- Основные сведения о контроле качества отливок и стандартизации. Лекция №1

Содержание
- 2. Лекция №1 Единая система конструкторской документации (ЕСКД) представляет собой систему ГОСТов, предназначенных для организации проектирования, создания
- 3. Лекция №1 ОСНОВНЫЕ СВЕДЕНИЯ О КОНТРОЛЕ КАЧЕСТВА ОТЛИВОК И СТАНДАРТИЗАЦИИ К явным относятся дефекты, обнаруживаемые при
- 4. В соответствии с ГОСТ 977- 88 все отливки из конструкционных легированных и нелегированных сталей делятся на
- 5. 2) отливки ответственного назначения с обязательным контролем внешнего вида размеров, химического состава и статических механических свойств:
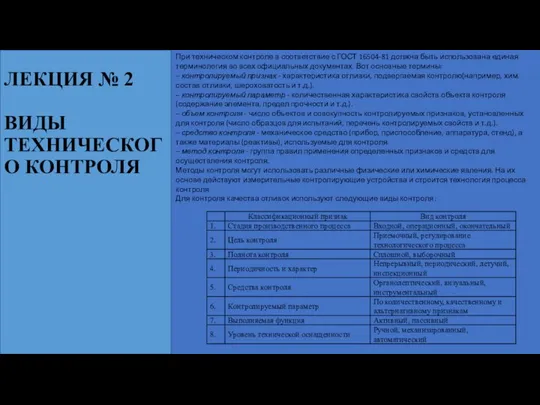
- 6. ЛЕКЦИЯ № 2 ВИДЫ ТЕХНИЧЕСКОГО КОНТРОЛЯ При техническом контроле в соответствие с ГОСТ 16504-81 должна быть
- 7. Наиболее важны виды контроля предупреждающие появление брака, что снижает непроизводительные потери. Входной контроль - контроль всех
- 8. Непрерывный контроль необходим при освоении новой продукции. При установившемся производстве применяется периодический контроль. Летучий контроль является
- 9. По причинам образования дефекты можно поделить на 5 групп: дефекты, вызванные взаимодействием сплава с газами и
- 10. Лекция №3 ВИДЫ ДЕФЕКТОВ Дефекты, причиной которых является нетехнологичная конструкция детали, возникают в тех случаях, когда
- 11. НЕСООТВЕТСТВИЕ ПО ГЕОМЕТРИИ (РАЗМЕРНЫЕ ПОРОКИ) 1.1. Недолив – неполное образование отливки. Причина – недостаточное количество жидкого
