- Неразрушающие методы контроля строительных конструкций

Содержание
- 2. Сейсмостойкость зданий и сооружений
- 3. Термины Сейсмостойкость зданий — совокупность параметров объекта, которая позволит ему выдержать определенную нагрузку в случае землетрясения.
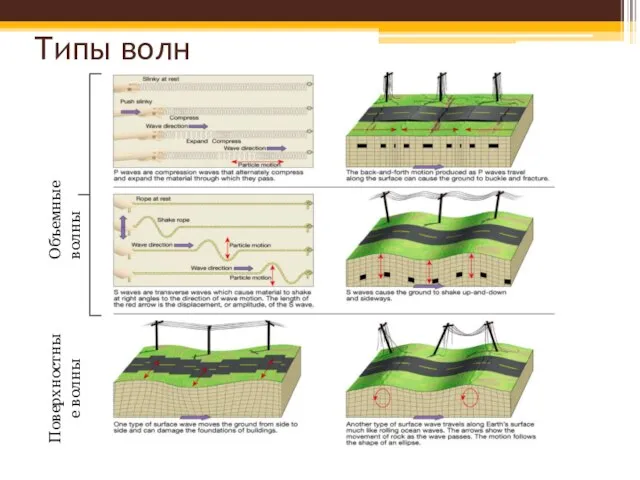
- 4. Типы волн
- 5. Объемные волны Поверхностные волны Типы волн
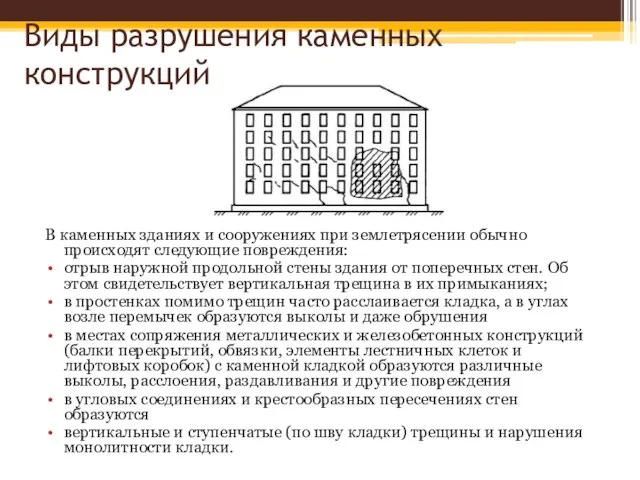
- 6. В каменных зданиях и сооружениях при землетрясении обычно происходят следующие повреждения: отрыв наружной продольной стены здания
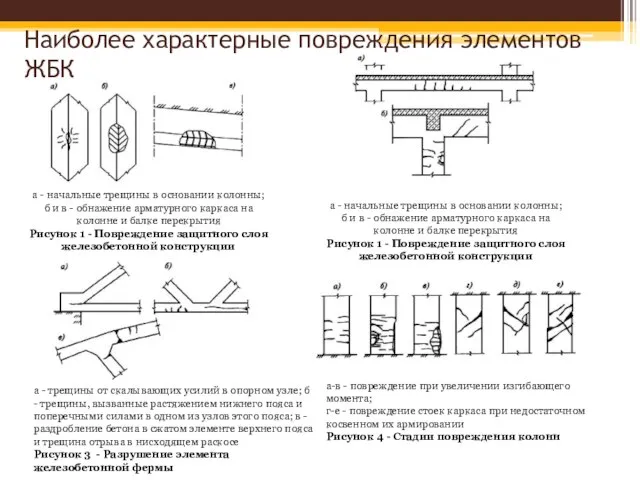
- 7. а - трещины от скалывающих усилий в опорном узле; б - трещины, вызванные растяжением нижнего пояса
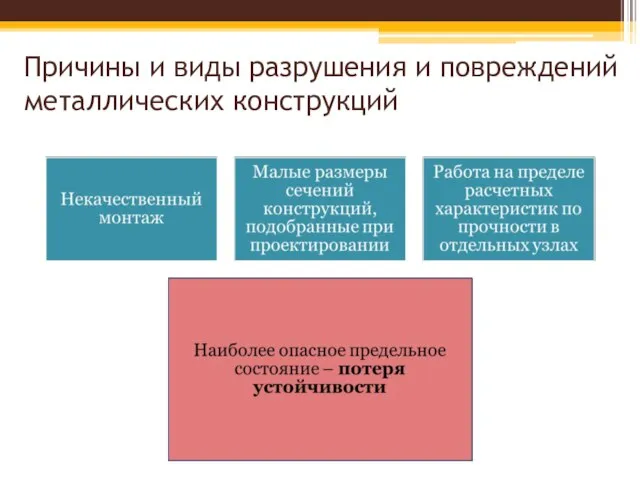
- 8. Причины и виды разрушения и повреждений металлических конструкций
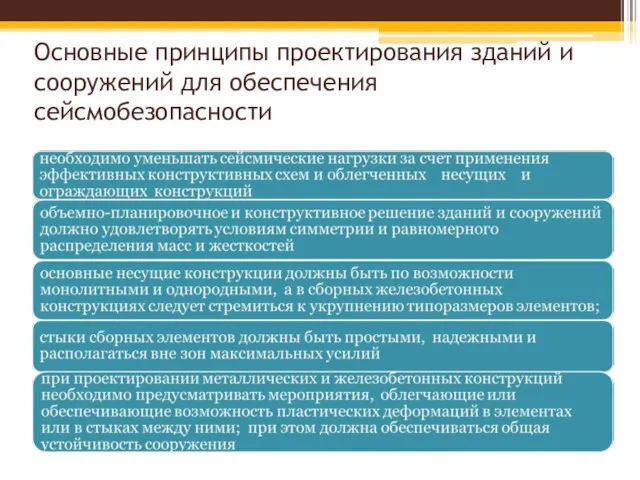
- 9. Основные принципы проектирования зданий и сооружений для обеспечения сейсмобезопасности
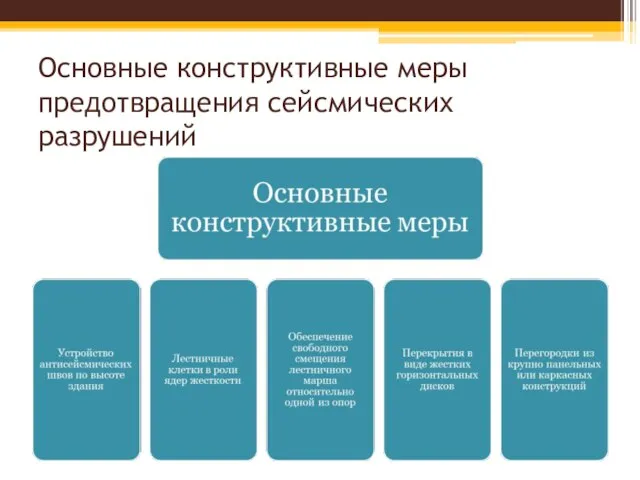
- 10. Основные конструктивные меры предотвращения сейсмических разрушений
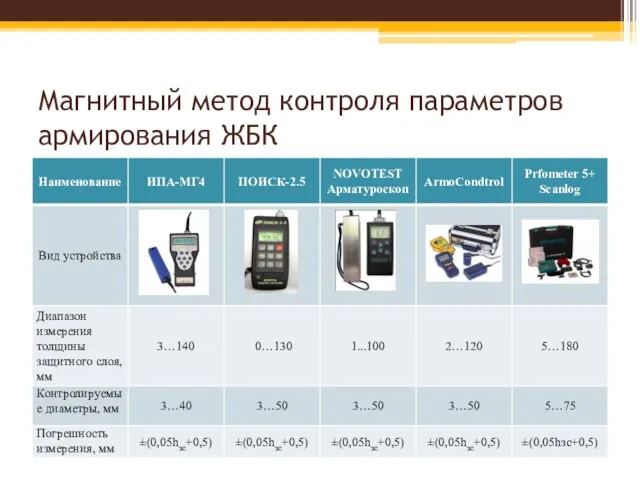
- 11. Магнитный метод контроля параметров армирования ЖБК
- 12. Ультрозвуковая дефектоскопия ЖБК и МК
- 13. Термины Дефектоскопия (от лат. defectus — недостаток), комплекс методов и средств неразрушающего контроля материалов и изделий
- 14. Ультразвук Ультразвук – упругие колебания и волны высокочастотной части спектра акустических волн. Как известно, в зависимости
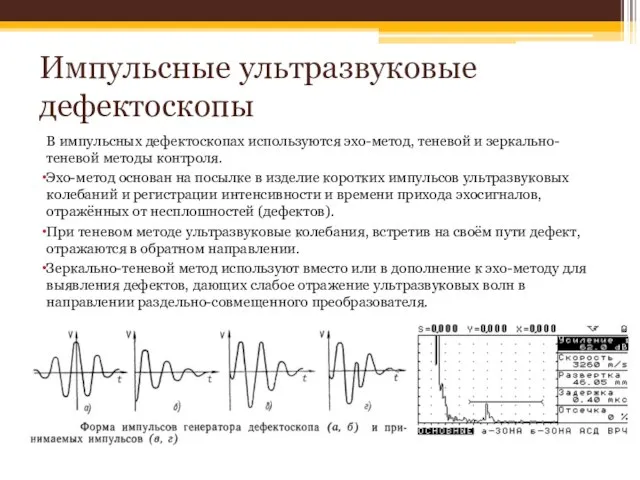
- 15. Импульсные ультразвуковые дефектоскопы В импульсных дефектоскопах используются эхо-метод, теневой и зеркально-теневой методы контроля. Эхо-метод основан на
