- Обкатка машин. Окрашивание

Содержание
- 2. Обкатка — операция технологического процесса ремонта, при которой реализуется процесс приработки рабочих поверхностей деталей. Это приводит
- 3. В комплект стенда входит реостат, позволяющий регулировать частоту вращения двигателя при «холодной» обкатке и обеспечивать нагружение
- 4. Обкатку агрегатов ходовой части выполняют также на специальных стендах. Так, для обкатки кареток гусеничных тракторов служит
- 5. ИСПЫТАНИЕ ОТРЕМОНТИРОВАННЫХ МАШИН: НАЗНАЧЕНИЕ, РЕЖИМЫ, КОНТРОЛИРУЕМЫЕ ПАРАМЕТРЫ Испытание объектов — операция технологического процесса, при которой оценивают
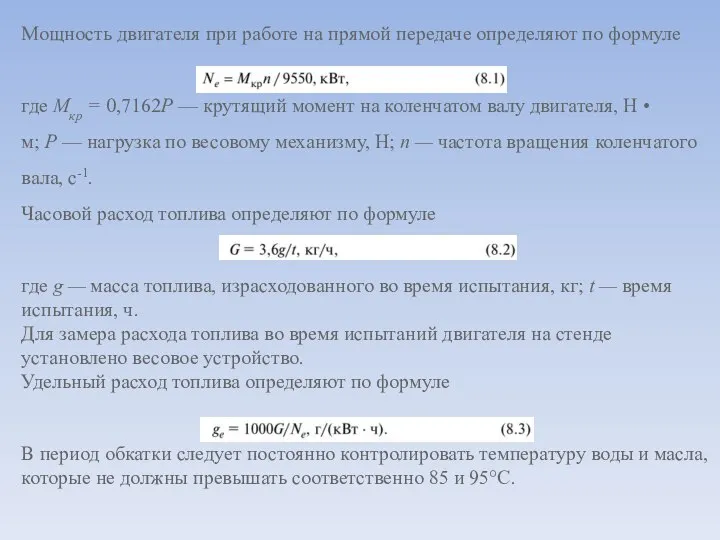
- 6. Мощность двигателя при работе на прямой передаче определяют по формуле где Мкр = 0,7162Р — крутящий
- 7. По окончании обкатки и испытания двигатель осматривают, снимают с обкаточного стенда и устанавливают на стенд контрольного
- 8. Окраска. Окраской предохраняют части машины от вредных атмосферных воздействий, улучшают их внешний вид и видимость при
- 9. Недостатки этого способа: значительные потери краски при распылении, пожароопасность и токсичность. Окраску распылением следует выполнять в
- 10. Окраска безвоздушным распылением является более прогрессивным способом, она получила в настоящее время широкое распространение. Установки безвоздушного
- 11. Окраска окунанием заключается в погружении изделия в ванну с лакокрасочным материалом. Через некоторое время изделие вынимают
- 12. Сушка. После нанесения каждого слоя лакокрасочных материалов проводится сушка. Она может быть естественной и искусственной. Процессы
- 13. Контроль качества окраски изделий. Контроль осуществляют осмотром, измерениями толщины нанесенного слоя пленки и адгезионных свойств подготовленной
- 14. Цифровой толщиномер лакокрасочных и порошковых покрытий Elcometer 415 Новый толшиномер покрытий Elcometer 415 предназначен для быстрого
- 16. Скачать презентацию
Слайд 2 Обкатка — операция технологического процесса ремонта, при которой реализуется процесс приработки рабочих
Обкатка — операция технологического процесса ремонта, при которой реализуется процесс приработки рабочих
Слайд 3 В комплект стенда входит реостат, позволяющий регулировать частоту вращения двигателя при
В комплект стенда входит реостат, позволяющий регулировать частоту вращения двигателя при
Слайд 4 Обкатку агрегатов ходовой части выполняют также на специальных стендах. Так, для
Обкатку агрегатов ходовой части выполняют также на специальных стендах. Так, для
Слайд 5ИСПЫТАНИЕ ОТРЕМОНТИРОВАННЫХ МАШИН: НАЗНАЧЕНИЕ, РЕЖИМЫ, КОНТРОЛИРУЕМЫЕ ПАРАМЕТРЫ
Испытание объектов — операция технологического процесса,
ИСПЫТАНИЕ ОТРЕМОНТИРОВАННЫХ МАШИН: НАЗНАЧЕНИЕ, РЕЖИМЫ, КОНТРОЛИРУЕМЫЕ ПАРАМЕТРЫ
Испытание объектов — операция технологического процесса,
Слайд 6Мощность двигателя при работе на прямой передаче определяют по формуле
где Мкр = 0,7162Р — крутящий момент
Мощность двигателя при работе на прямой передаче определяют по формуле
где Мкр = 0,7162Р — крутящий момент
Слайд 7 По окончании обкатки и испытания двигатель осматривают, снимают с обкаточного стенда
По окончании обкатки и испытания двигатель осматривают, снимают с обкаточного стенда
Слайд 8Окраска.
Окраской предохраняют части машины от вредных атмосферных воздействий, улучшают их внешний
Окраска.
Окраской предохраняют части машины от вредных атмосферных воздействий, улучшают их внешний
Слайд 9 Недостатки этого способа: значительные потери краски при распылении, пожароопасность и токсичность.
Недостатки этого способа: значительные потери краски при распылении, пожароопасность и токсичность.

