- Норма времени, производительности труда и заработная плата

Содержание
- 2. Норма времени. Время, которое назначается на выполнение определенной операции, называется нормой времени и исчисляется в минутах
- 3. Норму времени определяют на основе достигнутой наилучшей организации труда и рабочего места, наиболее эффективного использования станка
- 4. Техническая норма времени на выполнение токарной операции складывается из подготовительно-заключительного времени на партию и штучного времени
- 5. Основное время при выполнении токарных работ представляет собой то время, в течение которого деталь подвергается процессу
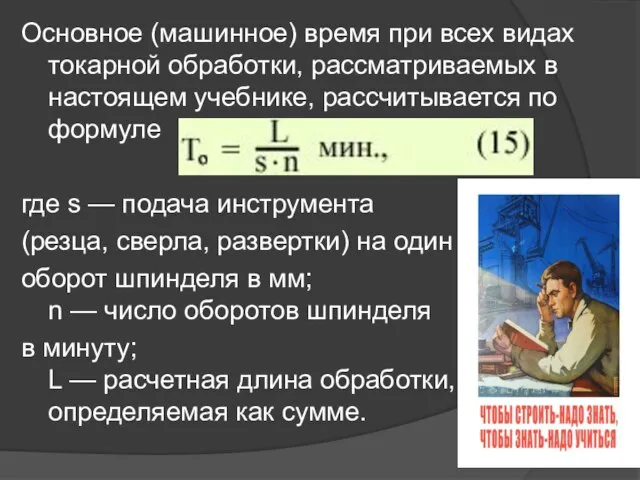
- 6. Основное (машинное) время при всех видах токарной обработки, рассматриваемых в настоящем учебнике, рассчитывается по формуле где
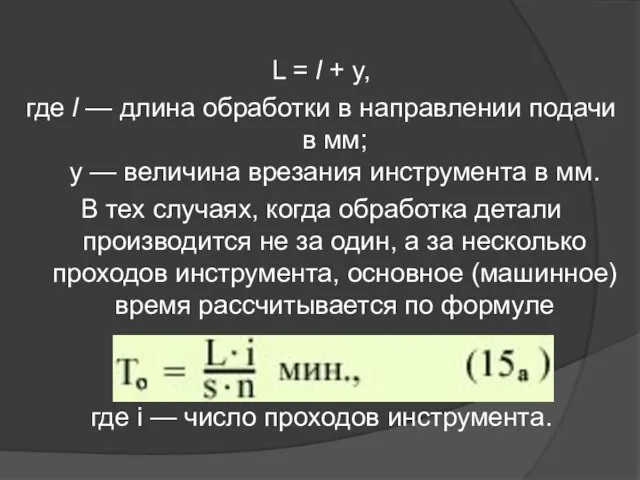
- 7. L = l + y, где l — длина обработки в направлении подачи в мм; у
- 8. Вспомогательное время затрачивается рабочим на действия подсобного характера, целью которых является обеспечить выполнение основной работы. Вспомогательное
- 9. Время обслуживания рабочего места Тобс представляет собой время, затрачиваемое рабочим на уход за рабочим местом и
- 10. Тарификация работ. Для оплаты труда токарей и других рабочих машиностроительных заводов применяется тарифная система, которая основана
- 11. Тарифная ставка часовой оплаты любого разряда, предусмотренного тарифной сеткой, определяется ставкой 1-го разряда, умноженной на соответствующий
- 12. Системы оплаты труда. Оплата труда в СССР осуществляется в соответствии с основным принципом социализма, записанным в
- 13. Существует несколько видов оплаты труда. Сдельной называется такая система оплаты, когда заработная плата зависит от количества
- 14. Основной принцип ее состоит в том, что сдельный расценок на обработку одной детали остается неизменным до
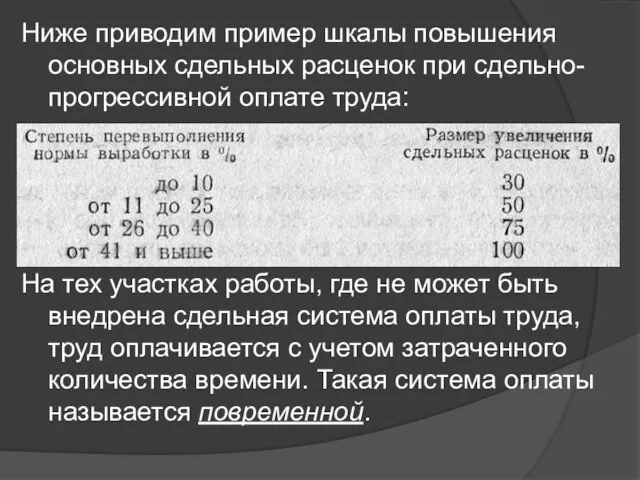
- 15. Ниже приводим пример шкалы повышения основных сдельных расценок при сдельно-прогрессивной оплате труда: На тех участках работы,
- 16. При повременной оплате труда работникам различных квалификаций устанавливаются соответствующие ставки, которыми и определяется их размер заработка
- 17. Повременная оплата наиболее распространена на разного рода вспомогательных работах по обслуживанию основного производства текущим ремонтом оборудования,
- 19. Скачать презентацию
Слайд 2Норма времени.
