- Назначение изделия и его описание

Содержание
- 2. Способы изготовления изделия Самые распространенные способы изготовления фланцев: штамповка, ковка, литье, плазменная или газовая резка из
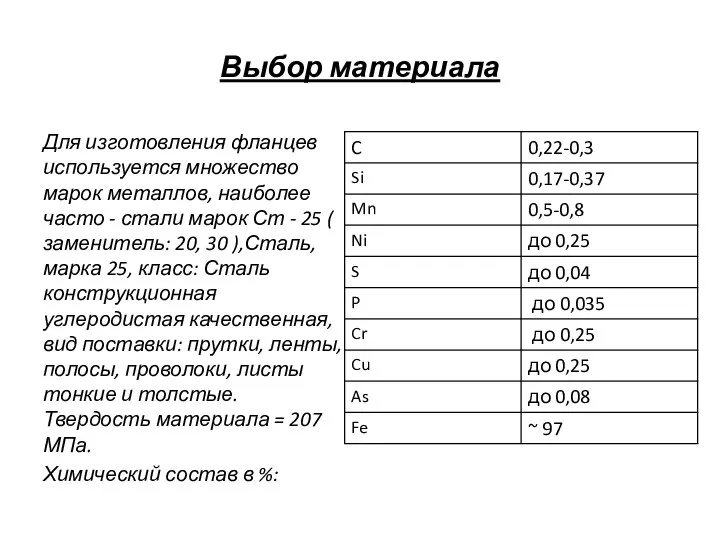
- 3. Выбор материала Для изготовления фланцев используется множество марок металлов, наиболее часто - стали марок Ст -
- 5. Выбор способа изготовления изделия Для вырезания фланца из листа металла целесообразно использовать воздушно - плазменную резку.
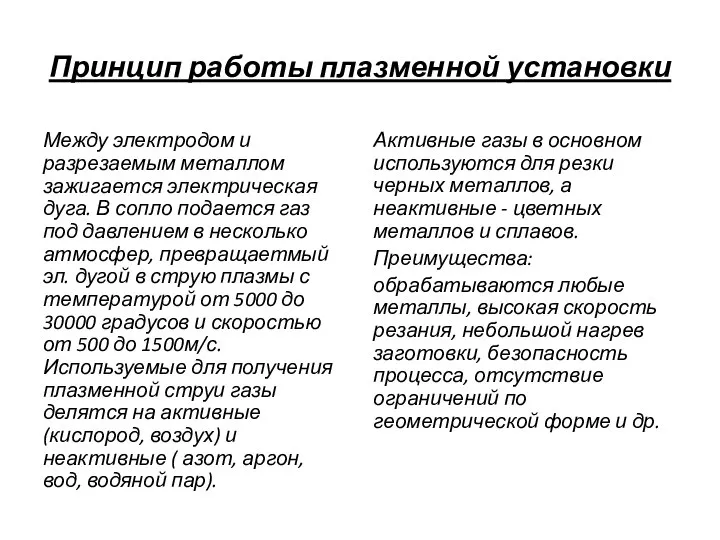
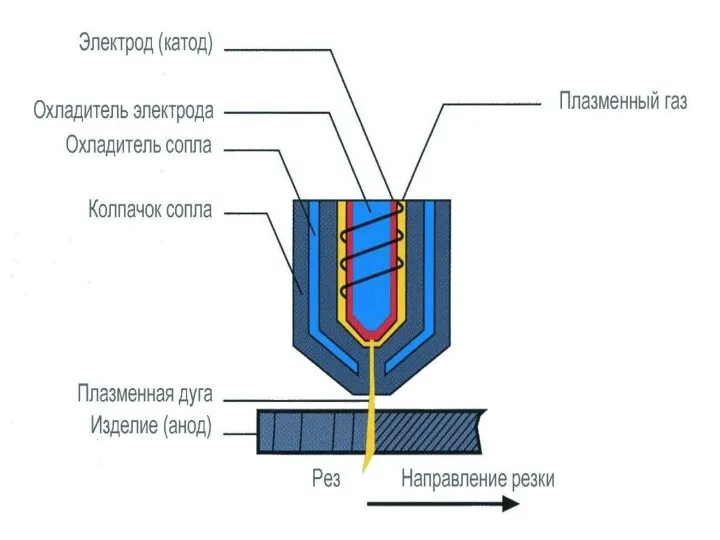
- 6. Активные газы в основном используются для резки черных металлов, а неактивные - цветных металлов и сплавов.
- 8. Появление в одном из американских сварочных журналов за 1955-1956г. небольшой статьи о резке нержавеющей стали в
- 9. Одна из первых установок для плазменной резки
- 10. Современная установка
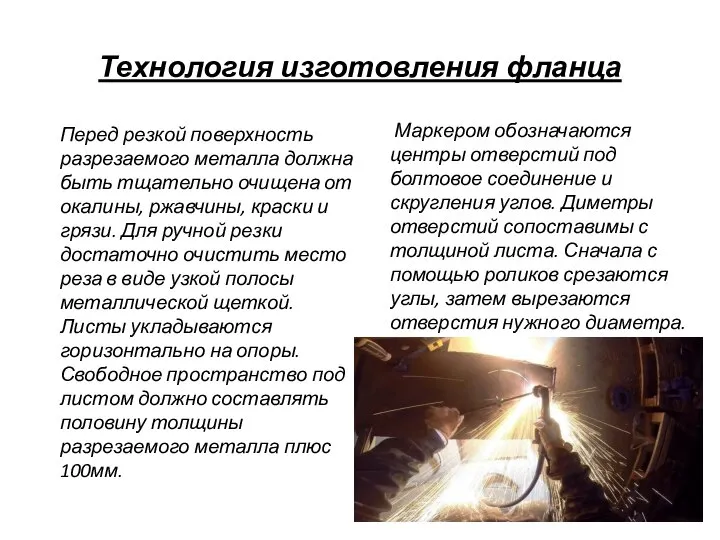
- 11. Маркером обозначаются центры отверстий под болтовое соединение и скругления углов. Диметры отверстий сопоставимы с толщиной листа.
- 12. -Лупа просмотровая складная 4х дляпросмотра деталей; -Лупа просмотровая асферическая с ручкой для просмотра деталей (х7); -Лупа
- 14. Охрана труда 1. К работе оператором плазменных установок допускаются лица, достигшие 18 - летнего возраста, обученные
- 16. Скачать презентацию
Слайд 2Способы изготовления изделия
Самые распространенные способы изготовления фланцев: штамповка, ковка, литье, плазменная или
Способы изготовления изделия
Самые распространенные способы изготовления фланцев: штамповка, ковка, литье, плазменная или