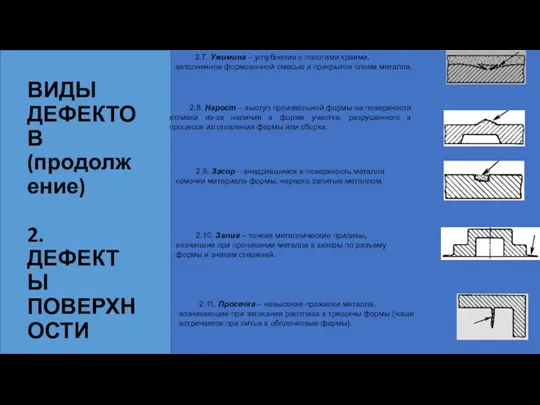
- 12. Лекция №4 ВИДЫ ДЕФЕКТОВ (продолжение) 2. ДЕФЕКТЫ ПОВЕРХНОСТИ 2.1. Пригар – специфический трудноудаляемый слой на поверхности
- 13. Лекция №4 ВИДЫ ДЕФЕКТОВ (продолжение) 2. ДЕФЕКТЫ ПОВЕРХНОСТИ 2.6. Спай – углубление на поверхности с закругленными
- 14. Лекция №4 ВИДЫ ДЕФЕКТОВ (продолжение) 2. ДЕФЕКТЫ ПОВЕРХНОСТИ 2.7. Ужимина – углубление с пологими краями, заполненное
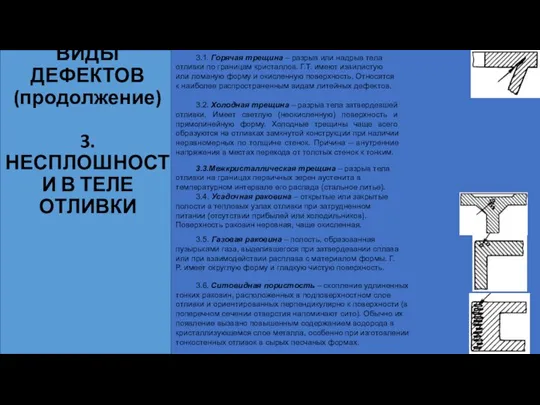
- 15. Лекция №5 ВИДЫ ДЕФЕКТОВ (продолжение) 3. НЕСПЛОШНОСТИ В ТЕЛЕ ОТЛИВКИ 3.1. Горячая трещина – разрыв или
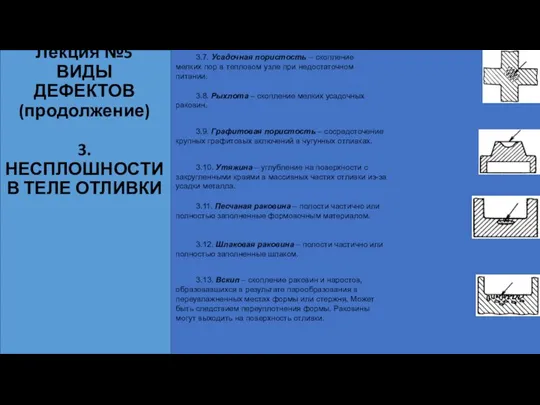
- 16. Лекция №5 ВИДЫ ДЕФЕКТОВ (продолжение) 3. НЕСПЛОШНОСТИ В ТЕЛЕ ОТЛИВКИ 3.7. Усадочная пористость – скопление мелких
- 17. Лекция №6 КОСВЕННЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ ОБЪЕМНЫХ НЕДОСТАТКОВ а) Определение по тембру звука При простукивании молотком отливки
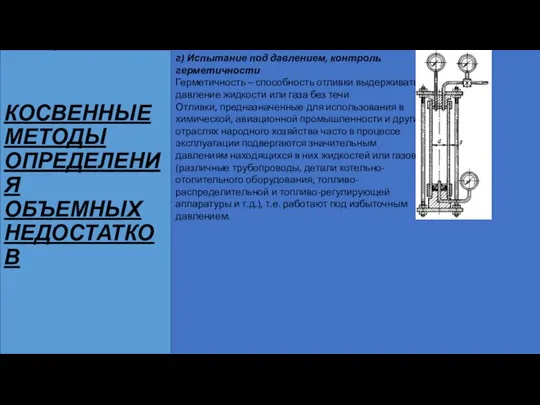
- 18. Лекция №6 КОСВЕННЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ ОБЪЕМНЫХ НЕДОСТАТКОВ г) Испытание под давлением, контроль герметичности Герметичность – способность
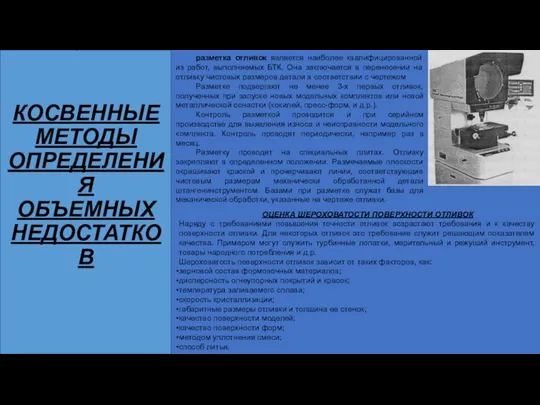
- 19. Лекция №6 КОСВЕННЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ ОБЪЕМНЫХ НЕДОСТАТКОВ разметка отливок является наиболее квалифицированной из работ, выполняемых БТК.
