Планирование и организация процесса сварочного производства по изготовлению фермы стропильной стальной сварной
- Планирование и организация процесса сварочного производства по изготовлению фермы стропильной стальной сварной

Содержание
- 2. Введение. На сегодняшний день сварка является самым рациональным способом соединения отдельных деталей в единую конструкцию. Объектом
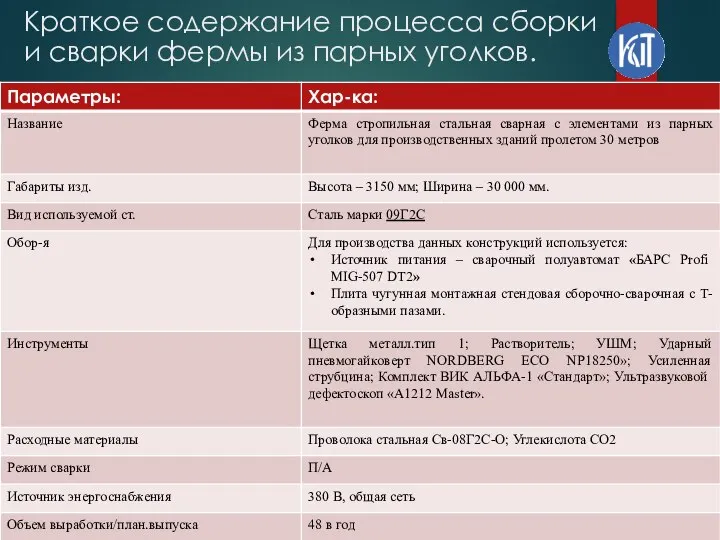
- 3. Краткое содержание процесса сборки и сварки фермы из парных уголков.
- 4. Оборудования используемые при сварке фермы из парных уголков.
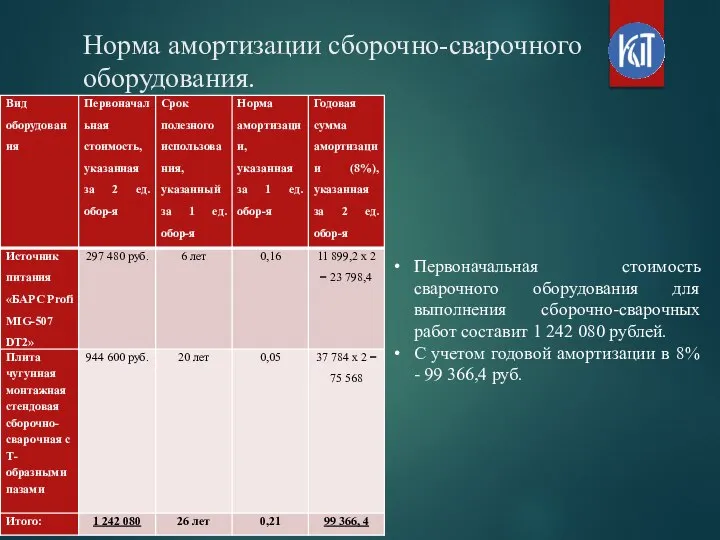
- 5. Норма амортизации сборочно-сварочного оборудования. Первоначальная стоимость сварочного оборудования для выполнения сборочно-сварочных работ составит 1 242 080
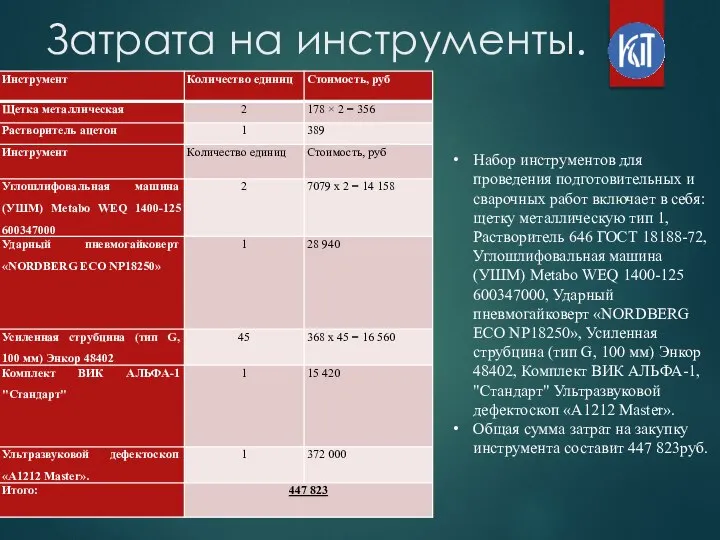
- 6. Затрата на инструменты. Набор инструментов для проведения подготовительных и сварочных работ включает в себя: щетку металлическую
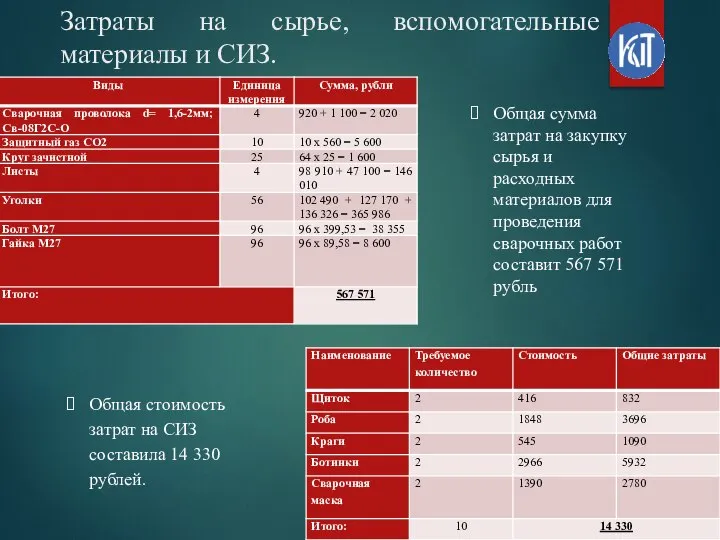
- 7. Затраты на сырье, вспомогательные материалы и СИЗ. Общая сумма затрат на закупку сырья и расходных материалов
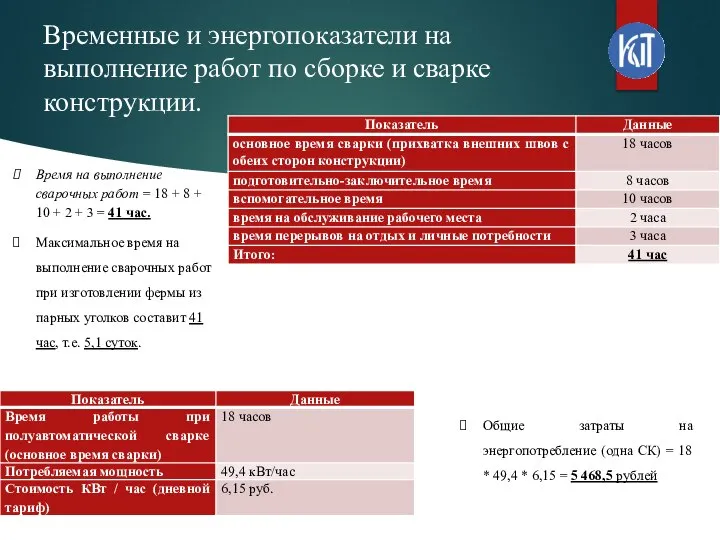
