютона-Лейбница
Формула Ньютона-Лейбница Военные корабли времен первой и второй Мировой войны
Военные корабли времен первой и второй Мировой войны Statisticheskaya_obrabotka_dannykh_fizicheskogo_experimenta
Statisticheskaya_obrabotka_dannykh_fizicheskogo_experimenta «На крыльях творчества»
«На крыльях творчества»  Презентация на тему Музей Шерлока Холмса (Sherlock Holmes museum)
Презентация на тему Музей Шерлока Холмса (Sherlock Holmes museum) Что такое экономика?
Что такое экономика? Роль воды в жизнедеятельности растений
Роль воды в жизнедеятельности растений Русская национальная культура в хаосе масскульта и маргинальных форм культуры
Русская национальная культура в хаосе масскульта и маргинальных форм культуры «Национальный институт сертифицированных консультантов по управлению(Россия) XIII летняя конференция
«Национальный институт сертифицированных консультантов по управлению(Россия) XIII летняя конференция Оформление пояснительной записки выпускной квалификационной работы
Оформление пояснительной записки выпускной квалификационной работы Повторение. Предложение
Повторение. Предложение Ручная аргонодуговая сварка
Ручная аргонодуговая сварка Structural Analysis of Trusses – Method of Joints
Structural Analysis of Trusses – Method of Joints Договор страхования
Договор страхования