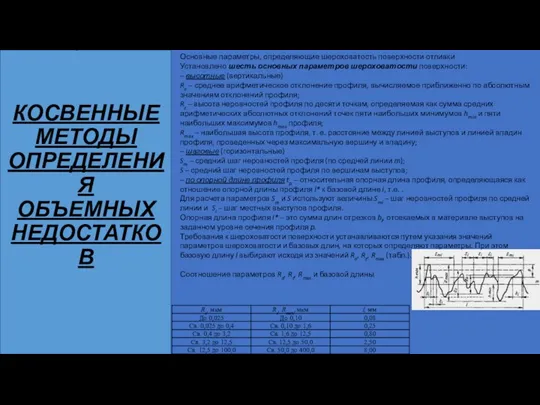
- 20. Основные параметры, определяющие шероховатость поверхности отливки Установлено шесть основных параметров шероховатости поверхности: – высотные (вертикальные) Ra
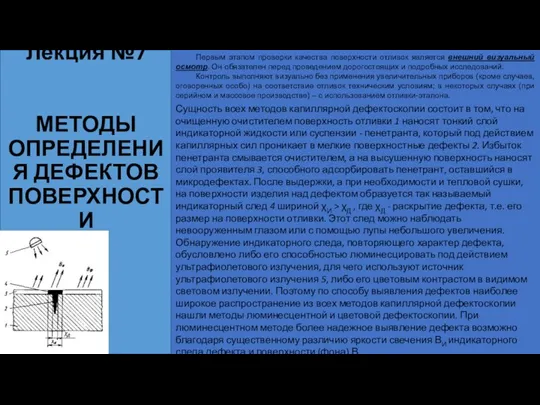
- 21. Лекция №7 МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ Первым этапом проверки качества поверхности отливок является внешний визуальный осмотр.
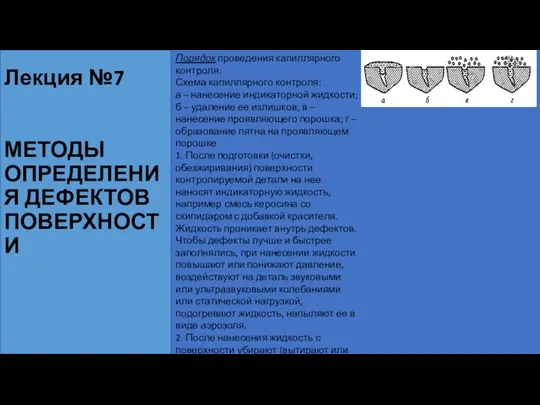
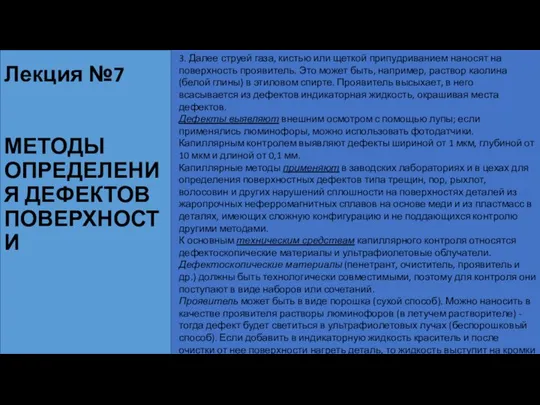
- 22. Лекция №7 МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ Порядок проведения капиллярного контроля: Схема капиллярного контроля: а – нанесение
- 23. Лекция №7 МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ 3. Далее струей газа, кистью или щеткой припудриванием наносят на
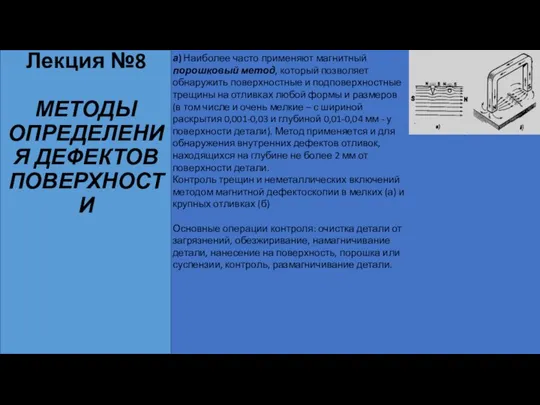
- 24. Лекция №8 МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ а) Наиболее часто применяют магнитный порошковый метод, который позволяет обнаружить
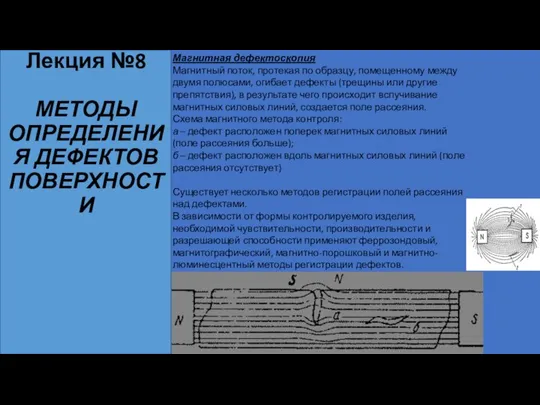
- 25. Магнитная дефектоскопия Магнитный поток, протекая по образцу, помещенному между двумя полюсами, огибает дефекты (трещины или другие
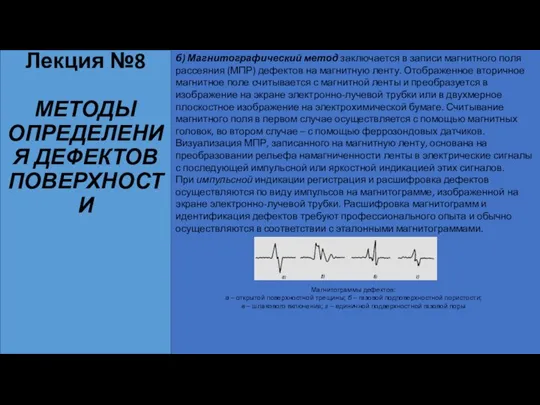
- 26. Лекция №8 МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ б) Магнитографический метод заключается в записи магнитного поля рассеяния (МПР)
