- Обработка заготовок протягиванием

Содержание
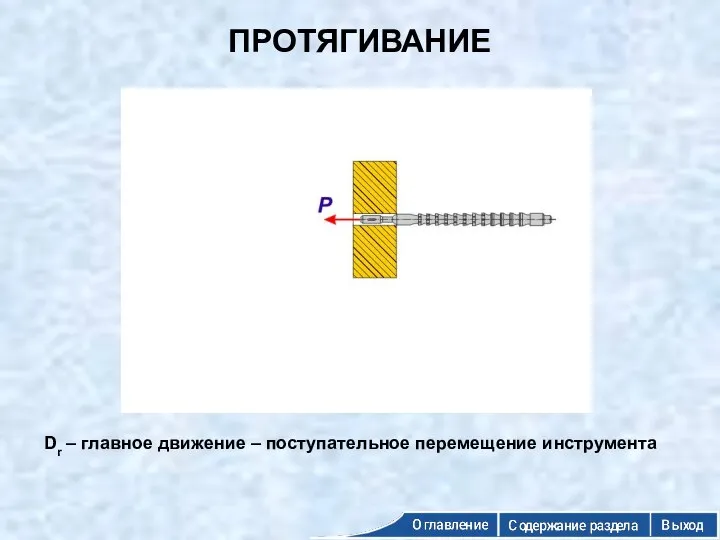
- 2. ПРОТЯГИВАНИЕ Dr – главное движение – поступательное перемещение инструмента
- 3. СХЕМЫ РАБОТЫ ПРОТЯЖКИ И ПРОШИВКИ Прошивка отличается от протяжки отсутствием замковой части, шейки и задней части.
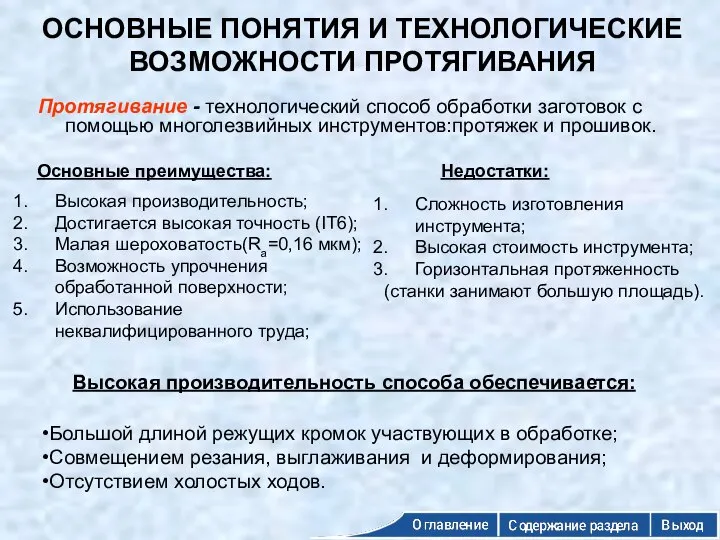
- 4. ОСНОВНЫЕ ПОНЯТИЯ И ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ ПРОТЯГИВАНИЯ Протягивание - технологический способ обработки заготовок с помощью многолезвийных инструментов:протяжек
