- Перечень НТД, регламентирующий контроль качества паяных соединений

Содержание
- 2. ГОСТ 24715–81. Соединения паяные. Методы контроля качества Настоящий стандарт распространяется на основные типы паяных соединений, выполненных
- 3. Дефекты паяных соединений Качество паяных изделий определяется их прочностью, степенью работоспособности, надежностью, коррозионной стойкостью, способностью выполнять
- 4. КОНТРОЛЬ КАЧЕСТВА ПАЯНЫХ ЕДИНИЦ Пайка происходит при температурах, существенно меньших температур плавления соединяемых материалов, что уменьшает
- 5. В настоящее время еще нет единого мнения о причинах появления пустот в паяном соединении. В общем
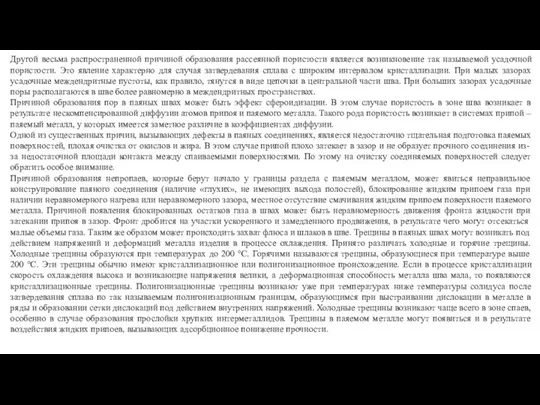
- 6. Другой весьма распространенной причиной образования рассеянной пористости является возникновение так называемой усадочной пористости. Это явление характерно
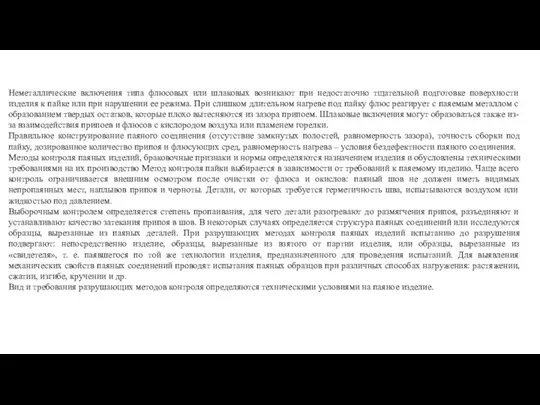
- 7. Неметаллические включения типа флюсовых или шлаковых возникают при недостаточно тщательной подготовке поверхности изделия к пайке или
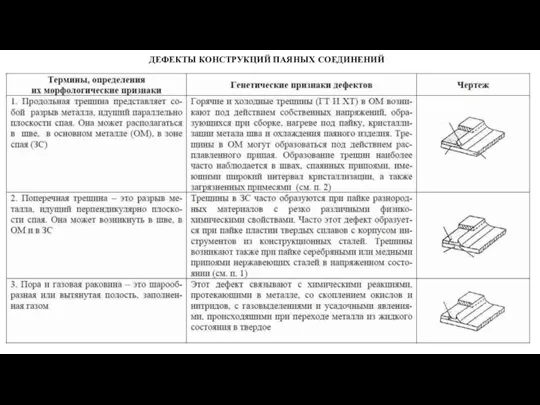
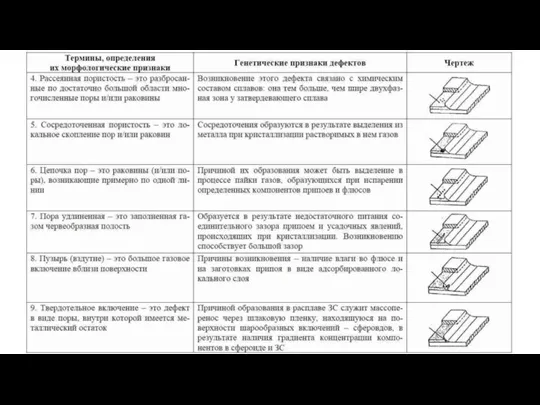
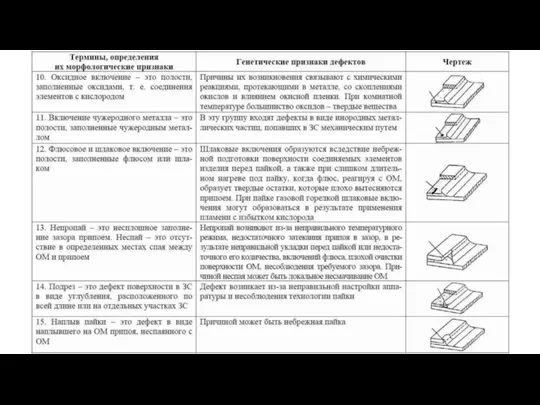
- 8. ДЕФЕКТЫ КОНСТРУКЦИЙ ПАЯНЫХ СОЕДИНЕНИЙ
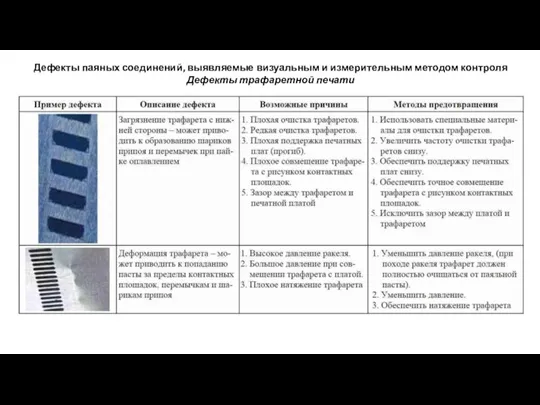
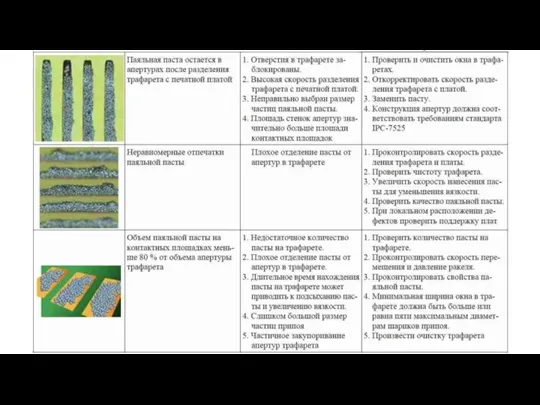
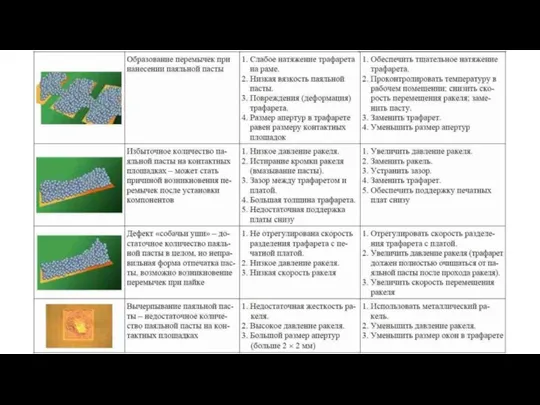
- 13. Дефекты паяных соединений, выявляемые визуальным и измерительным методом контроля Дефекты трафаретной печати
- 17. Скачать презентацию
Слайд 2ГОСТ 24715–81. Соединения паяные. Методы контроля качества
Настоящий стандарт распространяется на основные типы
ГОСТ 24715–81. Соединения паяные. Методы контроля качества
Настоящий стандарт распространяется на основные типы
Слайд 3Дефекты паяных соединений
Качество паяных изделий определяется их прочностью, степенью работоспособности, надежностью, коррозионной
Дефекты паяных соединений
Качество паяных изделий определяется их прочностью, степенью работоспособности, надежностью, коррозионной