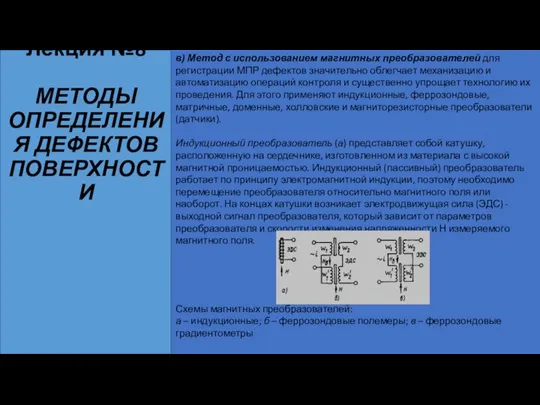
- 27. Лекция №8 МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ в) Метод с использованием магнитных преобразователей для регистрации МПР дефектов
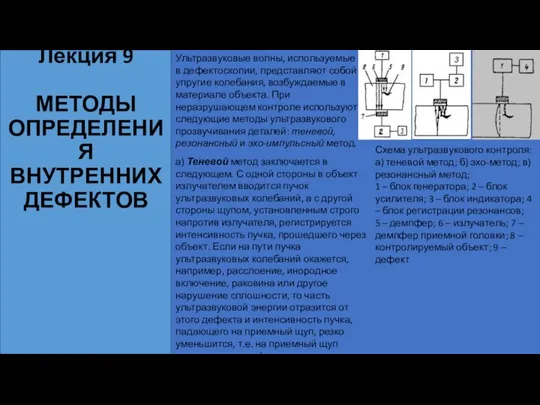
- 28. Лекция 9 МЕТОДЫ ОПРЕДЕЛЕНИЯ ВНУТРЕННИХ ДЕФЕКТОВ Ультразвуковые волны, используемые в дефектоскопии, представляют собой упругие колебания, возбуждаемые
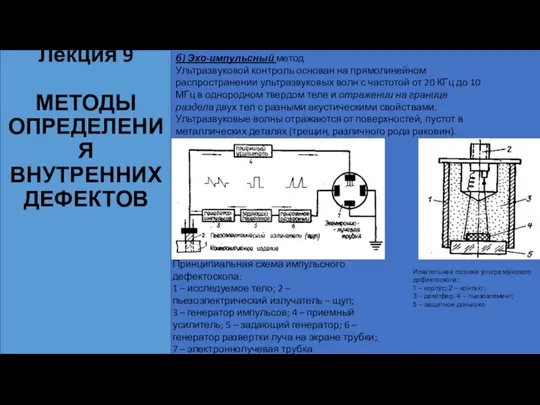
- 29. Лекция 9 МЕТОДЫ ОПРЕДЕЛЕНИЯ ВНУТРЕННИХ ДЕФЕКТОВ б) Эхо-импульсный метод Ультразвуковой контроль основан на прямолинейном распространении ультразвуковых
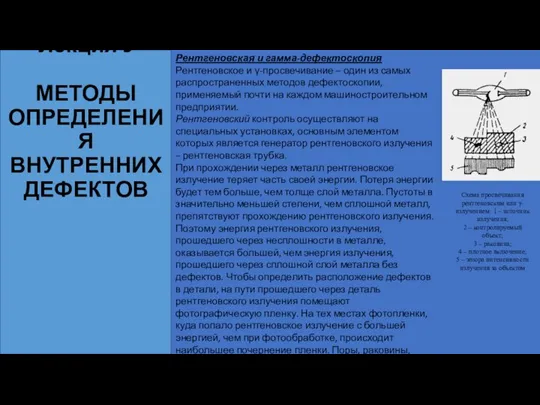
- 30. Лекция 9 МЕТОДЫ ОПРЕДЕЛЕНИЯ ВНУТРЕННИХ ДЕФЕКТОВ Рентгеновская и гамма-дефектоскопия Рентгеновское и γ-просвечивание – один из самых
- 31. Лекция 10 ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОГО СОСТАВА
- 32. Лекция 10 ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОГО СОСТАВА Химический анализ Гравиметрический метод основан на переводе анализируемой пробы в раствор
- 33. Лекция 10 ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОГО СОСТАВА Физико-химический анализ Проба переводится в раствор, после чего осуществляется собственно химический