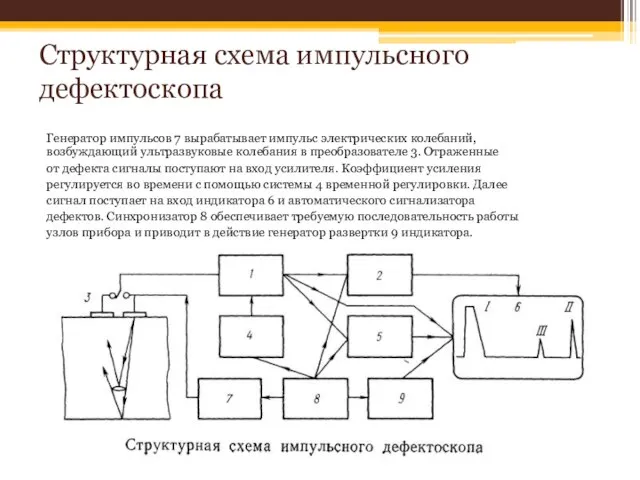
- 16. Структурная схема импульсного дефектоскопа Генератор импульсов 7 вырабатывает импульс электрических колебаний, возбуждающий ультразвуковые колебания в преобразователе
- 17. Способы ввода УЗ волн в изделие Ультразвуковые волны вводят в контролируемое изделие и принимают отраженные сигналы
- 18. «Мертвые» зоны и способы их устранения Важной характеристикой чувствительности ультразвукового контроля является размер мертвой зоны. Наличие
- 19. Ложные сигналы при контроле изделий
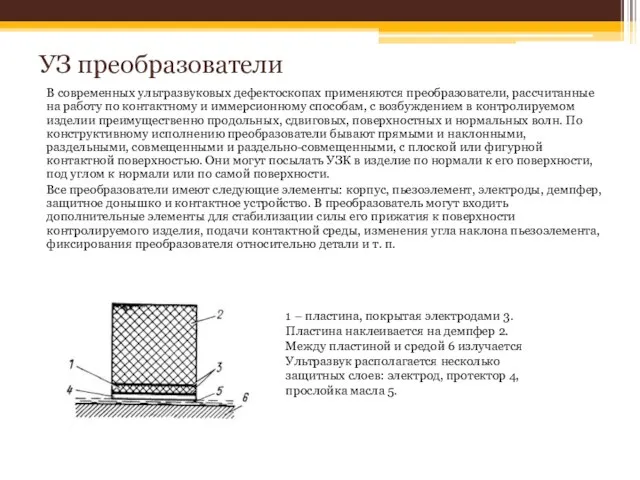
- 20. УЗ преобразователи В современных ультразвуковых дефектоскопах применяются преобразователи, рассчитанные на работу по контактному и иммерсионному способам,
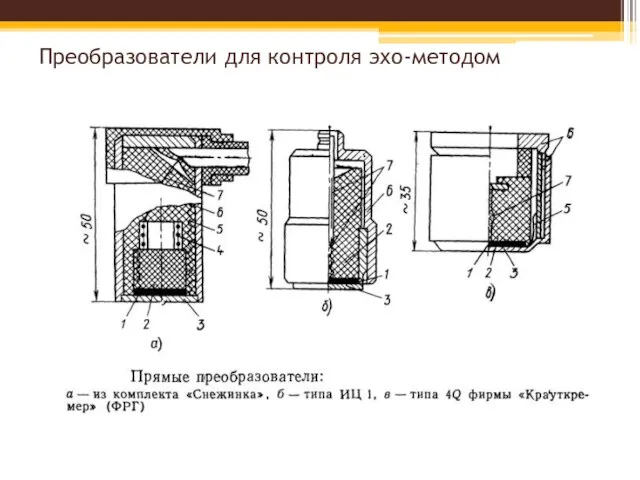
- 21. Преобразователи для контроля эхо-методом
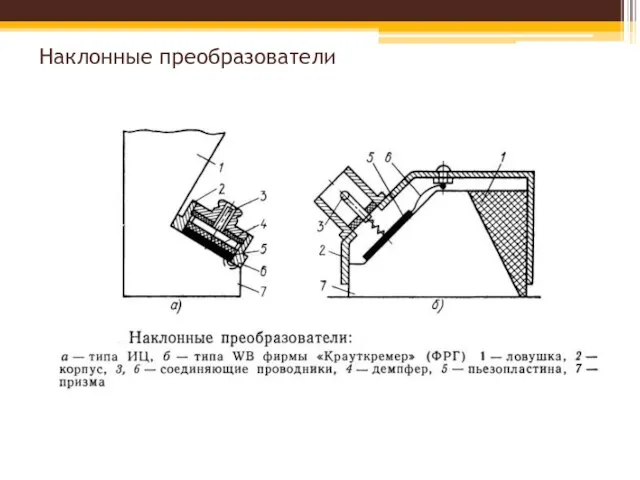
- 22. Наклонные преобразователи
- 23. Дефектоскопы
- 24. Метод проникающих сред Контроль проникающими веществами - основан на проникновении пробных (или проникающих) веществ в полости
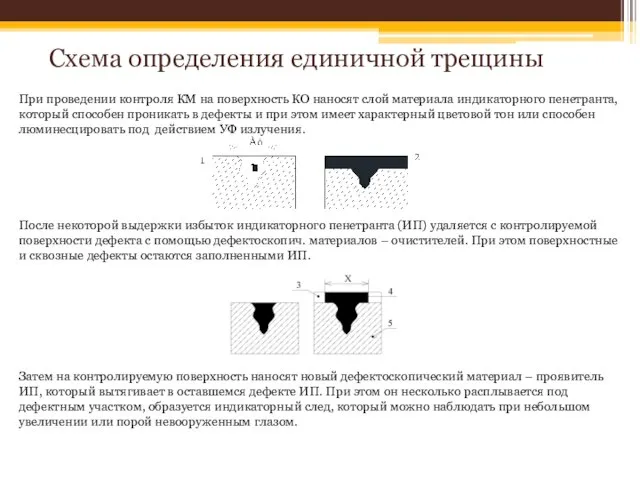
- 25. Схема определения единичной трещины При проведении контроля КМ на поверхность КО наносят слой материала индикаторного пенетранта,
- 26. По характеру индикаторных следов и способам их обнаружения КМК подразделяют на 2 группы: Основные – используют
- 27. Преимущества: высокая чувствительность; высокая достоверность результатов контроля при правильной технологии контроля; наглядность результатов контроля; возможность контроля