Слайд 4КОНТРОЛЬ КАЧЕСТВА ПАЯНЫХ ЕДИНИЦ
Пайка происходит при температурах, существенно меньших температур плавления соединяемых
КОНТРОЛЬ КАЧЕСТВА ПАЯНЫХ ЕДИНИЦ
Пайка происходит при температурах, существенно меньших температур плавления соединяемых
Слайд 5В настоящее время еще нет единого мнения о причинах появления пустот в
В настоящее время еще нет единого мнения о причинах появления пустот в
Слайд 6Другой весьма распространенной причиной образования рассеянной пористости является возникновение так называемой усадочной
Другой весьма распространенной причиной образования рассеянной пористости является возникновение так называемой усадочной
Слайд 7Неметаллические включения типа флюсовых или шлаковых возникают при недостаточно тщательной подготовке поверхности
Неметаллические включения типа флюсовых или шлаковых возникают при недостаточно тщательной подготовке поверхности
Слайд 8ДЕФЕКТЫ КОНСТРУКЦИЙ ПАЯНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ КОНСТРУКЦИЙ ПАЯНЫХ СОЕДИНЕНИЙ


Слайд 13Дефекты паяных соединений, выявляемые визуальным и измерительным методом контроля
Дефекты трафаретной печати
Дефекты паяных соединений, выявляемые визуальным и измерительным методом контроля
Дефекты трафаретной печати
 Влияние качества продуктов питания на организм человека
Влияние качества продуктов питания на организм человека Физическая культура
Физическая культура Физика и туризм
Физика и туризм Классификация ЗПР по этиологическому признаку К.С. Лебединской
Классификация ЗПР по этиологическому признаку К.С. Лебединской Презентация на тему Витус Беринг
Презентация на тему Витус Беринг  Что изучает физика
Что изучает физика как выучить с ребенком стихотворение
как выучить с ребенком стихотворение Путь к себе. 12 шагов от созависимости к целостности
Путь к себе. 12 шагов от созависимости к целостности Графический портретный рисунок и выразительность образа человека