- 34. Лекция 10 ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОГО СОСТАВА Кулонометрический метод основан на измерении количества электричества, израсходованного в ходе электрохимической
- 39. Скачать презентацию
Слайд 2Лекция №1
Единая система конструкторской документации (ЕСКД) представляет собой систему ГОСТов, предназначенных для
Лекция №1
Единая система конструкторской документации (ЕСКД) представляет собой систему ГОСТов, предназначенных для
Слайд 3
Лекция №1
ОСНОВНЫЕ СВЕДЕНИЯ О КОНТРОЛЕ КАЧЕСТВА ОТЛИВОК И СТАНДАРТИЗАЦИИ
К явным
Лекция №1
ОСНОВНЫЕ СВЕДЕНИЯ О КОНТРОЛЕ КАЧЕСТВА ОТЛИВОК И СТАНДАРТИЗАЦИИ
К явным
Слайд 4В соответствии с ГОСТ 977- 88 все отливки из конструкционных легированных и
В соответствии с ГОСТ 977- 88 все отливки из конструкционных легированных и
Слайд 52) отливки ответственного назначения с обязательным контролем внешнего вида размеров, химического состава
2) отливки ответственного назначения с обязательным контролем внешнего вида размеров, химического состава
Слайд 6ЛЕКЦИЯ № 2
ВИДЫ ТЕХНИЧЕСКОГО КОНТРОЛЯ
При техническом контроле в соответствие с ГОСТ 16504-81
ЛЕКЦИЯ № 2
ВИДЫ ТЕХНИЧЕСКОГО КОНТРОЛЯ
При техническом контроле в соответствие с ГОСТ 16504-81
Слайд 7Наиболее важны виды контроля предупреждающие появление брака, что снижает непроизводительные потери.