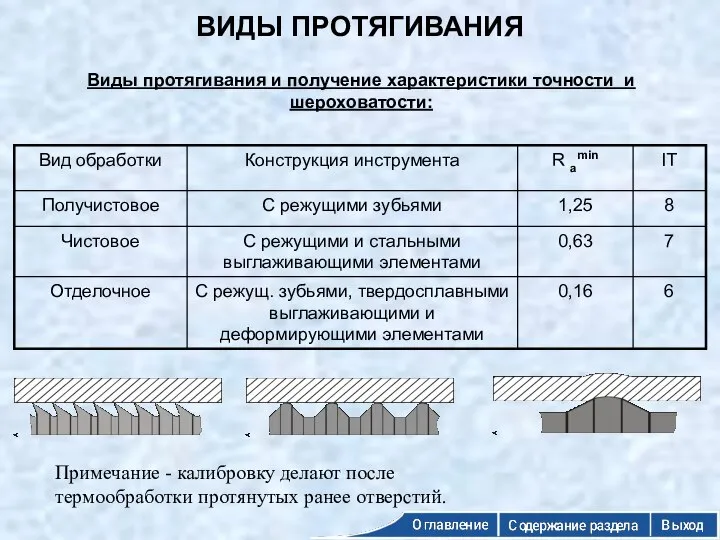
- 5. Виды протягивания и получение характеристики точности и шероховатости: ВИДЫ ПРОТЯГИВАНИЯ Примечание - калибровку делают после термообработки
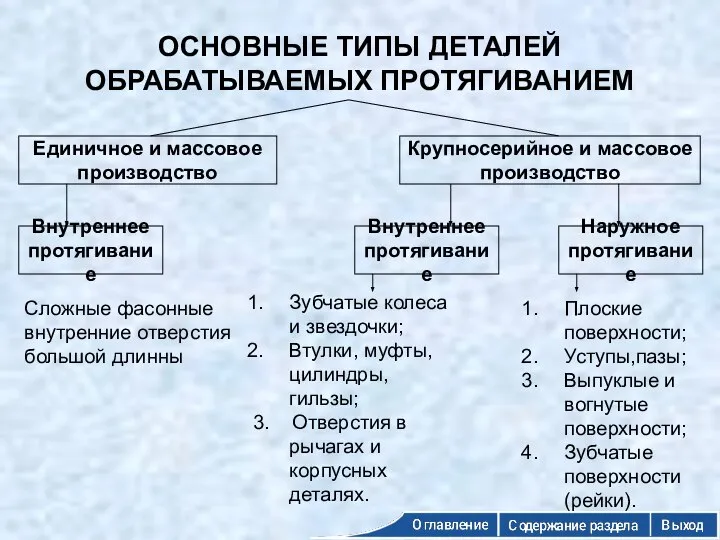
- 6. Единичное и массовое производство Крупносерийное и массовое производство Внутреннее протягивание Внутреннее протягивание Наружное протягивание Сложные фасонные
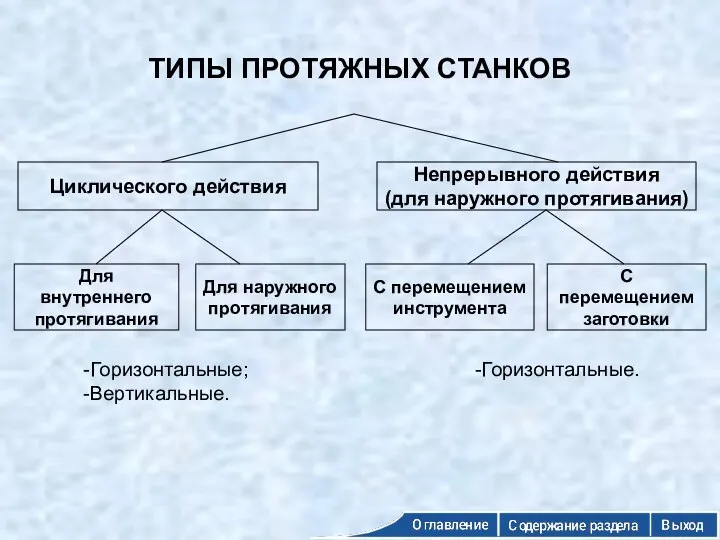
- 7. Циклического действия Непрерывного действия (для наружного протягивания) Для внутреннего протягивания Для наружного протягивания С перемещением инструмента