Время, которое назначается на выполнение определенной операции, называется нормой времени и исчисляется в
Норма времени.
Время, которое назначается на выполнение определенной операции, называется нормой времени и исчисляется в
Слайд 3Норму времени определяют на основе достигнутой наилучшей организации труда и рабочего места,
Норму времени определяют на основе достигнутой наилучшей организации труда и рабочего места,
Слайд 4Техническая норма времени на выполнение токарной операции складывается из подготовительно-заключительного времени на
Техническая норма времени на выполнение токарной операции складывается из подготовительно-заключительного времени на
Слайд 5Основное время при выполнении токарных работ представляет собой то время, в течение которого
Основное время при выполнении токарных работ представляет собой то время, в течение которого
Слайд 6Основное (машинное) время при всех видах токарной обработки, рассматриваемых в настоящем учебнике,
Основное (машинное) время при всех видах токарной обработки, рассматриваемых в настоящем учебнике,
Слайд 7L = l + y,
где l — длина обработки в направлении подачи в мм;
у — величина
где l — длина обработки в направлении подачи в мм; у — величина
Слайд 8Вспомогательное время затрачивается рабочим на действия подсобного характера, целью которых является обеспечить выполнение
Вспомогательное время затрачивается рабочим на действия подсобного характера, целью которых является обеспечить выполнение
Слайд 9Время обслуживания рабочего места Тобс представляет собой время, затрачиваемое рабочим на уход за рабочим
Время обслуживания рабочего места Тобс представляет собой время, затрачиваемое рабочим на уход за рабочим
Слайд 10Тарификация работ.
Для оплаты труда токарей и других рабочих машиностроительных заводов применяется тарифная
Тарификация работ.
Для оплаты труда токарей и других рабочих машиностроительных заводов применяется тарифная
Слайд 11Тарифная ставка часовой оплаты любого разряда, предусмотренного тарифной сеткой, определяется ставкой 1-го
Тарифная ставка часовой оплаты любого разряда, предусмотренного тарифной сеткой, определяется ставкой 1-го
Слайд 12Системы оплаты труда.
Оплата труда в СССР осуществляется в соответствии с основным принципом
Системы оплаты труда.
Оплата труда в СССР осуществляется в соответствии с основным принципом
Слайд 13Существует несколько видов оплаты труда.
Сдельной называется такая система оплаты, когда заработная плата зависит
Существует несколько видов оплаты труда.