Входной контроль
Наиболее важны виды контроля предупреждающие появление брака, что снижает непроизводительные потери.
Входной контроль
Слайд 8Непрерывный контроль необходим при освоении новой продукции.
При установившемся производстве применяется периодический контроль.
Летучий
Непрерывный контроль необходим при освоении новой продукции.
При установившемся производстве применяется периодический контроль.
Летучий
Слайд 9По причинам образования дефекты можно поделить на 5 групп:
дефекты, вызванные взаимодействием сплава
По причинам образования дефекты можно поделить на 5 групп:
дефекты, вызванные взаимодействием сплава
Слайд 10Лекция №3
ВИДЫ ДЕФЕКТОВ
Дефекты, причиной которых является нетехнологичная конструкция детали, возникают в тех
Лекция №3
ВИДЫ ДЕФЕКТОВ
Дефекты, причиной которых является нетехнологичная конструкция детали, возникают в тех
Слайд 11НЕСООТВЕТСТВИЕ ПО ГЕОМЕТРИИ (РАЗМЕРНЫЕ ПОРОКИ)
1.1. Недолив – неполное образование отливки. Причина –
НЕСООТВЕТСТВИЕ ПО ГЕОМЕТРИИ (РАЗМЕРНЫЕ ПОРОКИ)
1.1. Недолив – неполное образование отливки. Причина –
Слайд 12Лекция №4
ВИДЫ ДЕФЕКТОВ (продолжение)
2. ДЕФЕКТЫ ПОВЕРХНОСТИ
2.1. Пригар – специфический трудноудаляемый слой на
Лекция №4
ВИДЫ ДЕФЕКТОВ (продолжение)
2. ДЕФЕКТЫ ПОВЕРХНОСТИ
2.1. Пригар – специфический трудноудаляемый слой на
Слайд 13Лекция №4
ВИДЫ ДЕФЕКТОВ (продолжение)
2. ДЕФЕКТЫ ПОВЕРХНОСТИ
2.6. Спай – углубление на поверхности с
Лекция №4
ВИДЫ ДЕФЕКТОВ (продолжение)
2. ДЕФЕКТЫ ПОВЕРХНОСТИ
2.6. Спай – углубление на поверхности с
Слайд 14Лекция №4
ВИДЫ ДЕФЕКТОВ (продолжение)
2. ДЕФЕКТЫ ПОВЕРХНОСТИ
2.7. Ужимина – углубление с пологими краями,
Лекция №4
ВИДЫ ДЕФЕКТОВ (продолжение)
2. ДЕФЕКТЫ ПОВЕРХНОСТИ
2.7. Ужимина – углубление с пологими краями,
Слайд 15Лекция №5
ВИДЫ ДЕФЕКТОВ (продолжение)
3. НЕСПЛОШНОСТИ В ТЕЛЕ ОТЛИВКИ
3.1. Горячая трещина – разрыв
Лекция №5
ВИДЫ ДЕФЕКТОВ (продолжение)
3. НЕСПЛОШНОСТИ В ТЕЛЕ ОТЛИВКИ
3.1. Горячая трещина – разрыв
Слайд 16Лекция №5
ВИДЫ ДЕФЕКТОВ (продолжение)
3. НЕСПЛОШНОСТИ В ТЕЛЕ ОТЛИВКИ
3.7. Усадочная пористость – скопление
Лекция №5
ВИДЫ ДЕФЕКТОВ (продолжение)
3. НЕСПЛОШНОСТИ В ТЕЛЕ ОТЛИВКИ
3.7. Усадочная пористость – скопление
Слайд 17Лекция №6
КОСВЕННЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
ОБЪЕМНЫХ НЕДОСТАТКОВ
а) Определение по тембру звука
При простукивании молотком отливки
Лекция №6
КОСВЕННЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
ОБЪЕМНЫХ НЕДОСТАТКОВ
а) Определение по тембру звука
При простукивании молотком отливки
Слайд 18Лекция №6
КОСВЕННЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
ОБЪЕМНЫХ НЕДОСТАТКОВ
г) Испытание под давлением, контроль герметичности
Герметичность – способность
Лекция №6
КОСВЕННЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
ОБЪЕМНЫХ НЕДОСТАТКОВ
г) Испытание под давлением, контроль герметичности
Герметичность – способность
Слайд 19Лекция №6
КОСВЕННЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
ОБЪЕМНЫХ НЕДОСТАТКОВ
разметка отливок является наиболее квалифицированной из работ, выполняемых
Лекция №6
КОСВЕННЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