- 28. Преимущества: высокая чувствительность; высокая достоверность результатов контроля при правильной технологии контроля; наглядность результатов контроля; возможность контроля
- 30. Скачать презентацию

Слайд 3Термины
Сейсмостойкость зданий — совокупность параметров объекта, которая позволит ему выдержать определенную нагрузку в
Термины
Сейсмостойкость зданий — совокупность параметров объекта, которая позволит ему выдержать определенную нагрузку в
Слайд 4Типы волн
Типы волн

Слайд 5Объемные волны
Поверхностные волны
Типы волн
Объемные волны
Поверхностные волны
Типы волн
Слайд 6В каменных зданиях и сооружениях при землетрясении обычно происходят следующие повреждения:
отрыв наружной
В каменных зданиях и сооружениях при землетрясении обычно происходят следующие повреждения:
отрыв наружной
Слайд 7а - трещины от скалывающих усилий в опорном узле; б - трещины,
а - трещины от скалывающих усилий в опорном узле; б - трещины,
Слайд 8Причины и виды разрушения и повреждений металлических конструкций
Причины и виды разрушения и повреждений металлических конструкций
Слайд 9Основные принципы проектирования зданий и сооружений для обеспечения сейсмобезопасности
Основные принципы проектирования зданий и сооружений для обеспечения сейсмобезопасности
Слайд 10Основные конструктивные меры предотвращения сейсмических разрушений
Основные конструктивные меры предотвращения сейсмических разрушений
Слайд 11Магнитный метод контроля параметров армирования ЖБК
Магнитный метод контроля параметров армирования ЖБК
Слайд 12Ультрозвуковая дефектоскопия ЖБК и МК
Ультрозвуковая дефектоскопия ЖБК и МК

Слайд 13Термины
Дефектоскопия (от лат. defectus — недостаток), комплекс методов и средств неразрушающего контроля материалов