- 8. Временные и энергопоказатели на выполнение работ по сборке и сварке конструкции. Время на выполнение сварочных работ
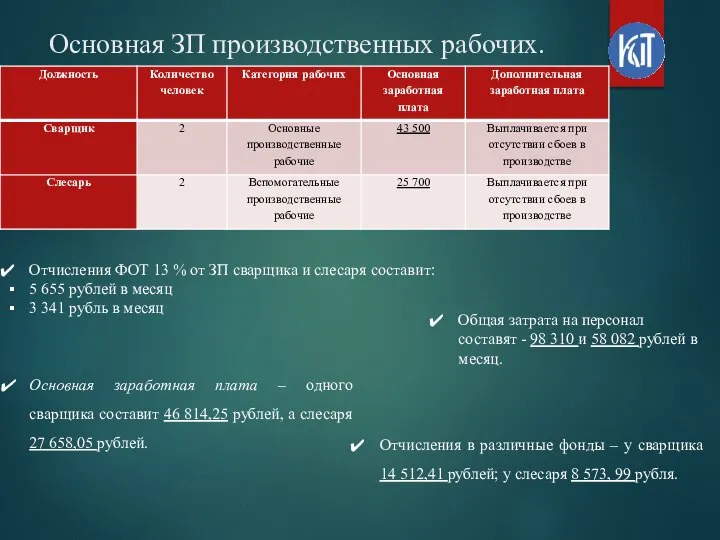
- 9. Основная ЗП производственных рабочих. Отчисления ФОТ 13 % от ЗП сварщика и слесаря составит: 5 655
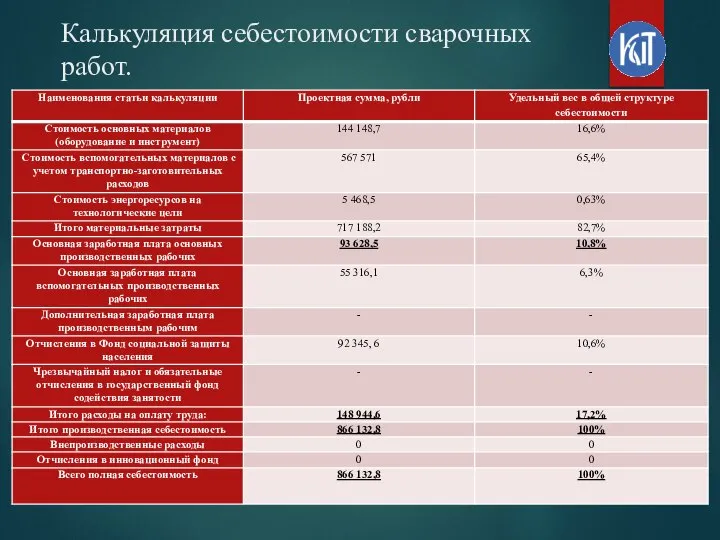
- 10. Калькуляция себестоимости сварочных работ.
- 11. Итог калькуляции сборочно-сварочных работ. Из данных, представленных в таблице калькуляции ранее видно, что наибольший удельный вес
- 12. Заключение При изготовлении конструкций сложной формы использование сварки вместо ковки и литья дает большой экономический эффект.
- 13. Спасибо за внимание!
- 15. Скачать презентацию
Слайд 2Введение.
На сегодняшний день сварка является самым рациональным способом соединения отдельных деталей
Введение.
На сегодняшний день сварка является самым рациональным способом соединения отдельных деталей
Слайд 3Краткое содержание процесса сборки и сварки фермы из парных уголков.
Краткое содержание процесса сборки и сварки фермы из парных уголков.
Слайд 4Оборудования используемые при сварке фермы из парных уголков.
Оборудования используемые при сварке фермы из парных уголков.

Слайд 5Норма амортизации сборочно-сварочного оборудования.