Сдельной называется такая система оплаты, когда заработная плата зависит
Слайд 14Основной принцип ее состоит в том, что сдельный расценок на обработку одной
Основной принцип ее состоит в том, что сдельный расценок на обработку одной
Слайд 15Ниже приводим пример шкалы повышения основных сдельных расценок при сдельно-прогрессивной оплате труда:
На
Ниже приводим пример шкалы повышения основных сдельных расценок при сдельно-прогрессивной оплате труда:
На
Слайд 16При повременной оплате труда работникам различных квалификаций устанавливаются соответствующие ставки, которыми и
При повременной оплате труда работникам различных квалификаций устанавливаются соответствующие ставки, которыми и
Слайд 17Повременная оплата наиболее распространена на разного рода вспомогательных работах по обслуживанию основного
Повременная оплата наиболее распространена на разного рода вспомогательных работах по обслуживанию основного
 Руководство по тестированию в Agile
Руководство по тестированию в Agile Федеральное агентство по техническому регулированию
Федеральное агентство по техническому регулированию Качество. Безопасность. Инновации
Качество. Безопасность. Инновации Education in England
Education in England Игры с числами
Игры с числами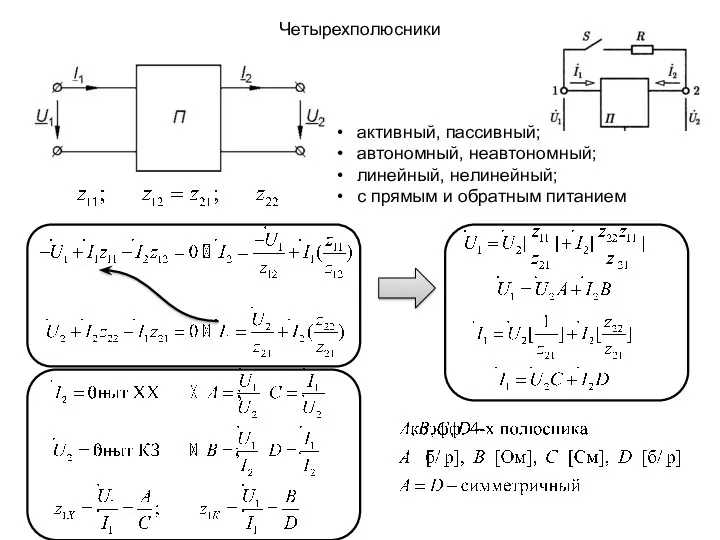 Четырехполюсники. Коэффициенты передачи
Четырехполюсники. Коэффициенты передачи Презентация на тему Рекомендации родителям по укреплению здоровья детей
Презентация на тему Рекомендации родителям по укреплению здоровья детей Развитие футбола. Проект для вовлечение молодёжи в занятия футболом
Развитие футбола. Проект для вовлечение молодёжи в занятия футболом Вегетативные органы растений 6 класс
Вегетативные органы растений 6 класс Society in the 1920 s
Society in the 1920 s  Презентация_шаблон
Презентация_шаблон Презентация на тему ЕГЭ Сочинение-рассуждение
Презентация на тему ЕГЭ Сочинение-рассуждение Презентация на тему Образ святого Александра Невского в культуре и литературе
Презентация на тему Образ святого Александра Невского в культуре и литературе  Виды ипотечных сделок
Виды ипотечных сделок Факторы принятия автократами решений в условиях институциональных ограничений
Факторы принятия автократами решений в условиях институциональных ограничений Административное право как отрасль права
Административное право как отрасль права Системи Підтримки Прийняття Рішень типу“Ситуаційні Центри”Огляд ІПММС НАНУ,2011р.
Системи Підтримки Прийняття Рішень типу“Ситуаційні Центри”Огляд ІПММС НАНУ,2011р. Очистка поверхностных вод Минско-Вилейской системы
Очистка поверхностных вод Минско-Вилейской системы Доливо-Добровольский Михаил Осипович
Доливо-Добровольский Михаил Осипович xxx Обновленная очищающая линия Lumene 2011 Май 2011.
xxx Обновленная очищающая линия Lumene 2011 Май 2011. Презентация на тему Формирование самооценки
Презентация на тему Формирование самооценки Связи с общественностью как эффективная модель коммуникативного взаимодействия организации с целевыми аудиториями
Связи с общественностью как эффективная модель коммуникативного взаимодействия организации с целевыми аудиториями Вспоминайте нас
Вспоминайте нас Irish Whiskey
Irish Whiskey  Презентация на тему В гости к весне
Презентация на тему В гости к весне Подготовка к глобальной империи
Подготовка к глобальной империи Приготовление изделий из слоёного теста. 7 класс
Приготовление изделий из слоёного теста. 7 класс Архитектура Древней Греции
Архитектура Древней Греции