Термины
Дефектоскопия (от лат. defectus — недостаток), комплекс методов и средств неразрушающего контроля материалов
Слайд 14Ультразвук
Ультразвук – упругие колебания и волны высокочастотной части спектра акустических волн. Как
Ультразвук
Ультразвук – упругие колебания и волны высокочастотной части спектра акустических волн. Как
Слайд 15Импульсные ультразвуковые дефектоскопы
В импульсных дефектоскопах используются эхо-метод, теневой и зеркально-теневой методы контроля.
Эхо-метод
Импульсные ультразвуковые дефектоскопы
В импульсных дефектоскопах используются эхо-метод, теневой и зеркально-теневой методы контроля.
Эхо-метод
Слайд 16Структурная схема импульсного дефектоскопа
Генератор импульсов 7 вырабатывает импульс электрических колебаний, возбуждающий ультразвуковые
Структурная схема импульсного дефектоскопа
Генератор импульсов 7 вырабатывает импульс электрических колебаний, возбуждающий ультразвуковые
Слайд 17Способы ввода УЗ волн в изделие
Ультразвуковые волны вводят в контролируемое изделие и
Способы ввода УЗ волн в изделие
Ультразвуковые волны вводят в контролируемое изделие и
Слайд 18«Мертвые» зоны и способы их устранения
Важной характеристикой чувствительности ультразвукового контроля является размер
«Мертвые» зоны и способы их устранения
Важной характеристикой чувствительности ультразвукового контроля является размер
Слайд 19Ложные сигналы при контроле изделий
Ложные сигналы при контроле изделий

Слайд 20УЗ преобразователи
В современных ультразвуковых дефектоскопах применяются преобразователи, рассчитанные на работу по контактному
УЗ преобразователи