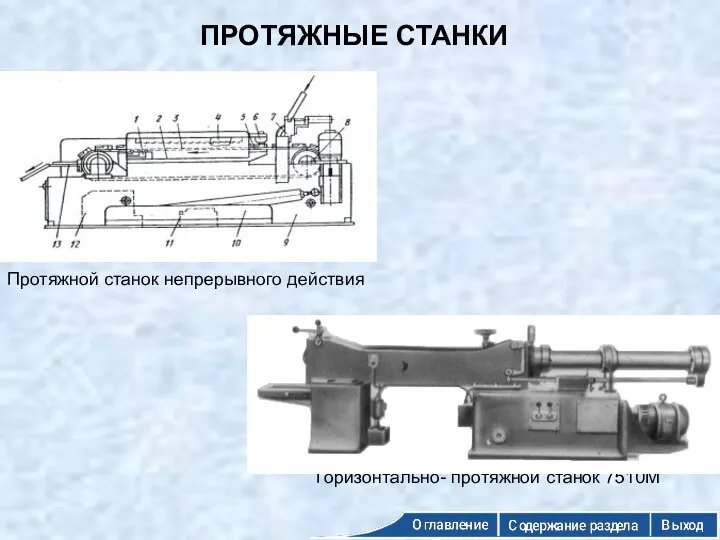
- 8. ПРОТЯЖНЫЕ СТАНКИ Протяжной станок непрерывного действия Горизонтально- протяжной станок 7510М
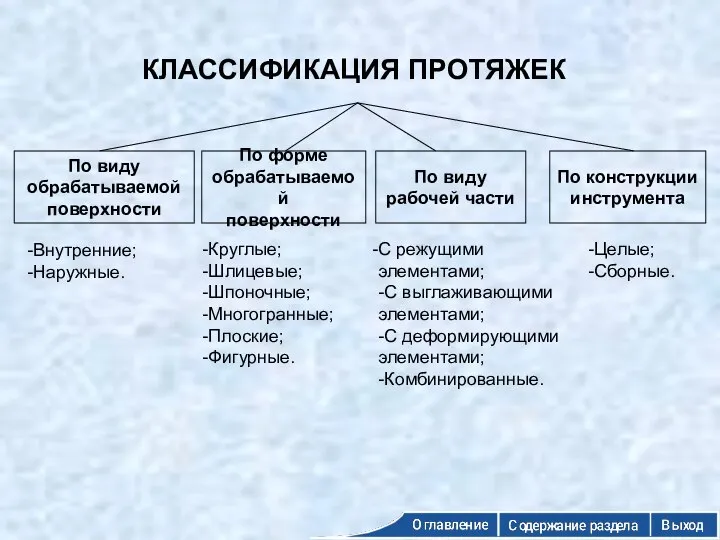
- 9. По виду обрабатываемой поверхности По форме обрабатываемой поверхности По виду рабочей части По конструкции инструмента Внутренние;
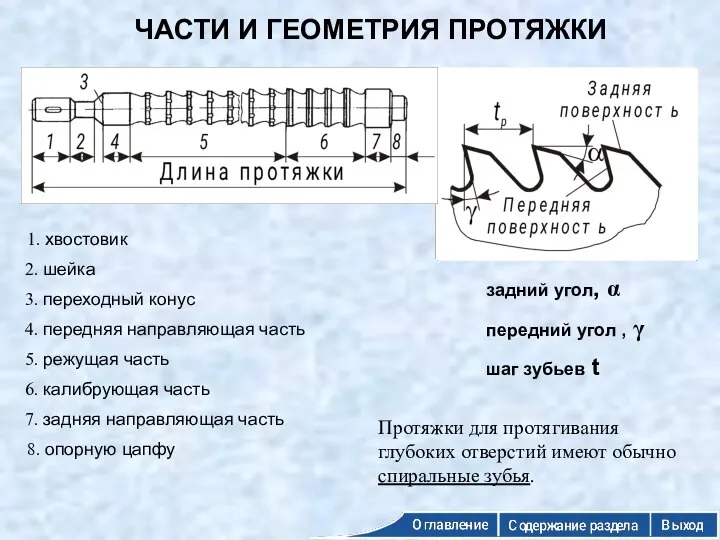
- 10. ЧАСТИ И ГЕОМЕТРИЯ ПРОТЯЖКИ 1. хвостовик 2. шейка 3. переходный конус 4. передняя направляющая часть 5.
- 11. ЭЛЕМЕНТЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ 1. Скорость резания V=0,5…30 м/мин; 2. Подача на один зуб Sz-разность по
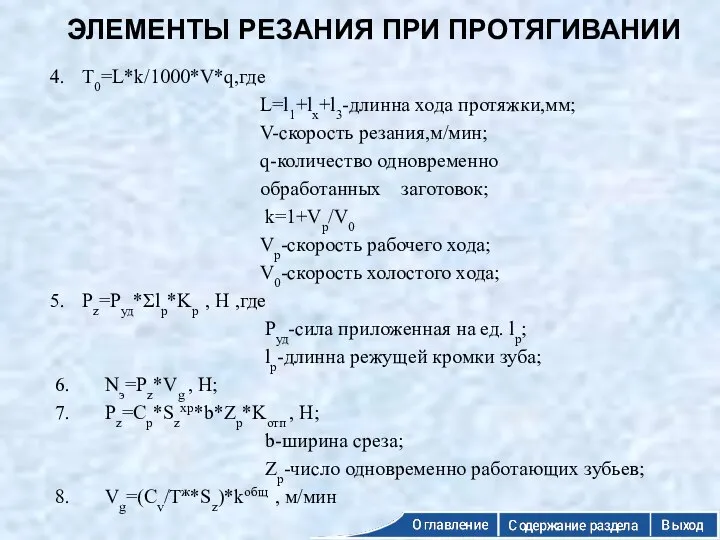
- 12. T0=L*k/1000*V*q,где L=l1+lx+l3-длинна хода протяжки,мм; V-скорость резания,м/мин; q-количество одновременно обработанных заготовок; k=1+Vp/V0 Vp-скорость рабочего хода; V0-скорость холостого
- 13. По способу формирования обрабатываемой поверхности По способу разделения снимаемого припуска - Профильная; - Генераторная. Одинарная; Групповая
- 14. СХЕМЫ ПРОТЯГИВАНИЯ На работу протяжек оказывает большое влияние выбранная схема срезания припуска. Наиболее часто применяемые схемы
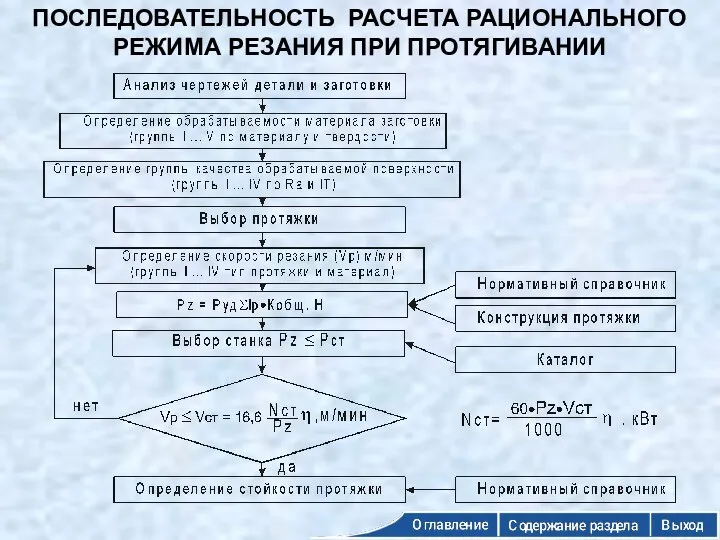
- 15. ПОСЛЕДОВАТЕЛЬНОСТЬ РАСЧЕТА РАЦИОНАЛЬНОГО РЕЖИМА РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
- 17. Скачать презентацию
Слайд 3СХЕМЫ РАБОТЫ ПРОТЯЖКИ И ПРОШИВКИ
Прошивка отличается от протяжки отсутствием замковой части,
шейки и
СХЕМЫ РАБОТЫ ПРОТЯЖКИ И ПРОШИВКИ
Прошивка отличается от протяжки отсутствием замковой части,
шейки и

Слайд 4ОСНОВНЫЕ ПОНЯТИЯ И ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ ПРОТЯГИВАНИЯ
Протягивание - технологический способ обработки заготовок с
ОСНОВНЫЕ ПОНЯТИЯ И ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ ПРОТЯГИВАНИЯ
Протягивание - технологический способ обработки заготовок с
Слайд 5Виды протягивания и получение характеристики точности и шероховатости:
ВИДЫ ПРОТЯГИВАНИЯ
Примечание - калибровку делают
Виды протягивания и получение характеристики точности и шероховатости:
ВИДЫ ПРОТЯГИВАНИЯ
Примечание - калибровку делают
Слайд 6Единичное и массовое
производство
Крупносерийное и массовое
производство
Внутреннее
протягивание
Внутреннее
протягивание
Наружное
протягивание
Сложные фасонные
внутренние отверстия
Единичное и массовое
производство
Крупносерийное и массовое
производство
Внутреннее
протягивание
Внутреннее
протягивание
Наружное
протягивание
Сложные фасонные
внутренние отверстия
Слайд 7Циклического действия
Непрерывного действия
(для наружного протягивания)
Для внутреннего
протягивания
Для наружного
протягивания
С перемещением
инструмента
С перемещением
заготовки
-Горизонтальные;
-Вертикальные.