Графический портретный рисунок и выразительность образа человека Предмет социальной политики и технология социальной работы
Предмет социальной политики и технология социальной работы Презентация на тему Крепость Корела
Презентация на тему Крепость Корела Тотальное радио
Тотальное радио Смутное время 1598-1613 гг. и его последствия Великий Новгород и Шведское королевство
Смутное время 1598-1613 гг. и его последствия Великий Новгород и Шведское королевство Государственная итоговая аттестация по образовательным программам среднего общего образования на территории Тульской области
Государственная итоговая аттестация по образовательным программам среднего общего образования на территории Тульской области Второе место в конкурсе: Екимова Светлана Витальевна. Менеджер пресс-службы Медиацентра
Второе место в конкурсе: Екимова Светлана Витальевна. Менеджер пресс-службы Медиацентра Модели инклюзивного образования
Модели инклюзивного образования Буква Р
Буква Р Формы можно и должен. 動詞てもいいです
Формы можно и должен. 動詞てもいいです Освоение техники верхнего приема и передачи мяча
Освоение техники верхнего приема и передачи мяча Социальный проект: проблема - идея - результат
Социальный проект: проблема - идея - результат Компланарные векторы
Компланарные векторы Литургия Преждеосвящённых Даров
Литургия Преждеосвящённых Даров Организация административного судопроизводства (административного процесса) и
Организация административного судопроизводства (административного процесса) и Витамины
Витамины  Презентация на тему Жизнь и творчество Марины Цветаевой
Презентация на тему Жизнь и творчество Марины Цветаевой Place Distrubution channels Supply chain management International marketing
Place Distrubution channels Supply chain management International marketing Теории детского развития
Теории детского развития Носители магнитной записи. Аппараты магнитной записи (АМЗ)
Носители магнитной записи. Аппараты магнитной записи (АМЗ)