В современных ультразвуковых дефектоскопах применяются преобразователи, рассчитанные на работу по контактному
Слайд 21
Преобразователи для контроля эхо-методом
Преобразователи для контроля эхо-методом
Слайд 22
Наклонные преобразователи
Наклонные преобразователи
Слайд 23Дефектоскопы
Дефектоскопы

Слайд 24Метод проникающих сред
Контроль проникающими веществами - основан на проникновении пробных (или проникающих)
Метод проникающих сред
Контроль проникающими веществами - основан на проникновении пробных (или проникающих)
Слайд 25
Схема определения единичной трещины
При проведении контроля КМ на поверхность КО наносят слой
Схема определения единичной трещины
При проведении контроля КМ на поверхность КО наносят слой
Слайд 26По характеру индикаторных следов и способам их обнаружения КМК подразделяют на 2
Слайд 27Преимущества:
высокая чувствительность;
высокая достоверность результатов контроля при правильной технологии контроля;
наглядность результатов контроля;
возможность контроля
Преимущества:
высокая чувствительность;
высокая достоверность результатов контроля при правильной технологии контроля;
наглядность результатов контроля;
возможность контроля
Слайд 28Преимущества:
высокая чувствительность;
высокая достоверность результатов контроля при правильной технологии контроля;
наглядность результатов контроля;
возможность контроля
Преимущества:
высокая чувствительность;
высокая достоверность результатов контроля при правильной технологии контроля;
наглядность результатов контроля;
возможность контроля
 МОУ Алтайская СОШ №2 является ресурсным центром образовательного округа №2 Алтайского района.