-Горизонтальные.
ТИПЫ ПРОТЯЖНЫХ
Циклического действия
Непрерывного действия
(для наружного протягивания)
Для внутреннего
протягивания
Для наружного
протягивания
С перемещением
инструмента
С перемещением
заготовки
-Горизонтальные;
-Вертикальные.
-Горизонтальные.
ТИПЫ ПРОТЯЖНЫХ
Слайд 8ПРОТЯЖНЫЕ СТАНКИ
Протяжной станок непрерывного действия
Горизонтально- протяжной станок 7510М
ПРОТЯЖНЫЕ СТАНКИ
Протяжной станок непрерывного действия
Горизонтально- протяжной станок 7510М
Слайд 9По виду
обрабатываемой
поверхности
По форме
обрабатываемой
поверхности
По виду
рабочей части
По конструкции
инструмента
Внутренние;
Наружные.
-Круглые;
-Шлицевые;
-Шпоночные;
-Многогранные;
-Плоские;
-Фигурные.
С режущими
элементами;
-С выглаживающими
элементами;
-С
По виду
обрабатываемой
поверхности
По форме
обрабатываемой
поверхности
По виду
рабочей части
По конструкции
инструмента
Внутренние;
Наружные.
-Круглые;
-Шлицевые;
-Шпоночные;
-Многогранные;
-Плоские;
-Фигурные.
С режущими
элементами;
-С выглаживающими
элементами;
-С
Слайд 10ЧАСТИ И ГЕОМЕТРИЯ ПРОТЯЖКИ
1. хвостовик
2. шейка
3. переходный конус
4. передняя
ЧАСТИ И ГЕОМЕТРИЯ ПРОТЯЖКИ
1. хвостовик
2. шейка
3. переходный конус
4. передняя
Слайд 11ЭЛЕМЕНТЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
1. Скорость резания V=0,5…30 м/мин;
2. Подача на один зуб
ЭЛЕМЕНТЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
1. Скорость резания V=0,5…30 м/мин;
2. Подача на один зуб

Слайд 12T0=L*k/1000*V*q,где
L=l1+lx+l3-длинна хода протяжки,мм;
V-скорость резания,м/мин;
q-количество одновременно
обработанных заготовок;
k=1+Vp/V0
T0=L*k/1000*V*q,где
L=l1+lx+l3-длинна хода протяжки,мм;
V-скорость резания,м/мин;
q-количество одновременно
обработанных заготовок;
k=1+Vp/V0
Слайд 13По способу формирования
обрабатываемой поверхности
По способу разделения
снимаемого припуска
- Профильная;
- Генераторная.
Одинарная;
Групповая
По способу формирования
обрабатываемой поверхности
По способу разделения
снимаемого припуска
- Профильная;
- Генераторная.