Первоначальная стоимость сварочного оборудования для выполнения сборочно-сварочных работ составит
Норма амортизации сборочно-сварочного оборудования.
Первоначальная стоимость сварочного оборудования для выполнения сборочно-сварочных работ составит
Слайд 6Затрата на инструменты.
Набор инструментов для проведения подготовительных и сварочных работ включает в
Затрата на инструменты.
Набор инструментов для проведения подготовительных и сварочных работ включает в
Слайд 7Затраты на сырье, вспомогательные материалы и СИЗ.
Общая сумма затрат на закупку сырья
Затраты на сырье, вспомогательные материалы и СИЗ.
Общая сумма затрат на закупку сырья
Слайд 8Временные и энергопоказатели на выполнение работ по сборке и сварке конструкции.
Время на
Временные и энергопоказатели на выполнение работ по сборке и сварке конструкции.
Время на
Слайд 9Основная ЗП производственных рабочих.
Отчисления ФОТ 13 % от ЗП сварщика и слесаря
Основная ЗП производственных рабочих.
Отчисления ФОТ 13 % от ЗП сварщика и слесаря
Слайд 10Калькуляция себестоимости сварочных работ.
Калькуляция себестоимости сварочных работ.
Слайд 11Итог калькуляции сборочно-сварочных работ.