МОУ Алтайская СОШ №2 является ресурсным центром образовательного округа №2 Алтайского района. Составное глагольное сказуемое
Составное глагольное сказуемое Весна-лето 2022. Обзорная познавательная экскурсия
Весна-лето 2022. Обзорная познавательная экскурсия О некоторых особенностях статистического распределения малых тел Солнечной системы
О некоторых особенностях статистического распределения малых тел Солнечной системы Новогодние загадки
Новогодние загадки Подготовка к ГИА в 9 классе. Задание С
Подготовка к ГИА в 9 классе. Задание С Herzlich willkommen zum ersten Sprachzirkel
Herzlich willkommen zum ersten Sprachzirkel Законы арифметических действий (5 класс)
Законы арифметических действий (5 класс) Экологическое право
Экологическое право 2009 год – ГОД МОЛОДЕЖИ
2009 год – ГОД МОЛОДЕЖИ Были дебри да леса, стали в дебрях чудеса
Были дебри да леса, стали в дебрях чудеса Сохранение традиций народного глиняного промысла в детском объединении Керамика через использование современных технологий
Сохранение традиций народного глиняного промысла в детском объединении Керамика через использование современных технологий Свободная дислокация по билбордам г. Астана (ноябрь)
Свободная дислокация по билбордам г. Астана (ноябрь) Новая жизнь нашему дому
Новая жизнь нашему дому Можно ли сделать звук видимым?
Можно ли сделать звук видимым? Презентация на тему:«Курение - вред»
Презентация на тему:«Курение - вред» Проект жилого частного дома «ЛУКОМОРЬЕ» Галицкая Ирина Васильевна, коммерческий директор Greenside 12.04.2011
Проект жилого частного дома «ЛУКОМОРЬЕ» Галицкая Ирина Васильевна, коммерческий директор Greenside 12.04.2011 Поиск информации в базе данных доказательной медицины Турдалиева Ботагоз Саитовна – д.м.н., директор ЦДМ КазНМУ
Поиск информации в базе данных доказательной медицины Турдалиева Ботагоз Саитовна – д.м.н., директор ЦДМ КазНМУ Посвящается моему прадеду Никитину Ивану Аверьяновичу
Посвящается моему прадеду Никитину Ивану Аверьяновичу Успешные интернет-проекты: проектирование, разработка, сопровождение Сергей Панарин, генеральный директор Интернет-компании ACTI
Успешные интернет-проекты: проектирование, разработка, сопровождение Сергей Панарин, генеральный директор Интернет-компании ACTI К пастырям ночью голос прозвучал: Встаньте, не бойтесь, Бог нам радость дал! Все оставить не страшитесь, В град Давидов поспешите, Т
К пастырям ночью голос прозвучал: Встаньте, не бойтесь, Бог нам радость дал! Все оставить не страшитесь, В град Давидов поспешите, Т Этиология, патогинез
Этиология, патогинез  Презентация на тему Я талантлив
Презентация на тему Я талантлив Экология
Экология Проект. Служба ремонта Помогатор
Проект. Служба ремонта Помогатор ДИРЕКТОРСКИЙ КЛУБ.
ДИРЕКТОРСКИЙ КЛУБ. И. Соколов-Микитов Рассказ «Все ярче и ярче светит солнце» (Урок чтения и развития речи во 2 классе по теме «Весна»
И. Соколов-Микитов Рассказ «Все ярче и ярче светит солнце» (Урок чтения и развития речи во 2 классе по теме «Весна» Образование и наука в первой половине 19 в.
Образование и наука в первой половине 19 в.