ОБЪЕМНЫХ НЕДОСТАТКОВ
разметка отливок является наиболее квалифицированной из работ, выполняемых
Слайд 20Основные параметры, определяющие шероховатость поверхности отливки
Установлено шесть основных параметров шероховатости поверхности:
– высотные
Основные параметры, определяющие шероховатость поверхности отливки
Установлено шесть основных параметров шероховатости поверхности:
– высотные
Слайд 21Лекция №7
МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ
Первым этапом проверки качества поверхности отливок является
Лекция №7
МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ
Первым этапом проверки качества поверхности отливок является
Слайд 22Лекция №7
МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ
Порядок проведения капиллярного контроля:
Схема капиллярного контроля:
а –
Лекция №7
МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ
Порядок проведения капиллярного контроля:
Схема капиллярного контроля:
а –
Слайд 23Лекция №7
МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ
3. Далее струей газа, кистью или щеткой
Лекция №7
МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ
3. Далее струей газа, кистью или щеткой
Слайд 24Лекция №8
МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ
а) Наиболее часто применяют магнитный порошковый метод,
Лекция №8
МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ
а) Наиболее часто применяют магнитный порошковый метод,
Слайд 25Магнитная дефектоскопия
Магнитный поток, протекая по образцу, помещенному между двумя полюсами, огибает дефекты
Магнитная дефектоскопия
Магнитный поток, протекая по образцу, помещенному между двумя полюсами, огибает дефекты
Слайд 26Лекция №8
МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ
б) Магнитографический метод заключается в записи магнитного
Лекция №8
МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ
б) Магнитографический метод заключается в записи магнитного
Слайд 27Лекция №8
МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ
в) Метод с использованием магнитных преобразователей для
Лекция №8
МЕТОДЫ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ
в) Метод с использованием магнитных преобразователей для
Слайд 28Лекция 9
МЕТОДЫ ОПРЕДЕЛЕНИЯ ВНУТРЕННИХ ДЕФЕКТОВ
Ультразвуковые волны, используемые в дефектоскопии, представляют собой упругие
Лекция 9
МЕТОДЫ ОПРЕДЕЛЕНИЯ ВНУТРЕННИХ ДЕФЕКТОВ
Ультразвуковые волны, используемые в дефектоскопии, представляют собой упругие
Слайд 29Лекция 9
МЕТОДЫ ОПРЕДЕЛЕНИЯ ВНУТРЕННИХ ДЕФЕКТОВ
б) Эхо-импульсный метод
Ультразвуковой контроль основан на прямолинейном распространении
Лекция 9
МЕТОДЫ ОПРЕДЕЛЕНИЯ ВНУТРЕННИХ ДЕФЕКТОВ
б) Эхо-импульсный метод
Ультразвуковой контроль основан на прямолинейном распространении
Слайд 30Лекция 9
МЕТОДЫ ОПРЕДЕЛЕНИЯ ВНУТРЕННИХ ДЕФЕКТОВ
Рентгеновская и гамма-дефектоскопия
Рентгеновское и γ-просвечивание – один из
Лекция 9
МЕТОДЫ ОПРЕДЕЛЕНИЯ ВНУТРЕННИХ ДЕФЕКТОВ
Рентгеновская и гамма-дефектоскопия
Рентгеновское и γ-просвечивание – один из
Слайд 31Лекция 10
ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОГО СОСТАВА
Лекция 10
ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОГО СОСТАВА
Слайд 32Лекция 10
ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОГО СОСТАВА
Химический анализ
Гравиметрический метод основан на переводе анализируемой пробы в
Лекция 10
ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОГО СОСТАВА
Химический анализ
Гравиметрический метод основан на переводе анализируемой пробы в
Слайд 33Лекция 10
ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОГО СОСТАВА
Физико-химический анализ
Проба переводится в раствор, после чего осуществляется собственно
Лекция 10
ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОГО СОСТАВА
Физико-химический анализ
Проба переводится в раствор, после чего осуществляется собственно
Слайд 34Лекция 10
ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОГО СОСТАВА
Кулонометрический метод основан на измерении количества электричества, израсходованного в
Лекция 10
ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОГО СОСТАВА
Кулонометрический метод основан на измерении количества электричества, израсходованного в



 Unusual traditions of birthday celebrations
Unusual traditions of birthday celebrations HOW TO WRITE A FRIENDLY LETTER
HOW TO WRITE A FRIENDLY LETTER Ассоциации. Карточная игра
Ассоциации. Карточная игра Беспозвоночные и позвоночные организмы
Беспозвоночные и позвоночные организмы Екатерина 2
Екатерина 2 Подключение к Интернету
Подключение к Интернету Система расчетов с населением за коммунальные услуги
Система расчетов с населением за коммунальные услуги Командный менеджмент
Командный менеджмент рус.яз., 6кл., 23.09
рус.яз., 6кл., 23.09 Применение производной к решению задач
Применение производной к решению задач Измельчение мусора. Компания TiCon
Измельчение мусора. Компания TiCon Иван Сергеевич Тургенев
Иван Сергеевич Тургенев П а с х а . Воскресение Христово.
П а с х а . Воскресение Христово. 20140429_biosfera
20140429_biosfera Шаблон презентации
Шаблон презентации Факторы, влияющие на формирование имиджа современного педагога в сельской местности
Факторы, влияющие на формирование имиджа современного педагога в сельской местности Создание проектов в интернет. Разработка сайтов. Лекция 4.
Создание проектов в интернет. Разработка сайтов. Лекция 4. Меры государственной поддержки на 2021 год
Меры государственной поддержки на 2021 год Каталог детских шапочек. Осень-весна 2020-2021
Каталог детских шапочек. Осень-весна 2020-2021 Ландшафтоид
Ландшафтоид Люди – творцы культуры
Люди – творцы культуры Местечко Ажерово и его обитатели
Местечко Ажерово и его обитатели Космическая теплица. Этапы работы над проектом
Космическая теплица. Этапы работы над проектом Виды Дверей
Виды Дверей Начальник Департамента МВД России генерал-полковник милиции МИРОШНИКОВ Борис Николаевич
Начальник Департамента МВД России генерал-полковник милиции МИРОШНИКОВ Борис Николаевич Детская страничка. Черная кошка
Детская страничка. Черная кошка Понятие и структура обучающего тренинга
Понятие и структура обучающего тренинга Литературная гостиная. Поэты не рождаются случайно
Литературная гостиная. Поэты не рождаются случайно