Из данных, представленных в таблице калькуляции ранее видно, что
Итог калькуляции сборочно-сварочных работ.
Из данных, представленных в таблице калькуляции ранее видно, что

Слайд 12Заключение
При изготовлении конструкций сложной формы использование сварки вместо ковки и литья дает
Заключение
При изготовлении конструкций сложной формы использование сварки вместо ковки и литья дает
Слайд 13Спасибо за внимание!
Спасибо за внимание!
 Презентация на тему Сказка «Репка»
Презентация на тему Сказка «Репка» Презентация на тему Палеозой. Ордовик
Презентация на тему Палеозой. Ордовик  ФГОС в начальной школе: требования к современному уроку в условиях введения ФГОС нового поколения
ФГОС в начальной школе: требования к современному уроку в условиях введения ФГОС нового поколения Как образуется роса, иней, дождь и снег
Как образуется роса, иней, дождь и снег Бородинское поле
Бородинское поле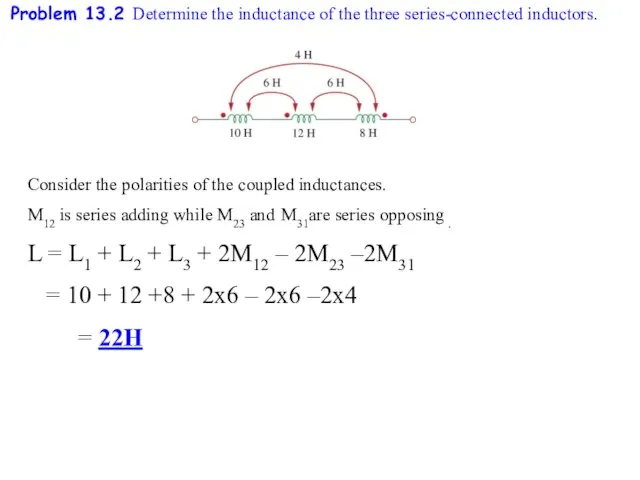 Determine the inductance of
Determine the inductance of право
право Западничество и славянофильство
Западничество и славянофильство Интеграция корпоративных приложений и автоматизация бизнес-процессов с использованием Алексей Сальников Oracle СНГ Консультант по
Интеграция корпоративных приложений и автоматизация бизнес-процессов с использованием Алексей Сальников Oracle СНГ Консультант по  Архимед
Архимед Анализ системы сбора и подготовки скважинной продукции Горбатовского месторождения
Анализ системы сбора и подготовки скважинной продукции Горбатовского месторождения Петровский Иван Сергеевич
Петровский Иван Сергеевич Самопрезентация Лутковой Татьяны Валентиновны
Самопрезентация Лутковой Татьяны Валентиновны Презентация на тему соблюдение правил безопасности движения при переходе Фрязевского шоссе
Презентация на тему соблюдение правил безопасности движения при переходе Фрязевского шоссе  Волейбол
Волейбол Цветотерапия
Цветотерапия Онлайн школа нетворкинга
Онлайн школа нетворкинга Русская литература и искусство в 18 в.
Русская литература и искусство в 18 в. Учащиеся 8 классаМОУ «Междуреченская ООШ»
Учащиеся 8 классаМОУ «Междуреченская ООШ» День студента
День студента Мауриц Эшер, голландский художник- график. 6 класс
Мауриц Эшер, голландский художник- график. 6 класс Прекрасен Ты
Прекрасен Ты DO YOUR HELP YOUR FAMILY
DO YOUR HELP YOUR FAMILY Цех подкастинга на фабрике масс-медиа
Цех подкастинга на фабрике масс-медиа Конституционное регулирование экономических, социальных и духовно-культурных отношений
Конституционное регулирование экономических, социальных и духовно-культурных отношений И.С. Тургенев. Стихотворения в прозе, особенности жанра. Авторские критерии нравственности в произведении «Довольный человек»
И.С. Тургенев. Стихотворения в прозе, особенности жанра. Авторские критерии нравственности в произведении «Довольный человек» Информация об объекте. Краснодарский край, г. Краснодар, ул. Красная, д. 52
Информация об объекте. Краснодарский край, г. Краснодар, ул. Красная, д. 52 ИНФОРМАТИКА
ИНФОРМАТИКА