- Основные сведения о металлорежущих станках

Содержание
- 2. Понятие о металлорежущем станке, как основном элементе технологической системы
- 3. 2. Универсальные полуавтоматы и автоматы с аналоговым управлением 4. Агрегатные станки (автоматы и полуавтоматы) с аналоговым
- 4. Понятие о станке с ЧПУ. Общие сведения об устройстве, алгоритме подготовки и работы современного станка с
- 5. Принципиальное отличие станка с ЧПУ Станком с ЧПУ принято называть станок, в систему автоматического управления которого
- 6. Структурная схема современного металлорежущего станка с ЧПУ
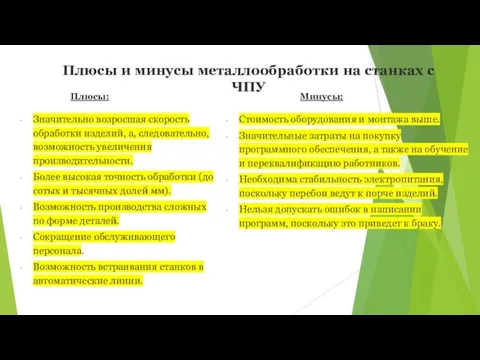
- 7. Плюсы и минусы металлообработки на станках с ЧПУ Плюсы: Стоимость оборудования и монтажа выше. Значительные затраты
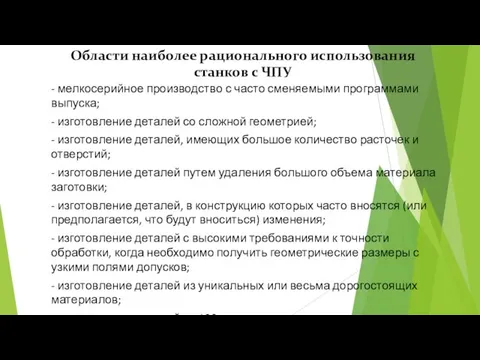
- 8. Области наиболее рационального использования станков с ЧПУ - мелкосерийное производство с часто сменяемыми программами выпуска; -
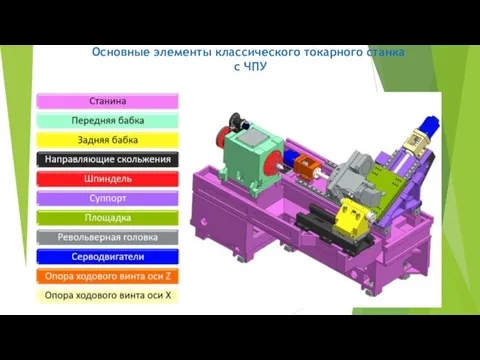
- 9. Основные элементы классического токарного станка с ЧПУ
- 10. Оси классического токарного станка с ЧПУ
- 11. Основные элементы классического вертикального фрезерного станка с ЧПУ
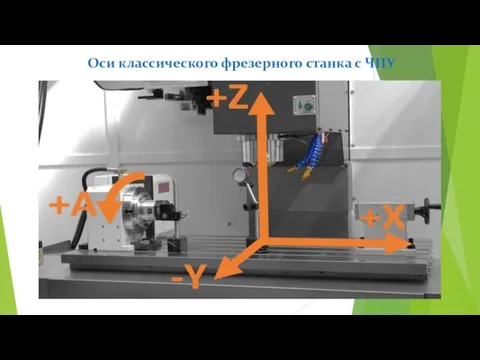
- 12. Оси классического фрезерного станка с ЧПУ
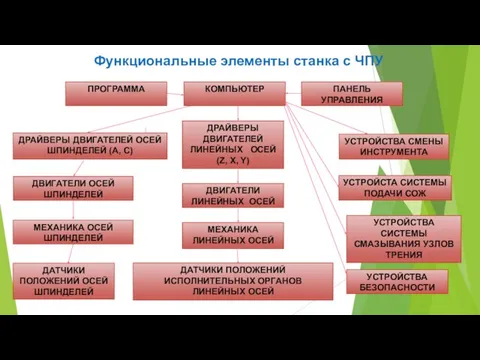
- 13. ПАНЕЛЬ УПРАВЛЕНИЯ КОМПЬЮТЕР ПРОГРАММА ДРАЙВЕРЫ ДВИГАТЕЛЕЙ ЛИНЕЙНЫХ ОСЕЙ (Z, X, Y) ДВИГАТЕЛИ ЛИНЕЙНЫХ ОСЕЙ МЕХАНИКА ЛИНЕЙНЫХ
- 14. Программа и панель оператора Программа - это последовательный набор инструкций действий станка. Программа создается по чертежу
- 15. Система ЧПУ станка, ее подсистемы и элементы 1.Подсистема управления Является центральной частью всей СЧПУ. С одной
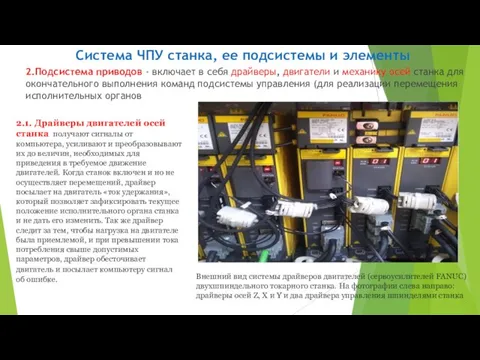
- 16. Система ЧПУ станка, ее подсистемы и элементы 2.Подсистема приводов - включает в себя драйверы, двигатели и
- 17. 2.2. Двигатели осей Двигатель линейной оси. Основные требования к двигателю – это возможность точного позиционирования по
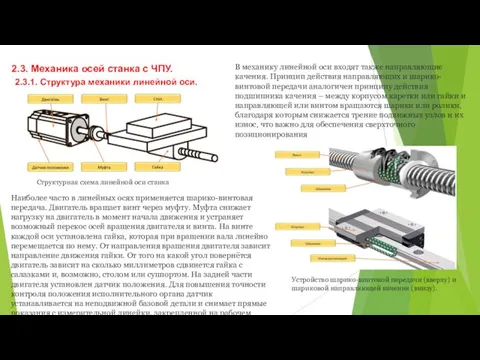
- 18. 2.3. Механика осей станка с ЧПУ. 2.3.1. Структура механики линейной оси. В механику линейной оси входят
- 19. 2.3.2. Механика оси шпинделя представляет собой механический узел, отвечающий за крепление и вращение режущего инструмента на
- 21. Скачать презентацию