Слайд 10Окраска безвоздушным распылением является более прогрессивным способом, она получила в настоящее время
Окраска безвоздушным распылением является более прогрессивным способом, она получила в настоящее время
Слайд 11 Окраска окунанием заключается в погружении изделия в ванну с лакокрасочным материалом.
Окраска окунанием заключается в погружении изделия в ванну с лакокрасочным материалом.
Слайд 12 Сушка. После нанесения каждого слоя лакокрасочных материалов проводится сушка. Она может быть
Сушка. После нанесения каждого слоя лакокрасочных материалов проводится сушка. Она может быть
Слайд 13Контроль качества окраски изделий.
Контроль осуществляют осмотром, измерениями толщины нанесенного слоя пленки и адгезионных
Контроль качества окраски изделий.
Контроль осуществляют осмотром, измерениями толщины нанесенного слоя пленки и адгезионных
Слайд 14Цифровой толщиномер лакокрасочных и порошковых покрытий Elcometer 415
Новый толшиномер покрытий Elcometer 415
Цифровой толщиномер лакокрасочных и порошковых покрытий Elcometer 415
Новый толшиномер покрытий Elcometer 415

 МОРАЛЬ. РЕЛИГИЯ.
МОРАЛЬ. РЕЛИГИЯ. Память об учителях Большекуликовской школы
Память об учителях Большекуликовской школы Антивирусные программы
Антивирусные программы Презентация на тему Начало истории человечества
Презентация на тему Начало истории человечества  65-летию Великой Победы посвящаетсяОбобщение материала по теме «Сложноподчинённые предложения».Интегрированный урок русского
65-летию Великой Победы посвящаетсяОбобщение материала по теме «Сложноподчинённые предложения».Интегрированный урок русского  Социальная среда подростка (7 класс)
Социальная среда подростка (7 класс) Прорезная ажурная резьба
Прорезная ажурная резьба Право и организация социального обеспечения
Право и организация социального обеспечения «Будущее России, наши успехи зависят от здоровья людей и их образования» В.В.Путин
«Будущее России, наши успехи зависят от здоровья людей и их образования» В.В.Путин Verbs 3
Verbs 3 Мода 30-х годов ХХ века
Мода 30-х годов ХХ века Электронная Медицинская Карта гражданина РФ – миф или реальность?
Электронная Медицинская Карта гражданина РФ – миф или реальность? Внутренние процессы,
Внутренние процессы, Совещание с клиентами КЖД 16.12.2010г.
Совещание с клиентами КЖД 16.12.2010г. Динамика пастбищных экосистем Южной Тыва (Эрзинский кожуун)
Динамика пастбищных экосистем Южной Тыва (Эрзинский кожуун) Точечная терапия при различных заболеваниях
Точечная терапия при различных заболеваниях Фёдор Иванович Крузенштерн и его кругосветное путешествие
Фёдор Иванович Крузенштерн и его кругосветное путешествие MS Excel
MS Excel Семейство микросхем CMX88X для транкового радио компании CML
Семейство микросхем CMX88X для транкового радио компании CML Стул 1
Стул 1 Автоматическое стрелковое оружие
Автоматическое стрелковое оружие Исполнительный директор НИСКУ
Исполнительный директор НИСКУ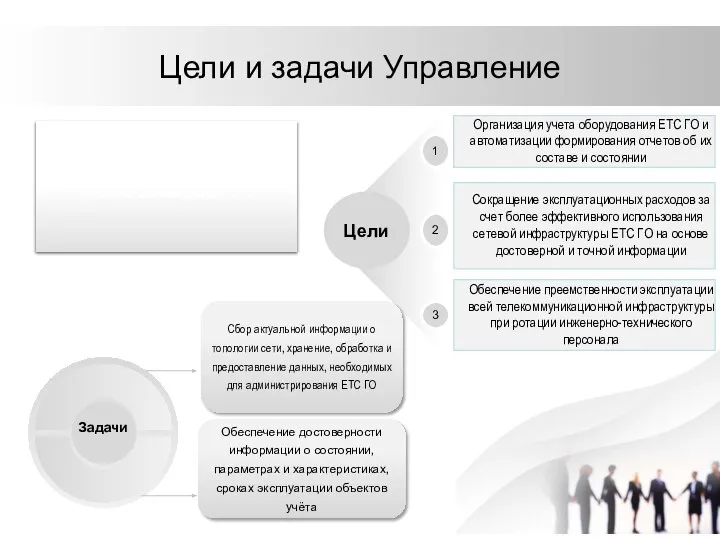 Управление технического учета и документирования
Управление технического учета и документирования Организация сбора информации для обеспечения финансовых расчетов на рынке 5-15 в почасовом разрезе
Организация сбора информации для обеспечения финансовых расчетов на рынке 5-15 в почасовом разрезе ПРАВИТЕЛЬСТВО РОССИЙСКОЙ ФЕДЕРАЦИИ РАСПОРЯЖЕНИЕ О проведении Международной научной конференции по проблемам адаптации к измене
ПРАВИТЕЛЬСТВО РОССИЙСКОЙ ФЕДЕРАЦИИ РАСПОРЯЖЕНИЕ О проведении Международной научной конференции по проблемам адаптации к измене Храмовое искусство Древней Руси
Храмовое искусство Древней Руси Типы уроков
Типы уроков Архитектурный облик Древней Руси
Архитектурный облик Древней Руси