Одинарная;
Групповая
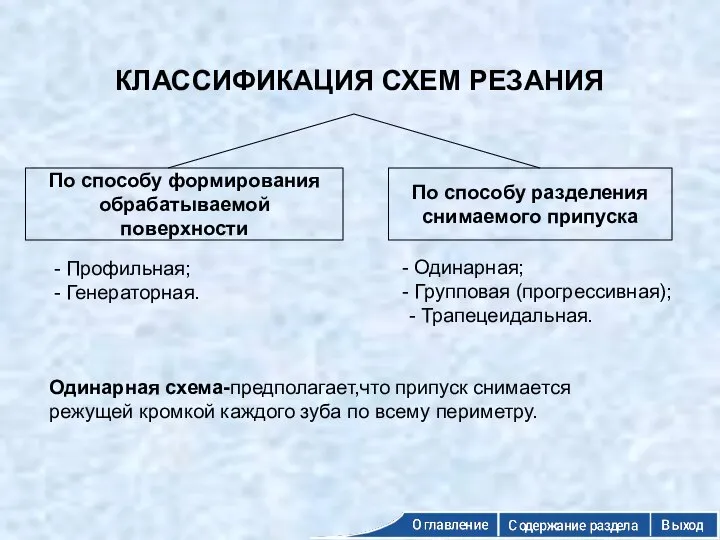
Слайд 14СХЕМЫ ПРОТЯГИВАНИЯ
На работу протяжек оказывает большое влияние выбранная
схема срезания припуска.
Наиболее часто
СХЕМЫ ПРОТЯГИВАНИЯ
На работу протяжек оказывает большое влияние выбранная
схема срезания припуска.
Наиболее часто

Слайд 15ПОСЛЕДОВАТЕЛЬНОСТЬ РАСЧЕТА РАЦИОНАЛЬНОГО РЕЖИМА РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
ПОСЛЕДОВАТЕЛЬНОСТЬ РАСЧЕТА РАЦИОНАЛЬНОГО РЕЖИМА РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
 БОЛГАРИЯ
БОЛГАРИЯ двигательная активность
двигательная активность All Eyes and Ears
All Eyes and Ears Написание сжатого изложения
Написание сжатого изложения Развитие жизни на земле в мезозойскую эру
Развитие жизни на земле в мезозойскую эру презентация (3)
презентация (3) Law in Kazakhstan Civil Law
Law in Kazakhstan Civil Law Новый год со смешариками
Новый год со смешариками Лекарственная терапия и продолжительность жизни: желаемое и действительное
Лекарственная терапия и продолжительность жизни: желаемое и действительное Намагничивание сердечников трансформаторов. Приведение вторичной обмотки к первичной. Схема замещения
Намагничивание сердечников трансформаторов. Приведение вторичной обмотки к первичной. Схема замещения Япония
Япония Unusual buildings
Unusual buildings  Интересный животный мир Африки
Интересный животный мир Африки The Sumo sectional sofa
The Sumo sectional sofa 543814
543814 II школьная научно- практическая конференция учащихся 5-7 классов «Осенний марафон »
II школьная научно- практическая конференция учащихся 5-7 классов «Осенний марафон » Содержание основных функций управления в правоохранительных органах
Содержание основных функций управления в правоохранительных органах Сердце
Сердце Презентация на тему Дарвинский заповедник
Презентация на тему Дарвинский заповедник  Повышение мотивации
Повышение мотивации Тема 4. Бюджетное право и бюджетное устройство Российской Федерации 1. Понятие и значение государственного и местного бюджетов 2
Тема 4. Бюджетное право и бюджетное устройство Российской Федерации 1. Понятие и значение государственного и местного бюджетов 2 Темперамент человека и мотивация
Темперамент человека и мотивация Энергетические Обследования зданий
Энергетические Обследования зданий Структура ароматов. Создание духов
Структура ароматов. Создание духов Плитка. Керамогранит
Плитка. Керамогранит Витамины я люблю
Витамины я люблю Учим состав числа от 5 до 10
Учим состав числа от 5 до 10 Презентация на тему Организация процесса самообразования в педагогической деятельности учителя
Презентация на тему Организация процесса самообразования в педагогической деятельности учителя