Слайд 3
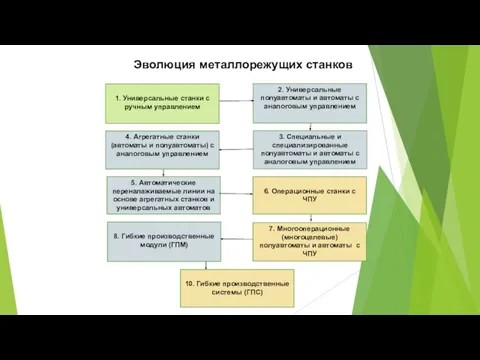
2. Универсальные полуавтоматы и автоматы с аналоговым управлением
4. Агрегатные станки (автоматы
2. Универсальные полуавтоматы и автоматы с аналоговым управлением
4. Агрегатные станки (автоматы
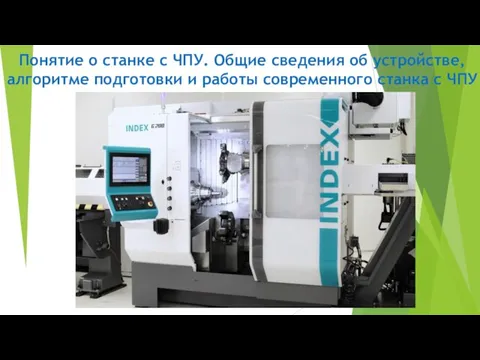
Слайд 4Понятие о станке с ЧПУ. Общие сведения об устройстве, алгоритме подготовки и
Понятие о станке с ЧПУ. Общие сведения об устройстве, алгоритме подготовки и
Слайд 5Принципиальное отличие станка с ЧПУ
Станком с ЧПУ принято называть станок, в систему
Принципиальное отличие станка с ЧПУ
Станком с ЧПУ принято называть станок, в систему
Слайд 6Структурная схема современного металлорежущего станка с ЧПУ
Структурная схема современного металлорежущего станка с ЧПУ

Слайд 7
Плюсы и минусы металлообработки на станках с ЧПУ
Плюсы:
Стоимость оборудования и
Плюсы и минусы металлообработки на станках с ЧПУ
Плюсы:
Стоимость оборудования и
Слайд 8Области наиболее рационального использования станков с ЧПУ
- мелкосерийное производство с часто сменяемыми
Области наиболее рационального использования станков с ЧПУ
- мелкосерийное производство с часто сменяемыми
Слайд 9Основные элементы классического токарного станка
с ЧПУ
Основные элементы классического токарного станка
с ЧПУ
Слайд 10Оси классического токарного станка с ЧПУ
Оси классического токарного станка с ЧПУ