Слайд 3Выбор материала
Для изготовления фланцев используется множество марок металлов, наиболее часто -
Выбор материала
Для изготовления фланцев используется множество марок металлов, наиболее часто -
Слайд 5Выбор способа изготовления изделия
Для вырезания фланца из листа металла целесообразно использовать воздушно
Выбор способа изготовления изделия
Для вырезания фланца из листа металла целесообразно использовать воздушно

Слайд 6Активные газы в основном используются для резки черных металлов, а неактивные -
Активные газы в основном используются для резки черных металлов, а неактивные -
Слайд 8Появление в одном из американских сварочных журналов за 1955-1956г. небольшой статьи о
Появление в одном из американских сварочных журналов за 1955-1956г. небольшой статьи о
Слайд 9Одна из первых установок для плазменной резки
Одна из первых установок для плазменной резки

Слайд 10Современная установка
Современная установка

Слайд 11 Маркером обозначаются центры отверстий под болтовое соединение и скругления углов. Диметры
Маркером обозначаются центры отверстий под болтовое соединение и скругления углов. Диметры
Слайд 12-Лупа просмотровая складная 4х дляпросмотра деталей;
-Лупа просмотровая асферическая с ручкой для просмотра
-Лупа просмотровая складная 4х дляпросмотра деталей;
-Лупа просмотровая асферическая с ручкой для просмотра