Слайд 11Основные элементы классического вертикального
фрезерного станка с ЧПУ
Основные элементы классического вертикального
фрезерного станка с ЧПУ

Слайд 12Оси классического фрезерного станка с ЧПУ
Оси классического фрезерного станка с ЧПУ
Слайд 13
ПАНЕЛЬ УПРАВЛЕНИЯ
КОМПЬЮТЕР
ПРОГРАММА
ДРАЙВЕРЫ ДВИГАТЕЛЕЙ ЛИНЕЙНЫХ ОСЕЙ (Z, X, Y)
ДВИГАТЕЛИ ЛИНЕЙНЫХ ОСЕЙ
МЕХАНИКА ЛИНЕЙНЫХ
ПАНЕЛЬ УПРАВЛЕНИЯ
КОМПЬЮТЕР
ПРОГРАММА
ДРАЙВЕРЫ ДВИГАТЕЛЕЙ ЛИНЕЙНЫХ ОСЕЙ (Z, X, Y)
ДВИГАТЕЛИ ЛИНЕЙНЫХ ОСЕЙ
МЕХАНИКА ЛИНЕЙНЫХ
Слайд 14Программа и панель оператора
Программа - это последовательный набор инструкций действий станка. Программа
Программа и панель оператора
Программа - это последовательный набор инструкций действий станка. Программа

Слайд 15
Система ЧПУ станка, ее подсистемы и элементы
1.Подсистема управления
Является центральной частью
Система ЧПУ станка, ее подсистемы и элементы
1.Подсистема управления
Является центральной частью

Слайд 16Система ЧПУ станка, ее подсистемы и элементы
2.Подсистема приводов - включает в себя
Система ЧПУ станка, ее подсистемы и элементы
2.Подсистема приводов - включает в себя
Слайд 172.2. Двигатели осей
Двигатель линейной оси.
Основные требования к двигателю – это возможность
2.2. Двигатели осей
Двигатель линейной оси.
Основные требования к двигателю – это возможность
Слайд 18 2.3. Механика осей станка с ЧПУ.
2.3.1. Структура механики линейной оси.
В механику
2.3. Механика осей станка с ЧПУ.
2.3.1. Структура механики линейной оси.
В механику
Слайд 192.3.2. Механика оси шпинделя представляет собой механический узел, отвечающий за крепление и
2.3.2. Механика оси шпинделя представляет собой механический узел, отвечающий за крепление и
 ПРАЗДНИК СЛАВЯНСКОЙ ПИСЬМЕННОСТИ
ПРАЗДНИК СЛАВЯНСКОЙ ПИСЬМЕННОСТИ Сертификация
Сертификация Трезвое село – 2021
Трезвое село – 2021 Сказка о Колобке
Сказка о Колобке Роллеты от
Роллеты от Направление совершенствования КИМ для ЕГЭ 2009 г. по биологии
Направление совершенствования КИМ для ЕГЭ 2009 г. по биологии Система мотивации и стимулирования персонала
Система мотивации и стимулирования персонала  яблоки от 0 до 10
яблоки от 0 до 10 экологический лагерь «Живая природа»
экологический лагерь «Живая природа» Страхование строительно-монтажных рисков
Страхование строительно-монтажных рисков Проектдетского кафе «Мадагаскар»
Проектдетского кафе «Мадагаскар» «Лизинг как инструмент развития бизнеса в современных условиях»
«Лизинг как инструмент развития бизнеса в современных условиях» Электроснабжение жилого микрорайона г. Керчь
Электроснабжение жилого микрорайона г. Керчь Россия
Россия Презентация на тему Сложение и вычитание трёхзначных чисел в столбик
Презентация на тему Сложение и вычитание трёхзначных чисел в столбик Факты о Санкт-Петербурге
Факты о Санкт-Петербурге Текстовые функции
Текстовые функции  Почувствуй себя исследователем!
Почувствуй себя исследователем! Всемирный день шоколада
Всемирный день шоколада Цифровая передача
Цифровая передача Ребёнок учится тому, Что видит у себя в дому, Родители пример тому!
Ребёнок учится тому, Что видит у себя в дому, Родители пример тому! Неолит с производящим хозяйством
Неолит с производящим хозяйством  1
1 Федеральный закон
Федеральный закон Существующая ситуация в сфере обращения с отходами на территории Кировской области и обоснование необходимости реализации пило
Существующая ситуация в сфере обращения с отходами на территории Кировской области и обоснование необходимости реализации пило House vocabulary
House vocabulary Дизайн одежды и аксессуаров. Онлайн-обучение
Дизайн одежды и аксессуаров. Онлайн-обучение Adverbs
Adverbs