Слайд 14Охрана труда
1. К работе оператором плазменных установок допускаются лица, достигшие 18 -
Охрана труда
1. К работе оператором плазменных установок допускаются лица, достигшие 18 -
 Зарабатывайте с сервисом Lifeclub
Зарабатывайте с сервисом Lifeclub Создание Школы цифровой грамотности Наше Будущее
Создание Школы цифровой грамотности Наше Будущее Базы данных
Базы данных Команда АВРОРА
Команда АВРОРА МОУ «Житьёвская основная общеобразовательная школа»
МОУ «Житьёвская основная общеобразовательная школа» Презентация на тему ЛАТВИЯ
Презентация на тему ЛАТВИЯ 20170206_mashinostroenie_v_rf
20170206_mashinostroenie_v_rf Британские партнерства с ограниченной ответственностью (LLP). Правовой статус, налогообложение и отчетность
Британские партнерства с ограниченной ответственностью (LLP). Правовой статус, налогообложение и отчетность Здоровье и безопасность детей в мире ИКТ
Здоровье и безопасность детей в мире ИКТ тема ЕДИНАЯ ГОСУДАРСТВЕННАЯ СИСТЕМА ПРЕДУПРЕЖДЕНИЯ И ЛИКВИДАЦИИ ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЙ (РСЧС). Федеральный закон «О защите населе
тема ЕДИНАЯ ГОСУДАРСТВЕННАЯ СИСТЕМА ПРЕДУПРЕЖДЕНИЯ И ЛИКВИДАЦИИ ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЙ (РСЧС). Федеральный закон «О защите населе Презентация на тему Кижи
Презентация на тему Кижи  Успешна онлайн техника за привличане на клиенти
Успешна онлайн техника за привличане на клиенти ВЛАДИКАВКАЗ
ВЛАДИКАВКАЗ Грибы - растения ли это?
Грибы - растения ли это? Тени на архитектурных деталях
Тени на архитектурных деталях Опера «Князь Игорь». Русская эпическая опера. Ария князя Игоря
Опера «Князь Игорь». Русская эпическая опера. Ария князя Игоря Интеграция 1C и Infinity
Интеграция 1C и Infinity Психология памяти. Патопсихология памяти
Психология памяти. Патопсихология памяти Равнины и горы России
Равнины и горы России Май зялёны на парог…
Май зялёны на парог… г.Красноармейск
г.Красноармейск ОРГАНИЧЕСКАЯ ХИМИЯЛекция 15
ОРГАНИЧЕСКАЯ ХИМИЯЛекция 15 Природные зоны Южной Америки
Природные зоны Южной Америки Магистрально-модульный принцип построения ЭВМ
Магистрально-модульный принцип построения ЭВМ Презентация на тему Последствия извержения вулканов. Защита населения
Презентация на тему Последствия извержения вулканов. Защита населения Презентация на тему Федор Иванович Тютчев
Презентация на тему Федор Иванович Тютчев 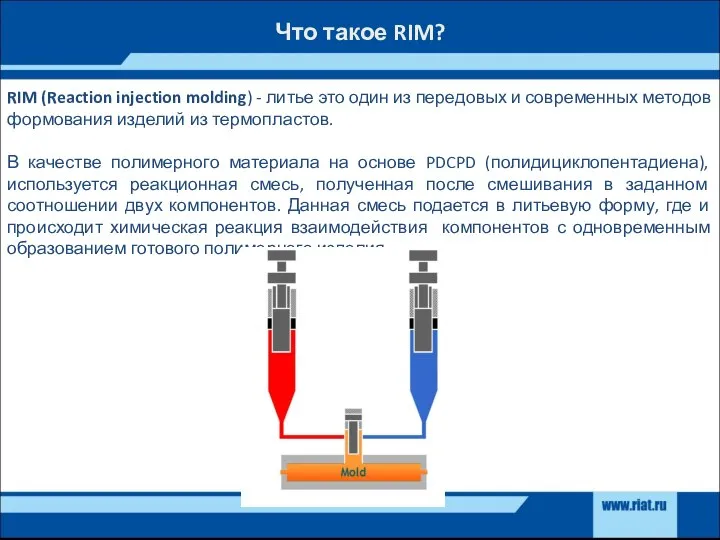 RIM (Reaction injection molding) - литье, формование изделий из термопластов
RIM (Reaction injection molding) - литье, формование изделий из термопластов Муниципальное образовательное учреждение средняя общеобразовательная школа № 10
Муниципальное образовательное учреждение средняя общеобразовательная школа № 10